Abstract
This study assessed the repair shear bond strength (SBS; MPa) and surface roughness (Ra; μm) of aged hybrid ceramic (Cerasmart270, GC) and nano-hybrid ceramic (Grandio Blocs, Voco) CAD/CAM blocks after different surface pretreatment methods. In this study, 2 mm thick Cerasmart270 and Grandio Blocs were cut into slabs (Isomet; n = 80 per group). Following aging for six months, the specimens in each CAD/CAM material were randomly divided into four groups (n: 20 each) according to the surface pretreatments: control (no pretreatment), Er:YAG laser, sandblasting, and bur grinding. A total of 10 specimens in each CAD/CAM material pretreatment group were used for Ra evaluation (Perthometer Mahr), while the other 10 were for SBS. After the application of a silane primer (G-Multi Primer, GC) and universal adhesive (G2-Bond, GC), composite build-ups (Filtek Z250; 3MESPE) were performed for the SBS evaluation. After storage in distilled water for 24 h, SBS was evaluated with a universal testing machine (Instron). SBS and Ra data were analyzed with two-way ANOVA and Tukey’s post hoc tests (p < 0.05). SBS was significantly affected by the surface pretreatment methods (p = 0.0001) and by the types of CAD/CAM material (p = 0.005). Bur grinding showed the highest SBS for both CAD/CAM materials, while the control groups yielded significantly lower SBS than bur grinding and sandblasting (p < 0.05). Er:YAG lasers did not significantly enhance the SBS compared to the control group. Sandblasting presented significantly higher SBS than lasers only in Grandio Blocs (p < 0.05). The surface pretreatment methods significantly influenced Ra (p = 0.0001); however, no significant interaction was found between the types of CAD/CAM material and the surface pretreatments (p > 0.05). Control groups exhibited, significantly, the lowest Ra for both materials (p = 0.0001), while no significant differences were observed between the other pretreatment methods. Bur grinding was identified as the most effective pretreatment method for repairing hybrid ceramic CAD/CAM materials.
1. Introduction
One of the most common problems in direct composite restorations in the posterior region is fractures caused by inadequate occlusal adjustments, parafunction, or insufficient bonding between the tooth structures and the restoration [1,2]. Ceramic-based CAD/CAM (Computer-aided Design/Computer-aided Manufacturing) blocks have good properties in terms of fracture toughness, wear resistance, and aesthetics, but have been reported to have abrasive effects on the opposing natural dentition [3]. Hybrid ceramic CAD/CAM materials are produced as an alternative to ceramic blocks, combining the durability and color stability of ceramics with the low-abrasive properties of resin composites [4,5], as well as offering better marginal adaptation, an elastic modulus closer to dentin, less fracture occurrence, and easy repair [3,4,5]. Their ability to cause less wear on opposing teeth compared with ceramics has led to their preference in clinical settings. Although CAD/CAM materials possess strong mechanical properties with their rigid structures, they are still prone to fracture under chewing forces [6] and due to the deformations that occur during milling [1,7]. When a fracture occurs, replacing the entire restoration may not always be the optimal solution, as it could require an increase in the preparation area and removal of more sound tooth structures, which can be detrimental to the vitality of the tooth [1,6,8,9]. In these circumstances, repairing defective restorations with resin composites is preferred because it is more conservative, cost-effective, and less time-consuming, resulting in comparable or superior longevity than a complete restoration replacement [1,6,8]. However, a repair process is generally necessary after the prolonged exposure of the restoration to the oral environment, which involves exposure to varying temperatures, chemical changes, and mechanical forces that cause structural alterations in the restorative material [10,11,12], which affect the bonding of the repair composite [13,14,15]. Types of restorative materials [1,16], surface pretreatment methods, types of adhesives, and application of a silane primer [10,17,18] have been listed as the key elements in the repair process [1,9,19,20] to create micromechanical and chemical adhesion between the defective restoration and the repair composite [1,2,9,17,20]. Adhesion to aged resin composites and hybrid materials is challenging as water sorption causes the hydrolytic degradation of the polymer matrix and decreases the number of unsaturated double bonds available for reaction with the repair composite [9,16,21]. Therefore, suitable surface pretreatments for repair highly depend on the structure of the restorative material. Etching with hydrofluoric acid (HF) is the recommended surface pretreatment for glass-ceramic materials [1,8,16,22] as it reacts with silicon dioxide, dissolving the glassy phase of the ceramic and increasing the surface roughness and bonding [1,8]. However, the standardized approach for hybrid CAD/CAM restoration repair is lacking. The recommended surface pretreatment methods include the application of phosphoric acid, roughening with diamond burs [1,23,24], sandblasting, and silica coating [8,19,22] to clean the surface, increase the surface area by removing surface defects, eradicate the superficial layer that has been altered as a result of exposure to the oral environment, create microporosity, improve surface energy and wettability, and facilitate resin infiltration to achieve micromechanical adhesion [25,26,27].
Among different pretreatment methods, bur roughening is the most commonly used method in clinics as it mechanically removes the altered restoration surface and creates macromechanical retention, mainly via the formation of microholes, which is necessary for the adhesion of the repair composite [28]. However, there is no accepted standardized grain size for the diamond burs, although it is generally stated that the particle size should be between 25 and 100 μm for roughening [29]. However, studies have shown no significant differences in the repair effectiveness of composites between coarse- and fine-grained burs [9,30]. Similar to bur roughening, sandblasting also mechanically removes the altered surface layer, which may have been compromised due to wear, aging, or exposure to the oral environment. It applies high-pressure abrasive particles to the surface and creates micro-roughened surfaces that increase the mechanical retention of the adhesive, thereby improving the adhesion between the restoration and repair composite [31]. The effectiveness is influenced by particle type, size, application pressure, duration, and the angle of the blasting device [32]. Aluminum oxide sandblasting has outperformed other particle abrasion procedures and non-surface treatments [33] in terms of bond strength, mainly because it can produce micro-retentive structures on the surface of the resin composite [34].
The erbium, chromium-doped yttrium, scandium, gallium, and garnet (Er,Cr:YSGG) laser, with a wavelength of 2780 nm, and the erbium-doped yttrium aluminum garnet (Er:YAG) laser, with a wavelength of 2940 nm, are employed in dentistry for soft- and hard-tissue applications [35] and have recently been recommended as an alternative method for surface pretreatment of composite, ceramic, or hybrid restorative material’s repair [17,23]. As the wavelength of the Er:YAG laser treatment matches the absorption peak of water, it is considered highly promising for the composite restoration’s repair [11]. During the treatment, laser light is absorbed by the water provided by the laser system, resulting in micro-explosions on the composite surface [36], which induces localized micro-roughening that improves surface wettability and increases the surface area [11]. Furthermore, Er:YAG lasers eliminate the vitreous phase of ceramic and hybrid materials, resulting in a rough surface conducive to resin bonding adhesion [37]. Even though intra-oral repair of restorations is very popular, and many studies have investigated different pretreatment protocols, a standardized repair protocol for various types of CAD/CAM materials has not been established. Moreover, the effectiveness of laser treatment on hybrid ceramic CAD/CAM blocks, particularly with the Er:YAG laser, remains unclear. Therefore, this study aimed to compare the surface roughness (Ra) and the repair shear bond strengths (SBS) of aged hybrid ceramic (Cerasmart270, GC) and nano-hybrid ceramic (Grandio Blocs, Voco) CAD/CAM materials using laser, sandblasting, and bur-grinding surface pretreatment methods. The tested null hypotheses of this study were as follows: (1) type of CAD/CAM material does not affect repair shear bond strength, (2) different surface pretreatment methods do not affect repair shear bond strength, (3) type of CAD/CAM material does not affect surface roughness, and (4) different surface pretreatment methods do not affect surface roughness.
2. Materials and Methods
The materials used in this study are listed in Table 1.

Table 1.
Materials and composition of the tested materials.
The sample size of this study was assessed with a power analysis (G Power 3.1 Software; Dusseldorf, Germany), and it was determined as 10 CAD/CAM specimens per group for repair SBS and 10 CAD/CAM specimens for surface roughness evaluation at a significance level of 0.05 and a power of 0.80. A total of 32 hybrid ceramic Cerasmart270 (GC, Tokyo, Japan) and 32 nano-hybrid ceramic Grandio Blocs (Voco GmbH, Cuxhaven, Germany) blocks were used in this study. The CAD/CAM blocks were cut into 2 mm thick specimens (2.0 ± 0.1 mm) under water cooling using a low-speed diamond saw (IsoMet, Buehler Ltd., Lake Bluff, IL, USA), and the thickness of the specimens was measured using a digital micrometer. A total of 160 specimens were obtained (n: 80 for each CAD/CAM material). After all the specimens were polished sequentially with 600-, 800-, and 1200-grit silicon carbide paper under water cooling to obtain standard and smooth surfaces (Buehler Ltd., IL, USA), they were cleaned in an ultrasonic bath for five minutes. Then, the specimens underwent an aging protocol in distilled water at 37 °C, which was renewed daily for 6 months to simulate intraoral degradation [38]. Following the aging procedure, 40 specimens from each CAD/CAM material were used for repair SBS, while 40 specimens from each were used for Ra evaluation. For the repair SBS evaluation, CAD/CAM specimens were embedded in self-cure acrylic (SC Self-Cure Acrylic, Imicryl®, Konya, Turkey) using a custom-made metal mold. Adhesive tapes with a diameter of 3 mm were applied to all the specimen surfaces to create a standardized bonding area. Then, the specimens in each CAD/CAM material were randomly allocated into four groups based on the surface pretreatment methods (n = 10), including the control (no surface pretreatment), Er:YAG laser, sandblasting, and bur grinding.
2.1. Control
No surface pretreatment was applied.
2.2. Er:YAG Laser
Er:YAG laser (Hoya ConBio VersaWave, Fremont, CA, USA) was applied to CAD/CAM specimens in non-contact mode (250 mJ, 20 Hz, 6 W), perpendicular to the surface for 20 s at a 1 mm distance, and 5 W of energy was delivered continuously to the surface during the irradiation.
2.3. Sandblasting
Aluminum oxide particles (Al2O3; 50 μm) were applied to CAD/CAM specimens using a sandblasting machine (Basic classic, Renfert GmbH, Hilzingen, Germany) for 15 s at a pressure of 0.2 MPa and 10 mm from the target surface. The surfaces were then air-dried after being ultrasonically cleaned for five minutes in distilled water.
