1. Introduction
In total the silver ink market is estimated to be worth around $760 Million in 2012 [
1]. Silver inks fall into three main categories, silver solutions, micro particle inks (particle size > 1 μm) and nano particle inks (<1 μm). The nano particle inks are of increasing interest as they offer lower sintering temperatures (for improved conductivity, which are appropriate to polymer substrates [
2]. Nano silver materials have seen widespread research and development in inkjet [
2], gravure [
3] and flexographic printing [
4].
Although the use of nano silver inks in inkjet and other printing processes is rising, thick film screen printing remains the dominant application technology in the market [
5]. The patterning method of choice for large particle silver inks is screen printing which offers an ability to accurately deposit thick films with a large rheological window with minimum pressure over a wide area at economical production rates.
During the material formulation process the balance between silver quantity, particle size (and structure) must be considered in order to provide the required conductivity while maintaining film integrity, adhesion, flexibility and process compatibility. This requires a balance of conductive element, binder and solvent. The increase in the cost of silver over recent years, has led to development formulations which permit a reduction in silver quantity, without sacrificing conductivity or printability. Although the use of silver as a conductive material is widely reported, few published studies have examined the interactions between macro material properties, mesh characteristics and printed feature quality (predominantly topology and conductivity).
Screen printing of large particle silver materials is now the process of choice for metalizing silicon Photovoltaic (PV) cells, flexible circuits including membrane switch manufacture, Radio Frequency Identification (RFID) aerials and is also commonly proposed as a means of manufacturing many products within the nascent printed electronics arena. The increase in the cost of silver over recent years has led to the silver being the dominant factor in the bill of materials of many products and a prime driver in developing formulations with a reduced silver quantity, without sacrificing conductivity or printability. Although the use of silver as a conductive material for device manufacture (PV, sensors and RFID) by screen printing is widely reported, few published studies have examined the interactions between macro material properties, mesh characteristics and printed feature quality, particularly for systems which are cured at low temperature (<130 °C).
For lower temperature cured materials which are screen printed, the literature available on material or process parameters is sparse. As directly applicable literature is limited, it is pertinent to review associated relevant areas which have examined models for screen printing, solder paste printing through stencils and material/screen printing parametric studies whose objectives are within the scope of the present study. Theoretical studies of the process have made little advancement in the development of reliable screen printing process models. Early models showed some predicted trends which were in agreement with experimental observation but even the most recent developments require significant oversimplification (e.g., material viscoelasticity is ignored) which limit practical use [
6,
7]. Establishing process/material characteristics and their impact on printed performance therefore is reliant on experimental studies.
The importance of material flow properties and its interaction with the image carrier has been identified as the primary factor in determining feature rendition in solder paste printing [
8] (which utilises a non-woven stencil and high temperature sintering). Much of the literature relates to silver materials which are used for metallization in the silicon PV industry where materials are fired at high temperature. The role of silver particle size and particle packing on silicon PV performance has been addressed [
9] but this did not directly measure the impact of size on the material flow properties or printed feature conductivity. The flow characteristics of silver materials have been carried out but the subsequent relationship with the printed line quality has not been studied [
10].
The role of the screen has been examined and this showed some general trends between the printed line quality and the mesh characteristics with line resistance reducing and line aspect ratio increasing as the screen open area proportion increased [
11], although the scope of the study and analysis carried out was limited. The influence of squeegee pressure found some correlation between the applied pressure and the silver deposit characteristics [
12] but this was limited to one mesh type and hence a limited film thickness. The net effect of formulation on the reliability of circuits has been examined [
13] but this again was carried out at one mesh/film thickness. For carbon materials, the interactions between material properties mesh, structure and their impact on printed deposit topology showed non linear relationships between mesh ruling and sheet resistance, line resistance and film topology [
14].
The review of the literature has demonstrated that there is a void in the understanding of the relationship between mesh type used, the properties of the silver materials (which are cured at low temperature) and the properties of the final printed film. At present, there is limited opportunity for developing models based on the exact physical mechanisms that take place during the printing process and linking this to material characteristics. In order to develop further understanding an investigation was therefore carried out which examined the role of mesh, physical silver ink characteristics on the topology and conductivity of fine lines. The investigation had three primary aims. Firstly, it aimed identify the role of silver content and binder properties on the microstructure of the cured films and their subsequent impact on electrical performance. Secondly, it aimed to establish the capabilities of lower silver content materials and their sensitivity to changes in film thickness. Finally, it aimed to create a reference dataset which could be used as a design tool which would identify material requirements and process settings given design specifications or likely print results given materials and process settings. These outputs would be significant benefit to the material formulator, device designer or process engineer.
