A Study of CO2 Laser Treatment on Colour Properties of Cotton-Based Fabrics


Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Laser Treatment
2.3. Laser Treatment Approach
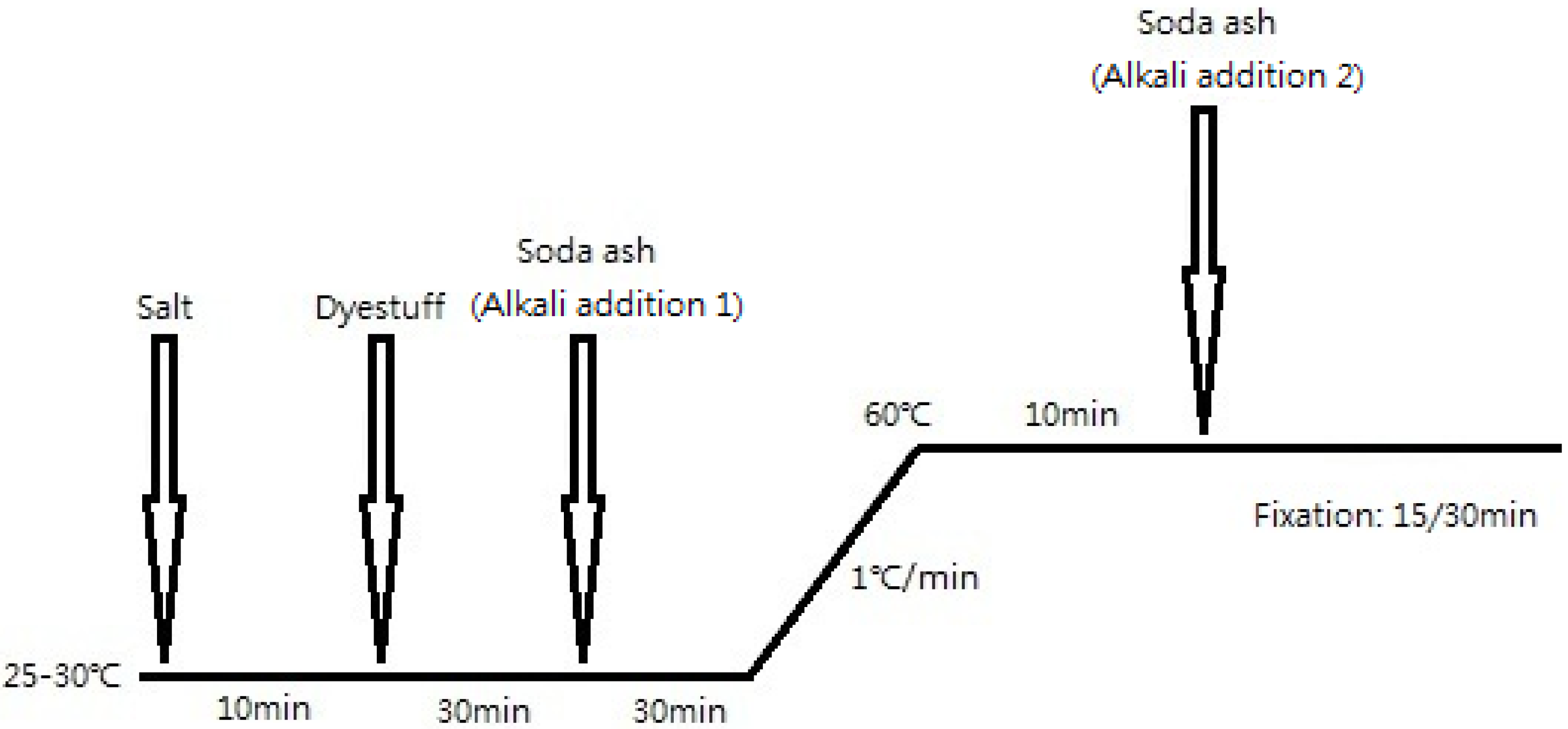
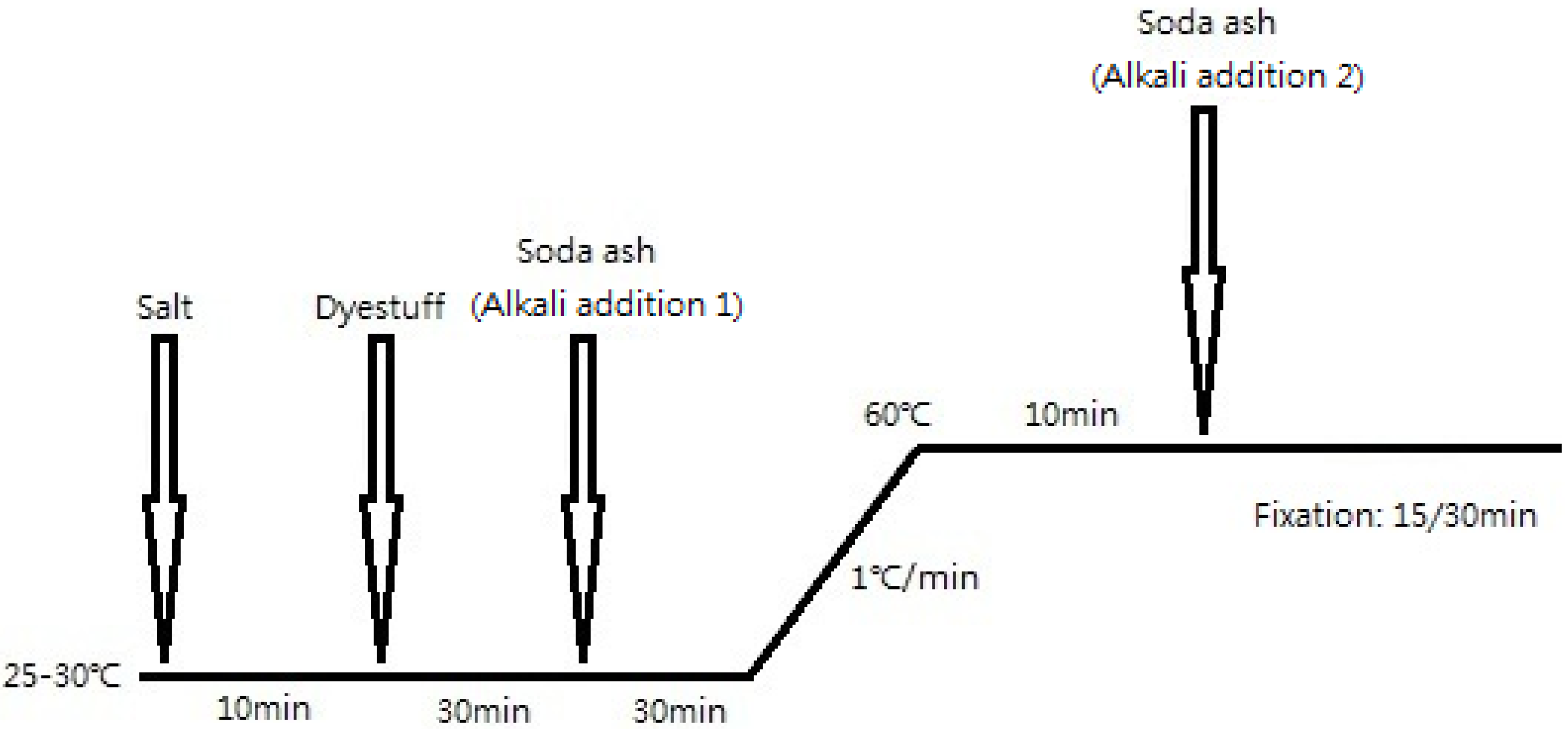
2.4. Dyeing
2.5. Colour Measurement