2.4. Bur Grinding
CAD/CAM specimens were roughened under water cooling with a red-fluted 30 μm grit size round-ended cylindrical diamond bur (514#012, Acurata G+K Manhardt Dental, Thursmanshang, Germany) for 5 s using a high-speed handpiece that rotated in a single direction at 200,000 rpm. The bur was changed for every five specimens.
Then, a silane primer (G-multi-Primer) was applied to each CAD/CAM specimen according to the manufacturer’s directions and dried. After silanization, the bonding agent of a two-step universal adhesive (G2 Bond) was applied to the specimens, air-thinned to achieve a uniform layer, and polymerized for 20 s using an LED curing device (Demi Ultra, 1100 mW/cm2; Kerr Dental, Orange, CA, USA). A micro-hybrid composite (Filtek Z250; 3MESPE, St. Paul, MN, USA) was then applied incrementally using cylindrical transparent silicone molds (3 mm in diameter and 5 mm in height), and each composite layer was polymerized for 20 s.
2.5. Shear Bond Strength Evaluation (SBS)
The shear bond strength test was conducted using a universal testing machine (Instron, Norwood, MA, USA) at a 0.5 mm/min rate until a fracture occurred. The force at the moment of fracture was recorded in Newtons (N), and the bond strength was determined by dividing the force value by the bonded surface area and translating the result into megapascals (MPa).
2.6. Surface Roughness Evaluation
The specimens in each CAD/CAM material (40 Cerasmart270 specimens and 40 Grandio Blocs specimens) were randomly allocated into four groups based on the surface pretreatment methods (n = 10), including the control (no surface pretreatment), Er:YAG laser, sandblasting, and bur grinding as described above. All specimens’ surface roughness (Ra) was measured using a contact-type profilometer (Perthometer M1 Mahr, Göttingen, Germany). The surface roughness measurements of the specimens were made in 2 mm intervals, with the device’s probe moving at a speed of 2 mm/s, and measurements were taken from 5 different locations. Then, the arithmetic average was calculated to determine the average Ra value (Ra, μm). The profilometer was calibrated before each group’s measurements, and from each group, one specimen close to the mean Ra value was selected for SEM evaluation.
2.7. Failure Mode Analysis
The failure modes were determined with a stereomicroscope (Leica MZ16 FA, Gantenbein, Switzerland) and were classified as adhesive, cohesive, and mixed. An ‘adhesive failure’ was recorded when the failure occurred at the interface between the CAD/CAM material and the repair composite. If the fracture was within the composite or the CAD/CAM material, a cohesive failure was noted. A ‘mixed failure’ was identified if the fracture occurred in the composite, CAD/CAM material, or at the interface between them.
Specimens exhibiting the highest frequency of failures and closest to the mean repair SBS of their respective groups were selected for scanning electron microscopy analysis (SEM; 6335-F, JEOL Ltd., Tokyo, Japan). The preparation of the specimens for SEM evaluation followed a standardized protocol, including fixation, dehydration, chemical drying, and coating with gold using a sputter-coater [14,39].
2.8. Statistical Analysis
The normality of the data distribution was tested using the Shapiro–Wilk test, determining that the data were normally distributed. The Ra and repair SBS data were analyzed using two-way ANOVA and post hoc Tukey’s tests (NCSS 2007 Statistical Software, NCSS, Kaysville, UT, USA), with the CAD/CAM material type and different surface pretreatment methods as independent variables. The Pearson correlation coefficient was employed to assess the relationship between surface roughness and repair SBS values within CAD/CAM materials subjected to various surface pretreatments. p < 0.05 was considered statistically significant for all the tests.
3. Results
The mean and standard deviation of the SBS values for the aged hybrid ceramic (Cerasmart270, GC) and aged nano-hybrid ceramic (Grandio Blocs, Voco) CAD/CAM materials after different surface pretreatment methods are shown in Table 2. The SBS was significantly influenced by the types of CAD/CAM material (p = 0.005) and the surface pretreatment methods (p = 0.0001). A significant interaction was found between the CAD/CAM materials and the surface pretreatments (p = 0.03; Table 3).
Table 2.
Means ± sds and statistical analysis of repair SBS values after different surface pretreatments to aged CAD/CAM materials.
Table 3.
Results of two-way ANOVA for repair SBS of different types of CAD/CAM materials and surface pretreatment methods.
The pretreatment methods applied to both aged CAD/CAM materials showed statistically significant differences. Bur grinding exhibited, statistically, the highest repair SBS for both materials (p < 0.01), while the control group had the lowest (p < 0.01).
Regarding Cerasmart270, bur grinding (27.49 ± 3.30 MPa) showed, significantly, the highest repair SBS compared with all the other surface pretreatment methods (p < 0.05). No significant differences were found between the control group (18.84 ± 3.30 MPa) and Er:YAG laser (21.34 ± 1.73 MPa) and between the Er:YAG laser (21.34 ± 1.73 MPa) and sandblasting (23.63 ± 2.11 MPa). However, sandblasting showed a statistically higher repair SBS than the control group (p = 0.007). Similarly, bur grinding (28.69 ± 2.93 MPa) demonstrated, significantly, the highest repair SBS than all the other surface pretreatment methods for Grandio Blocs (p < 0.05), while sandblasting (21.42 ± 3.02 MPa) resulted in a significantly higher SBS than the control (16.83 ± 1.57 MPa) and the Er:YAG group (17.08 ± 1.06 MPa). Meanwhile, no significant difference was observed between the control group and the Er:YAG laser pretreatment (p = 0.996).
The comparison between the repair SBSs of the CAD/CAM materials using the same surface pretreatment method revealed no statistically significant differences for the control, sandblasting, and bur-grinding groups (p = 0.141, p = 0.113, and p = 0.458, respectively). Meanwhile, the Er:YAG laser pretreatment resulted in significantly higher bond strengths for Cerasmart270 than those for Grandio Blocs (p = 0.0001).
The surface pretreatment methods significantly influenced Ra (p = 0.0001); however, no significant interaction was found between the types of CAD/CAM material and the surface pretreatments (p > 0.05; Table 4 and Table 5).
Table 4.
Means ± sds and statistical analysis of surface roughness (Ra; μm) values after different surface pretreatments to aged CAD/CAM materials.
Table 5.
Results of two-way ANOVA for surface roughness of different types of CAD/CAM materials and surface pretreatment methods.
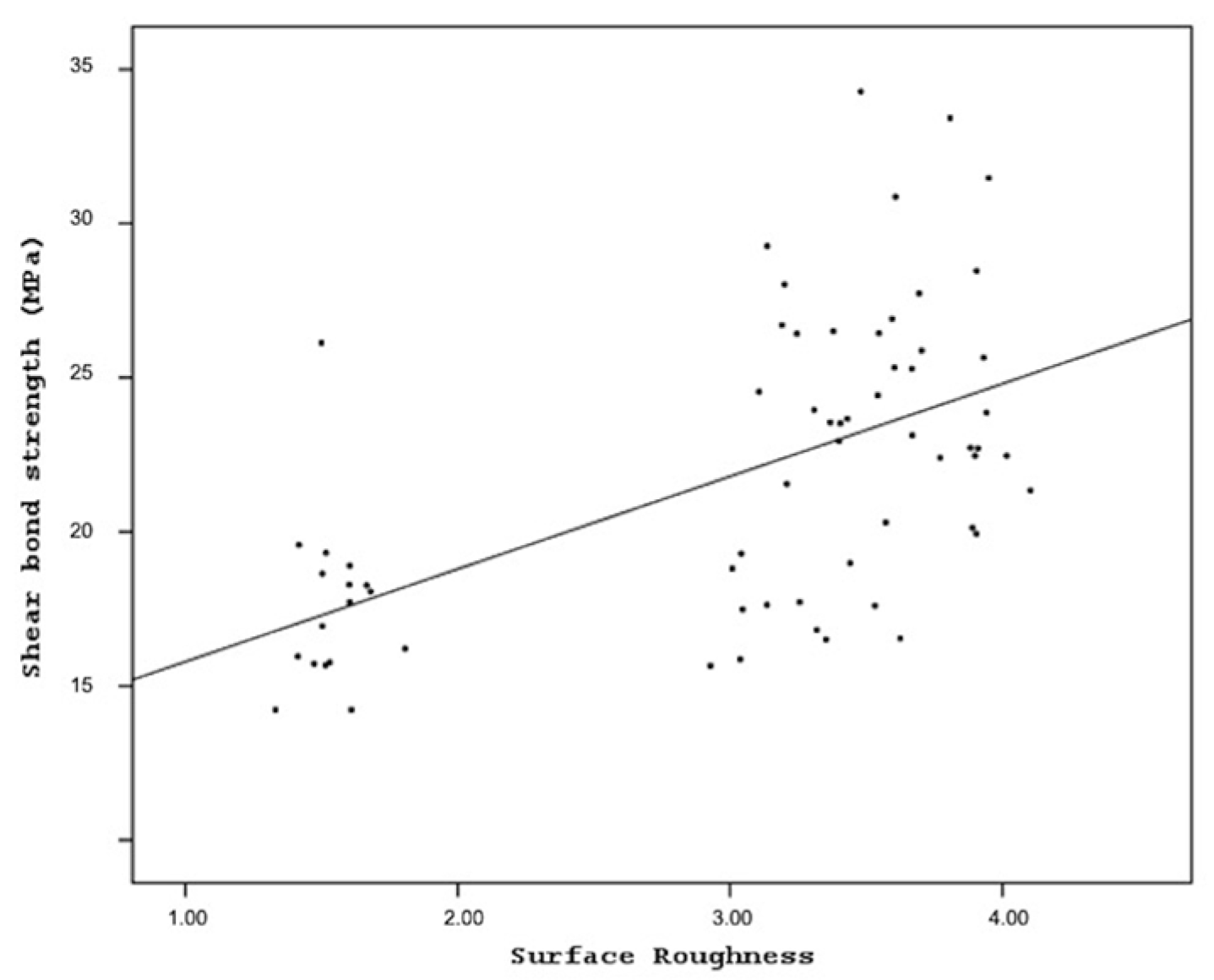
Control groups exhibited significantly the lowest Ra for both materials (p = 0.0001), while no significant differences were observed among the other pretreatment methods (p > 0.05). Comparison between the aged Cerasmart270 and Grandio blocks showed no significant differences among the control groups, Er:YAG laser, sandblasting, and bur grinding pretreatment methods (p > 0.05). Considering the Pearson correlation coefficient, a statistically significant positive correlation between Ra and repair SBS was found for Grandio Blocs (r: 0.548; p: 0.001) and Cerasmart270 (r: 0.595; p: 0.0001) (Figure 1).