2. Experimental Section
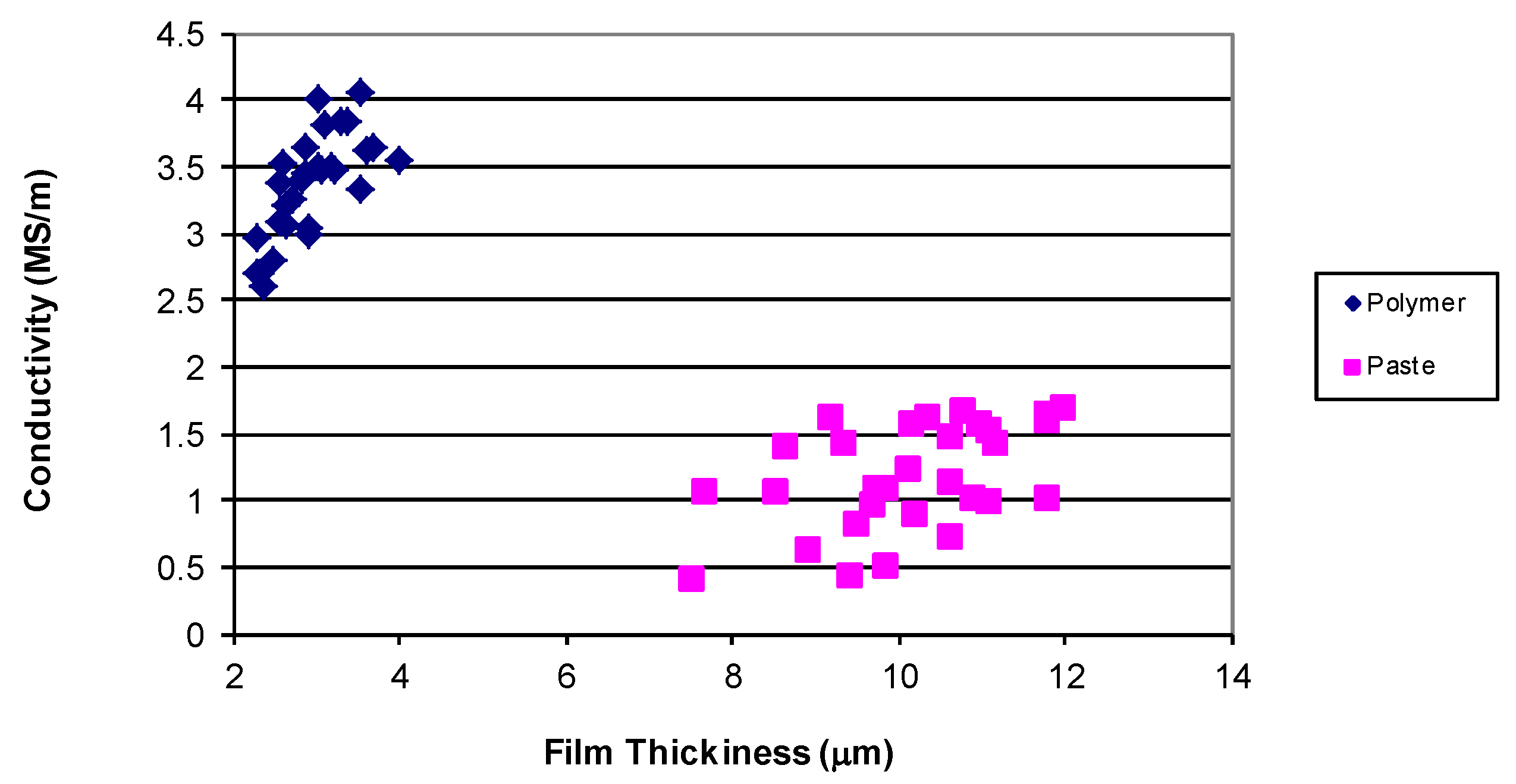
In order to investigate the relationship between formulation and film thickness a full factorial experimental design was employed where six silver materials were printed through 10 screens. The silver materials represent two formulation types,
Table 1. One represents a traditional paste material used for rigid and flexible circuit printing while other is a novel polymer ink which has been developed for applications which are more cost sensitive.
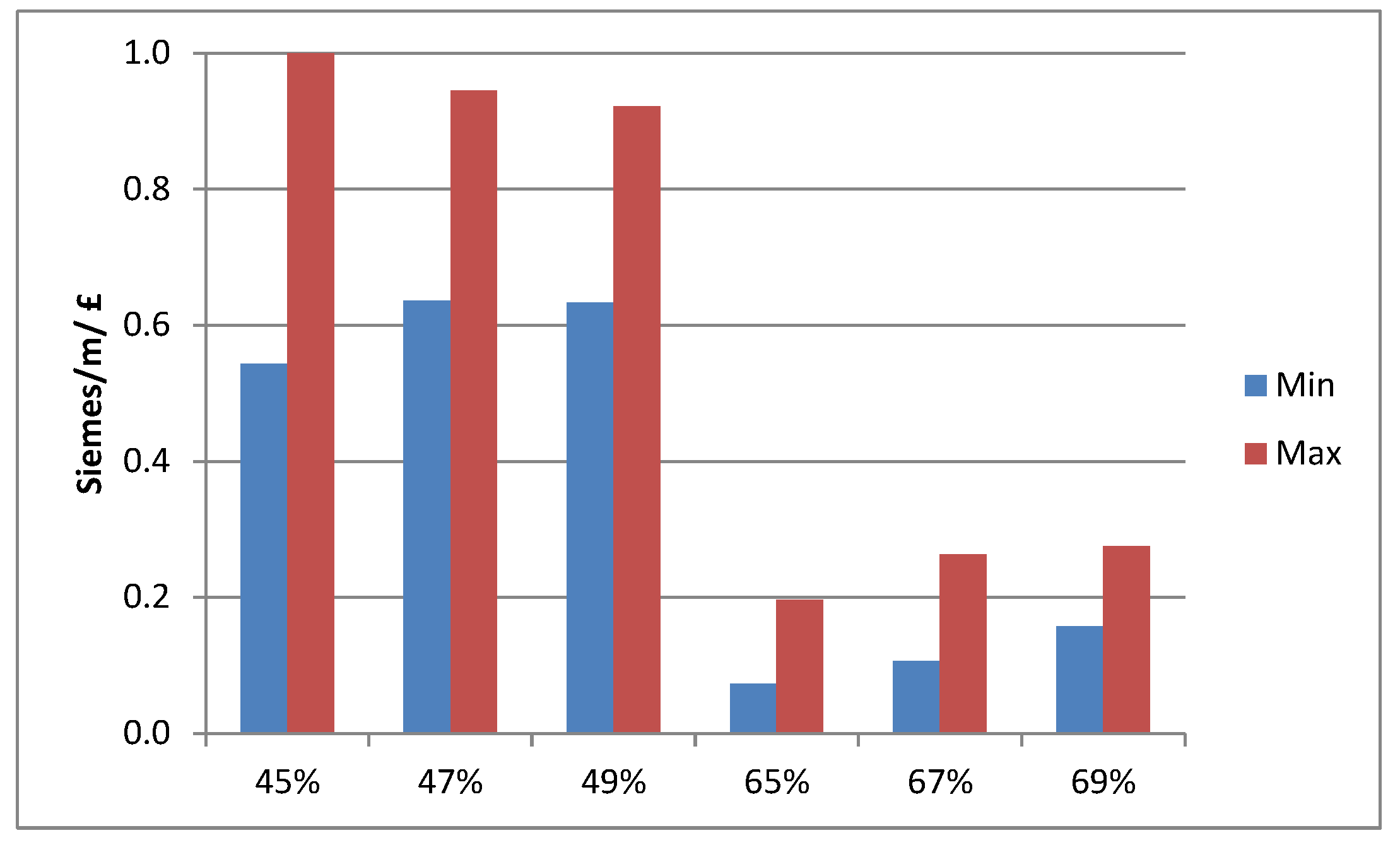
The polymer family of materials possesses a gel like consistency utilising a low silver content (between 45 wt.% and 49 wt.%) material in gel like binder/solvent. Usually such a low silver content would not produce such a conductive printed film as conductive percolation through the cured silver film could not be guaranteed. The gel binder used allows a greater solvent content without sacrificing rheological limits which subsequently leads to a more compact cured film than that which is achieved with conventional materials. Solids contents were measured using a Perkin Elmer TGA while volumetric calculations are based on the primary organic materials shown in manufacturer’s data [
15,
16] and standard densities for each component. From the densities and TGA, volumetric proportions for the wet and dry films can be calculated. Particle sizes were measured by SEM sections and plan views of the cured film. Analysis of the images was carried out using Image J software using visually assessed contrast enhancement (for edge detection) and blob analysis.
