Abstract
To improve the mechanical properties of a TC4 surface, TC4 + Ni-MoS2 + xWC (x = 5%, 10% and 15% wt.%) composite coatings were prepared by the coaxial feeding laser cladding technique, and the effect of the WC content on the microstructure and tribological properties of the coatings were investigated using multiple characterization methods. The results indicated that increasing the WC content negatively impacted the forming quality of the coating, but did not change the coating phase which predominantly comprised Ti2Ni, Ti2S, TiC, matrix β-Ti and residual WC. With the addition of WC, TiC exhibited an increase in both quantity and particle size, accompanied by a transition in growth morphology from spherical to petal-like. MoS2 completely dissolved in all coatings and the S element provided by it effectively synthesized a strip-like phase Ti2S which presented a morphology similar to the lubricating phase TiS in the Ti-based melt pool system. The microhardness and wear-resistance of all the coatings were higher than that of TC4 and gradually improved with the addition of WC, which indicated that raising the WC content was conducive to enhancing the mechanical properties of the coatings. The friction coefficient of TC4 was lower than that of the three WC content coatings, indicating that Ti2S was not the lubricating phase. The wear mechanism of all coatings was abrasive wear.
1. Introduction
The TC4 alloy has been widely utilized in the aerospace industry due to its low density, high specific strength and excellent corrosion resistance, making it a crucial material for aircraft lightweight design and performance enhancement [1,2,3,4,5]. However, TC4 had a low hardness and poor wear resistance, which seriously restricts its service and application under harsh working conditions [6,7,8,9,10]. Laser cladding is an advanced alloy surface modification technology with multiple advantages such as excellent compatibility, strong bonding and low dilution rate, which has been considered an effective approach to enhancing the comprehensive performance of a TC4 surface and prolonging its safe service life, receiving widespread attention from researchers [11,12,13,14,15].
WC ceramic powders—characterized by high hardness, elevated melting point, and stable chemical properties—were commonly used in the design and preparation of wear-resistant, laser-clad layers, which could improve the mechanical properties of coatings [16,17]. Qi et al. [18] prepared TC4 + WC wear-resistance coatings on TC4 through laser cladding, which indicated that a significant increase in both the average microhardness and wear resistance of the coatings compared to the substrate. Li et al. [19] investigated the effect of the WC content on the properties of WC-Ni60 coatings, which revealed that moderate WC content could effectively improve the microhardness and wear resistance of the coating. However, an excessive WC content resulted in a deterioration in the performance of the coating. Ortiz et al. [20] fabricated Ni base metal matrix coatings reinforced by spherical-shaped WC particles, which showed a better wear performance during the dry sliding contacts.
MoS2 exhibited a low melting point and possessed self-lubricating properties, making it widely used in the preparation of coatings on metal alloys [21,22]. Qu et al. [23] fabricated a new self-lubricating TiS2 laser-clad layer on TC4 using NiCrBSi + MoS2 cladding materials, which formed a dense and complete layer of TiS2 on the coating surface that significantly reduced the friction coefficient of the coating during sliding. Zhang et al. [24] employed Ni-MoS2 particles to prepare a Ti2S/Ti2Ni reinforced Ti-based composite coating on TC4 through laser cladding, and found that the microhardness and wear resistance of the coating greatly improved compared with that of the TC4. Zheng et al. [25] prepared Ni60/WC-Cu/MoS2 composite coatings using the laser cladding technique, which revealed that the undissolved MoS2 could effectively reduce the friction coefficient of the coatings.
In summary, this study designed and prepared TC4 + Ni-MoS2 + WC Ti-based composite coatings with varying WC contents (5 wt.%, 10 wt.%, and 15 wt.%) on TC4 alloy by utilizing coaxial powder feeding laser cladding technology. The macrostructure, phase composition, microstructure, microhardness, and tribological properties of the coatings were analyzed using X-ray diffractometry (XRD), Scanning electron microscopy (SEM), an Energy dispersive spectrometer (EDS), Transmission electron microscopy (TEM), Vickers hardness tester and friction and wear testing equipment. The goal was to provide technical guidance and theoretical insights into the surface modification of the TC4 alloy.
2. Experimental Procedures
2.1. Materials
TC4 with dimensions of 100 mm × 50 mm × 10 mm was used for the experimental substrates, and its chemical compositions are shown in Table 1. Before the laser cladding, the specimens were cleaned in absolute alcohol using an ultrasonic cleaner for 15 min, and the working surfaces were sandblasted to remove dirt and oxide layers.

Table 1.
Chemical composition of the TC4 substrate (wt.%).
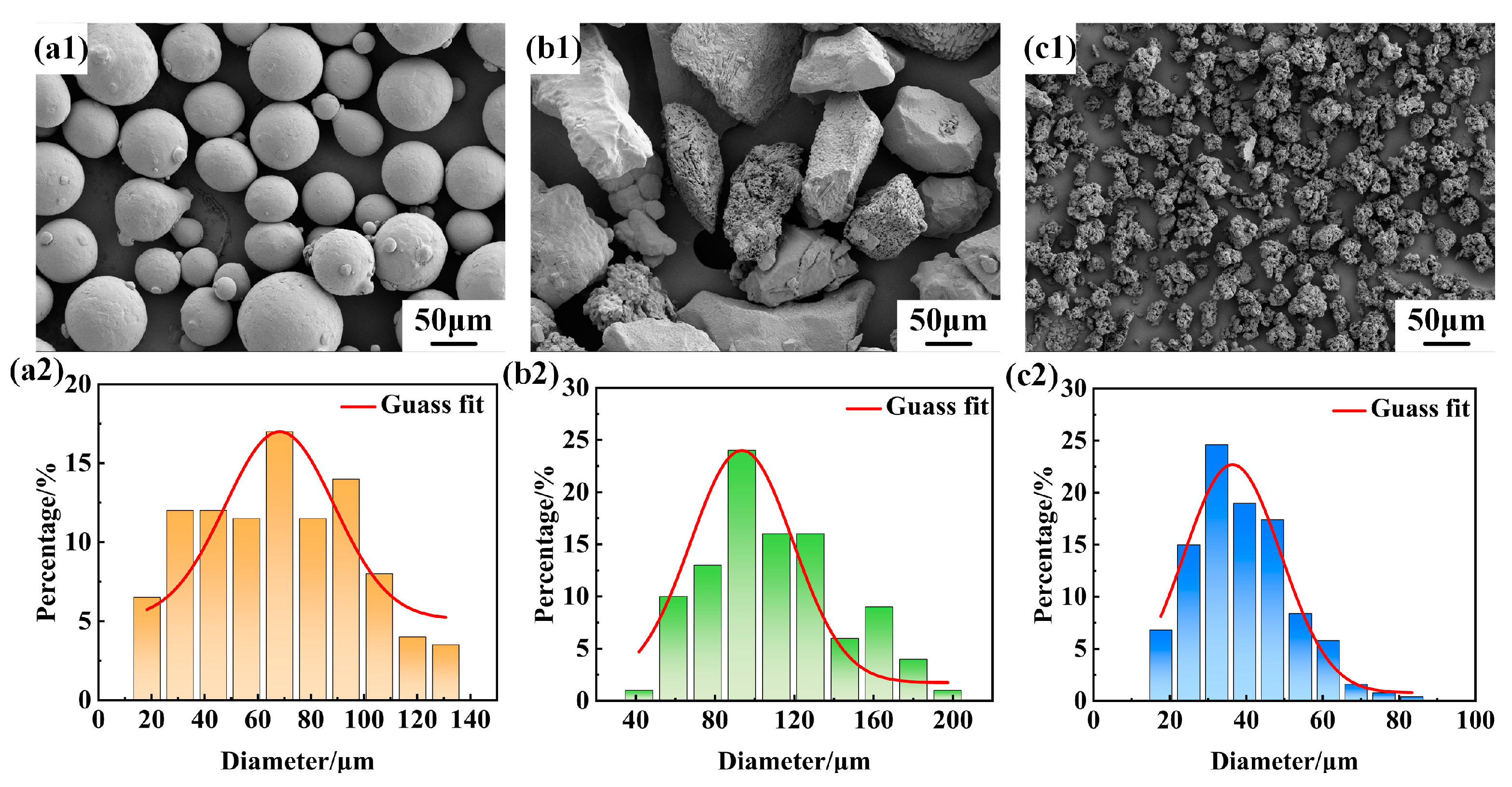
A design scheme for the optimized cladding material system is shown in Table 2 and the SEM morphology and particle size distributions of TC4, WC and Ni-MoS2 powders (the mass ratio of Ni to MoS2 is 3:1 and the encapsulation rate of Ni-coated MoS2 is 100%) is shown in Figure 1.
Table 2.
Design scheme for the optimized cladding materials system.
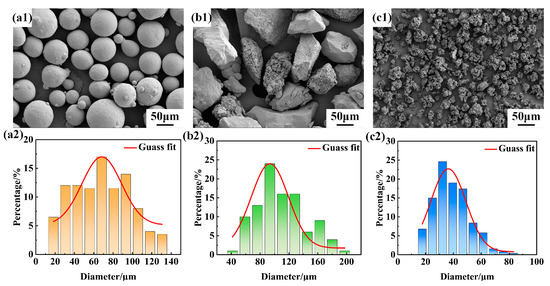
Figure 1.
SEM morphology and particle size distributions of powders: (a1,a2) TC4; (b1,b2) WC; (c1,c2) Ni-MoS2.
The chemical compositions of TC4 and WC powders are shown in Table 3 and Table 4. The three powders with different proportions (Table 1) were stirred for 8 h in a mechanical vibration mixer and placed in a vacuum chamber at 80 °C for use.
Table 3.
Chemical composition of the TC4 powder (wt.%).
Table 4.
Chemical composition of the WC powder (wt.%).