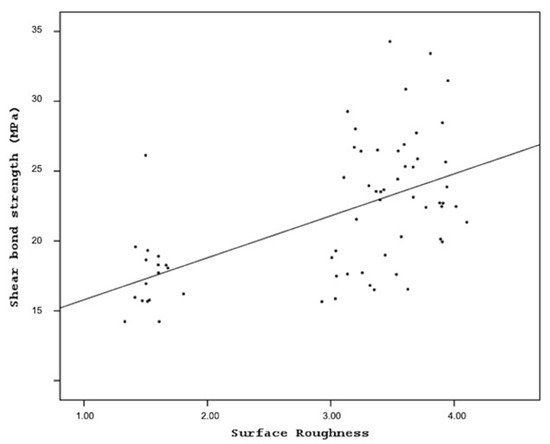
Figure 1.
Scatter plot showed positive correlation between Ra and repair SBS data.
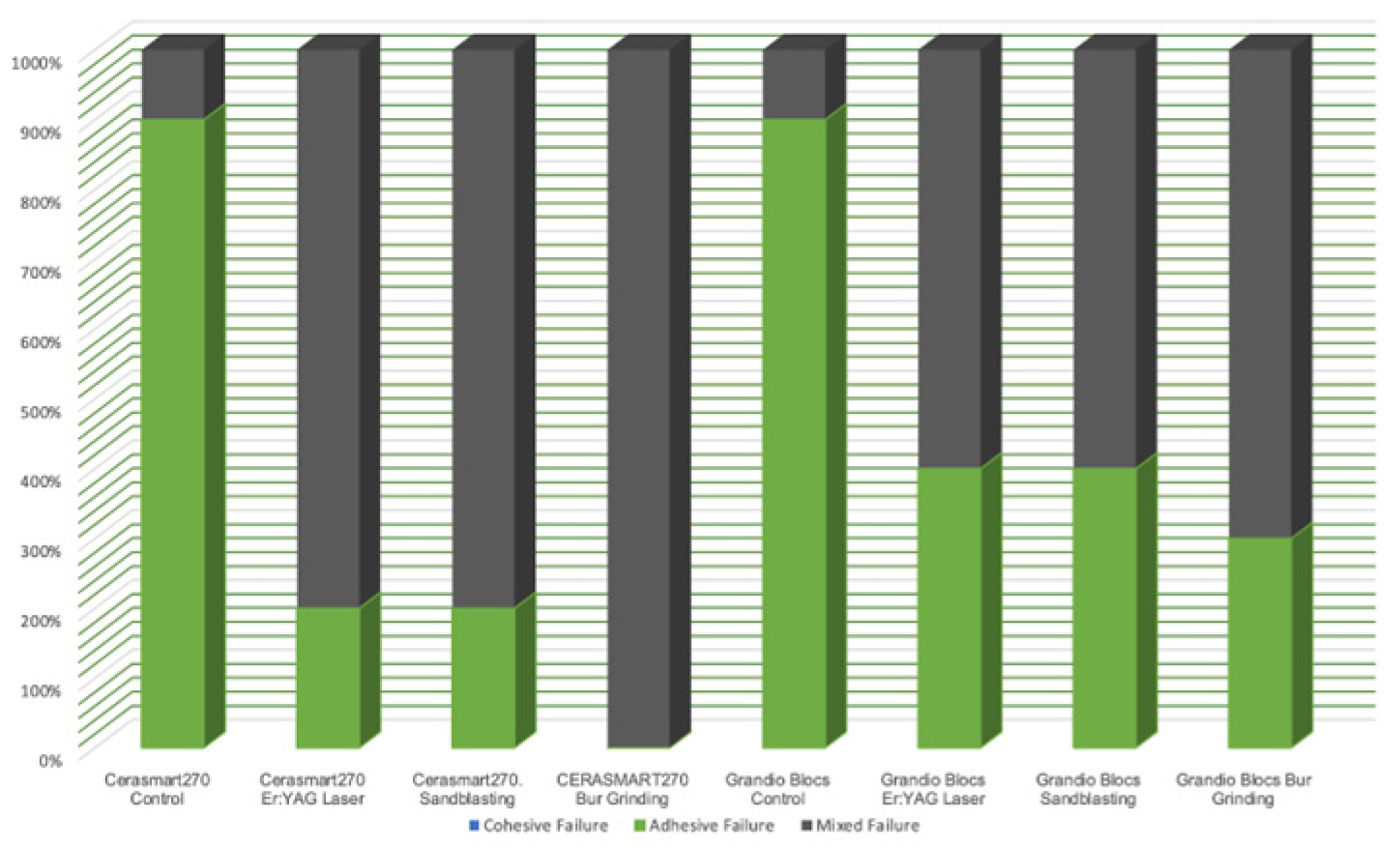
The distribution of the failure modes after the repair SBS evaluation is presented in Figure 2.
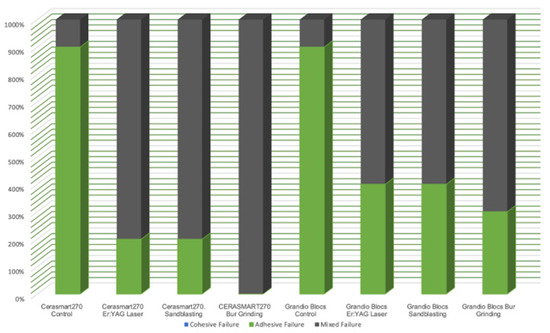
Figure 2.
Failure mode analysis of specimens.
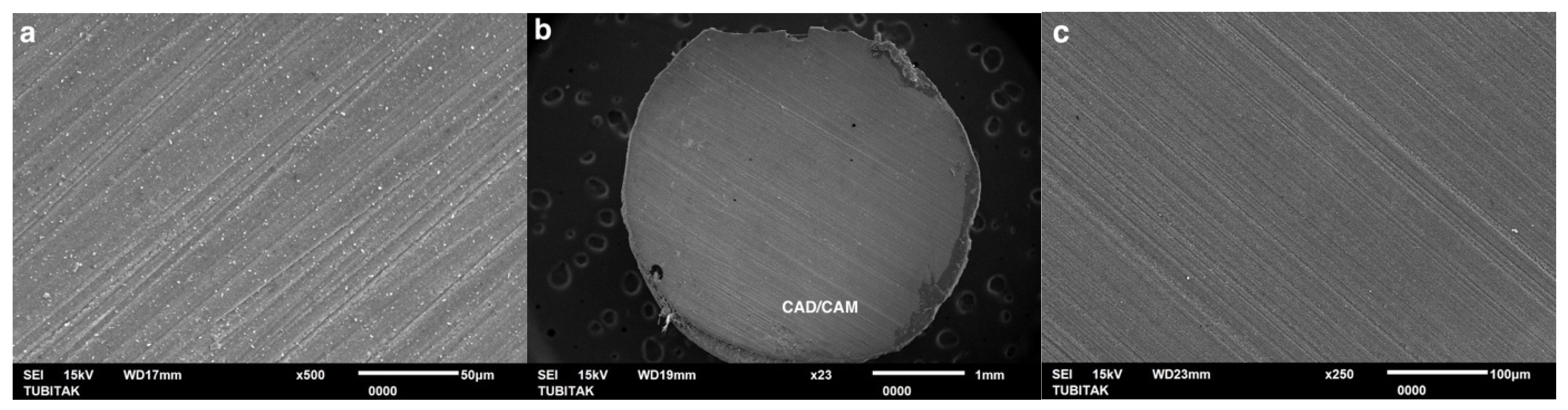
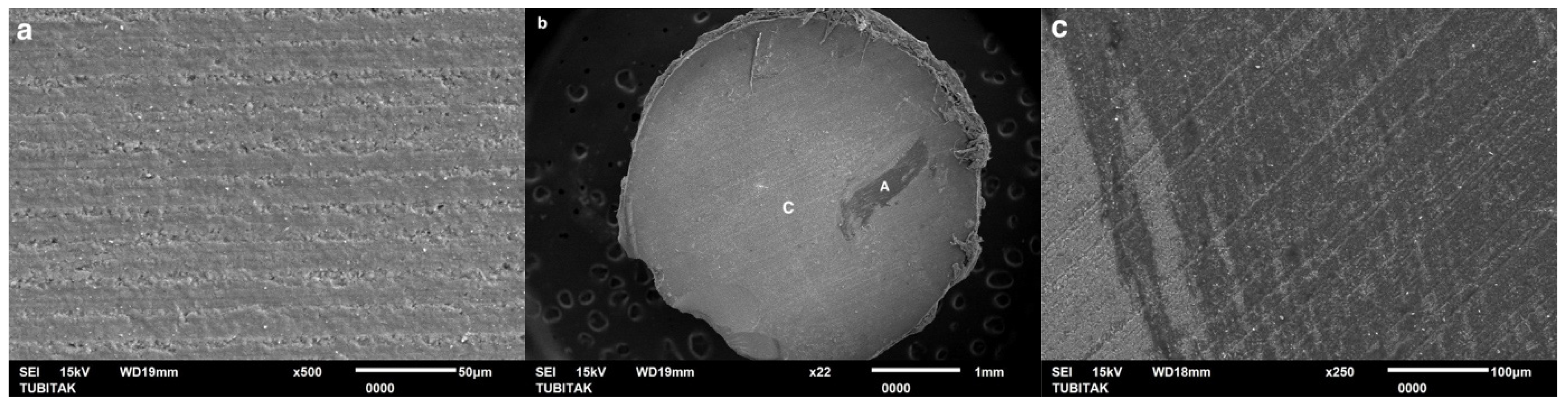
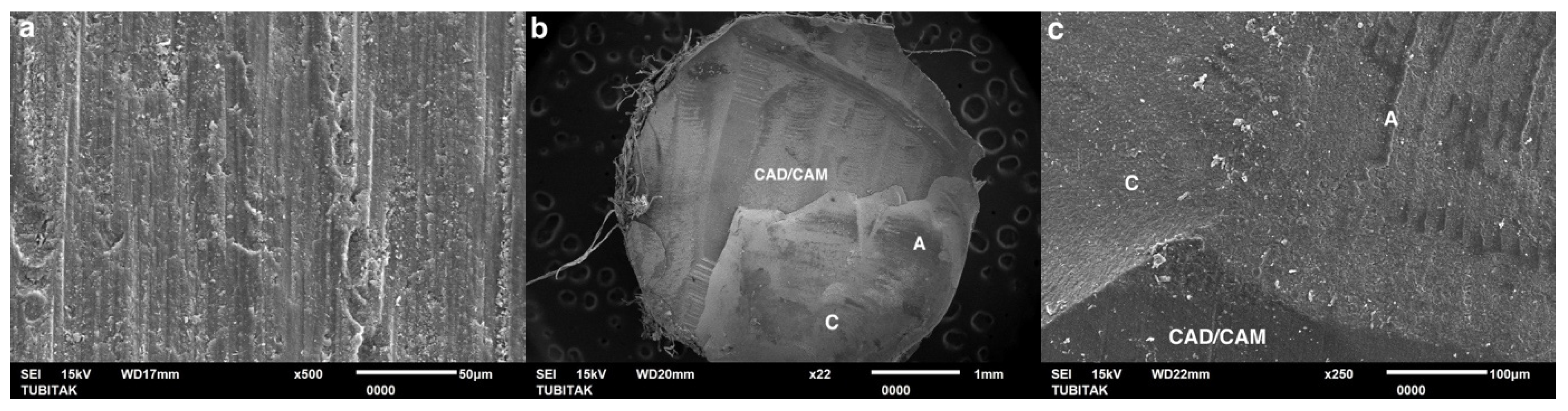
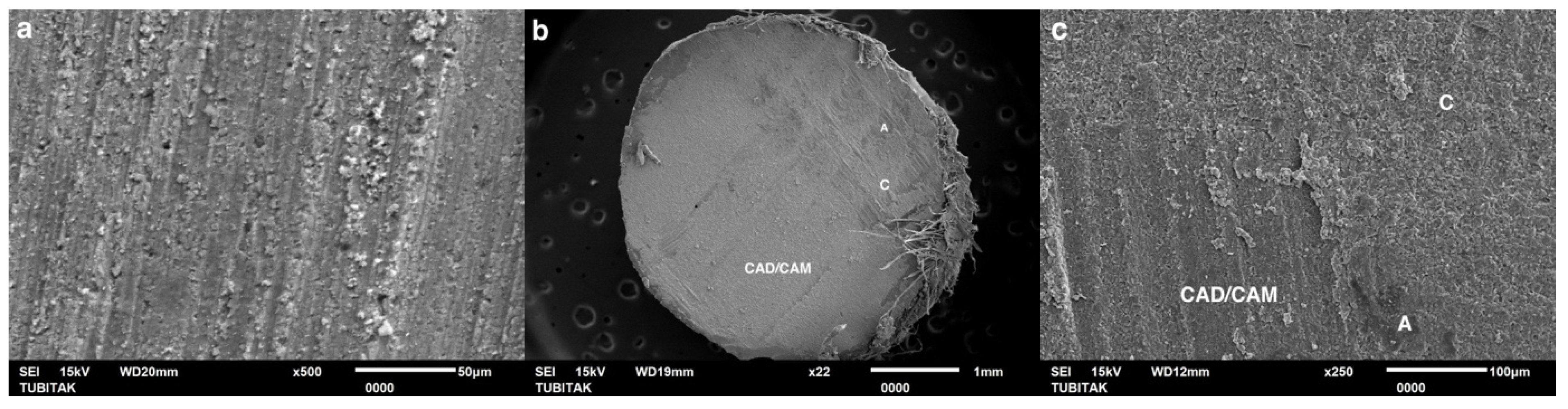
The predominant failure mode observed in the control groups was adhesive between the repair composite and the CAD/CAM block for both materials (Figure 2, Figure 3 and Figure 4). In contrast, repairs performed with bur grinding resulted solely in a mixed failure pattern for Cerasmart 270 (Figure 2 and Figure 5), while it was predominantly mixed for Grandio Blocks (Figure 2 and Figure 6). The Er:YAG laser and sandblasting pretreatments mainly resulted in a mixed failure mode for both CAD/CAM materials (Figure 2, Figure 7, Figure 8 and Figure 9, respectively).
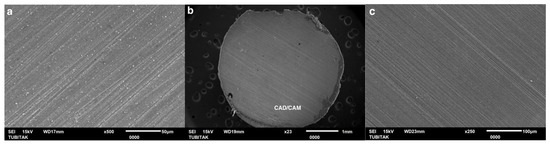
Figure 3.
SEM images of Cerasmart270 control group. (a) Surface image of the specimen prepared with 1200 grit SIC paper. (b,c) Fractured specimen showing adhesive failure (500×, 23×, and 250× magnification).