Table 1.
Silver material properties.
Table 1.
Silver material properties.
| Notation | Polymer | Paste |
|---|
| Material as provided | – | – |
| Ink silver content (wt.%) | 45, 47 and 49 | 65, 67 and 69 |
| Total solids (wt.%) | 51–55 | 85–89 |
| Dry film for each 1 μm wet (mid range material) | 0.175 | 0.66 |
| Dry film ratio for same wet film thickness | 1 | 3.8 |
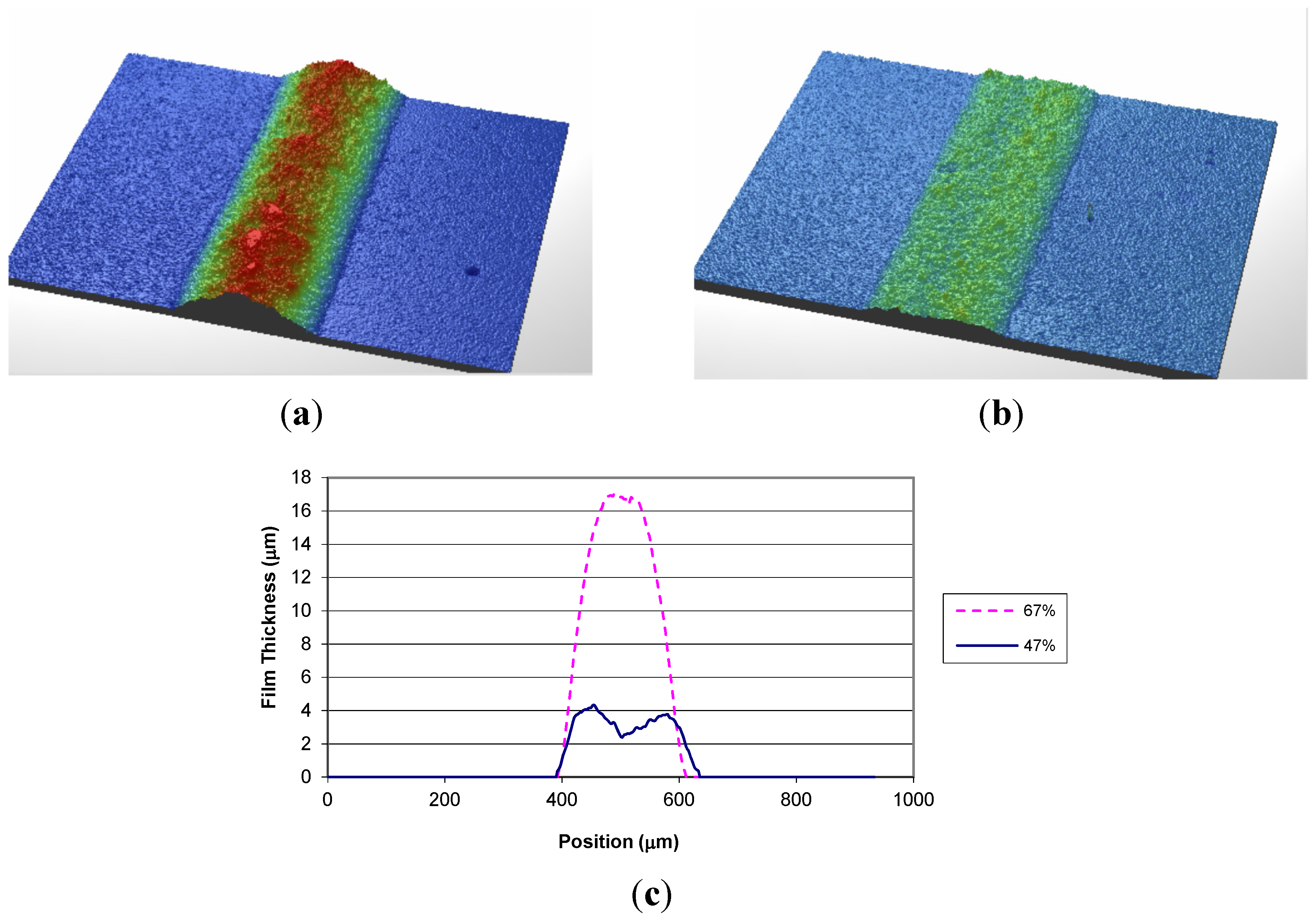
| | As dried and printed (for the 47% and 67% materials respectively) |
| SEM of dry film | ![Coatings 05 00172 i001]() | ![Coatings 05 00172 i002]() |
| Silver: Binder mass ratio | 7.8 : 1 | 3.4 : 1 |
| Silver: Binder volume ratio | 0.7: 1 | 0.3 : 1 |
| Mean particle size (μm) | 4.8 | 4.5 |
The exact formulation of the materials are not disclosed in the material datasheets and are subject to commercial confidentiality. For each formulation type the varying solids content was established by dispersing the silver within a binder/solvent mixture at maximum solids content, i.e., the maximum quantity of silver which could be added before the silver was no longer held in a stable homogenous suspension which was considered to within the viscosity range for the process. Solvent (butyl digol) was then added to individual batches of each base material at maximum silver concentration in a step wise manner in order to achieve the necessary silver content. Thus, within each formulation type each material differs only by the proportion of solvent in the formulation.
The film thickness in screen printing is predominantly dictated by the mesh characteristics of the screen [
14]. Thus in order to examine the role of film thickness the materials were printed with 10 screens (5 polyester and 5 stainless steel). These screens represent the range of mesh rulings, and subsequent ink deposit, commonly used for screen printing conductive materials,
Table 2. A nominal stencil thickness of 12 µm was used on all of the meshes and all screens were mounted with the mesh warp direction at 22.5° to the print direction.
A DEK 248 digitally controlled screen printing machine was used to print the experiment. This allows accurate and repeatable PC control settings to be applied to each experimental setup. Standard conditions were established for the printing which allowed deposition at each experimental condition. Six prints were produced at each experimental condition with any residual material being discarded. The screen and squeegee were cleaned within the press to ensure consistent set up. The materials were printed to 300 mm × 300 mm white stabilized PET substrate. The substrate was 250 μm thick with a Ra of 0.15 μm +/−0.02 μm.
Table 2.
Mesh specifications.
Table 2.
Mesh specifications.