2.2. Laser Cladding Experiments
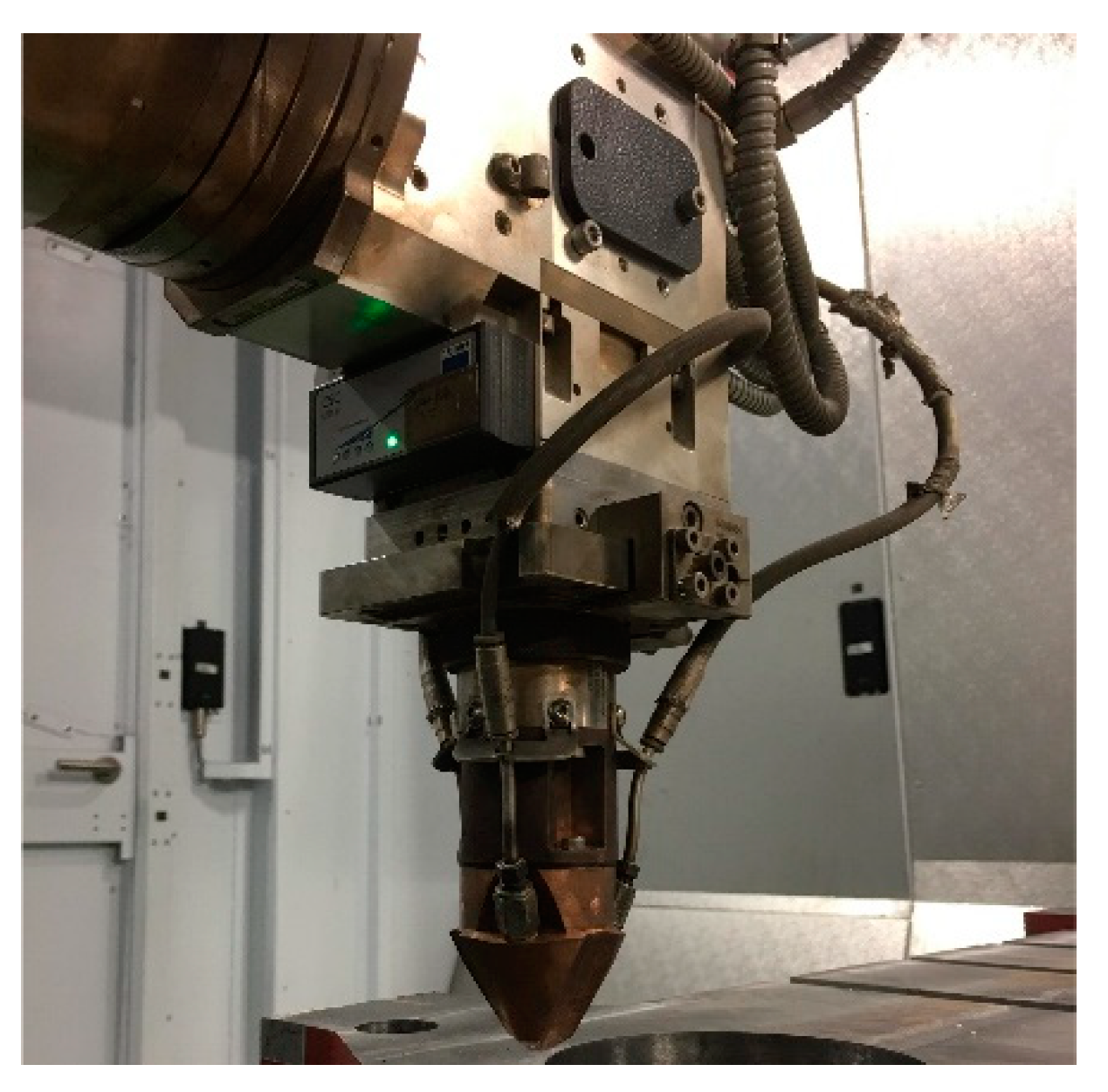
The German TruDisk4002 coaxial powder feeding laser (TrumPF Group, Ditzingen, Germany, Figure 2) was selected in the experiments, in which helium gas (He) was used to feed powders and argon gas (Ar) prevented oxidation of the molten pool.
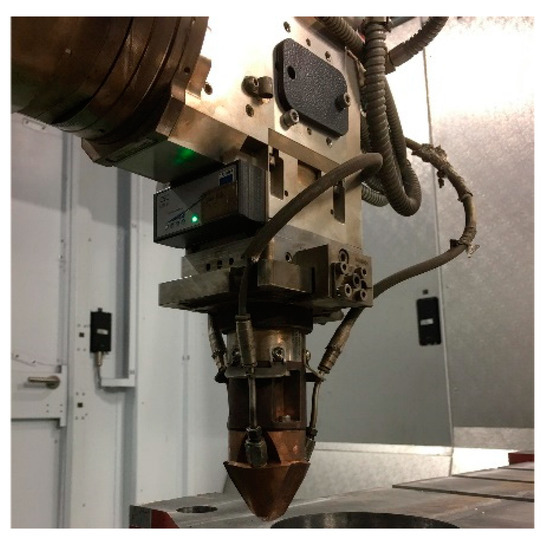
Figure 2.
Laser cladding processing equipment.
The optimized manufacturing plan for the laser cladding was based on an analysis of the literature and other experiments [24,26], and is presented in Table 5.
Table 5.
The optimized manufacturing plan.
The test samples, measuring 10 mm × 10 mm × 11 mm, were cut from the middle area of the coatings using the wire EDM machine. Their detecting surfaces were ground and polished, then etched for 12 s in a corrosion solution (HF:HNO3:H2O = 1:1:20) before the SEM and EDS detections of the microstructure.
2.3. The Methods of Microstructure Characterizations and Properties Tests
The purposes and equipment of experimental characterizations are listed in Table 6.
Table 6.
The purposes and equipment of experimental characterizations.
3. Results and Discussion
3.1. Macrostructure Morphology Analysis
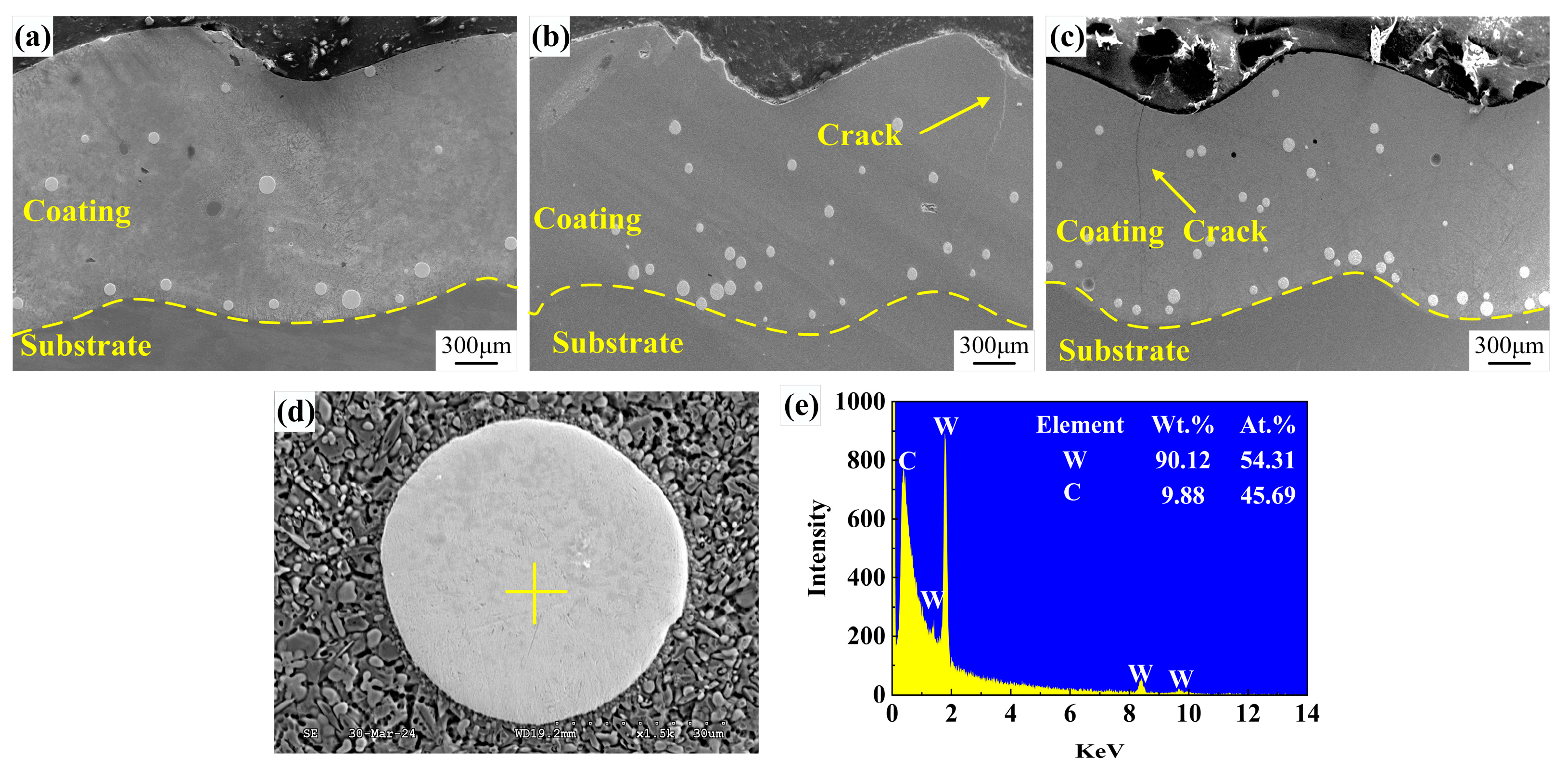
Figure 3a–c show the cross-sectional low magnification SEM morphology of the coatings with different WC content. As can be seen from the figure, the subsurface of the 5 wt.% WC coating contained a small number of pores but no cracks were found. The 10 wt.% and 15 wt.% WC coatings both exhibited crack defects and their depth increased with the addition of WC. There were white spherical particles in all coatings and their quantities increased gradually with the rise in the WC content. Local enlargement SEM (Figure 3d) and EDS detection (Figure 3e) of the white particles showed that they were residual WC, which indicated that the WC powders had not completely melted and their morphology had gradually evolved from irregular lumps to spherical shapes during the process of cyclicly stirring the molten pool.
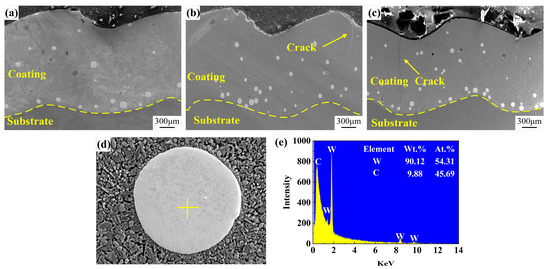
Figure 3.
Cross-sectional morphology of coatings: (a) 5 wt.%WC; (b) 10 wt.%WC; (c) 15 wt.%WC; (d) Local enlargement SEM of the white particles; (e) EDS results of the white particles.