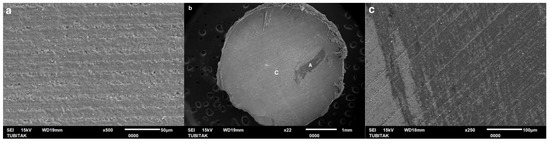
Figure 4.
SEM images of Grandio Blocs control group. (a) Surface image of the specimen prepared with 1200 grit SIC paper. (b,c) Fractured specimen showing adhesive failure at the repair interface. (A: Adhesive, C: Composite) (500×, 22×, and 250× magnification).
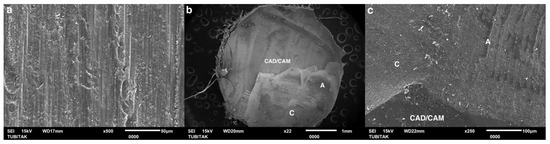
Figure 5.
SEM images of Cerasmart270 pretreated with bur grinding. (a) Surface image of the specimen after bur grinding pretreatment. (b,c) Fractured specimen showing mixed failure within CAD/CAM material and composite. (A: Adhesive, C: Composite) (500×, 22×, and 250× magnification).
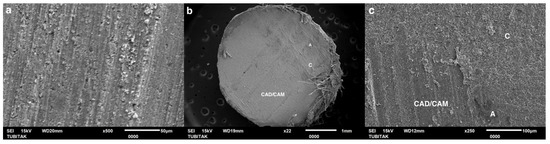
Figure 6.
SEM images of Grandio Blocs pretreated with bur grinding. (a) Surface image of the specimen after bur grinding pretreatment. (b,c) Fractured specimen showing mixed failure within CAD/CAM material and repair composite (A: Adhesive, C: Composite) (500×, 22×, and 250× magnification).
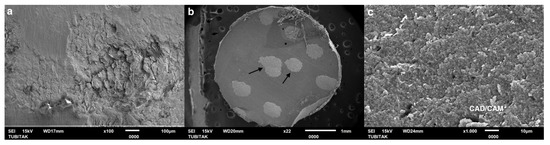
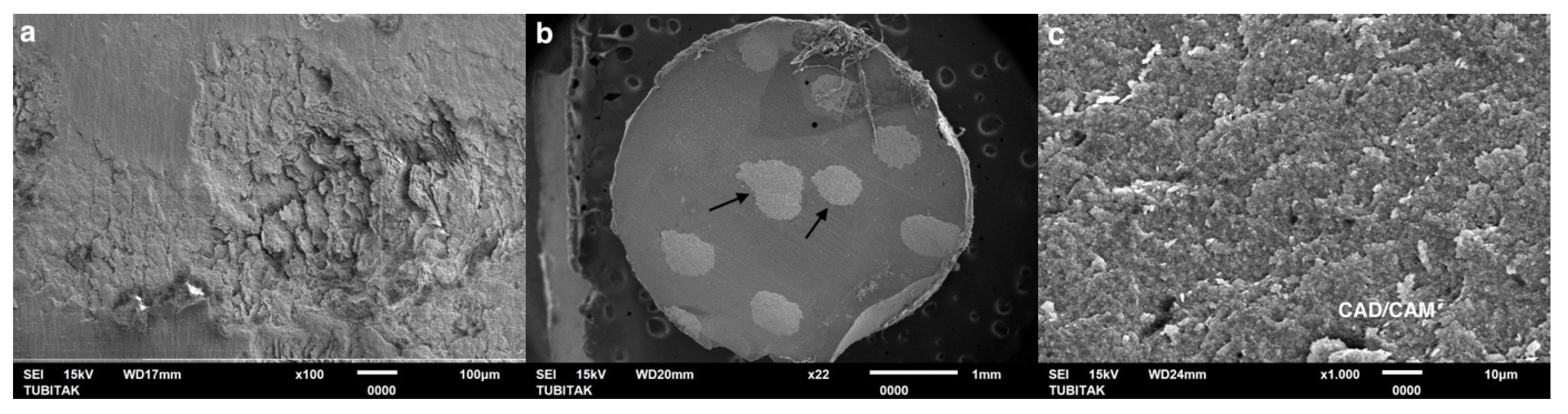
Figure 7.
SEM images of Cerasmart270 pretreated with Er:YAG laser. (a) Surface image of the specimen after Er:YAG laser pretreatment. (b,c) Fractured specimen showing mixed failure with the laser crater formations and ablation marks (Arrow: ablation marks), (100×, 22×, and 1000× magnification).