| Material | Mesh Ruling (threads/inch) | Mesh ruling (threads/cm) | Mesh opening (μm) | Thread diameter (μm) | Theoretical ink volume cm3/m2 |
|---|
| Polyester | 123 | 48 | 133 | 70 | 45 |
| Polyester | 156 | 61 | 90 | 64 | 30 |
| Polyester | 195 | 77 | 77 | 48 | 28 |
| Polyester | 255 | 100 | 57 | 40 | 21 |
| Polyester | 305 | 120 | 45 | 34 | 16 |
| Stainless Steel | 145 | 57 | 118 | 56 | 55 |
| Stainless Steel | 200 | 77 | 90 | 40 | 43 |
| Stainless Steel | 250 | 97 | 63 | 36 | 32 |
| Stainless Steel | 300 | 114 | 56 | 32 | 28 |
| Stainless Steel | 325 | 125 | 50 | 30 | 24 |
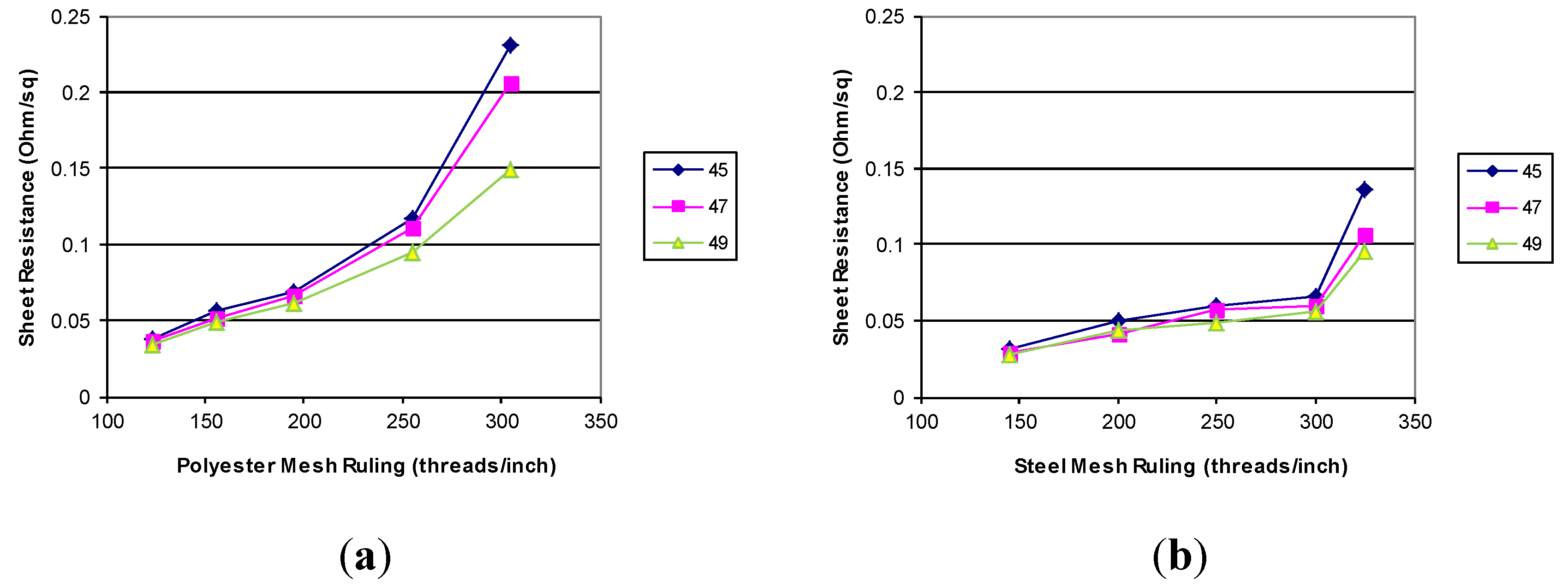
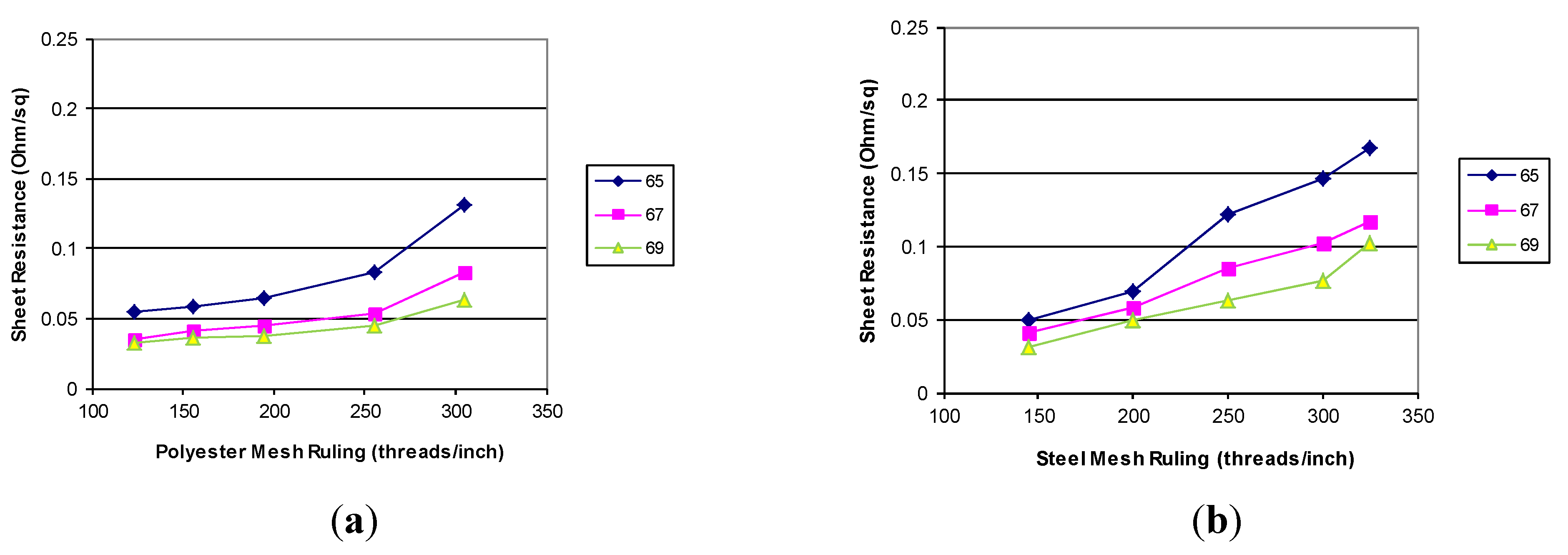
The prints were dried immediately after printing using a SC Technical hot air dryer at 120 °C with a residence time of 6 min. Of the six prints produced at each condition, samples 4, 5 and 6 were measured in order to reduce uncertainty. The printed design consisted of 30 mm long lines between 50 μm and 1000 μm in the print and transverse print direction. The results focus on the large solid area and cured 200 μm line which was reproduced consistently throughout the experiments and whose volume could be measured accurately. The sheet resistance was measured in a 50 mm × 50 mm solid layer section and were carried out using a Keithley 2400 source-meter operating in 4 point mode with a probe spacing of 5 mm with subsequent conversion to sheet resistance [
17]. Each line resistance measurement represents an average of three measurements, while the sheet resistance represents an average of nine measurements.