3.2. XRD Results Analysis
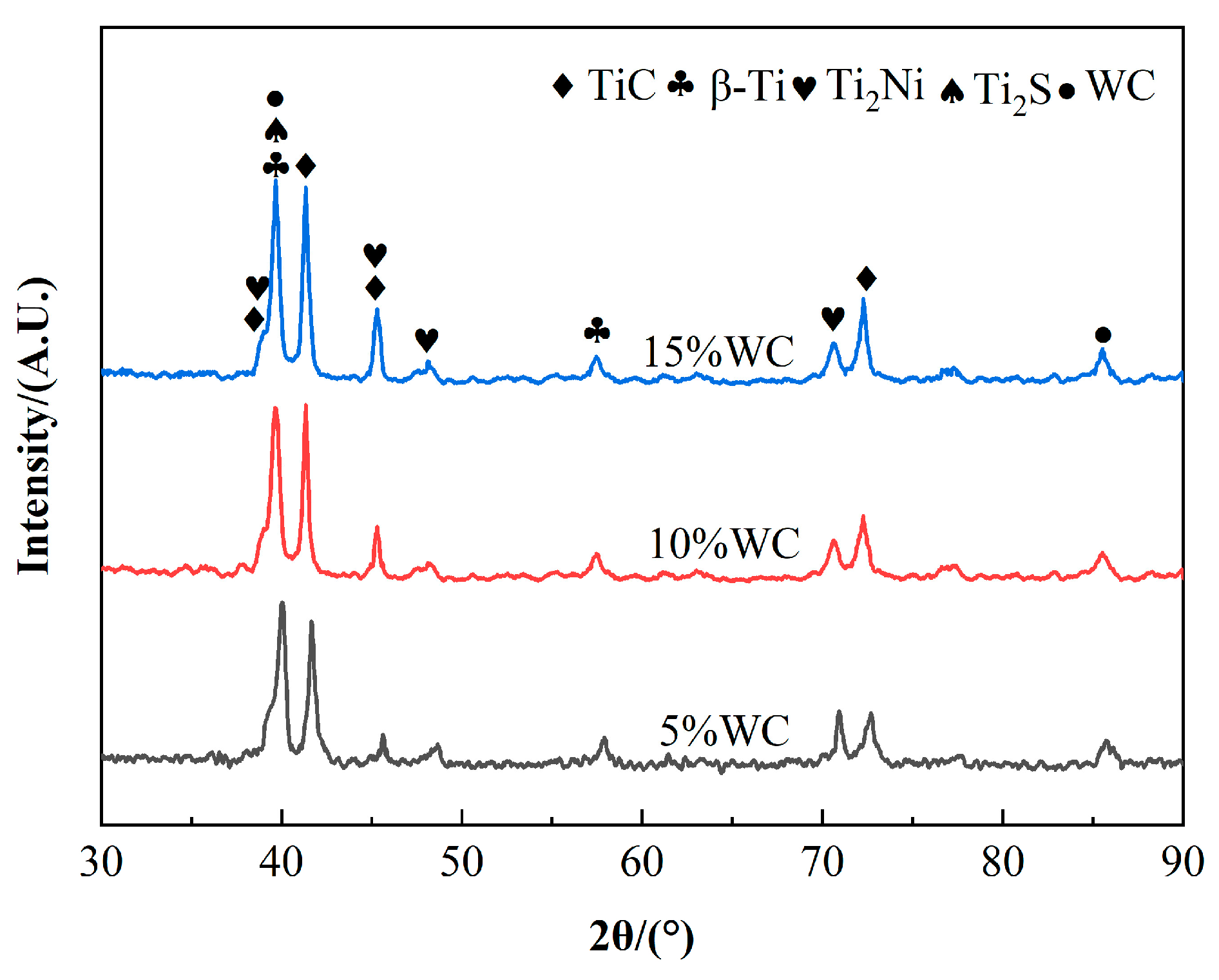
Figure 4 shows the XRD detection results of the 5 wt.% WC, 10 wt.% WC and 15 wt.% WC coatings, respectively, which indicates that the precipitated phases in all three coatings were identical, including β-Ti, TiC, Ti2Ni and Ti2S. In addition, the diffraction peaks of WC were detected, which proved that the residual WC particles which existed in the coatings were consistent with the SEM and EDS analysis. In terms of the types of precipitated phases, β-Ti belonging to the matrix phase was a typical product under the rapid cooling environment of the melt pool [27]; TiC and Ti2Ni were coating-reinforcing phases, which contributed to the enhancement of the coating hardness and wear resistance [28]; and Ti2S was a synthetic phase of the Ti-S system, but its frictional properties were unknown.
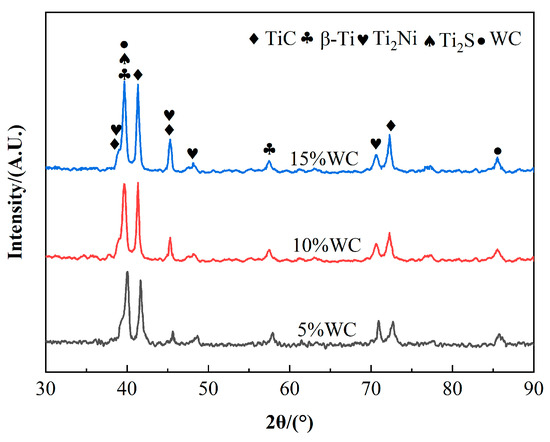
Figure 4.
XRD diffraction pattern of the coatings.
In the laser cladding process, the molten pool formed by the melting of cladding powders and TC4 substrate primarily contained elements such as Ti, C, Ni and S. Due to the non-equilibrium solidification state during the cooling process of the molten pool, the elemental distribution was uneven. Therefore, the possible in situ synthesis reactions of TiC, Ti2Ni and Ti2S phases were as follows [29,30,31,32]:
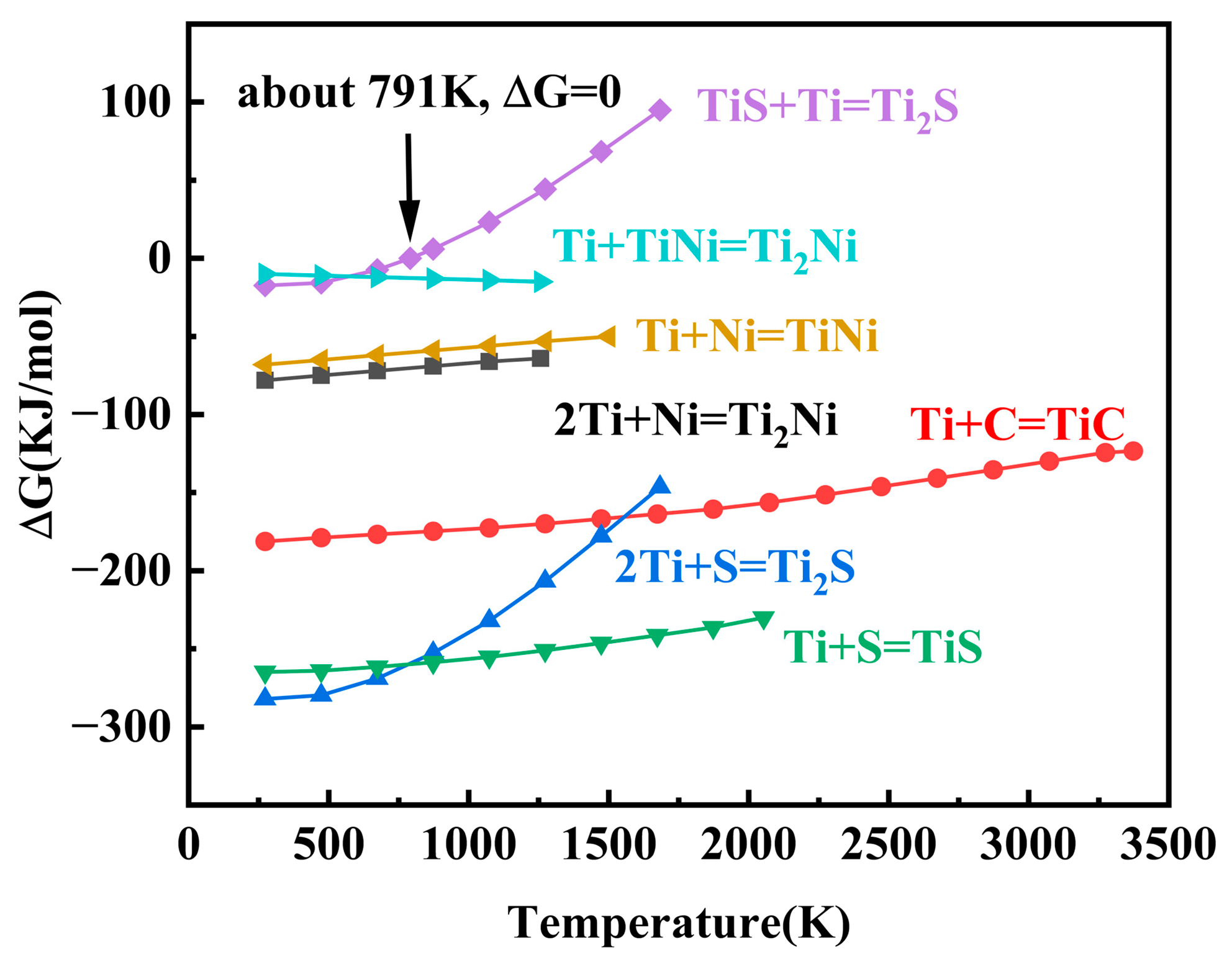
From the Gibbs free energy change (ΔG) in the above reactions, it can be seen that the ΔG of the Ti + TiS reaction was positive at temperatures above 791 K, which indicated that the synthesis of Ti2S as described in reaction (2) did not easily occur in the molten pool. In addition, the ΔG of Ti + TiNi = Ti2Ni was close to a zero value and higher than that in reaction (5). Therefore, the in situ synthesis of Ti2S and Ti2Ni in the coating was mainly based on reactions (3) and (5) (Figure 5).
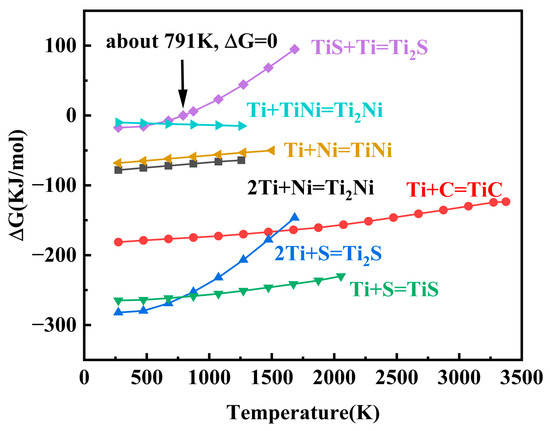
Figure 5.
The Gibbs free energy (ΔG) changes in the phases as a function of temperature.
