
Evaluation of Magnetron Sputtered TiAlSiN-Based Thin Films as Protective Coatings for Tool Steel Surfaces

 ,
, 
 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Steel Substrate Preparation
2.3. Thin Film Deposition
2.4. Investigation Methods and Equipment
2.4.1. SEM and EDS Analysis
2.4.2. Nanoindentation Testing
2.4.3. Micro-Scratch Tests
2.4.4. Tribological Tests
2.4.5. Corrosion Tests
3. Results and Discussion
3.1. SEM and EDS Analysis
3.2. Mechanical Properties
3.2.1. Nanoindentation Testing Results
3.2.2. Micro-Scratch Testing Results
3.3. Tribological Properties
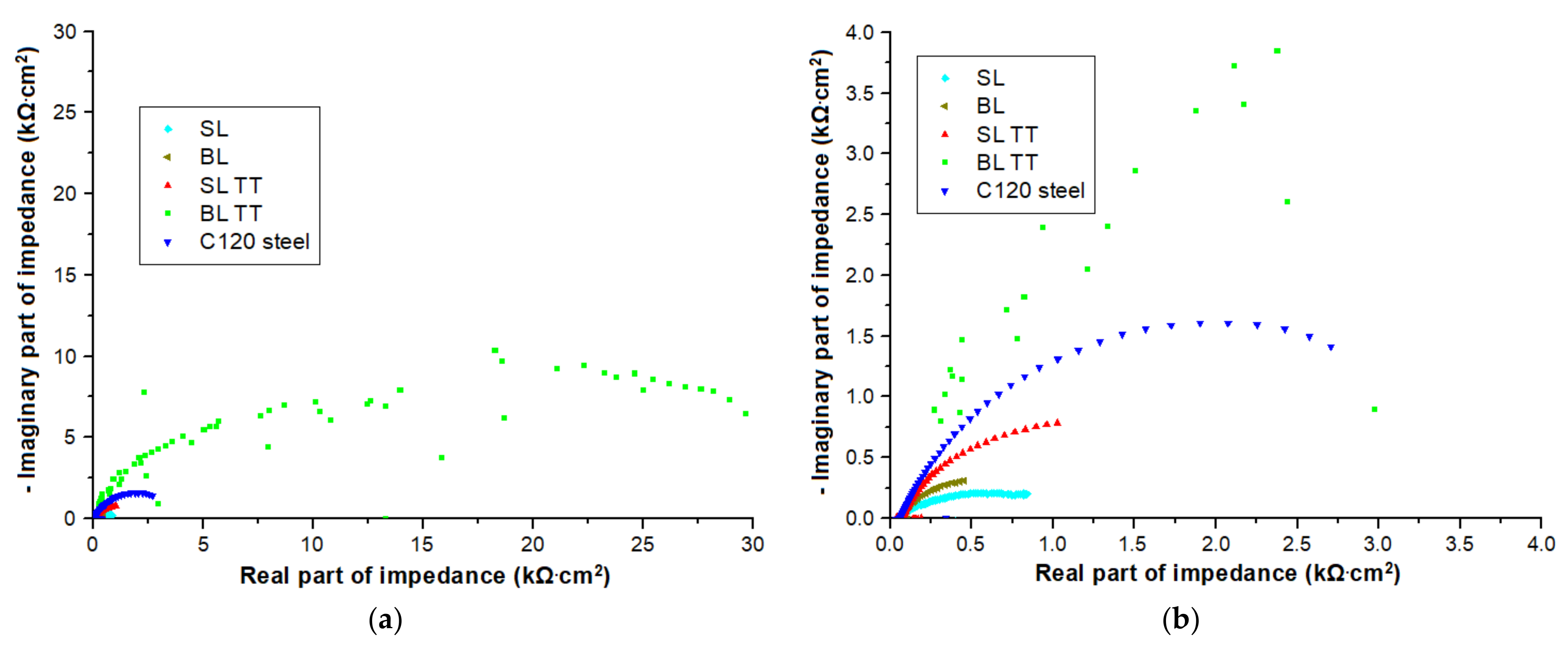
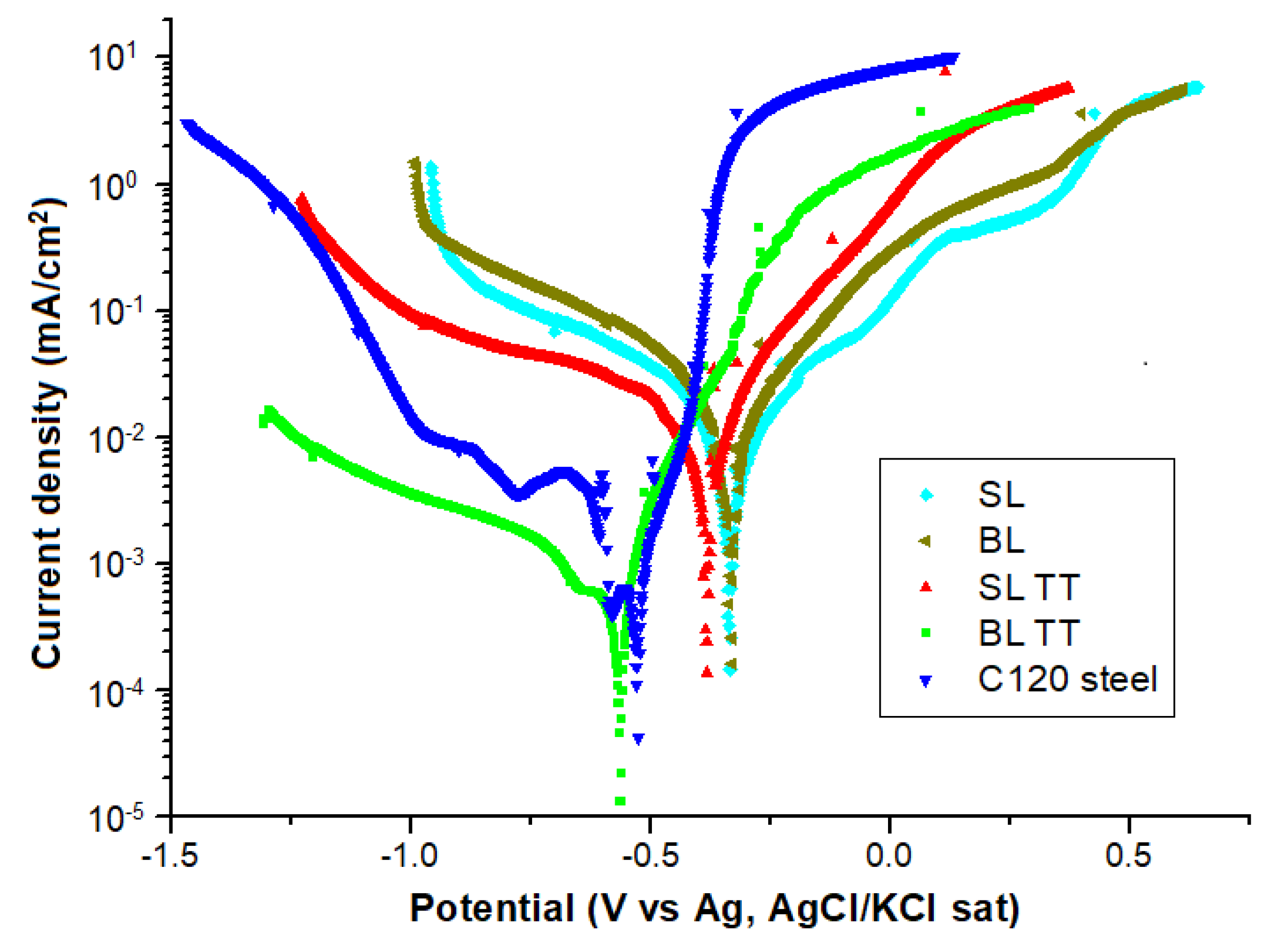
3.4. Electrochemical Properties
4. Conclusions
- -
- The uniform and homogeneous nature of the TiAlSiN-based coatings was confirmed through macrographic examination. The as-deposited coatings (SL and BL) were found to be free of defects such as cracks and voids. These coatings were also observed to exhibit good adherence to the base material (C120 tool steel substrate and TiN film/steel).