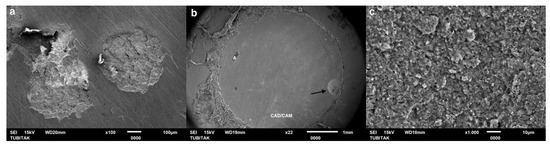
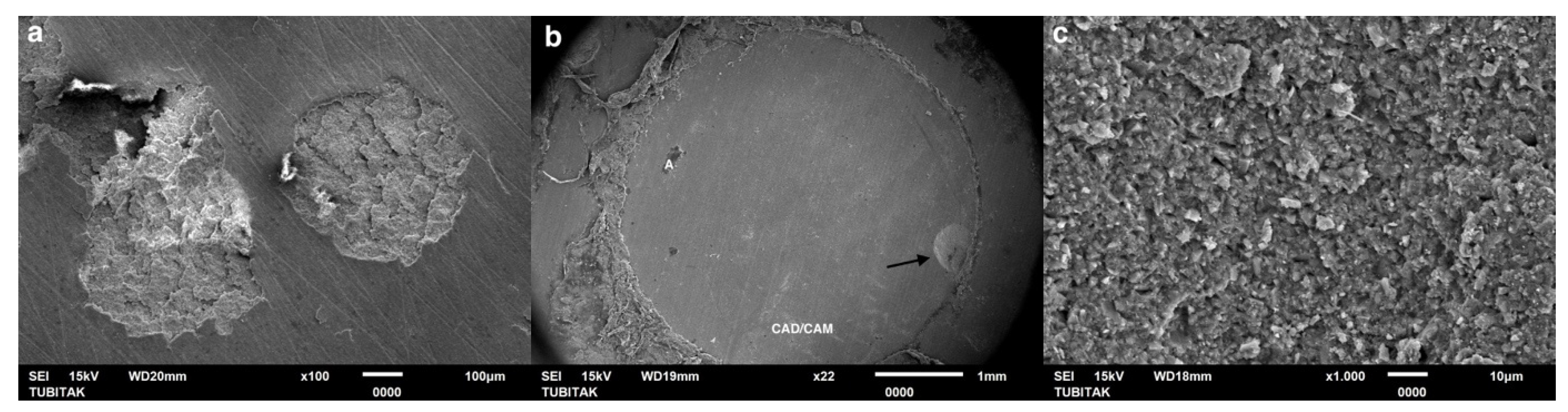
Figure 8.
SEM images of Grandio Blocs pretreated with Er:YAG laser. (a) Surface image of the specimen after Er:YAG laser pretreatment. (b,c) Fractured specimen showing adhesive failure at the repair interface. (A: Adhesive) (100×, 22×, and 1000× magnification).
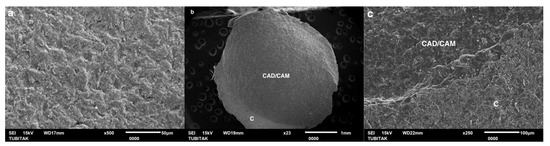
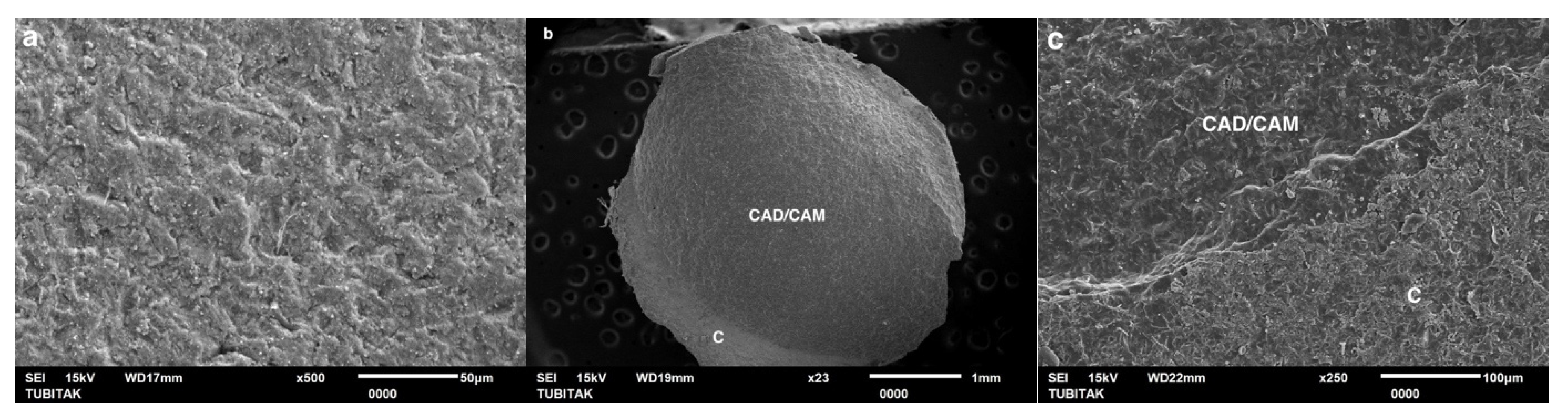
Figure 9.
SEM images of Cerasmart270 pretreated with sandblasting. (a) Surface image of the specimen after sandblasting pretreatment. (b,c) Fractured specimen showing mixed failure with cohesive failure within CAD/CAM material and composite. (C: Composite) (500×, 23×, and 250× magnification).
Regarding Cerasmart270 and Grandio Blocs, SEM observations of the specimens demonstrated relatively the same surface morphology and irregularities in control, sandblasting, and bur grinding groups (Figure 3a and Figure 4a, Figure 9a and Figure 10a, Figure 5a and Figure 6a, respectively). Control groups for both CAD/CAM materials exhibited smoother surface morphology (Figure 3a and Figure 4a) than the surface pretreated groups (Figure 5a, Figure 6a, Figure 7a, Figure 8a, Figure 9a and Figure 10a). Cerasmart270 revealed rough surfaces with deep and wide valleys, and Grandio Blocs showed ablation marks in Er:YAG laser pretreatment groups (Figure 7a and Figure 8a, respectively). In contrast, the sandblasting pretreatment method resulted in rougher surfaces with some filler exposures (Figure 9a and Figure 10a, respectively), while the bur grinding method caused rough surface morphology with horizontal grooves for both CAD/CAM materials (Figure 5a and Figure 6a).
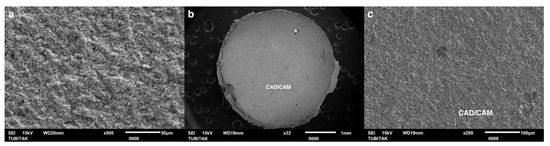
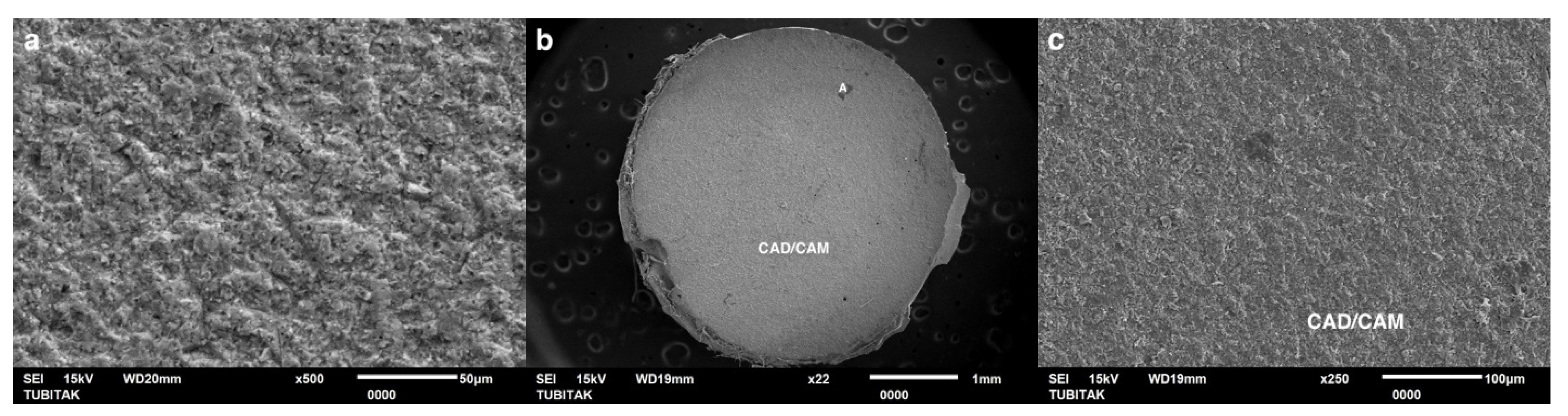
Figure 10.
SEM images of Grandio Blocs pretreated with sandblasting. (a) Surface image of the specimen after sandblasting pretreatment. (b,c) Fractured specimen showing adhesive failure at the repair interface. (A: Adhesive) (500×, 22×, and 250× magnification).
4. Discussion
This study evaluated the surface roughness (Ra: μm) and repair shear bond strength (MPa) of aged hybrid and nano-hybrid ceramic CAD/CAM materials after different surface pretreatment methods. The repair process is generally necessary after a prolonged exposure of the restoration to the oral environment [10,11,17,29,35]; therefore, in in vitro tests, an aging process is essential. Water storage and thermal cycling tests are reliable methods to simulate intraoral conditions and mimic aging in in vitro evaluations [16,21,40]. Hence, in this study, the tested CAD/CAM materials were aged in water at 37 °C, which was changed daily for 6 months before applying the surface pretreatments. Several studies have stated that laser irradiation is an effective method by removing the glassy phase of ceramic and hybrid materials, creating a rough surface [41] suitable for bonding the repair composite [21,42,43]. The absorbed laser light causes surface evaporation, which alters the physical and chemical properties of molecules and atoms and forms a rough surface. However, the heat generated during the application may damage the structure of the restorative material, making the selected laser parameters, such as wavelength, frequency, and pulse, crucial [37,43]. In addition to the laser parameters, the irradiation time is also critical as an extended application may produce too much heat, resulting in thermal damage, such as carbonization, cracking, or ablation, which lowers wear resistance, fracture toughness, and mechanical qualities [42]. Low power settings, Er:YAG laser irradiation at 5 W and 250 mJ/20 Hz, have resulted in high bonding of resin composites to feldspathic porcelain [44] and nano hybrid ceramic Grandio Blocs [43]. Therefore, these parameters were selected for the pretreatment of the hybrid ceramic CAD/CAM blocks in this study. The shear bond strength test is frequently used in bond strength evaluations to compare the effects of various methods since it does not require sectioning processes that lead to pretest failures, as in the microtensile bond strength test, nor does it present difficulty in applying adhesives and composites in a 1 mm2 area, as in the microshear bond strength test [10,45]. Therefore, this study assessed the effects of different surface pretreatments and types of CAD/CAM materials on the repair bond strength with the conventional shear bond strength test.