3.3. Microstructure Analysis
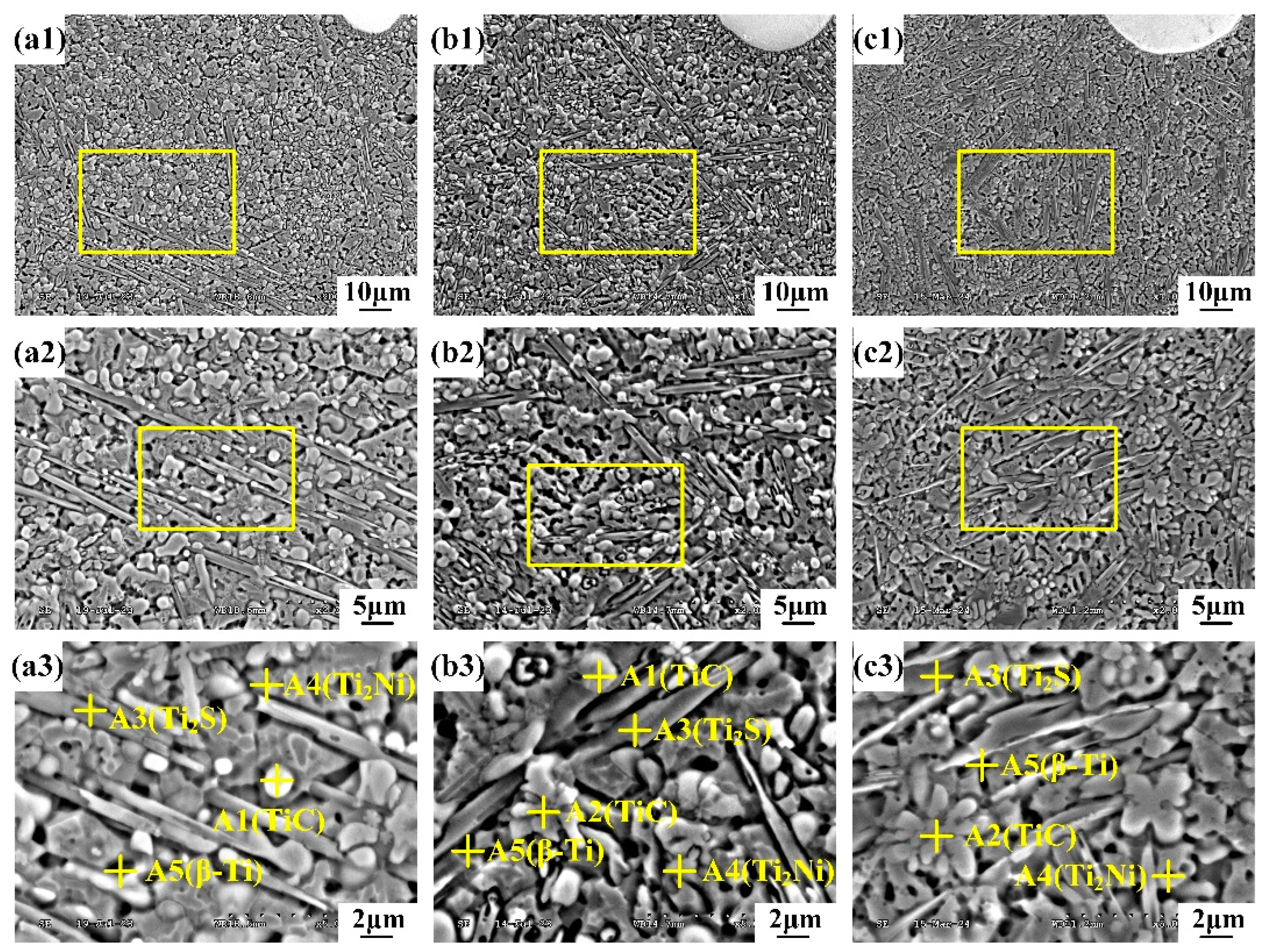
Figure 6a1–c1 present the SEM results of the central region microstructures in the 5 wt.%, 10 wt.% and 15 wt.% WC coatings. Figure 6a2,a3,b2,b3,c2,c3 depict the corresponding local regions at progressively higher magnifications, showing that the coatings mainly consisted of spherical phases A1, petal-like phases A2, strip-like phases A3, irregular block-like phases A4 and matrix phases A5. It could also be observed that the strip-like phases in the 5 wt.% and 10 wt.% WC coatings grew in clusters, while their distribution uniformity in 15 wt.% WC coatings was improved. Furthermore, the number of the spheroid phases gradually decreased; the petal-like phases gradually increased; and the strip-like phases and the irregular block-like phases basically remained basically unchanged with the increase in the WC content.
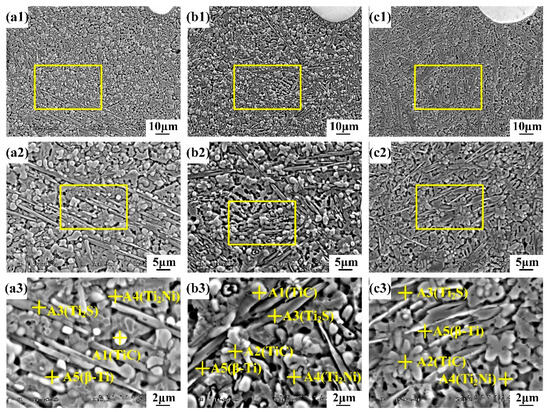
Figure 6.
Microscopic morphology of the middle of coatings with three WC contents. (a1–a3) 5 wt.% WC; (b1–b3) 10 wt.% WC; (c1–c3) 15 wt.% WC.
Table 7 shows the EDS results of different phases in the coatings, in which the atomic ratio of Ti and C elements was basically similar (1:1) in spherical phases A1 and petal-like phases A2. The atomic ratio of Ti and S elements in the strip-like phases A3 was approaching 2:1. Ti and Ni elements existed in the irregular block-like phases A4 and their atomic ratio was also approximately 2:1. The Ti element mass fraction in the matrix phases A5 exceeded 75%. Based on the XRD detection results, it could be confirmed that A1 and A2 were TiC and A3, A4 and A5 were Ti2S, Ti2Ni and β-Ti, respectively. According to the above analysis, increase in the WC content led to an increase in the amount of C element in the molten pool, which caused the TiC synthesis quantity and particle size to be augmented.
Table 7.
EDS results of each phase in the coatings.
3.4. TEM Results Analysis
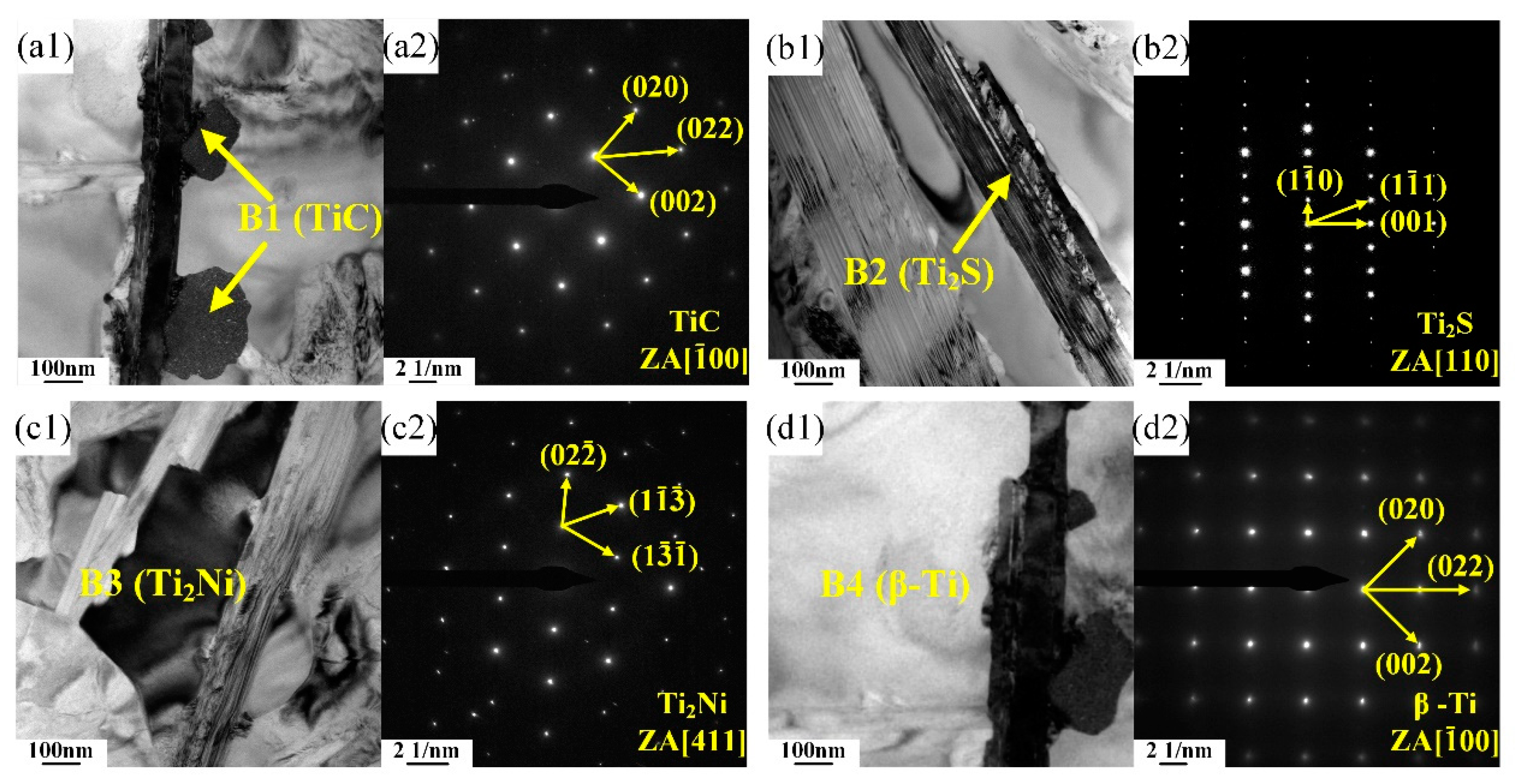
In order to confirm the precipitated phases of the coatings from the perspective of crystal structure, TEM detection was used to analyze the central microregion in the 10 wt.% WC coating, as shown in Figure 6. In Figure 7a1–d1, it can be observed that the coating was mainly composed of spherical phase B1, strip-like phase B2, irregular block-like phase B3 and matrix phase B4, which were similar to the SEM detection results. Figure 7a2–d2 present the analysis and calculation results of the selected area’s electron diffraction pattern in the above precipitated phases, determining that the spherical phase B1 was TiC (PDF#71-0298, Fm-3m) with a face-centred cubic structure; the strip-like phase B2 was Ti2S (PDF#72-0013, Pnnm) with a simple orthorhombic structure; the irregular block-like phase B3 was Ti2Ni (PDF#72-0442, Fd-3ms) with a face-centered cubic structure; and the granular phase B4 was β-Ti (PDF#44-1288, Im-3m) with a body-centred cubic structure, consistent with the XRD and EDS detection results.
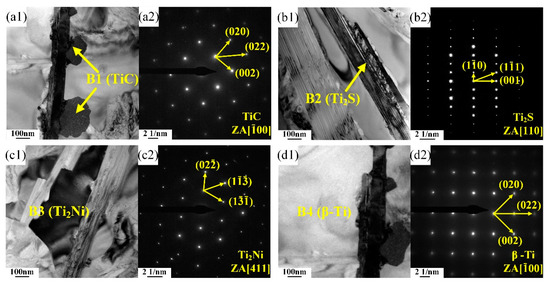
Figure 7.
TEM results analysis: (a1,a2) TiC; (b1,b2) Ti2S; (c1,c2) Ti2Ni; (d1,d2) β-Ti.
It is worth noting that the lubricating phases of TiS and TiS2 existed in the Ti-based cladded layers as strip-like phases in the studies of other scholars [23,33] and their morphology was similar to that of Ti2S. However, whether Ti2S was the lubricating phase still needs to be verified by measuring the friction coefficient of the coatings [23,26].