- -
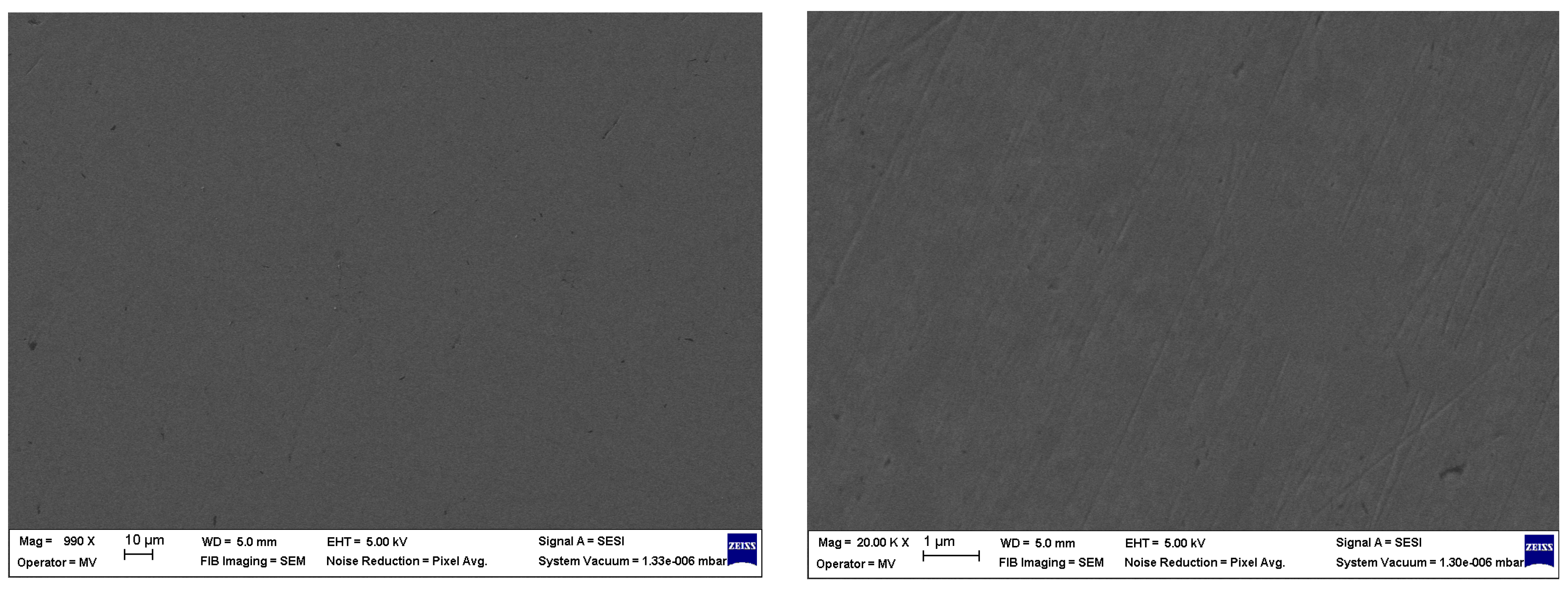
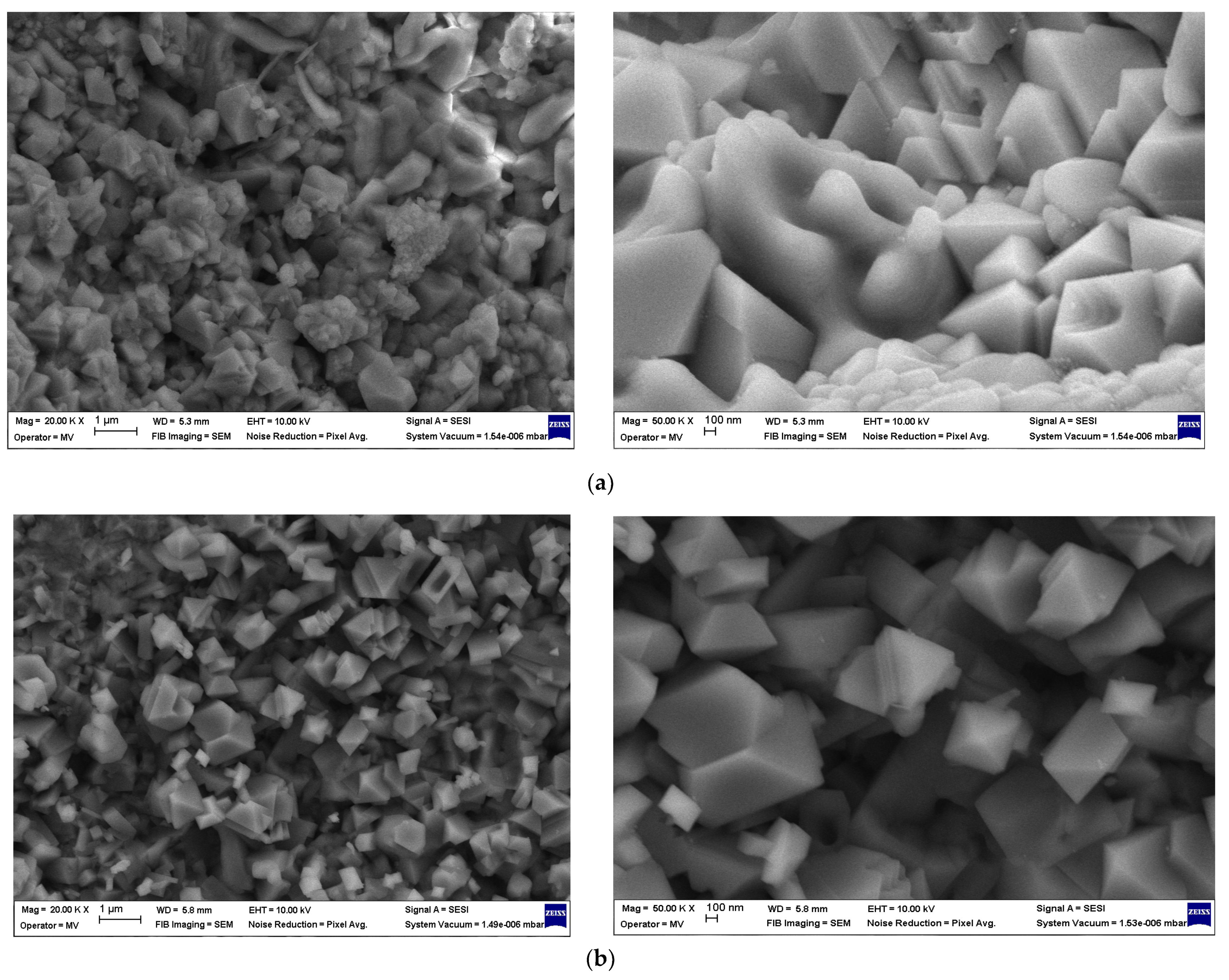
- A low surface roughness (Ra of 0.21 ± 0.02 μm) and a columnar structure with pyramidal-shaped grains measuring several tenths of a nanometer were exhibited by the as-deposited SL and BL coatings, and no structural defects were observed by SEM analysis. A higher surface roughness (Ra of 2.45 ± 0.08 μm) and a coarser microstructure, characterized by a mix of pyramidal and prismatic grains, and some irregular grains ranging in size from a few hundred nanometers, were developed by the SL TT and BL TT coatings.