According to the results, the first hypothesis that the type of CAD/CAM material does not affect the repair bond strength was rejected as the Er:YAG laser pretreatment on Cerasmart270 resulted in a significantly higher SBS than those to Grandio Blocs (Table 2). Both hybrid ceramic CAD/CAM materials used in this study have ceramic particles within the dimethacrylate matrix. Grandio Blocs has 86% inorganic filler content [27], while Cerasmart270 is composed of ceramic particles of 71% filler content [17,46]. These hybrid materials exhibit notable differences in terms of the filler type and filler load. Grandio Blocs would have been expected to be more receptive to the repair process with all the surface pretreatment methods as it has a higher amount of fillers available for chemical bonding via the silane primer with the repair composite compared to Cerasmart270. However, these two materials had no significant differences in the repair SBS, except for the laser pretreatment method. The structural differences in monomer contents and filler types probably influenced the laser light’s interaction with these hybrid ceramic CAD/CAM materials [41]. Barium glass particles in Cerasmart270 have been shown as etchable with hydrofluoric acid [47] and could have been more affected by the Er:YAG laser beam than the silica particles in Gradio Blocs, resulting in higher SBS to Cerasmart270. Moreover, the Bis-MEPP (bisphenol A-glycidyl methacrylate-phosphoric acid ester) monomer in Cerasmart270 could have played a significant role in enhancing the repair SBS. Composites containing Bis-MEPP have been shown to demonstrate lower water sorption and higher color stability compared to other monomers [48]; thus, it could be speculated that Cerasmart270 was less affected by the aging procedure and exhibits a higher repair bond strength than Grandio Blocs. SEM evaluations after the Er:YAG laser pretreatment showed more mixed-type failures in Cerasmart270 than Grandio Blocs (Figure 2), presenting crater formations and ablation marks on Cerasmart270 surfaces (Figure 7). However, in contrast to the repair SBS, Ra values after Er:YAG laser pretreatment did not significantly differ between Cerasmart270 and Grandio Blocs (p > 0.05). Moreover, no significant differences were found between the sandblasting and bur grinding groups among the two CAD/CAM materials, resulting in the acceptance of the third hypothesis that the types of CAD/CAM materials do not affect the surface roughness after different surface pretreatments. SEM analysis revealed that Cerasmart270 exhibited a more pronounced surface morphology than Grandio Blocs after Er:YAG laser pretreatment, which supports the higher repair SBS compared with Grandio Blocks (Figure 7a and Figure 8a, respectively). Surfaces affected by the pulsed laser showed crater formations, while areas where the laser beam did not reach remained smoother. As a result, the overall surface roughness for the Er:YAG laser was similar to that of the other pretreatment groups (Figure 7a and Figure 8a).
The second null hypothesis that different surface pretreatment methods do not affect the repair SBS was also rejected, as bur grinding significantly resulted in higher bond strength compared to control, sandblasting, and Er:YAG laser pretreatments for both Cerasmart270 and Grandio Blocs. On the other hand, surface pretreatment methods in each CAD/CAM material demonstrated similar Ra, while the control groups yielded significantly lower results. Therefore, the fourth null hypothesis of the study that the surface pretreatment methods do not affect the Ra, was also rejected. SEM images in control groups revealed smoother surface morphology for both materials (Figure 3a and Figure 4a), while pretreatment groups presented more irregular and rough surfaces (Figure 5a, Figure 6a, Figure 7a, Figure 8a, Figure 9a and Figure 10a), which supported the repair SBS result of this study, leading to a positive correlation between repair SBS and Ra data.
Bur grinding and sandblasting are mechanical surface pretreatment methods that increase surface roughness to enhance micromechanical retention and allow adhesive penetration during the repair process [8,9,19,49]. These methods, along with the adhesive application, are strongly recommended to improve the repair bond strength of resin composite materials [50]. Consistent with our results, Bayraktar et al. [28] evaluated the repair microtensile bond strengths of CAD/CAM materials after bur grinding, laser treatments (Nd:YAG, Er,Cr:YSGG, and Er:YAG), and hydrofluoric acid application and showed that the highest results were obtained with bur grinding for hybrid ceramic and resin nanoceramic CAD/CAM blocks. Similarly, Bankoğlu Güngör et al. [17] applied different pretreatment methods (sandblasting, HF acid, and bur grinding) to Lava Ultimate, Vita Enamic, and Cerasmart CAD/CAM blocks and also showed that bur grinding led to the highest roughness that significantly increased the repair bond strength. In contrast, Erdemir et al. [8] reported that although high surface roughness was achieved with bur grinding, the lowest repair SBS was observed with bur grinding compared to sandblasting and HF acid application. This result can be attributed to the fact that diamond burs may not provide sufficient mechanical retention on glass ceramic CAD/CAM materials; on the other hand, they can create adequate mechanical retention on hybrid ceramic materials, which explains the higher repair SBS results observed in this study that were accompanied by mixed types of failures [51]. Even though the Ra values of bur grinding groups were similar to the other pretreatment methods, the repair SBS was found to be higher for both CAD/CAM materials. Consistent with our Ra results, Wiegand et al. [52] also found that roughening with a diamond bur showed statistically similar Ra values with sandblasting and silica coating and recommended this pretreatment method for the repair of resin nano-ceramics. Similarly, a meta-analysis [53] also revealed that surface treatment with diamond burs yielded statistically comparable results to airborne-particle abrasion with Al2O3. Regarding the SEM analysis of this study, sandblasting pretreatment showed rough surfaces with numerous micropores on both CAD/CAM materials (Figure 9a and Figure 10a), while bur grinding resulted in horizontal grooves with numerous micropores for both materials (Figure 5a and Figure 6a). SEM images of the fractured specimens in bur grinding pretreatment showed a mixed-type failure pattern between the composite, adhesive, and CAD/CAM material for both Cerasmart270 and Grandio Blocs, which supports the results of the quantitative evaluation (Figure 5 and Figure 6) that higher bond strength values are mostly accompanied with mixed type failures [51]. No statistical difference was observed in the failure type between these two materials, and the formation of microholes was evident in the SEM images (Figure 5 and Figure 6). However, more irregular microporosity and catastrophic failures were observed on the Cerasmart270 surfaces (Figure 5).
Sandblasting uses Al2O3 particles for 5–20 s under 2-bar pressure until a matte surface is obtained [32,41], which increases micromechanical retention by increasing the surface roughness and energy and cleaning the surfaces [31,49]. Kassotakis et al. [54] and Frankenberger et al. [55] reported sandblasting with Al2O3 as the proper and optimal repair method for hybrid materials. However, CAD/CAM material’s surfaces may be damaged if the sandblasting parameters, including the pressure, type of abrasive particle, and application time, are not optimized [56]. Severe fractures may form at the interface between the resin matrix and filler particles and within the resin matrix. Furthermore, premature catastrophic failures may result from fracture propagation [57]. In this study, sandblasting demonstrated significantly higher repair SBS and higher Ra values than the control groups for both CAD/CAM materials. Similar to this study’s result, Sişmanoğlu et al. [15] observed that sandblasted Cerasmart resulted in higher bond strength and roughness values compared to the control group. Moreover, Muhammed et al. [58] also showed higher surface roughness values with sandblasting compared to the control group (Figure 3a and Figure 4a). However, sandblasting resulted in significantly higher SBS than Er:YAG laser pretreatment in Grandio Blocs, while it exhibited statistically similar SBS to Er:YAG laser pretreatment in Cerasmart270. Laser energy can cause chemical alterations in composite materials, such as the oxidation or reduction of surface components, which can modify the filler particles’ composition and distribution [59]. Therefore, the spatial arrangement of filler particles produced by the Er:YAG laser may differ between Cerasmart270 and Grandio Block [57]. SEM evaluations revealed mixed-type failures for both the sandblasting and Er:YAG laser pretreatments in Cerasmart270 (Figure 9 and Figure 7, respectively), while these pretreatments resulted in a higher number of adhesive failures in Grandio Block (Figure 10 and Figure 8) despite the fact that sandblasting showed similar Ra values with Er:YAG lasers for both CAD/CAM materials. Consistent with our findings, Kilinc et al. [21] stated that there were no significant differences between the sandblasting and Er:YAG laser pretreatment methods for aged Cerasmart, while the control group showed the lowest repair SBS. Similarly, Yeşilırmak et al. [11] performed repair procedures with HF acid, bur grinding, and different laser parameters (3 W, 5 W, and 7 W) on Grandio Blocs, and found that the bond strength obtained with bur grinding and HF application were higher than those obtained with lasers. Ataol et al. [60] evaluated the effects of various pretreatment methods (HF acid, Er,Cr:YSGG laser, and sandblasting) on bonding to ceramic CAD/CAM materials and reported that HF acid application resulted in a higher bond strength compared to lasers and sandblasting. They stated that laser pretreatment is not a suitable method for the repair of glass ceramic CAD/CAM materials. Similarly, Shiu et al. [61] revealed that bonding to a Er:YAG laser-pretreated vitreous matrix of a ceramic surface was lower than to sandblasted and HF acid-etched surfaces. Failure analysis revealed mixed-type failures for Cerasmart270, while a higher number of adhesive-type failures were found between the composite and CAD/CAM for Grandio Blocs after sandblasting pretreatment. Comparatively, control groups revealed almost entirely adhesive failures for both Cerasmart270 and Grandio Blocs (Figure 3 and Figure 4), which was consistent with the lower repair SBS attributed to the absence of sufficient micromechanical and chemical retention.
A silane primer is strongly suggested to enhance surface wetting and provide effective bonding performance during the repair procedures [17]. Silane primers have bonding properties with the silicon dioxide groups of ceramics and with the methacrylate groups of resins [47]. Yoshihara et al. [56] stated that applying a silane primer separately performs better than silane-containing universal adhesives. Similarly, Şişmanoğlu et al. [26] and Nagasawa et al. [62] reported that the separate application of a silane yielded a better bonding performance. Therefore, this study utilized a separate silane containing 10-MDP and a hydrophobic adhesive to optimize the repair process.
Regarding the clinical relevance of this study, even though the surface roughness was similar in all the pretreatment groups, bur grinding was evaluated as the most effective repair pretreatment for aged hybrid ceramic and nano-ceramic hybrid CAD/CAM materials, while the Er:YAG laser could not be considered an alternative surface pretreatment for the tested materials. However, further studies are necessary to validate these test results, focusing on the different types of CAD/CAM materials pretreated with various laser parameters and subjected to long-term aging procedures.