3.5. Microhardness
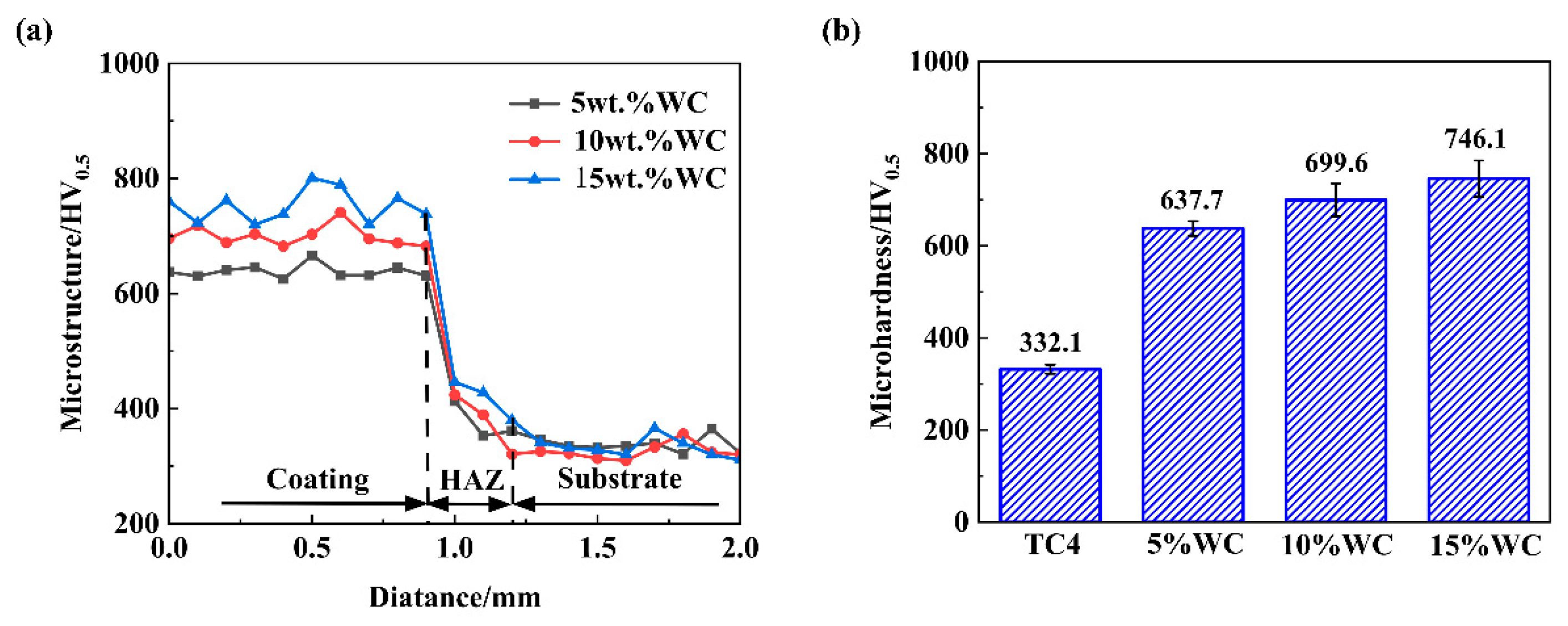
Figure 8 shows the microhardness distributions and average values of the coatings, indicating that the average microhardness of the 5 wt.%, 10 wt.% and 15 wt.% WC coatings was 637.7 HV0.5, 699.6 HV0.5 and 746.1 HV0.5, respectively, which was about 1.92, 2.11 and 2.24 times higher than that of the substrate (the average hardness of TC4 in Figure 8b was about 332.1 HV0.5). It could also be observed that the microhardness of the coatings gradually improved with the rise in the WC content, which is mainly related to an increase in the content of TiC and WC particles, as well as the solid solution strengthening of the W element. Notably, the fluctuations in the coating’s microhardness increased significantly with the increase in the WC content, which may be due to the fact that the microhardness values were influenced by the large amount of distributed residual WC. The average microhardness of all coatings in this study was higher than that of TC4 + WC wear-resistance coatings [18], which provided the theoretical basis and experimental guidance for the TC4 surface coating preparation.
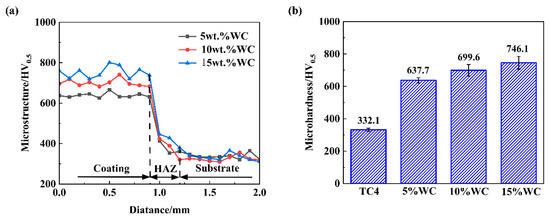
Figure 8.
(a) The microhardness distribution curves; (b) average microhardness of the TC4 substrate and coatings.
3.6. Tribological Properties
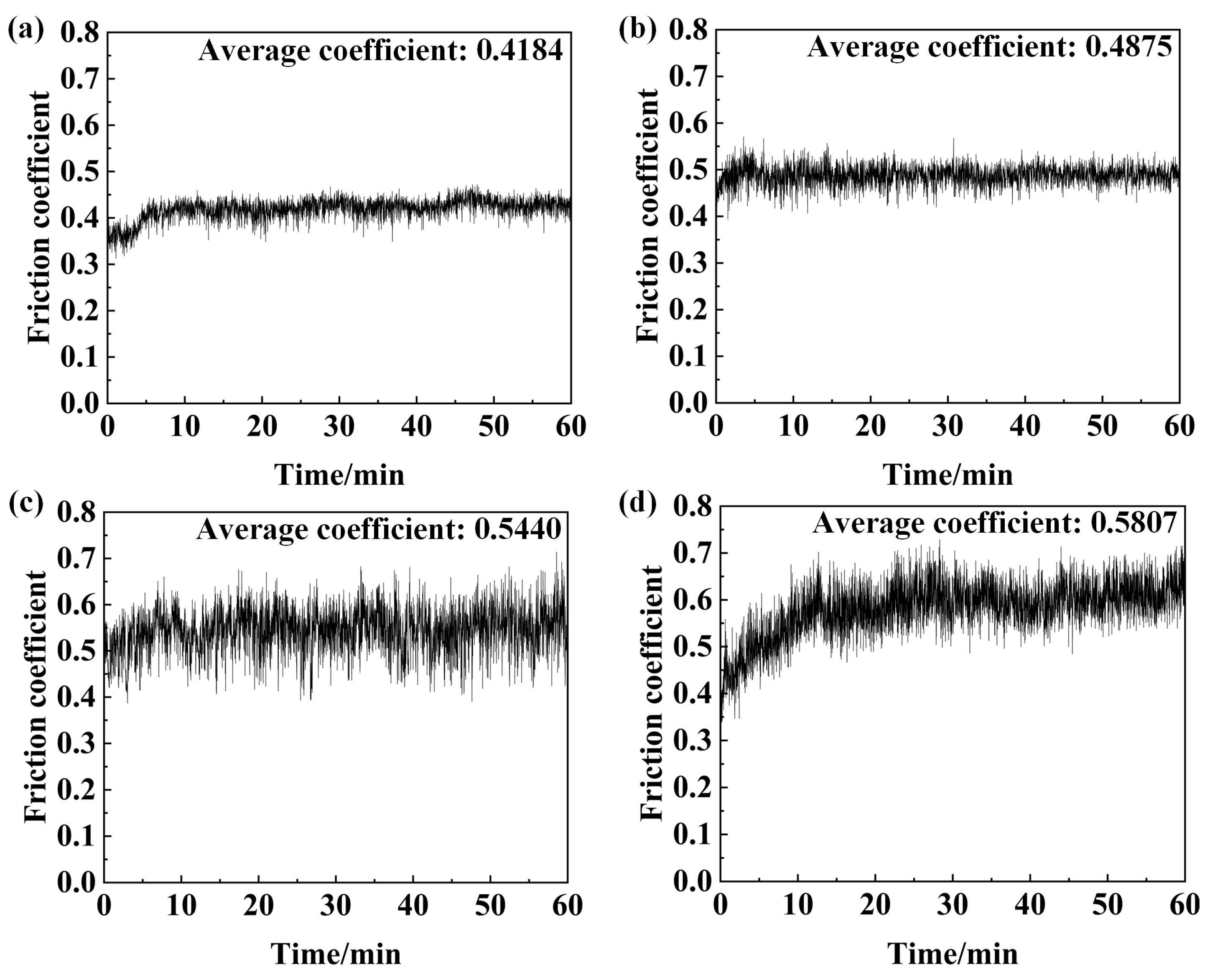
Figure 9 shows the friction coefficient detection results of the TC4 and coatings. As seen in the figure, the average friction coefficients of the three coatings were 0.4875, 0.5440 and 0.5807, respectively, which were higher than that of the substrate (0.4184). The friction coefficients of the TiS and TiS2 self-lubricating coatings on TC4 were lower than that of the substrate according to literature research [23,33], which demonstrated that the TC4 + Ni-MoS2 + xWC (x = 5, 10 and 15 wt.%) Ti-based material system designed in this study did not synthesize a self-lubricating phase in the coatings, illustrating that Ti2S was not an in-situ lubricating phase. The coating friction coefficient increased gradually with the rise in the WC content, which was mainly because the grinding ball of Al2O3 was blocked by the increasing number of residual WC during the loading sliding process, resulting in elevated frictional drag. In addition, residual WC particles were crushed by the grinding ball, then spread across the coating surface because the microhardness of WC was lower than that of Al2O3, causing an increase in the friction coefficient fluctuations in the coatings [16,17,18].
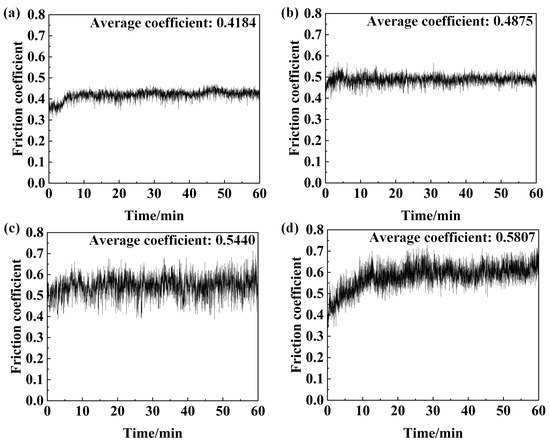
Figure 9.
Friction coefficient detection results of TC4 and coatings: (a) TC4; (b) 5 wt.% WC; (c) 10 wt.% WC; (d) 15 wt.% WC.