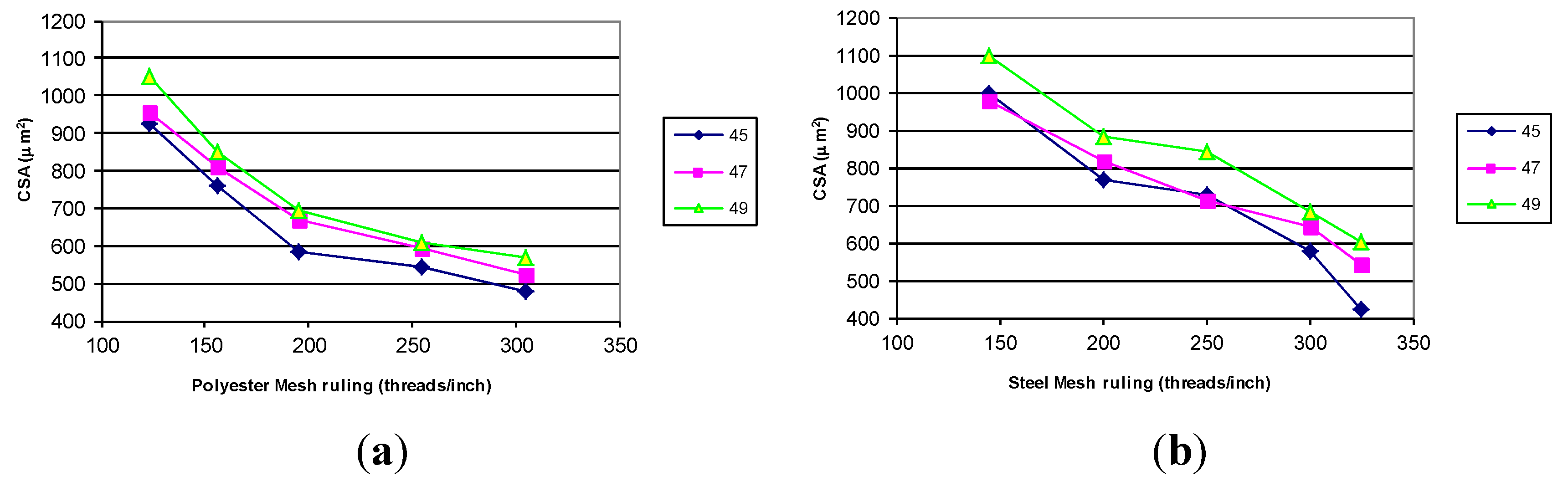
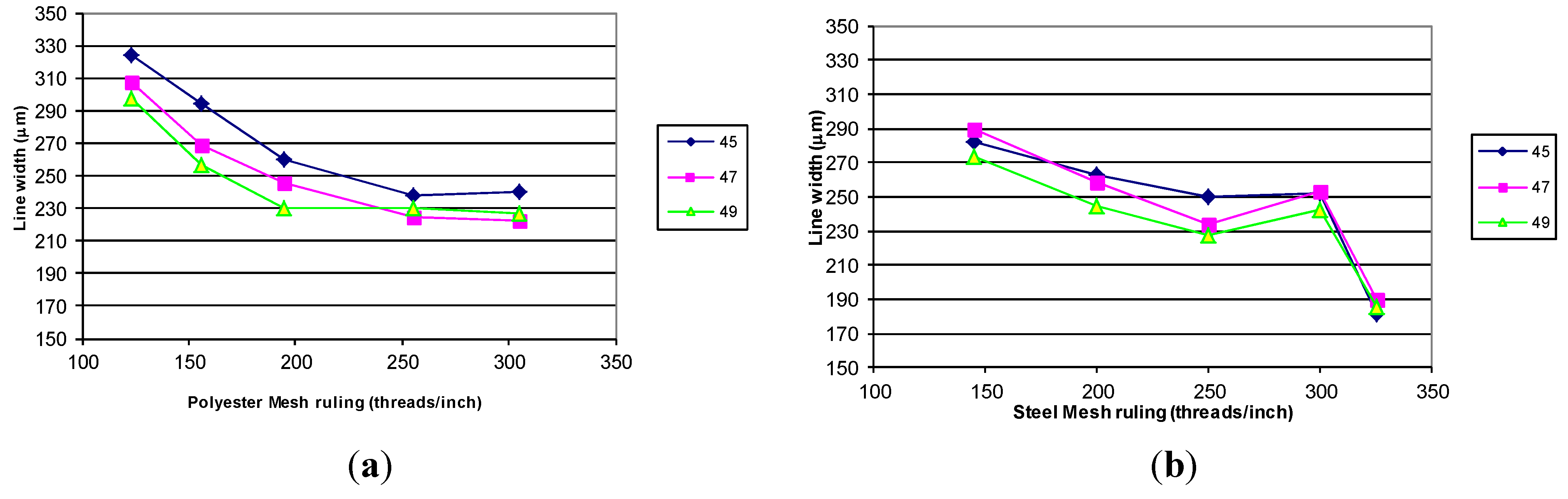
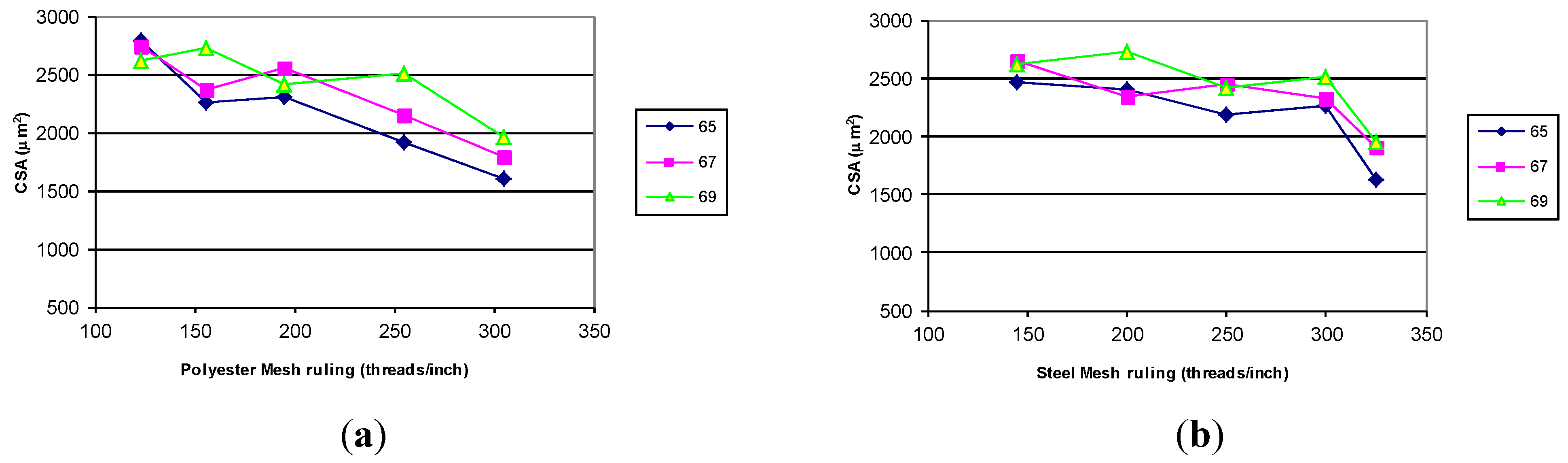
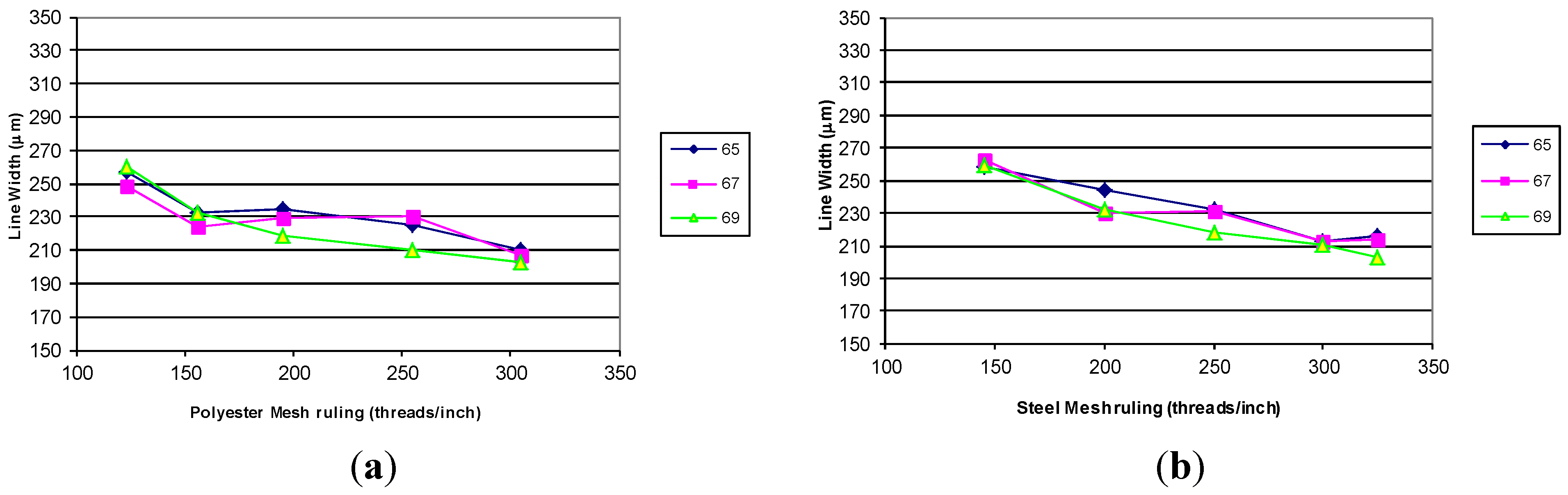
A Veeco NT 2000 White light interferometer was used to measure the printed line topology, width height and line volume. All measurements were carried out at ×5 optical resolution with a total vertical scan length of 30 μm. This yields a measurement area of 1.2 mm × 0.93 mm, sampling every 1.67 μm in the X–Y direction. The smooth nature of the substrate allowed clear reference surfaces on either side of the line, allowing the geometric characteristics and cross section of the line to be readily established. In order to take into account topological variations along the line length, mean characteristics were taken from each of the 480 pixels.