- -
- The presence of Ti, Al, Si, and N elements in all TiAlSiN-based coatings was confirmed by EDS analysis. However, oxygen contamination was also detected, indicated by the presence of the O element. Variations in elemental content were observed between the single-layer and bilayer coatings, as well as after thermal treatment.
- -
- Superior hardness was exhibited by the BL coating compared to the other coatings and the C120 tool steel substrate, as tested by nanoindentation. A slight decrease in hardness and elastic modulus was observed for the SL TT and BL TT coatings compared to the SL and BL coatings. Higher HIT/EIT and HIT/E* ratios were shown by all the coatings compared to the steel substrate, indicating better resistance to plastic deformation and improved wear resistance. The highest fracture toughness was observed in the BL TT coating (0.0354 GPa), which is 16.4 times greater than that of the steel substrate (0.0022 GPa).
- -
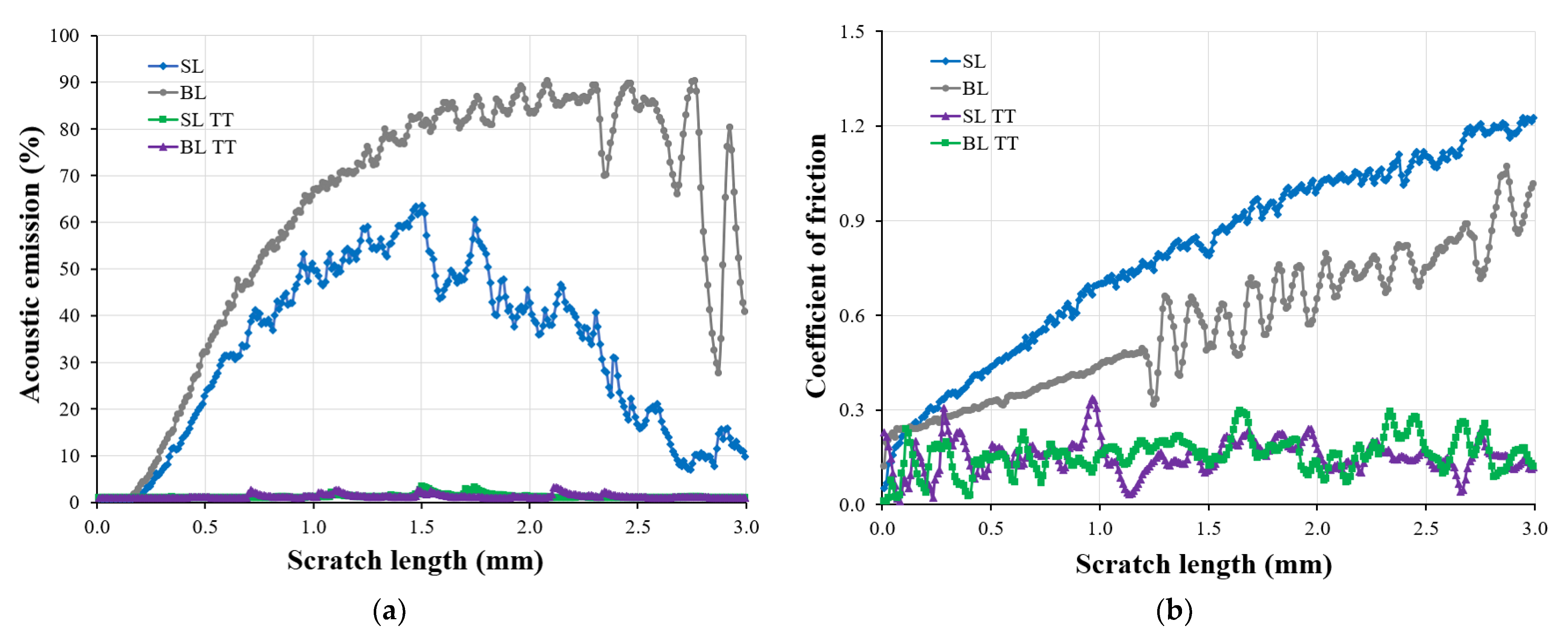
- Both plastic and elastic behavior was exhibited by all TiAlSiN-based coatings, as indicated by the nanoindentation and micro-scratch results. Higher critical loads, improved adhesion, and better scratch resistance were demonstrated by both TT coatings compared to the SL and BL coatings. Stable behavior during scratching was shown by the SL TT and BL TT coatings, with very low AE values (≤3.3%) and a reduced COF (≤0.35), indicating that no exposure of the tool steel substrate occurred. The scratch performance of the BL and BL TT coatings was enhanced by the inclusion of the TiN mid layer.
- -
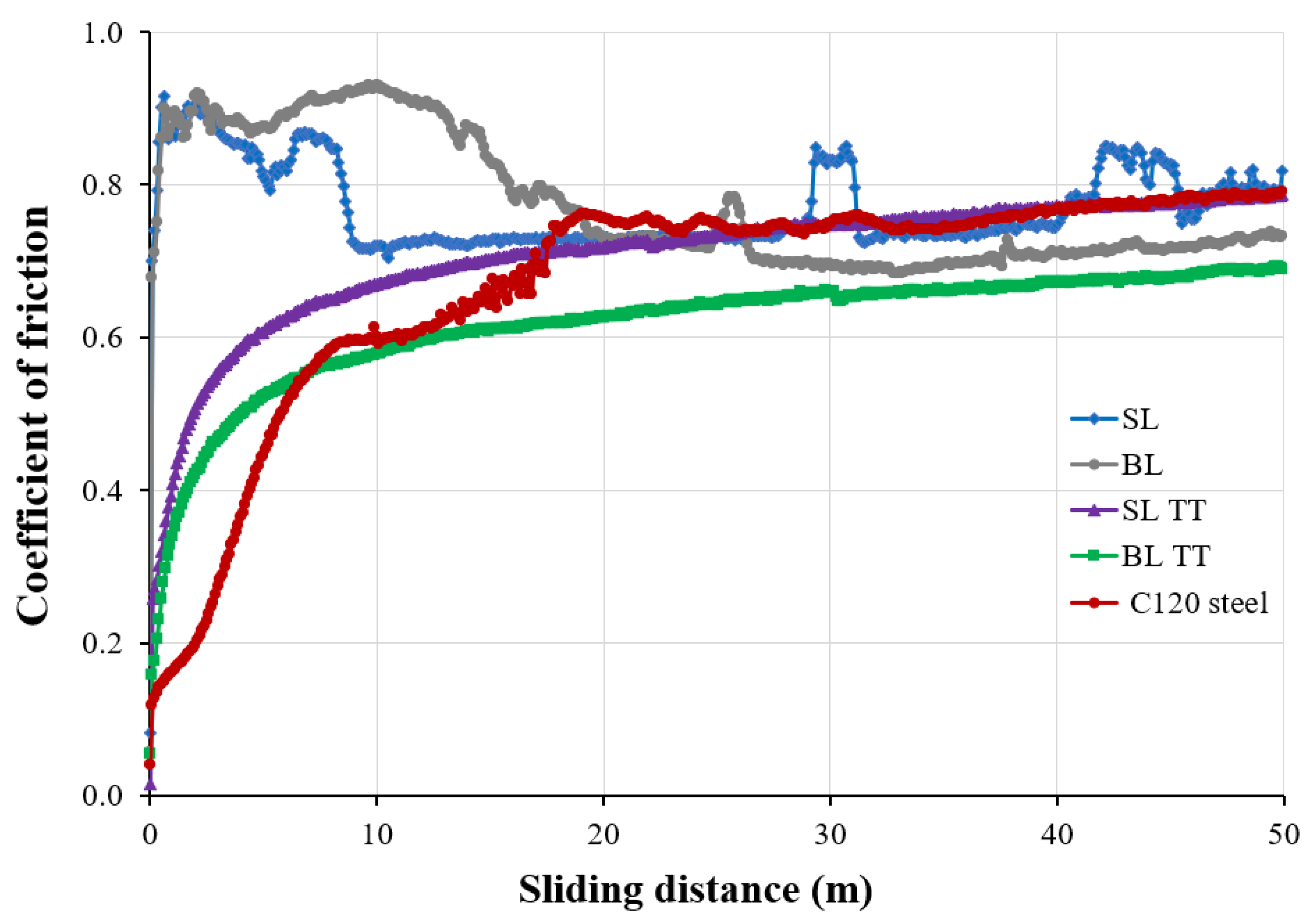
- Higher Hertzian stress (contact pressure) and a lower wear rate were exhibited by the TiAlSiN coatings with higher elastic modulus (EIT) and indentation hardness (HIT). The lowest stable COF (0.58–0.69) over a sliding distance of 10–50 m was demonstrated by the BL TT coatings compared to the bare tool steel substrate and the other coatings.