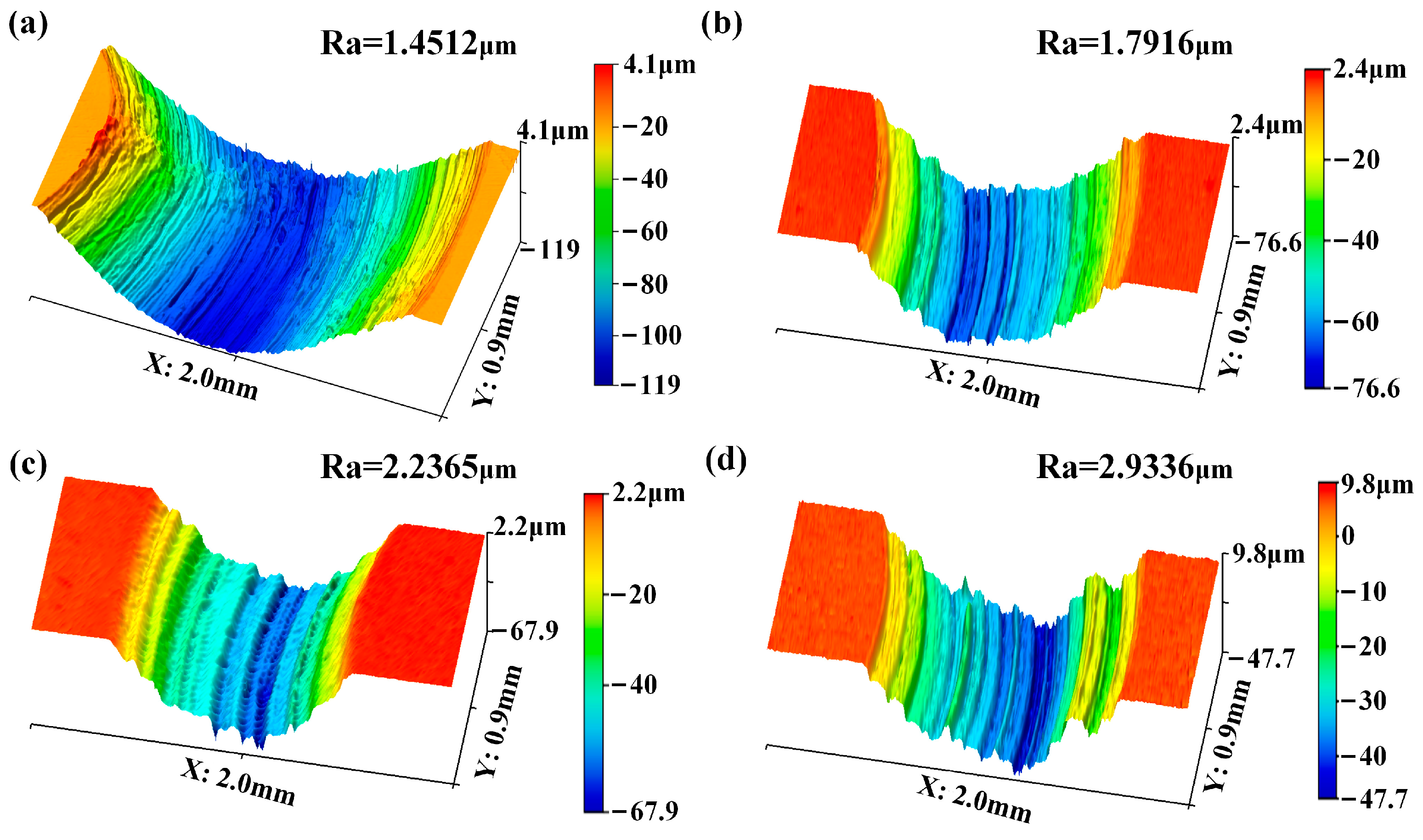
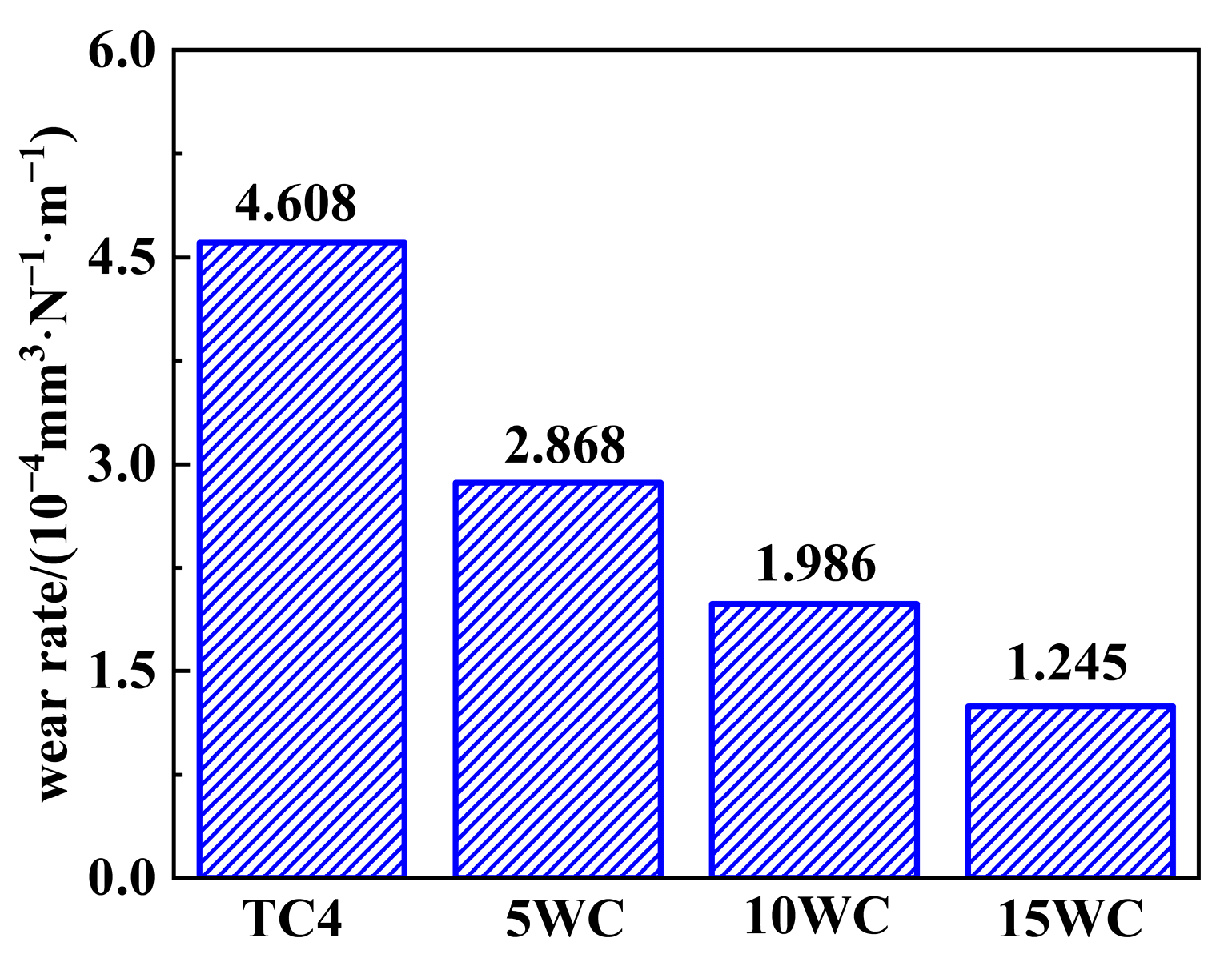
Figure 10 and Figure 11 show the three-dimensional worn surface profiles and the wear rate calculation results of the 5 wt.%, 10 wt.% and 15 wt.% WC coatings, respectively. In Figure 10, the higher WC content correlated with increased roughness values in accordance with the roughness variation law of worn surface, which indicated that the quality of the wear surface decreased with the increase in WC content. As can be seen from Figure 11, the wear rates of the 5 wt.%, 10 wt.% and 15 wt.% WC coatings decreased by 37.78%, 56.9% and 72.97% compared to the TC4, respectively, explaining that raising the WC content can effectively improve the wear resistance of coatings [34].
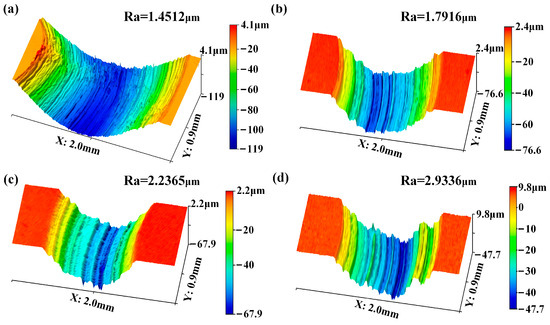
Figure 10.
The three-dimensional worn surface profiles of TC4 and coatings: (a) TC4; (b) 5 wt%WC; (c) 10 wt%WC; (d) 15 wt%WC.
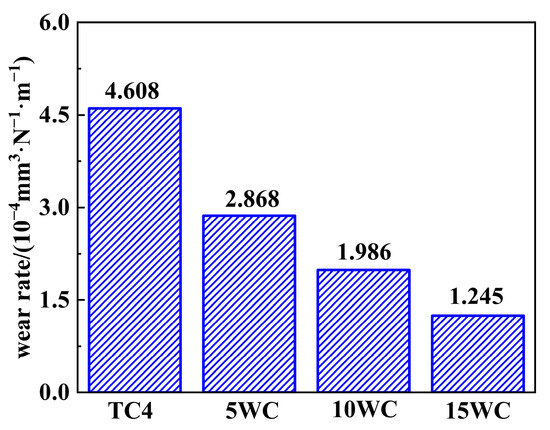
Figure 11.
Wear rates of TC4 and coatings.