5. Conclusions
Within the limitations of this in vitro study, the micromechanical aspect of surface pretreatment methods plays a crucial role in achieving high repair SBS to hybrid ceramic CAD/CAM materials. Among the available methods, bur roughening stands out as the most effective surface pretreatment method while Er:YAG laser irradiation did not demonstrate sufficient efficacy to serve as a viable alternative to bur grinding and sandblasting for the tested materials. Furthermore, all the pretreatment methods can be considered suitable and effective for the roughening of hybrid ceramic and nano-hybrid composite CAD/CAM blocks.
Author Contributions
Conceptualization, E.C. and B.D.; Methodology, B.D. and E.T.B.; Software, B.D. and E.T.B.; Investigation, B.D. and E.T.B.; Validation, B.D., E.T.B., N.Ş. and E.C.; Formal Analysis, E.T.B. and N.Ş.; Resources, E.T.B. and N.Ş.; Data Curation, B.D. and N.Ş.; Writing—Original Draft Preparation, B.D. and N.Ş.; Writing—Review and Editing, B.D. and E.C.; Visualization, B.D.; Supervision, E.C.; Project Administration, B.D. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available upon request from the corresponding author.
Conflicts of Interest
All authors read and approved the final manuscript. The authors declare no financial and non-financial conflicts of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| CAD/CAM | Computer-aided Design/Computer-aided Manufacturing |
| Er:YAG | erbium-doped yttrium aluminum garnet |
| UDMA | urethane dimethacrylate |
| Bis-MEPP | bisphenol A-glycidyl methacrylate-phosphoric acid ester |
| DMA | dimethylacrylamide |
| 10-MDTP | 10-methacryloyloxydecyl dihydrogen phosphate |
| 10-MDP | 10-methacryloyloxydecyl dihydrogen phosphate |
| 4-MET | 4-methacryloyloxyethyl trimellitate |
| Bis-GMA | bisphenol-A-glycidyldimethacrylate |
References
- Loomans, B.; Özcan, M. Intraoral Repair of Direct and Indirect Restorations: Procedures and Guidelines. Oper. Dent. 2016, 41, 68–78. [Google Scholar] [CrossRef] [PubMed]
- Mendes, L.T.; Pedrotti, D.; Casagrande, L.; Lenzi, T.L. Risk of failure of repaired versus replaced defective direct restorations in permanent teeth: A systematic review and meta-analysis. Clin. Oral. Investig. 2022, 26, 4917–4927. [Google Scholar]
- Rekow, E.D.; Silva, N.R.; Coelho, P.G.; Zhang, Y.; Guess, P.; Thompson, V.P. Performance of dental ceramics: Challenges for improvements. J. Dent. Res. 2011, 90, 937–952. [Google Scholar] [CrossRef]
- Laborie, M.; Naveau, A.; Menard, A. CAD-CAM resin-ceramic material wear: A systematic review. J. Prosthet. Dent. 2024, 131, 812–818. [Google Scholar] [PubMed]
- Mainjot, A.K.; Dupont, N.M.; Oudkerk, J.C.; Dewael, T.Y.; Sadoun, M.J. From Artisanal to CAD-CAM Blocks: State of the Art of Indirect Composites. J. Dent. Res. 2016, 95, 487–495. [Google Scholar]
- Hickel, R.; Brüshaver, K.; Ilie, N. Repair of restorations—Criteria for decision making and clinical recommendations. Dent. Mater. 2013, 29, 28–50. [Google Scholar] [CrossRef] [PubMed]
- Gul, P.; Altınok-Uygun, L. Repair bond strength of resin composite to three aged CAD/CAM blocks using different repair systems. J. Adv. Prosthodont. 2020, 12, 131–139. [Google Scholar] [CrossRef]
- Erdemir, U.; Sancakli, H.S.; Sancakli, E.; Eren, M.M.; Ozel, S.; Yucel, T.; Yildiz, E. Shear bond strength of a new self-adhering flowable composite resin for lithium disilicate-reinforced CAD/CAM ceramic material. J. Adv. Prosthodont. 2014, 6, 434–443. [Google Scholar] [CrossRef]
- Gajski, P.; Par, M.; Tarle, Z.; Marovic, D. Effect of Silane-Containing Adhesives on Repair Bond Strength between Fresh and Aged Composite Materials—A Pilot Study. Materials 2024, 17, 4646. [Google Scholar] [CrossRef]
- Arpa, C.; Ceballos, L.; Fuentes, M.V.; Perdigão, J. Repair bond strength and nanoleakage of artificially aged CAD-CAM composite resin. J. Prosthet. Dent. 2019, 121, 523–530. [Google Scholar]
- Ozturk Yesilirmak, S.; Oglakci, B.; Ozduman, Z.C.; Eliguzeloglu Dalkilic, E. Shear Bond Strength of Repaired CAD/CAM Resin-Based Composite Materials Submitted to Er:YAG Laser Treatments at Different Powers. Coatings 2023, 13, 1498. [Google Scholar] [CrossRef]
- Saratti, C.M.; Rocca, G.T.; Durual, S.; Lohbauer, U.; Ferracane, L.J.; Scherrer, S.S. Fractography of clinical failures of indirect resin composite endocrown and overlay restorations. Dent. Mater. 2021, 37, 341–359. [Google Scholar] [CrossRef]
- Papia, E.; Larsson, C.; du Toit, M.; Vult von Steyern, P. Bonding between oxide ceramics and adhesive cement systems: A systematic review. J. Biomed. Mater. Res. B Appl. Biomater. 2014, 102, 395–413. [Google Scholar] [CrossRef] [PubMed]
- Fouquet, V.; Lachard, F.; Abdel-Gawad, S.; Dursun, E.; Attal, J.-P.; François, P. Shear Bond Strength of a Direct Resin Composite to CAD-CAM Composite Blocks: Relative Contribution of Micromechanical and Chemical Block Surface Treatment. Materials 2022, 15, 5018. [Google Scholar] [CrossRef]
- Şişmanoğlu, S.; Gürcan, A.T.; Yıldırım-Bilmez, Z.; Turunç-Oğuzman, R.; Gümüştaş, B. Effect of surface treatments and universal adhesive application on the microshear bond strength of CAD/CAM materials. J. Adv. Prosthodont. 2020, 12, 22–32. [Google Scholar] [CrossRef] [PubMed]
- da Rosa, L.S.; Pilecco, R.O.; Soares, P.M.; Rippe, M.P.; Pereira, G.K.R.; Valandro, L.F.; Kleverlaan, C.J.; Feilzer, A.J.; Tribst, J.P.M. Repair protocols for indirect monolithic restorations: A literature review. Peer J. 2024, 12, e16942. [Google Scholar] [CrossRef]
- Güngör, M.B.; Nemli, S.K.; Bal, B.T.; Ünver, S.; Doğan, A. Effect of surface treatments on shear bond strength of resin composite bonded to CAD/CAM resin-ceramic hybrid materials. J. Adv. Prosthodont. 2016, 8, 259–266. [Google Scholar] [CrossRef]
- AlOtaibi, A.F.A.; Taher, N.M. Effect of surface treatment on the repair bond strength of OMNICHROMA and Charisma Diamond ONE resin composites bonded to variable substrates. Heliyon 2023, 9, e17786. [Google Scholar] [CrossRef]
- Stawarczyk, B.; Krawczuk, A.; Ilie, N. Tensile bond strength of resin composite repair in vitro using different surface preparation conditionings to an aged CAD/CAM resin nanoceramic. Clin. Oral. Investig. 2015, 19, 299–308. [Google Scholar] [CrossRef]
- Elsaka, S.E. Repair bond strength of resin composite to a novel CAD/CAM hybrid ceramic using different repair systems. Dent. Mater. J. 2015, 34, 161–167. [Google Scholar] [CrossRef]
- Kilinc, H.; Sanal, F.A.; Turgut, S. Shear bond strengths of aged and non-aged CAD/CAM materials after different surface treatments. J. Adv. Prosthodont. 2020, 12, 273–282. [Google Scholar] [CrossRef]
- Tatar, N.; Ural, C. Repair Success of Two Innovative Hybrid Materials as a Function of Different Surface Treatments. Int. J. Prosthodont. 2018, 31, 267–270. [Google Scholar] [CrossRef] [PubMed]
- Akyil, M.S.; Yilmaz, A.; Karaalioğlu, O.F.; Duymuş, Z.Y. Shear bond strength of repair composite resin to an acid-etched and a laser-irradiated feldspathic ceramic surface. Photomed. Laser Surg. 2010, 28, 539–545. [Google Scholar]
- Kirmali, O.; Kapdan, A.; Harorli, O.T.; Barutcugil, C.; Ozarslan, M.M. Efficacy of ceramic repair material on the bond strength of composite resin to zirconia ceramic. Acta Odontol. Scand. 2015, 73, 28–32. [Google Scholar] [PubMed]
- Sutuven, E.O.; Yildirim, N.C. Bond strength of self-adhesive resin cement to definitive resin crown materials manufactured by additive and subtractive methods. Dent. Mater. J. 2025, 44, 41–51. [Google Scholar]
- Sismanoglu, S.; Yildirim-Bilmez, Z.; Erten-Taysi, A.; Ercal, P. Influence of different surface treatments and universal adhesives on the repair of CAD-CAM composite resins: An in vitro study. J. Prosthet. Dent. 2020, 124, 238.e1–238.e9. [Google Scholar] [CrossRef] [PubMed]
- Arkoy, S.; Ulusoy, M. Effect of Different Surface Treatments on Repair Bond Strength of CAD/CAM Resin-Matrix Ceramics. Materials 2022, 15, 6314. [Google Scholar] [CrossRef]
- Bayraktar, Y.; Arslan, M.; Demirtag, Z. Repair bond strength and surface topography of resin-ceramic and ceramic restorative blocks treated by laser and conventional surface treatments. Microsc. Res. Tech. 2021, 84, 1145–1154. [Google Scholar] [CrossRef] [PubMed]