- -
- The variation in COF and wear rate among the TiAlSiN-based coatings was attributed to changes in elemental content, microstructural features, and mechanical properties resulting from thermal treatment in air at 800 °C for 1 h.
- -
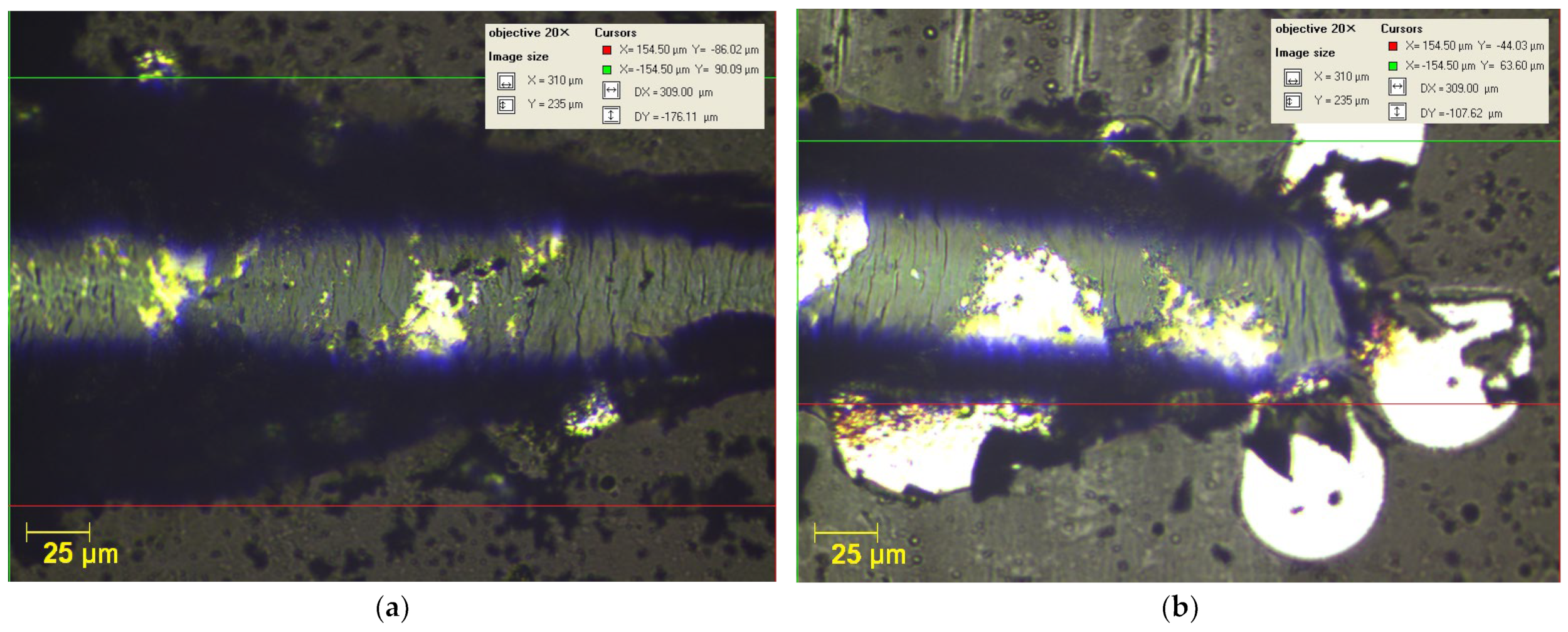
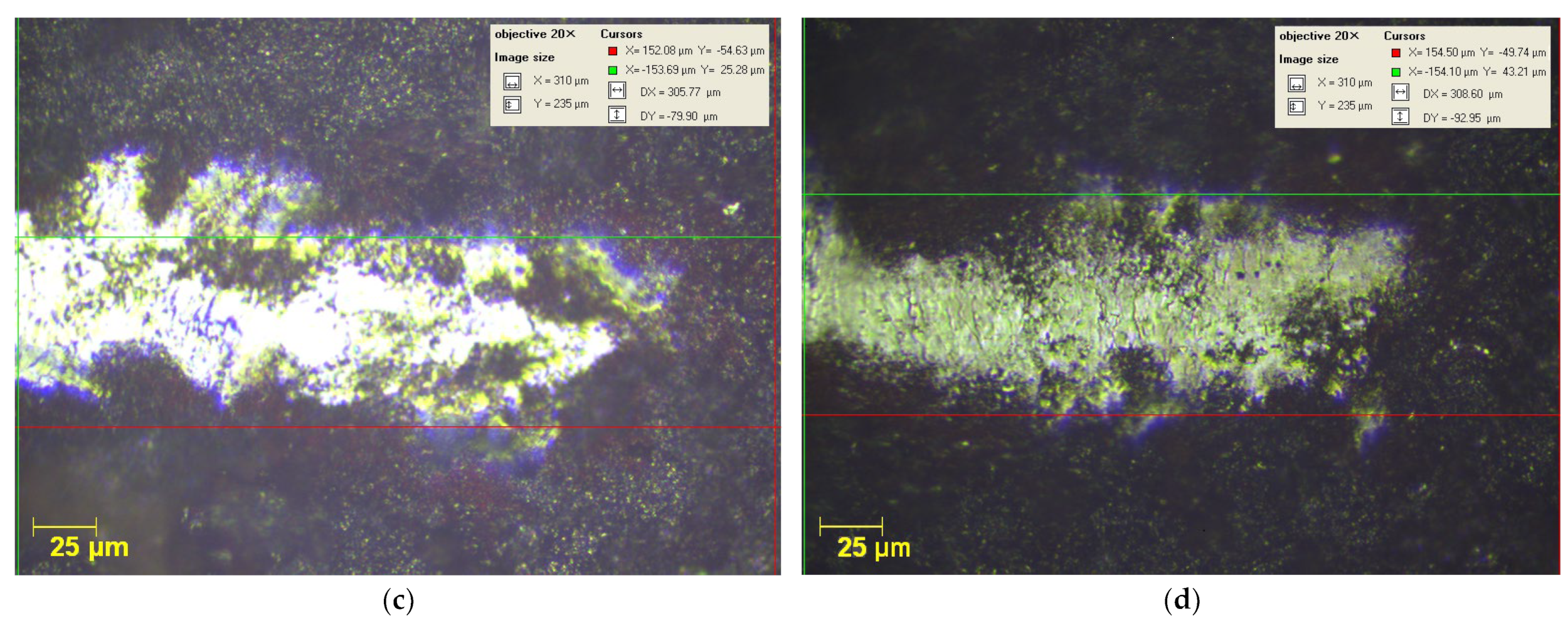
- Irreversible plastic deformation on the surface was shown by all samples subjected to tribological testing, caused by plowing due to wear particles and the hard asperities of the static partner (Al2O3 ball).