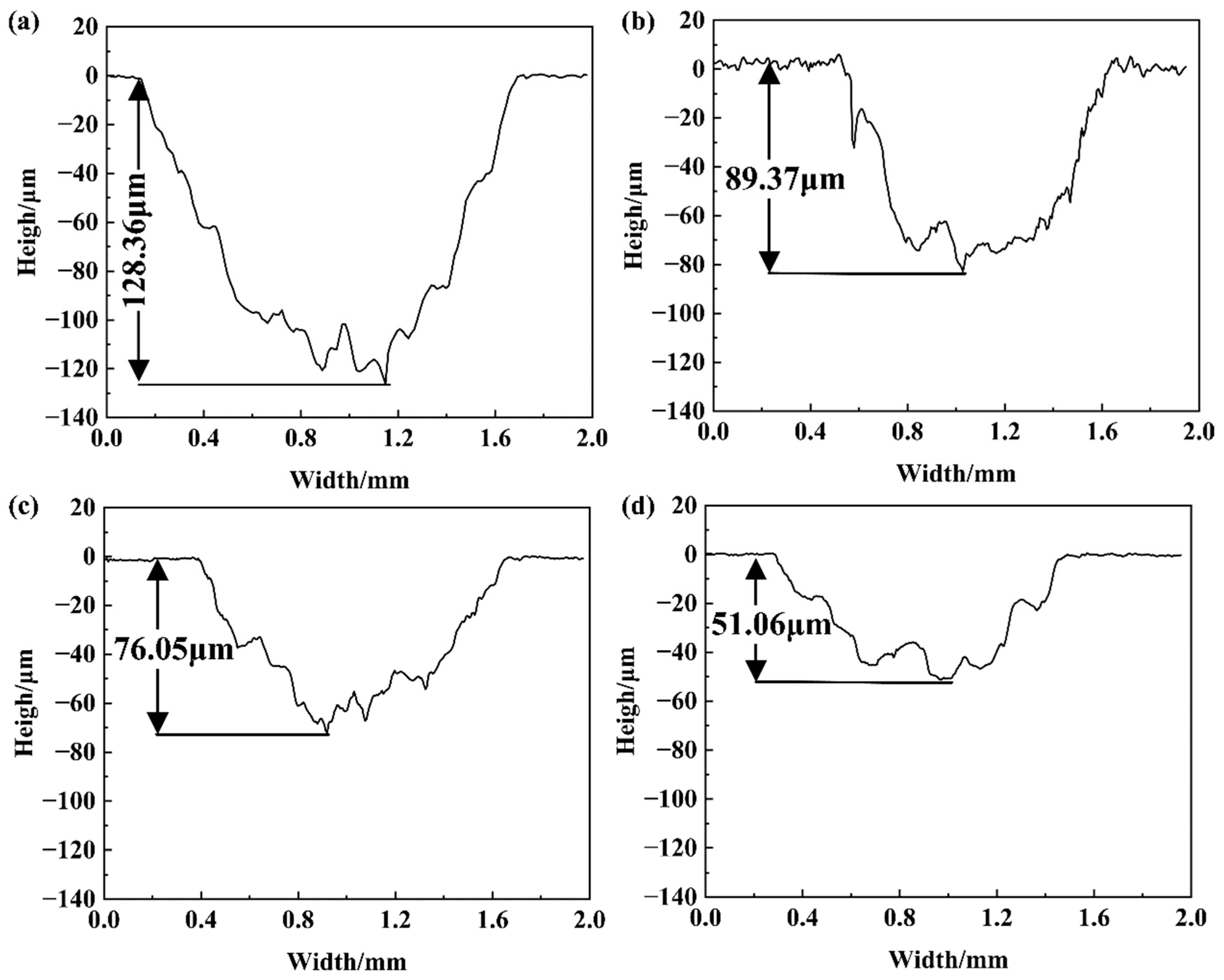
Figure 12 shows the wear cross-section white light interferometric detection results for the TC4 and coatings with different WC additions, indicating that the maximum wear depths of TC4 with 5 wt.%, 10 wt.% and 15 wt.% WC coatings were 128.36 μm, 89.37 μm, 76.05 μm and 56.01 μm, respectively, which was consistent with the rule of change in the wear rate. Combined with the changing pattern of the wear profiles, the degree of wear curve protrusion and depression gradually intensified with the addition of WC; this was mainly due to a large amount of crushed WC debris being inlaid on the wear surface, which was the reason for the increase in the roughness and friction coefficients.
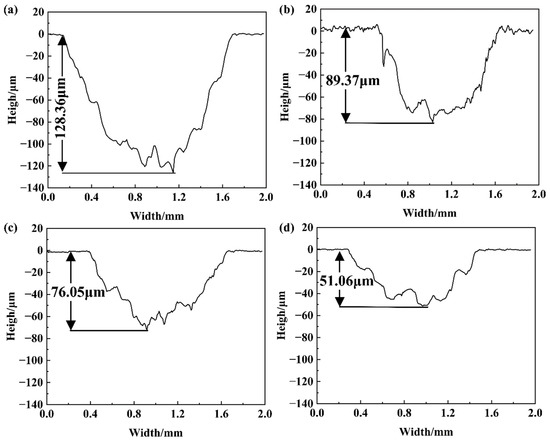
Figure 12.
The white light interferometric detection of wear sections: (a) TC4; (b) 5 wt.% WC; (c) 10 wt.% WC; (d) 15 wt.% WC.
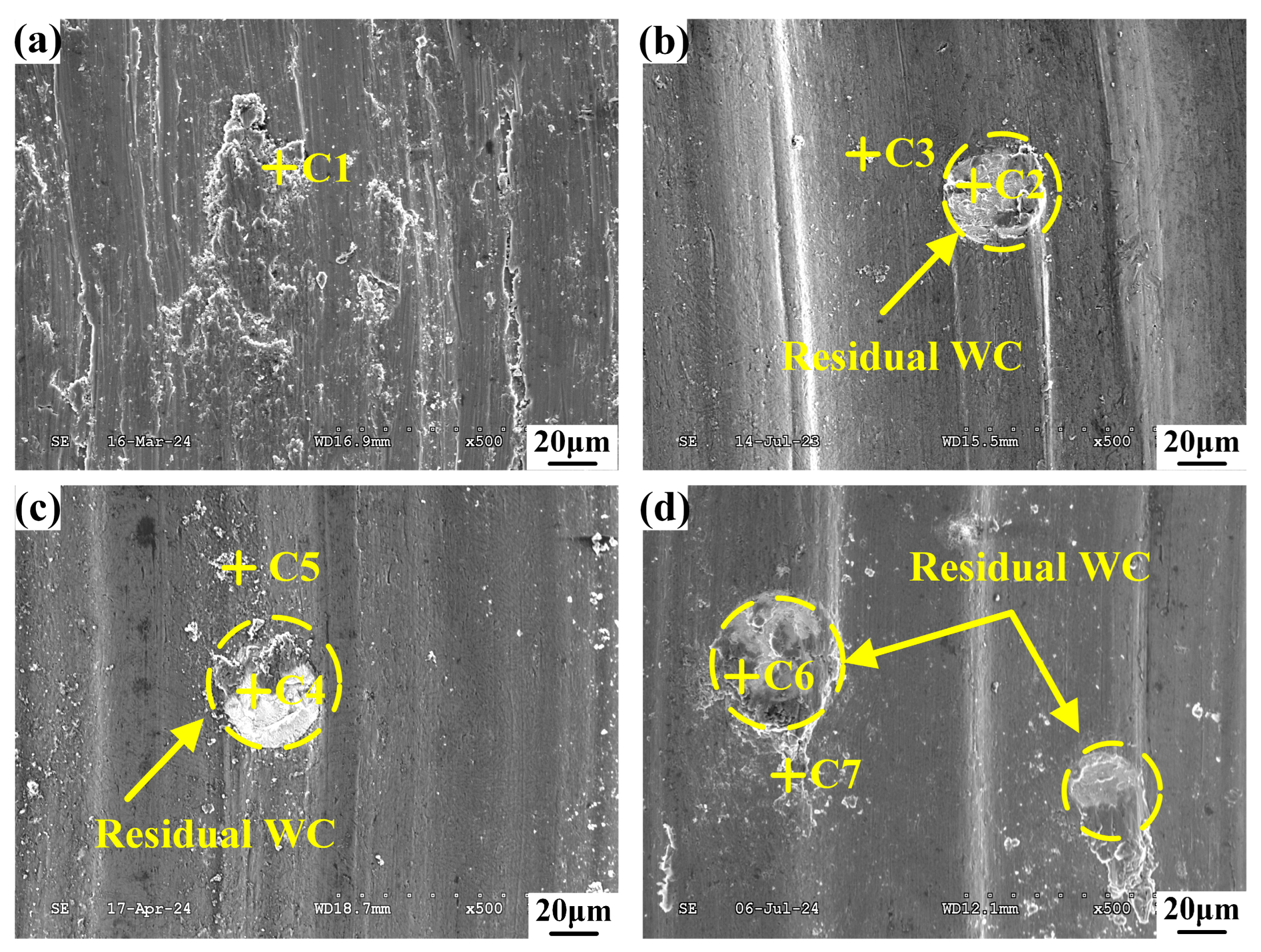
Figure 13 shows the wear surface SEM morphology of TC4 with 5 wt.%, 10 wt.% and 15 wt.% WC coatings. Combined with the EDS analysis of the worn surface (Table 8), the TC4 worn surface had a lower oxygen content and significant spalling and plastic deformation (Figure 13a), which indicated that its wear mechanism was mainly adhesive wear [4]. The EDS analysis results of the coatings indicate that the spherical particles were WC and the worn surface of the coatings was primarily composed of Ti, W, C, Al, V, Ni, S, Mo and O, which was consistent with the EDS results of the coating elements (Table 7), except O element. As seen in Figure 13, the quantity and diameter of the residual WC particles gradually increased with the addition of WC, which was consistent with the change rule of the cross-sectional morphology of the coatings (Figure 3). For the 5 wt.% WC coating (Figure 13b), the phenomenon of deformation and spalling completely disappeared and a large number of wear furrows appeared on the wear surface which showed typical characteristics of an abrasive wear mechanism [24,28]. With the crushing and breaking of more residual WC, the residual abrasive debris was significantly increased and the features of plough furrows were more obvious on the wear surfaces of the 10% and 15 wt.% WC coatings (Figure 13c,d), indicating that their wear mechanisms were all abrasive wear. It should be noted that the WC particles were high-hardness brittle ceramics, which not only increased the frictional resistance and friction coefficient of the coatings but also led to stress concentration during the service life of the coating. Therefore, when WC powder is added to the cladding material system to prepare a TC4 surface wear-resistant coating, its dosage should be reasonably controlled.
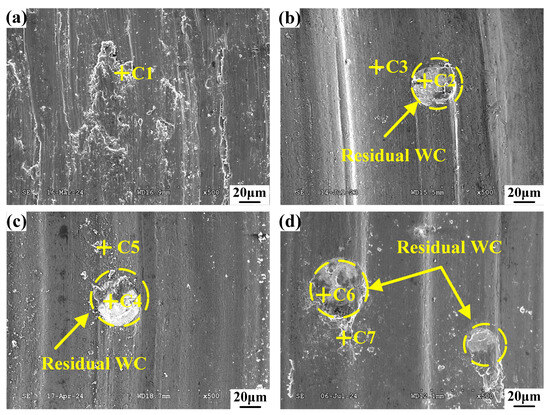
Figure 13.
Wear surface SEM morphology: (a) TC4; (b) 5 wt.% WC; (c) 10 wt.% WC; (d) 15 wt.% WC.
Table 8.
EDS results of worn surface.
4. Conclusions
- (1)
- Ti-based composite coatings were fabricated on TC4 using TC4 + Ni-MoS2 + xWC (x = 5, 10 and 15 wt.%) via laser cladding, in which the 5 wt.%-Cu coating showed the optimal forming quality. The phase composition of the coatings with different WC content remained unchanged, which consisted of TiC, Ti2Ni, Ti2S, β-Ti and residual WC.
- (2)
- The quantity and particle size of in-situ TiC increased as the WC content was raised. Ti2S was a specific product of the S element in the Ti-rich melt pool environment and was characterized by a strip-like distribution in the coatings. Its growth morphology was also highly similar to lubricating phases TiS and TiS2.
- (3)
- The average microhardness and wear-resistance of the coatings were higher than TC4 and they gradually improved with an increase in the WC content. The increasing residual WC particles caused continuous deterioration of the wear surface quality, resulting in higher friction coefficients and larger performance fluctuations of the coatings. The 5 wt.%-Cu coating exhibited the least worn surface and lower tribological property fluctuations. The three WC coatings did not have anti-friction properties and their wear mechanism was all abrasive wear.