- Karadağlioğlu, Ö.İ.; Alagöz, L.G.; Çalişkan, A.; Vaizoğlu, G.A. The Effect of Different Surface Roughening Systems on the Micro-Shear Bond Strength of Aged Resin Composites. Niger. J. Clin. Pract. 2022, 25, 37–43. [Google Scholar] [CrossRef]
- Wandscher, V.F.; Marchionatti, A.M.E.; Giuliani, D.L.; Scotti, R.; Baldissara, P.; Valandro, L.F. Grinding of composite cores using diamond burs with different grit sizes: The effects on the retentive strength of zirconia crowns. Braz. J. Oral Sci. 2020, 19, e201574. [Google Scholar]
- Ali, A.; Takagaki, T.; Naruse, Y.; Abdou, A.; Nikaido, T.; Ikeda, M.; Tagami, J. The effect of elapsed time following alumina blasting on adhesion of CAD/CAM resin block to dentin. Dent. Mater. J. 2019, 38, 354–360. [Google Scholar] [CrossRef] [PubMed]
- Moravej-Salehi, E.; Moravej-Salehi, E.; Valian, A. Surface topography and bond strengths of feldspathic porcelain prepared using various sandblasting pressures. J. Investig. Clin. Dent. 2016, 7, 347–354. [Google Scholar] [PubMed]
- Elsaca, N.; Pardo-Díaz, C.; Atria, P.J.; Jorquera, G.; Lacalle Turbino, M.; Sobral Sampaio, C. Repair bond strength of aged composite resins using different surface treatment protocols. Int. J. Periodontics Restor. Dent. 2023, 43, e53–e60. [Google Scholar] [CrossRef] [PubMed]
- Blum, I.R.; Hafiana, K.; Curtis, A.; Barbour, M.E.; Attin, T.; Lynch, C.D.; Jagger, D.C. The effect of surface conditioning on the bond strength of resin composite to amalgam. J. Dent. 2012, 40, 15–21. [Google Scholar] [CrossRef]
- Dostalova, T.; Jelinkova, H. Lasers in dentistry: Overview and perspectives. Photomed. Laser Surg. 2013, 31, 147–149. [Google Scholar]
- Lizarelli Rde, F.; Moriyama, L.T.; Bagnato, V.S. Ablation of composite resins using Er: YAG laser—Comparison with enamel and dentin. Lasers Surg. Med. 2003, 33, 132–139. [Google Scholar] [CrossRef]
- Gökçe, B.; Ozpinar, B.; Dündar, M.; Cömlekoglu, E.; Sen, B.H.; Güngör, M.A. Bond strengths of all-ceramics: Acid vs laser etching. Oper. Dent. 2007, 32, 173–178. [Google Scholar]
- Kölüs, T.; Çelik, A.C.; Ülker, H.E. The effect of water aging on the repair shear bond strength of current resin composites. J. Interdiscip. Dent. 2023, 13, 68–72. [Google Scholar] [CrossRef]
- Dikici, B.; Türkeş Başaran, E.; Can, E. Does the Type of Resin Luting Material Affect the Bonding of CAD/CAM Materials to Dentin? Dent. J. 2025, 13, 41. [Google Scholar] [CrossRef]
- Abdalla, A.I.; El Zohairy, A.A.; Aboushelib, M.M.N.; Feilzer, A.J. Influence of thermal and mechanical load cycling on microtensile bond strength of self- etching adhesives. Am. J. Dent. 2007, 20, 250–254. [Google Scholar]
- Bahadır, H.S.; Bayraktar, Y. Evaluation of the repair capacities and color stabilities of a resin nanoceramic and hybrid CAD/CAM blocks. J. Adv. Prosthodont. 2020, 12, 140–149. [Google Scholar] [PubMed]
- Kiomarsi, N.; Jarrah, A.; Chiniforoush, N.; Hashemikamangar, S.S.; Kharazifard, M.J. Effect of surface treatment with laser on repair bond strength of composite resin to ceramic. Dent. Res. J. 2022, 19, 30. [Google Scholar]
- Deger, C.; Oğlakçı, B.; Özduman, Z.C.; Eliguzeloglu Dalkilic, E. Repair Bond Strength to Hybrid CAD/CAM Materials after Silane Heat Treatment with Laser. J. Adhes. Dent. 2023, 25, 63–70. [Google Scholar]
- Sadeghi, M.; Davari, A.; Abolghasami Mahani, A.; Hakimi, H. Influence of different power outputs of er:yag laser on shear bond strength of a resin composite to feldspathic porcelain. J. Dent. 2015, 16, 30–36. [Google Scholar]
- Moura, D.M.D.; Dal Piva, A.M.O.; Januário, A.B.D.N.; Verissímo, A.H.; Bottino, M.A.; Özcan, M.; Souza, R.O.A. Repair Bond Strength of a CAD/CAM Nanoceramic Resin and Direct Composite Resin: Effect of Aging and Surface Conditioning Methods. J. Adhes. Dent. 2020, 22, 275–283. [Google Scholar] [CrossRef] [PubMed]
- Aydin, N.; Celik Oge, S.; Guney, O.; Okbaz, O.; Sertdemir, Y. A Comparison of the Shear Bond Strength between a Luting Composite Resin and Both Machinable and Printable Ceramic–Glass Polymer Materials. Materials 2024, 17, 4697. [Google Scholar] [CrossRef]
- Lise, D.P.; Van Ende, A.; De Munck, J.; Vieira, L.; Baratieri, L.N.; Van Meerbeek, B. Microtensile Bond Strength of Composite Cement to Novel CAD/CAM Materials as a Function of Surface Treatment and Aging. Oper. Dent. 2017, 42, 73–81. [Google Scholar] [CrossRef]
- PĂSTRAV, M.; Moldovan, M.; Chisnoiu, A.; SAROȘI, C.; MIUȚA, F.; PĂSTRAV, O.; Delean, A.; Chisnoiu, R. Influence Of Filler, Monomer Matrix And Silane Coating On Composite Resin Adhesion. Stud. Univ. Babes-Bolyai Chem. 2021, 66, 225–233. [Google Scholar]
- Spitznagel, F.A.; Vuck, A.; Gierthmühlen, P.C.; Blatz, M.B.; Horvath, S.D. Adhesive Bonding to Hybrid Materials: An Overview of Materials and Recommendations. Compend. Contin. Educ. Dent. 2016, 37, 630–637. [Google Scholar]
- Almutairi, M.A.; Salama, F.S.; Alzeghaibi, L.Y.; Albalawi, S.W.; Alhawsawi, B.Z. Surface treatments on repair bond strength of aged resin composites. J. Int. Soc. Prev. Community Dent. 2022, 12, 449–455. [Google Scholar]
- Didangelou, P.; Dionysopoulos, D.; Papadopoulos, C.; Strakas, D.; Mourouzis, P.; Tolidis, K. Evaluation of repair bond strength of a dental CAD/CAM resin composite after surface treatment with two Er, Cr: YSGG laser protocols following artificial aging. J. Mech. Behav. Biomed. Mater. 2023, 146, 106101. [Google Scholar] [CrossRef]
- Wiegand, A.; Stucki, L.; Hoffmann, R.; Attin, T.; Stawarczyk, B. Repairability of CAD/CAM high-density PMMA- and composite-based polymers. Clin. Oral Investig. 2015, 19, 2007–2013. [Google Scholar] [CrossRef] [PubMed]
- Moura, D.M.D.; Veríssimo, A.H.; Vila-Nova, T.E.L.; Calderon, P.S.; Özcan, M.; Souza, R.O.A. Which surface treatment promotes higher bond strength for the repair of resin nanoceramics and polymer-infiltrated ceramics? A systematic review and meta-analysis. J. Prosthet. Dent. 2022, 128, 139–149. [Google Scholar] [PubMed]
- Kassotakis, E.M.; Stavridakis, M.; Bortolotto, T.; Ardu, S.; Krejci, I. Evaluation of the effect of different surface treatments on luting CAD/CAM composite resin overlay workpieces. J. Adhes. Dent. 2015, 17, 521–528. [Google Scholar] [PubMed]
- Frankenberger, R.; Hartmann, V.E.; Krech, M.; Krämer, N.; Reich, S.; Braun, A.; Roggendorf, M. Adhesive luting of new CAD/CAM materials. Int. J. Comput. Dent. 2015, 18, 9–20. [Google Scholar]
- Yoshihara, K.; Nagaoka, N.; Maruo, Y.; Nishigawa, G.; Irie, M.; Yoshida, Y.; Van Meerbeek, B. Sandblasting may damage the surface of composite CAD-CAM blocks. Dent. Mater. 2017, 33, e124–e135. [Google Scholar] [CrossRef]
- El Gamal, A.; Medioni, E.; Rocca, J.P.; Fornaini, C.; Muhammad, O.H.; Brulat-Bouchard, N. Shear bond, wettability and AFM evaluations on CO2 laser-irradiated CAD/CAM ceramic surfaces. Lasers Med. Sci. 2017, 32, 779–785. [Google Scholar]
- Muhammed, H.A.; Mahmoud, E.M.; Fahmy, A.E.; Nasr, D.M. The effect of sandblasting versus acid etching on the surface roughness and biaxial flexural strength of CAD/CAM resin-matrix ceramics (In vitro study). BMC Oral Health 2023, 23, 169. [Google Scholar] [CrossRef]
- Mirzaei, M.; Yasini, E.; Tavakoli, A.; Chiniforush, N. Effect of different powers of Er, Cr: YSGG laser treatment on surface morphology of microhybride composite resin: Scanning electron microscope (SEM) evaluation. J. Lasers Med. Sci. 2015, 6, 62. [Google Scholar]
- Ataol, A.S.; Ergun, G. Effects of surface treatments on repair bond strength of a new CAD/CAM ZLS glass ceramic and two different types of CAD/CAM ceramics. J. Oral Sci. 2018, 60, 201–211. [Google Scholar] [CrossRef]
- Shiu, P.; De Souza-Zaroni, W.C.; Eduardo, C.d.P.; Youssef, M.N. Effect of feldspathic ceramic surface treatments on bond strength to resin cement. Photomed. Laser Surg. 2007, 25, 291–296. [Google Scholar] [CrossRef] [PubMed]
- Nagasawa, Y.; Hibino, Y.; Eda, Y.; Nakajima, H. Effect of surface treatment of CAD/CAM resin composites on the shear bond strength of self-adhesive resin cement. Dent. Mater. J. 2021, 40, 364–378. [Google Scholar] [CrossRef] [PubMed]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).