- -
- Effective protection against corrosion in a 3.5 wt.% NaCl solution was provided by the BL TT coating, as indicated by its lowest corrosion current density (0.1298 µA/cm2), highest polarization resistance (46.34 kΩ·cm2), and lowest corrosion rate (1.51 µm/year) among the tested TiAlSiN-based coatings and C120 tool steel substrate.
5. Patents
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bobzin, K. High-Performance Coatings for Cutting Tools. CIRP J. Manuf. Sci. Tec. 2017, 18, 1–9. [Google Scholar] [CrossRef]
- Schulz, W.; Joukov, V.; Köhn, F.; Engelhart, W.; Schier, V.; Schubert, T.; Albrecht, J. The Behavior of TiAlN and TiAlCrSiN Films in Abrasive and Adhesive Tribological Contacts. Coatings 2023, 13, 1603. [Google Scholar] [CrossRef]
- Kolesnikov, V.I.; Novikov, E.S.; Kudryakov, O.V.; Varavka, V.N. The Degradation Mechanisms in Ion-Plasma Nanostructured Coatings under the Conditions of Contact Cyclic Loads. J. Phys. Conf. Ser. 2019, 1281, 012036. [Google Scholar] [CrossRef]
- Liu, J.; Wang, Y.; Liu, G.; Hua, J.; Deng, X. Properties and Performance of TiAlSiN and AlCrN Monolayer and Multilayer Coatings for Turning Ti-6Al-4V. Coatings 2023, 13, 1229. [Google Scholar] [CrossRef]
- Holmberg, K.; Laukkanen, A.; Turunen, E.; Laitinen, T. Wear Resistance Optimisation of Composite Coatings by Computational Microstructural Modelling. Surf. Coat. Technol. 2014, 247, 1–13. [Google Scholar] [CrossRef]
- Chang, K.; Dong, Y.; Zheng, G.; Jiang, X.; Yang, X.; Cheng, X.; Liu, H.; Zhao, G. Friction and Wear Properties of TiAlN Coated Tools with Different Levels of Surface Integrity. Ceram. Int. 2022, 48, 4433–4443. [Google Scholar] [CrossRef]
- Zhao, J.; Liu, Z.; Wang, B.; Song, Q.; Ren, X.; Wan, Y. Effects of Al Content in TiAlN Coatings on Tool Wear and Cutting Temperature during Dry Machining IN718. Tribol. Int. 2022, 171, 107540. [Google Scholar] [CrossRef]
- Dabees, S.; Mirzaei, S.; Kaspar, P.; Holcman, V.; Sobola, D. Characterization and Evaluation of Engineered Coating Techniques for Different Cutting Tools—Review. Materials 2022, 15, 5633. [Google Scholar] [CrossRef]
- Chen, H.; Zheng, B.C.; Ou, Y.X.; Lei, M.K. Microstructure and Thermal Conductivity of Ti-Al-Si-N Nanocomposite Coatings Deposited by Modulated Pulsed Power Magnetron Sputtering. Thin Solid Films 2020, 693, 137680. [Google Scholar] [CrossRef]
- Aljibori, H.S.; Alamiery, A.; Kadhum, A.A.H. Advances in Corrosion Protection Coatings: A Comprehensive Review. Int. J. Corros. Scale Inhib. 2023, 12, 1476–1520. [Google Scholar] [CrossRef]
- Liew, W.Y.H.; Lim, H.P.; Melvin, G.J.H.; Dayou, J.; Jiang, Z.-T. Thermal Stability, Mechanical Properties, and Tribological Performance of TiAlXN Coatings: Understanding the Effects of Alloying Additions. J. Mater. Res. Technol. 2022, 17, 961–1012. [Google Scholar] [CrossRef]
- Toboła, D.; Liskiewicz, T.; Yang, L.; Khan, T.; Boroń, Ł. Effect of Mechanical and Thermochemical Tool Steel Substrate Pre-Treatment on Diamond-like Carbon (DLC) Coating Durability. Surf. Coat. Technol. 2021, 422, 127483. [Google Scholar] [CrossRef]
- Bouzakis, K.-D.; Skordaris, G.; Gerardis, S.; Katirtzoglou, G.; Makrimallakis, S.; Pappa, M.; LilI, E.; M’Saoubi, R. Ambient and Elevated Temperature Properties of TiN, TiAlN and TiSiN PVD Films and Their Impact on the Cutting Performance of Coated Carbide Tools. Surf. Coat. Technol. 2009, 204, 1061–1065. [Google Scholar] [CrossRef]
- Gavrilov, N.V.; Kamenetskikh, A.S.; Chukin, A.V. Analysis of TiAlSiN Coatings Deposited by Reactive Magnetron Sputtering under High-Current Ion Assistance. J. Synch. Investig. 2017, 11, 671–676. [Google Scholar] [CrossRef]
- PalDey, S.; Deevi, S.C. Single Layer and Multilayer Wear Resistant Coatings of (Ti,Al)N: A Review. Mater. Sci. Eng. A 2003, 342, 58–79. [Google Scholar] [CrossRef]
- Shugurov, A.R.; Kazachenok, M.S. Mechanical Properties and Tribological Behavior of Magnetron Sputtered TiAlN/TiAl Multilayer Coatings. Surf. Coat. Technol. 2018, 353, 254–262. [Google Scholar] [CrossRef]
- Miletić, A.; Panjan, P.; Škorić, B.; Čekada, M.; Dražič, G.; Kovač, J. Microstructure and Mechanical Properties of Nanostructured Ti–Al–Si–N Coatings Deposited by Magnetron Sputtering. Surf. Coat. Technol. 2014, 241, 105–111. [Google Scholar] [CrossRef]
- Cao, F.; Munroe, P.; Zhou, Z.; Xie, Z. Mechanically Robust TiAlSiN Coatings Prepared by Pulsed-DC Magnetron Sputtering System: Scratch Response and Tribological Performance. Thin Solid Films 2018, 645, 222–230. [Google Scholar] [CrossRef]
- Liu, H.; Tang, J.-F.; Wang, X.; Li, W.; Chang, C.-L. Effects of Nitrogen-Argon Flow Ratio on the Microstructural and Mechanical Properties of TiAlSiN/CrN Multilayer Coatings Prepared Using High Power Impulse Magnetron Sputtering. J. Vac. Sci. Technol. A Vac. Surf. Films 2019, 37, 051501. [Google Scholar] [CrossRef]
- Zhou, Q.; Huang, B.; Zhang, E.; Peng, Z.; Chen, Q.; Liang, D. Improving the Mechanical and Tribological Properties of TiAlSiN Coatings by Annealing. Vacuum 2023, 214, 112249. [Google Scholar] [CrossRef]
- Sui, X.; Li, G.; Qin, X.; Yu, H.; Zhou, X.; Wang, K.; Wang, Q. Relationship of Microstructure, Mechanical Properties and Titanium Cutting Performance of TiAlN/TiAlSiN Composite Coated Tool. Ceram. Int. 2016, 42, 7524–7532. [Google Scholar] [CrossRef]
- Chen, J.K.; Chang, C.L.; Shieh, Y.N.; Tsai, K.J.; Tsai, B.H. Structures and Properties of (TiAlSi)N Films. Procedia Eng. 2012, 36, 335–340. [Google Scholar] [CrossRef]