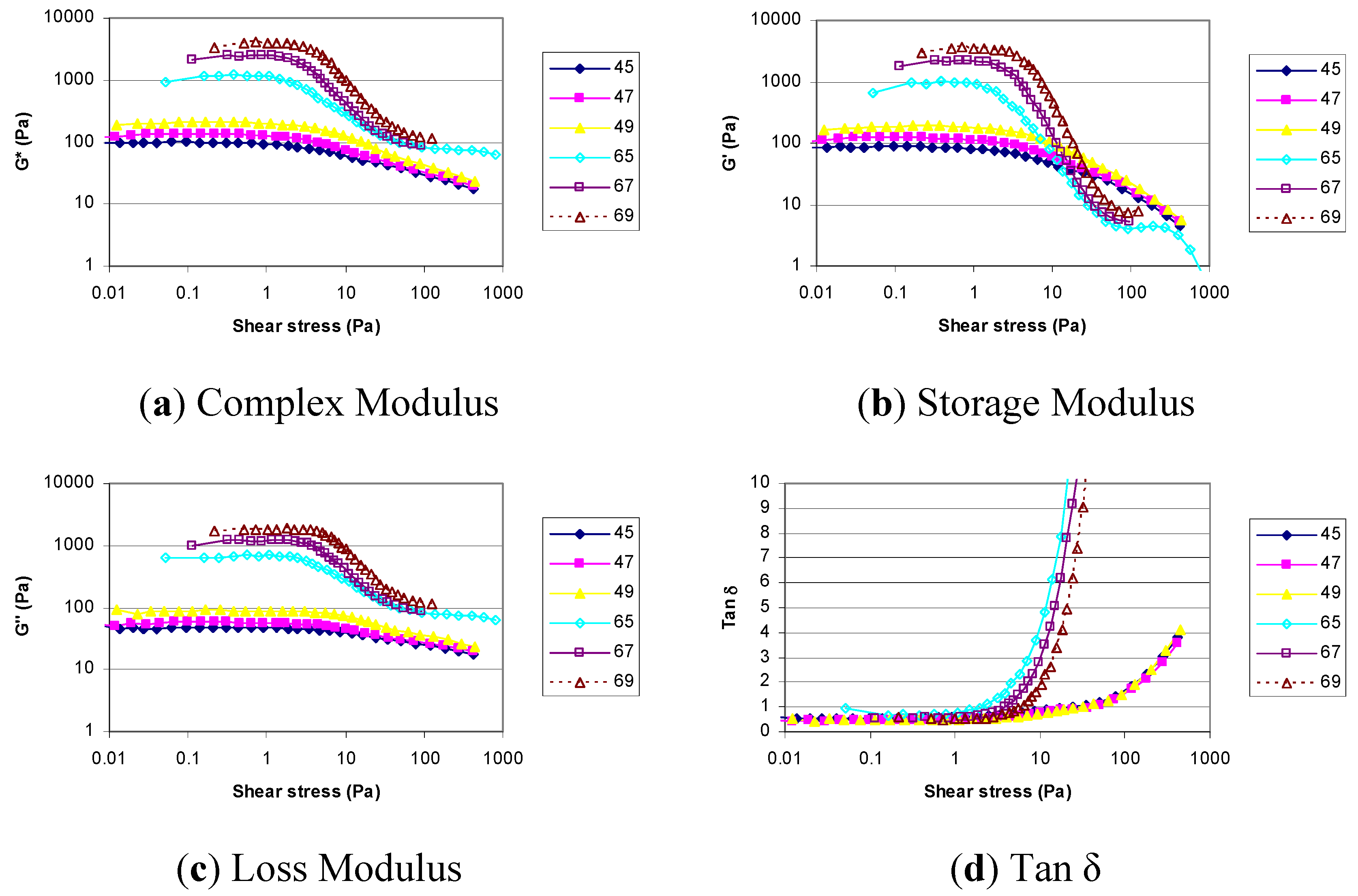
Material rheology was measured using a Bohlin Gemini HR nano rheometer. In order to examine the viscous and elastic properties of the ink at low shear a dynamic strain sweep with an angular frequency of 1 Hz was carried out. This technique was adopted as viscous and elastic behaviour at low shear has been postulated as a key indicator of the material transfer process [
18] and the method adopted had shown important trends [
14]. Measurements were carried out using a parallel plate geometry with a diameter of 20 mm and sample gap of 70 μm at 25 °C and were repeated three times for each material.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}