Author Contributions
Conceptualization, C.W. and X.Y.; Software, X.Y.; Validation, X.Y.; Formal analysis, Q.Z.; Investigation, Q.Z.; Data curation, C.W.; Writing—original draft, C.W., X.Y. and T.Z.; Writing—review & editing, C.W. and T.Z.; Supervision, Z.Z.; Project administration, C.W.; Funding acquisition, T.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Key project of basic research funds for central universities (grant no. 3122022104).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Wang, G.; Liu, J.; Yang, J.; Liu, S.; Bu, L.; Chen, J. Study of the Performance of Laser Melting Wear-Resistant Coatings on TC4 Titanium Alloy Surfaces. Coatings 2024, 14, 730. [Google Scholar] [CrossRef]
- Luo, P.; Feng, W.; Zu, G.; Luo, L.; Xiao, J. Microstructure and Impact Toughness of Laser-Arc Hybrid Welded Joint of Medium-Thick TC4 Titanium Alloy. Coatings 2024, 14, 395. [Google Scholar] [CrossRef]
- Zhao, Y.; Li, X.; Fang, W. Microstructure and Mechanical Properties of TC4 Titanium Alloy at the Temperature of 77K. Metals 2023, 13, 1086. [Google Scholar] [CrossRef]
- Zhang, T.; Zhuang, H.; Zhang, Q.; Yao, B.; Yang, F. Influence of Y2O3 on the microstructure and tribological properties of Ti-based wear-resistant laser-clad layers on TC4 alloy. Ceram. Int. 2020, 46, 13711–13723. [Google Scholar] [CrossRef]
- Zhao, X.; Lyu, P.; Fang, S.; Li, S.; Tu, X.; Ren, P.; Liu, D.; Chen, L.; Xiao, L.; Liu, S. Microstructure and Wear Behavior of Ti-xFe-SiC In Situ Composite Ceramic Coatings on TC4 Substrate from Laser Cladding. Materials 2024, 17, 100. [Google Scholar] [CrossRef]
- Sui, X.; Weng, Y.; Zhang, L.; Lu, J.; Huang, X.; Long, F.; Zhang, W. Uncovering the Effect of CeO2 on the Microstructure and Properties of TiAl/WC Coatings on Titanium Alloy. Coatings 2024, 14, 543. [Google Scholar] [CrossRef]
- Gao, W.; Wang, L.; Jin, Y.; Yao, Y.; Ding, Z.; Yang, W.; Liu, J. Effect of Si3N4/TaC Particles on the Structure and Properties of Microarc Oxidation Coatings on TC4 Alloy. Coatings 2022, 12, 1247. [Google Scholar] [CrossRef]
- Li, Q.; Meng, J.; Ding, H.; Hou, Y.; Li, S.; Hao, C.; Shi, X. Microstructure and Wear Resistance of Grx-Ti-BN Composite Coating on TC4 by Argon Arc Cladding. Metals 2024, 14, 403. [Google Scholar] [CrossRef]
- Weng, F.; Chen, C.; Yu, H. Research status of laser cladding on titanium and its alloys: A review. Mater. Des. 2014, 58, 412–425. [Google Scholar] [CrossRef]
- Zhang, Z.; Yang, Q.; Yu, Z.; Wang, H.; Zhang, T. Influence of Y2O3 addition on the microstructure of TiC reinforced Ti-based composite coating prepared by laser cladding. Mater. Charact. 2022, 189, 111962. [Google Scholar] [CrossRef]
- Wang, B.; Li, Y.; Guo, C.; Huang, G.; Li, W. Effects of TiC on the Microstructure and Mechanical Properties of Four Fe-Based Laser Cladding Coatings. Coatings 2024, 14, 872. [Google Scholar] [CrossRef]
- Fang, T.; Huang, F.; Qian, X.; Zhan, W. The Microstructure and Properties of Laser-Cladded Ni-Based and Co-Based Alloys on 316L Stainless Steel. Metals 2024, 14, 698. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, X.; Qiao, L.; Zhao, Y.; Ren, M.; Li, T.; Li, R. A Comprehensive Study on Microstructure and Wear Behavior of Nano-WC Reinforced Ni60 Laser Coating on 17-4PH Stainless Steel. Coatings 2024, 14, 484. [Google Scholar] [CrossRef]
- Górka, J.; Poloczek, T.; Janicki, D.; Lont, A.; Topór, S.; Żuk, M.; Rzeźnikiewicz, A. Microstructure and Erosion Wear of In Situ TiC-Reinforced Co-Cr-W-C (Stellite 6) Laser-Cladded Coatings. Materials 2024, 17, 3101. [Google Scholar] [CrossRef]
- Zhang, Z.; Yang, F.; Zhang, H.; Zhang, T.; Wang, H.; Xu, Y.; Ma, Q. Influence of CeO2 addition on forming quality and microstructure of TiCx-reinforced CrTi4-based laser cladding composite coating. Mater. Charact. 2021, 171, 110732. [Google Scholar] [CrossRef]
- Tan, N.; Hu, Z.; Zhou, Y.; Li, Y.; Lu, B.; Hu, D.; Liu, Y.; Li, Q. Effect of WC particle size on the microstructure and tribological properties of high-speed laser cladding Ni/WC composite coatings. Mater. Today Commun. 2024, 39, 109006. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, S.; Zhao, F.; Wu, Z.; Xie, Z. Structural Evolution and Fracture Mechanism of WC-Particle-Reinforced FeCoCrNiMn High-Entropy Alloy Coatings. Coatings 2024, 14, 403. [Google Scholar] [CrossRef]
- Qi, C.; Zhan, X.; Gao, Q.; Liu, L.; Song, Y.; Li, Y. The influence of the pre-placed powder layers on the morphology, microscopic characteristics and microhardness of Ti-6Al-4V/WC MMC coatings during laser cladding. Opt. Laser Technol. 2019, 119, 105572. [Google Scholar] [CrossRef]
- Li, W.; Yang, X.; Xiao, J.; Hou, Q. Effect of WC mass fraction on the microstructure and friction properties of WC/Ni60 laser cladding layer of brake discs. Ceram. Int. 2021, 47, 28754–28763. [Google Scholar] [CrossRef]
- Ortiz, A.; García, A.; Cadenas, M.; Fernández, M.; Cuetos, J. WC particles distribution model in the cross-section of laser cladded NiCrBSi+WC coatings, for different wt.% WC. Surf. Coat. Technol. 2017, 324, 298–306. [Google Scholar] [CrossRef]
- Wang, P.; Pang, M.; Gao, L. Research on the performance of nickel-based WC/MoS2 self-lubricating composite coatings laser cladding on 300 M ultra-high-strength steel surface. Mater. Today Commun. 2024, 39, 109334. [Google Scholar] [CrossRef]
- Torres, H.; Vuchkov, T.; Rodríguez Ripoll, M.; Prakash, B. Tribological behaviour of MoS2-based self-lubricating laser cladding for use in high temperature applications. Tribol. Int. 2018, 126, 153–165. [Google Scholar] [CrossRef]
- Qu, C.; Li, J.; Juan, Y.; Shao, J.; Song, R.; Bai, L.; Chen, J. Effects of the content of MoS2 on microstructural evolution and wear behaviors of the laser-clad coatings. Surf. Coat. Technol. 2019, 357, 811–821. [Google Scholar] [CrossRef]
- Zhang, T.; Aihemaiti, H.; Jeong, I.; Liu, Y. In situ Ti2Ni/Ti2S reinforced Ti-based composites with enhanced mechanical properties fabricated by laser cladding on TC4 alloy. Mater. Lett. 2023, 338, 134004. [Google Scholar] [CrossRef]
- Zhang, C.; Huang, K.; Mi, T.; Li, M.; Yi, X. Laser cladding Ni60@WC/Cu encapsulated rough MoS2 self-lubricating wear resistant composite coating and ultrasound-assisted optimization. Ceram. Int. 2024, 50, 36555–36569. [Google Scholar] [CrossRef]
- Zhang, T.; Zhen, H.; Liu, T.; Hou, X.; Zhang, Z. Microstructure and Tribological Properties of Lubricating-Reinforcing Laser Cladding Composite Coating with the Ti2SC-Ti2Ni Mosaic Structure Phase. Coatings 2022, 12, 876. [Google Scholar] [CrossRef]
- Wang, T.; Liu, X.; Chen, S.; Lei, J.; Song, X. Study on microstructure and tribological properties of nano/micron TiC/TC4 composites fabricated by laser melting deposition. J. Manuf. Process. 2022, 82, 296–305. [Google Scholar] [CrossRef]
- Liu, Y.; Yang, L.; Yang, X.; Zhang, T.; Sun, R. Optimization of microstructure and properties of composite coatings by laser cladding on titanium alloy. Ceram. Int. 2021, 47, 2230–2243. [Google Scholar] [CrossRef]
- Shen, X.; Ma, S.; He, X.; Zhang, J.; Ma, X.; Yin, Y.; Pan, S.; Wei, F. Quality enhancement of crack-free laser-cladded NiCrSiBC-WC coating by in-situ temperature field assistance (ITFA) and post-laser remelting (PLR). Surf. Coat. Technol. 2024, 130873, 0257–8972. [Google Scholar] [CrossRef]
- Liu, Y.; Sun, R.; Niu, W.; Zhang, T.; Lei, Y. Effects of CeO2 on microstructure and properties of TiC/Ti2Ni reinforced Ti-based laser cladding composite coatings. Opt. Lasers Eng. 2019, 120, 84–94. [Google Scholar] [CrossRef]
- Cui, W.; Li, Y.; Li, F.; Qi, X.; Sun, X.; Pan, Z.; Niu, J. Wear and corrosion properties of in-situ TiC–TiB2 modified Ni-based composite coatings with different B/C ratios prepared by laser cladding. Ceram. Int. 2024, 50, 2424–2435. [Google Scholar] [CrossRef]
- Cai, J.; Li, X.; Lyu, P.; Guan, Q.; Lu, J.; Xue, W. Hot corrosion behavior of NiCoCrAlYSi laser cladding coating modified using high-current pulsed electron beam in different corrosive salt environments. Mater. Charact. 2024, 208, 113565. [Google Scholar] [CrossRef]
- Gao, Q.; Yan, H.; Qin, Y.; Zhang, P.; Guo, J.; Chen, Z.; Yu, Z. Laser cladding Ti-Ni/TiN/TiW+TiS/WS2 self-lubricating wear resistant composite coating on Ti-6Al-4V alloy. Opt. Laser Technol. 2019, 113, 182–191. [Google Scholar] [CrossRef]
- Pan, S.; Saso, T.; Yu, N.; Sokoluk, M.; Yao, G.; Umehara, N.; Li, X. New study on tribological performance of AA7075-TiB2 nanocomposites. Tribol. Int. 2020, 152, 106565. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).