- Kengesbekov, A.; Rakhadilov, B.; Sagdoldina, Z.; Buitkenov, D.; Dosymov, Y.; Kylyshkanov, M. Improving the Efficiency of Air Plasma Spraying of Titanium Nitride Powder. Coatings 2022, 12, 1644. [Google Scholar] [CrossRef]
- Heimann, R.B. The Nature of Plasma Spraying. Coatings 2023, 13, 622. [Google Scholar] [CrossRef]
- Lungu, M.V. An Insight into TiN, TiAlN and AlTiN Hard Coatings for Cutting Tools. Mat. Sci. Res. India 2020, 17, 87–89. [Google Scholar] [CrossRef]
- Bouzakis, K.-D.; Michailidis, N.; Skordaris, G.; Bouzakis, E.; Biermann, D.; M’Saoubi, R. Cutting with Coated Tools: Coating Technologies, Characterization Methods and Performance Optimization. CIRP Ann. 2012, 61, 703–723. [Google Scholar] [CrossRef]
- Lungu, M.V.; Enescu, E.; Tălpeanu, D.; Pătroi, D.; Marinescu, V.; Sobetkii, A.; Stancu, N.; Lucaci, M.; Marin, M.; Manta, E. Enhanced Metallic Targets Prepared by Spark Plasma Sintering for Sputtering Deposition of Protective Coatings. Mater. Res. Express 2019, 6, 076565. [Google Scholar] [CrossRef]
- Yoo, Y.H.; Le, D.P.; Kim, J.G.; Kim, S.K.; Vinh, P.V. Corrosion Behavior of TiN, TiAlN, TiAlSiN Thin Films Deposited on Tool Steel in the 3.5 Wt.% NaCl Solution. Thin Solid Film. 2008, 516, 3544–3548. [Google Scholar] [CrossRef]
- Yasin, J.; Selvakumar, S.; Mathan Kumar, P.; Sundaresan, R.; Arunraja, K.M. Experimental Study of TiN, TiAlN and TiSiN Coated High Speed Steel Tool. Mater. Today Proc. 2022, 64, 1707–1710. [Google Scholar] [CrossRef]
- Lü, W.; Li, G.; Zhou, Y.; Liu, S.; Wang, K.; Wang, Q. Effect of High Hardness and Adhesion of Gradient TiAlSiN Coating on Cutting Performance of Titanium Alloy. J. Alloys Compd. 2020, 820, 153137. [Google Scholar] [CrossRef]
- Ji, L.; Liu, H.; Huang, C.; Liu, X.; Chu, D.; Liu, Y.; Yao, P. Effect of Arc Deposition Process on Mechanical Properties and Microstructure of TiAlSiN Gradient Coatings. Ceram. Int. 2024, 50, 40014–40029. [Google Scholar] [CrossRef]
- Münz, W. Titanium Aluminum Nitride Films: A New Alternative to TiN Coatings. J. Vac. Sci. Technol. A Vac. Surf. Films 1986, 4, 2717–2725. [Google Scholar] [CrossRef]
- Fuentes, G.G.; Almandoz, E.; Pierrugues, R.; Martínez, R.; Rodríguez, R.J.; Caro, J.; Vilaseca, M. High Temperature Tribological Characterisation of TiAlSiN Coatings Produced by Cathodic Arc Evaporation. Surf. Coat. Technol. 2010, 205, 1368–1373. [Google Scholar] [CrossRef]
- He, N.; Li, H.; Ji, L.; Liu, X.; Zhou, H.; Chen, J. High Temperature Tribological Properties of TiAlSiN Coatings Produced by Hybrid PVD Technology. Tribol. Int. 2016, 98, 133–143. [Google Scholar] [CrossRef]
- Zhu, L.; Hu, M.; Ni, W.; Liu, Y. High Temperature Oxidation Behavior of Ti0.5Al0.5N Coating and Ti0.5Al0.4Si0.1N Coating. Vacuum 2012, 86, 1795–1799. [Google Scholar] [CrossRef]
- Rahman, M.M.; Jiang, Z.-T.; Zhou, Z.; Xie, Z.; Yin, C.Y.; Kabir, H.; Haque, M.M.; Amri, A.; Mondinos, N.; Altarawneh, M. Effects of Annealing Temperatures on the Morphological, Mechanical, Surface Chemical Bonding, and Solar Selectivity Properties of Sputtered TiAlSiN Thin Films. J. Alloys Compd. 2016, 671, 254–266. [Google Scholar] [CrossRef]
- Tillmann, W.; Fehr, A.; Stangier, D.; Dildrop, M. Influences of Substrate Pretreatments and Ti/Cr Interlayers on the Adhesion and Hardness of CrAlSiN and TiAlSiN Films Deposited on Al2O3 and ZrO2-8Y2O3 Thermal Barrier Coatings. Results Phys. 2019, 12, 2206–2212. [Google Scholar] [CrossRef]
- Philippon, D.; Godinho, V.; Nagy, P.M.; Delplancke-Ogletree, M.P.; Fernández, A. Endurance of TiAlSiN Coatings: Effect of Si and Bias on Wear and Adhesion. Wear 2011, 270, 541–549. [Google Scholar] [CrossRef]
- Sousa, V.F.C.; Silva, F.J.G.; Lopes, H.; Casais, R.C.B.; Baptista, A.; Pinto, G.; Alexandre, R. Wear Behavior and Machining Performance of TiAlSiN-Coated Tools Obtained by Dc MS and HiPIMS: A Comparative Study. Materials 2021, 14, 5122. [Google Scholar] [CrossRef]
- ISO 4957:2018; Tool Steels. ISO: Geneve, Switzerland, 2018.
- Lungu, M.V.; Tălpeanu, D.; Pătroi, D.; Lucaci, M.; Tsakiris, V.; Marin, M. Metal Sputtering Targets Based on Titanium-Aluminium and Titanium-Silicon for Hard WearProof Coatings and Process for Carrying Out the Same. RO135723A2, 30 May 2022. Available online: https://worldwide.espacenet.com/patent/search/family/081751063/publication/RO135723A2?q=pn%3DRO135723A2 (accessed on 9 September 2024).
- Oliver, W.C.; Pharr, G.M. An Improved Technique for Determining Hardness and Elastic Modulus Using Load and Displacement Sensing Indentation Experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- ISO 14577-1:2015; Metallic Materials—Instrumented Indentation Test for Hardness and Materials Parameters, Part 1: Test Method. ISO: Geneve, Switzerland, 2015.
- ISO 14577-4:2016; Metallic Materials—Instrumented Indentation Test for Hardness and Materials Parameters, Part 4: Test Method for Metallic and Non-Metallic Coatings. ISO: Geneve, Switzerland, 2016.
- ASTM C1624-22; Test Method for Adhesion Strength and Mechanical Failure Modes of Ceramic Coatings by Quantitative Single Point Scratch Testing. ASTM: West Conshohocken, PA, USA, 2022. [CrossRef]
- ISO 20502:2005; Fine Ceramics (Advanced Ceramics, Advanced Technical Ceramics)—Determination of Adhesion of Ceramic Coatings by Scratch Testing. ISO: Geneve, Switzerland, 2005.
- Gil-Flores, L.; Salvador, M.D.; Penaranda-Foix, F.L.; Dalmau, A.; Fernández, A.; Borrell, A. Tribological and Wear Behaviour of Alumina Toughened Zirconia Nanocomposites Obtained by Pressureless Rapid Microwave Sintering. J. Mech. Behav. Biomed. Mater. 2020, 101, 103415. [Google Scholar] [CrossRef] [PubMed]
- Jana, A.; Dandapat, N.; Das, M.; Balla, V.K.; Chakraborty, S.; Saha, R.; Mallik, A.K. Severe Wear Behaviour of Alumina Balls Sliding against Diamond Ceramic Coatings. Bull. Mater. Sci. 2016, 39, 573–586. [Google Scholar] [CrossRef]
- ASTM G99-17; Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM: West Conshohocken, PA, USA, 2023. [CrossRef]
- T-09-113—Wear and Friction Analysis of Thin Coatings. Available online: https://www.silcotek.com/hs-fs/hub/22765/file-341679011-pdf/docs/t-09-113_silcotek_tribology_testing_final_report.pdf (accessed on 4 July 2024).
- Kucharska, B.; Czarniak, P.; Kulikowski, K.; Krawczyńska, A.; Rożniatowski, K.; Kubacki, J.; Szymanowski, K.; Panjan, P.; Sobiecki, J.R. Comparison Study of PVD Coatings: TiN/AlTiN, TiN and TiAlSiN Used in Wood Machining. Materials 2022, 15, 7159. [Google Scholar] [CrossRef]
- Huang, B.; Chen, L.; Zhou, Q.; Zhang, E.; Li, C.; Wang, Y.; Liang, D.-D.; Chen, Q.; An, Q. Effects of Annealing Temperature on the Microstructure, Mechanical and Tribological Properties of TiAlSiCN Coatings. Ceram. Int. 2024, 50, 20612–20623. [Google Scholar] [CrossRef]
- Lekatou, A.G.; Emmanouilidou, S.; Dimitriadis, K.; Baikousi, M.; Karakassides, M.A.; Agathopoulos, S. Simulating Porcelain Firing Effect on the Structure, Corrosion and Mechanical Properties of Co–Cr–Mo Dental Alloy Fabricated by Soft Milling. Odontology 2023, 112, 372–389. [Google Scholar] [CrossRef]
- Das, S.; Guha, S.; Ghadai, R.; Swain, B.P. A Comparative Analysis over Different Properties of TiN, TiAlN and TiAlSiN Thin Film Coatings Grown in Nitrogen Gas Atmosphere. Mat. Chem. Phys. 2021, 258, 123866. [Google Scholar] [CrossRef]
- Weikert, T.; Wartzack, S.; Baloglu, M.V.; Willner, K.; Gabel, S.; Merle, B.; Pineda, F.; Walczak, M.; Marian, M.; Rosenkranz, A.; et al. Evaluation of the Surface Fatigue Behavior of Amorphous Carbon Coatings through Cyclic Nanoindentation. Surf. Coat. Technol. 2021, 407, 126769. [Google Scholar] [CrossRef]
- He, C.; Zhang, J.; Song, G.; Ma, G.; Du, Z.; Wang, J.; Zhao, D. Microstructure and Mechanical Properties of Reactive Sputtered Nanocrystalline (Ti,Al)N Films. Thin Solid Films 2015, 584, 192–197. [Google Scholar] [CrossRef]
- Lungu, M.V.; Sobetkii, A.; Sobetkii, A.A.; Pătroi, D.; Prioteasa, P.; Ion, I.; Negrilă, C.C.; Chifiriuc, M.C. Functional Properties Improvement of Ag-ZnO Thin Films Using Inconel 600 Interlayer Produced by Electron Beam Evaporation Technique. Thin Solid Films 2018, 667, 76–87. [Google Scholar] [CrossRef]
- Li, B.; Xu, Y.; Rao, G.; Wang, Q.; Zheng, J.; Zhu, R.; Chen, Y. Tribological Properties and Cutting Performance of AlTiN Coatings with Various Geometric Structures. Coatings 2023, 13, 402. [Google Scholar] [CrossRef]
- Zmitrowicz, A. Wear Patterns and Laws of Wear—A Review. J. Theor. Appl. Mech. 2006, 44, 219–253. [Google Scholar]
- Das, C.R.; Rangwala, M.; Ghosh, A. Effect of Si Contents on Microstructure and Mechanical Characteristics of TiAlSiN Thin Film Deposited by HiPIMS Using Different Ti Si Target Compositions. Surf. Coat. Technol. 2024, 476, 130212. [Google Scholar] [CrossRef]
- Ou, Y.X.; Chen, H.; Li, Z.Y.; Lin, J.; Pan, W.; Lei, M.K. Microstructure and Tribological Behavior of TiAlSiN Coatings Deposited by Deep Oscillation Magnetron Sputtering. J. Am. Ceram. Soc. 2018, 101, 5166–5176. [Google Scholar] [CrossRef]
- Komartin, R.S.; Balanuca, B.; Necolau, M.I.; Cojocaru, A.; Stan, R. Composite Materials from Renewable Resources as Sustainable Corrosion Protection Coatings. Polymers 2021, 13, 3792. [Google Scholar] [CrossRef]
- Li, R.T.; Murugan, V.K.; Dong, Z.L.; Khor, K.A. Comparative Study on the Corrosion Resistance of Al–Cr–Fe Alloy Containing Quasicrystals and Pure Al. J. Mater. Sci. Technol. 2016, 32, 1054–1058. [Google Scholar] [CrossRef]
- ASTM G59-97(2020); Test Method for Conducting Potentiodynamic Polarization Resistance Measurements. ASTM: West Conshohocken, PA, USA, 2020. [CrossRef]
- Shao, J. The Effect of Sealing Processes on the Corrosion Behaviour of Al₂O₃-13 wt.%TiO₂ Coating. Ceramics-Silikaty 2019, 63, 185–193. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technical Characteristics | TiAlSi 75–20–5 (at.%) Target | Ti Target |
|---|---|---|
| Diameter × thickness (mm × mm) | 50.8 × 6.3 | 50.8 × 6.3 |
| Density (g/cm3) | 4.093 ± 0.003 | 4.379 ± 0.001 |
| Surface roughness Ra (µm) | ≤0.2 | ≤0.2 |
| Thermal conductivity at 25 °C (W.m−1.K−1) | 11.93 ± 0.13 | 18.38 ± 0.14 |
| Indentation hardness, HIT (GPa) | 7.88 ± 0.64 | 2.77 ± 0.08 |
| Vickers hardness HV0.02/10 | 730 ± 59 | 256 ± 7 |
| Elastic modulus, EIT (GPa) | 163 ± 6 | 117 ± 6 |
| Deposition Conditions | TiAlSiN Films | TiN Films |
|---|---|---|
| Sputtering target type | TiAlSi 75–20–5 (at.%) | Ti |
| Substrate rotation speed (rpm) | 10 | 10 |
| Substrate temperature (°C) | 300 | 300 |
| Heating rate of the substrate (°C/min) | 30 | 30 |
| Ar + N2 gas flow (sccm) | 15 + 7 | 15 + 7 |
| Start vacuum pressure (mbar) | 10−6 | 10−6 |
| Working vacuum pressure (mbar) | (1.5–2) × 10−2 | (1.5–2) × 10−2 |
| Initial power (W) | 50 | 50 |
| Deposition power (W) | 200 | 200 |
| Deposition rate (Å/s) | 0.32 ± 0.06 | 0.12 ± 0.03 |
| Film thickness (nm) | 800 | 100 |
| Measurement Conditions in Instrumented Nanoindentation Testing | TiAlSiN-Based Coatings | C120 Steel Substrate |
|---|---|---|
| Maximum indentation load (Fmax) (mN) | 2.5 ± 0.1 | 300 ± 1 |
| Loading type | linear | linear |
| Indenter approach speed to the sample (nm/min) | 1000 | 2000 |
| Loading/unloading rate (nm/min) | 500 | 600 |
| Pause at Fmax (s) | 0 | 0 |
| Data acquisition frequency (Hz) | 10 | 10 |
| Poisson’s ratio (ν) | 0.25 | 0.30 |
| Sample | Elemental Content ± SD (wt.%) | |||||||
|---|---|---|---|---|---|---|---|---|
| Ti | Al | Si | N | O | Fe | Cr | Mn | |
| SL | 52.4 ± 0.3 | 11.9 ± 0.1 | 3.0 ± 0.1 | 21.2 ± 0.3 | 11.5 ± 0.3 | - | - | - |
| BL | 51.7 ± 0.3 | 12.1 ± 0.1 | 3.6 ± 0.1 | 21.4 ± 0.3 | 11.2 ± 0.3 | - | - | - |
| TiN | 56.6 ± 0.4 | - | - | 5.3 ± 0.2 | 31.1 ± 0.3 | 4.5 ± 0.4 | 2.5 ± 0.2 | - |
| SL TT | 26.7 ± 0.1 | 4.8 ± 0.1 | 0.5 ± 0.1 | - | 27.4 ± 0.1 | 38.0 ± 0.1 | 0.8 ± 0.1 | 1.8 ± 0.1 |
| BL TT | 23.4 ± 0.1 | 7.7 ± 0.1 | 1.1 ± 0.1 | - | 29.7 ± 0.1 | 34.0 ± 0.1 | 0.4 ± 0.1 | 3.7 ± 0.1 |
| Sample | HIT (GPa) | HV | EIT (GPa) | E* (GPa) | HIT/EIT | HIT/E* | HIT3/EIT2 (GPa) | HIT3/E*2 (GPa) | Welast (pJ) | Wplast (pJ) | ηIT (%) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| SL | 10.29 ± 0.26 | 953 ± 24 | 216 ± 15 | 231 ±17 | 0.0476 | 0.0445 | 0.0234 | 0.0204 | 12.59 ± 1.17 | 34.62 ± 2.03 | 26.64 ± 0.67 |
| BL | 10.45 ± 0.32 | 968 ± 29 | 215 ± 16 | 229 ± 18 | 0.0486 | 0.0456 | 0.0247 | 0.0218 | 14.25 ± 0.43 | 36.15 ± 1.58 | 28.28 ± 0.27 |
| SL TT | 9.98 ± 0.18 | 925 ± 16 | 188 ± 5 | 201 ± 5 | 0.0531 | 0.0497 | 0.0281 | 0.0246 | 11.74 ± 0.03 | 31.89 ± 1.84 | 26.93 ± 1.08 |
| BL TT | 9.19 ± 0.09 | 851 ± 8 | 139 ± 5 | 148 ± 6 | 0.0661 | 0.0621 | 0.0402 | 0.0354 | 11.12 ± 3.19 | 34.83 ± 1.24 | 24.08 ± 5.93 |
| C120 steel | 4.45 ± 0.09 | 412 ± 8 | 184 ± 2 | 202 ± 2 | 0.0242 | 0.0220 | 0.0026 | 0.0022 | 29,335.52 ± 366.46 | 176,769.48 ± 8580.53 | 14.25 ± 0.43 |
| Sample | Optical Critical Loads | Pd Critical Load (N) | AE Critical Load (N) | ||
|---|---|---|---|---|---|
| Lc1 (N) | Lc2 (N) | Lc3 (N) | |||
| SL | 2.65 | 6.31 | 14.03 | - | 14.38 |
| BL | 3.28 | 12.26 | 17.28 | - | 20.52 |
| SL TT | 3.89 | 13.63 | - | 12.50 | 15.02 |
| BL TT | 4.72 | 27.82 | - | 16.41 | 21.21 |
| Sample | Coefficient of Friction (µ) | Worn Track Area (µm²) | Specific Wear Rate (mm³/N·m) | ||
|---|---|---|---|---|---|
| µminimum | µmaximum | µmean ± SD | |||
| SL | 0.083 | 0.916 | 0.770 ± 0.053 | 946.2–1062.4 | (2.14–2.40) × 10−4 |
| BL | 0.056 | 0.931 | 0.773 ± 0.084 | 866.8–986.7 | (1.96–2.23) × 10−4 |
| SL TT | 0.015 | 0.789 | 0.708 ± 0.088 | 1291.3–1891.9 | (2.92–4.28) × 10−4 |
| BL TT | 0.055 | 0.694 | 0.616 ± 0.083 | 1237.2–1683.1 | (2.80–3.80) × 10−4 |
| C120 steel | 0.041 | 0.822 | 0.670± 0.162 | 1173.8–1646.4 | (2.65–3.72) × 10−4 |
| Sample | R1 (Ω cm2) | R2 (Ω cm2) | Cdl (µF/cm²) |
|---|---|---|---|
| SL | 47.34 | 1057 | 150.4 |
| BL | 66.03 | 854.5 | 1862.0 |
| SL TT | 66.03 | 2184 | 728.7 |
| BL TT | 147.1 | 35,550 | 0.159 |
| C120 steel | 68.35 | 4182 | 240.4 |
| Sample | Ecorr (mV vs Ag, AgCl/KCl) | icorr (µA/cm²) | Rp (kΩ cm2) | βa (mV/dec) | βc (mV/dec) | CR (µm/year) |
|---|---|---|---|---|---|---|
| SL | −340.9 | 1.1393 | 5.07 | 33.9 | −34.6 | 13.24 |
| BL | −338.9 | 1.2567 | 3.92 | 26.8 | −31.4 | 14.60 |
| SL TT | −384.3 | 1.1658 | 3.06 | 4.2 | −41.5 | 13.55 |
| BL TT | −567.7 | 0.1298 | 46.34 | 25.7 | −45.2 | 1.51 |
| C120 steel | −532.5 | 0.1825 | 28.52 | 22.4 | −36.2 | 2.12 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lungu, M.V.; Tălpeanu, D.; Ciobanu, R.C.; Cojocaru, A.; Pătroi, D.; Marinescu, V.; Caramitu, A.R. Evaluation of Magnetron Sputtered TiAlSiN-Based Thin Films as Protective Coatings for Tool Steel Surfaces. Coatings 2024, 14, 1184. https://doi.org/10.3390/coatings14091184
Lungu MV, Tălpeanu D, Ciobanu RC, Cojocaru A, Pătroi D, Marinescu V, Caramitu AR. Evaluation of Magnetron Sputtered TiAlSiN-Based Thin Films as Protective Coatings for Tool Steel Surfaces. Coatings. 2024; 14(9):1184. https://doi.org/10.3390/coatings14091184
Chicago/Turabian StyleLungu, Magdalena Valentina, Dorinel Tălpeanu, Romeo Cristian Ciobanu, Anca Cojocaru, Delia Pătroi, Virgil Marinescu, and Alina Ruxandra Caramitu. 2024. "Evaluation of Magnetron Sputtered TiAlSiN-Based Thin Films as Protective Coatings for Tool Steel Surfaces" Coatings 14, no. 9: 1184. https://doi.org/10.3390/coatings14091184