2.6. Levelness
2.7. Tensile Strength
2.8. pH Value Measurement
3. Results and Discussion
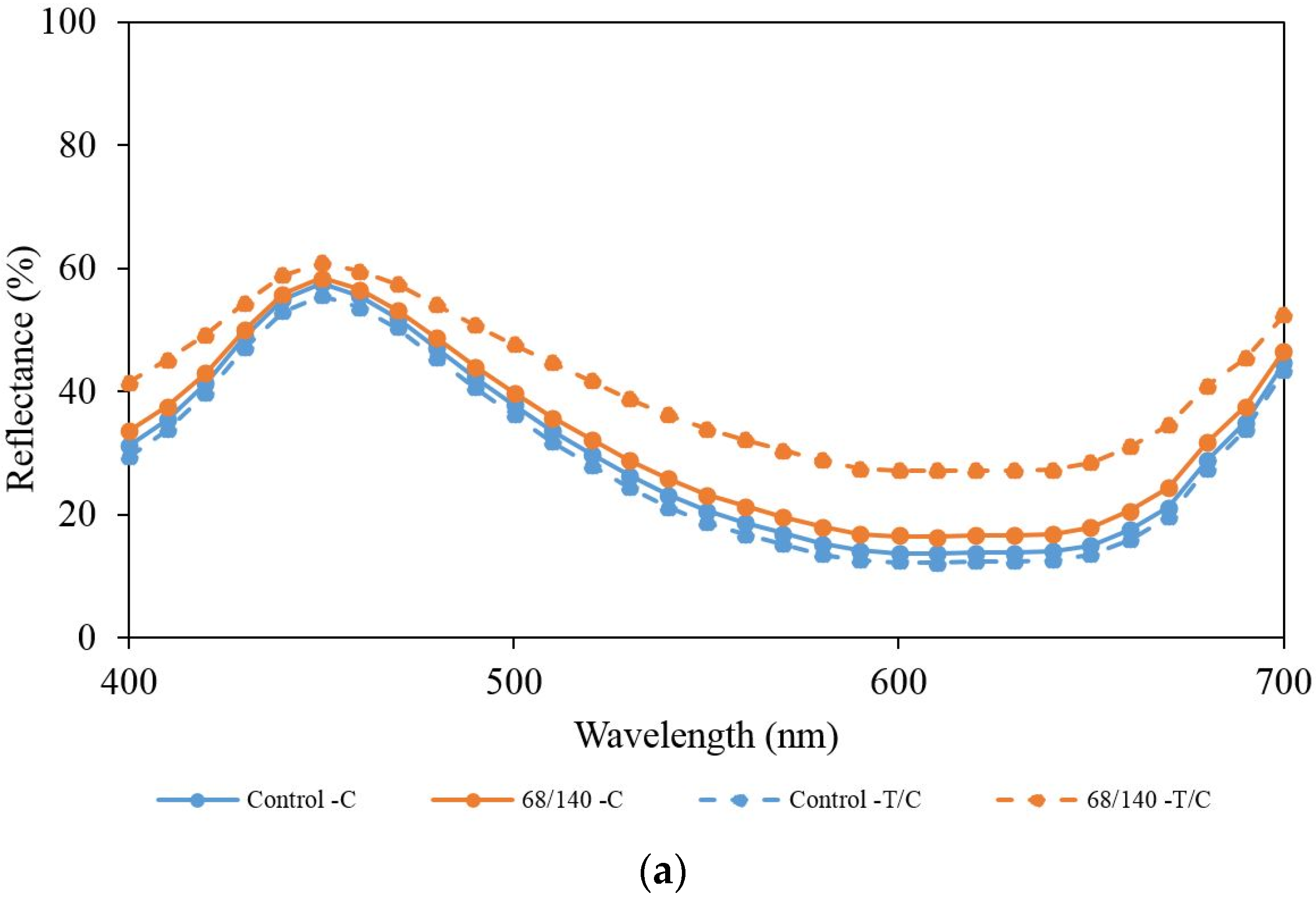
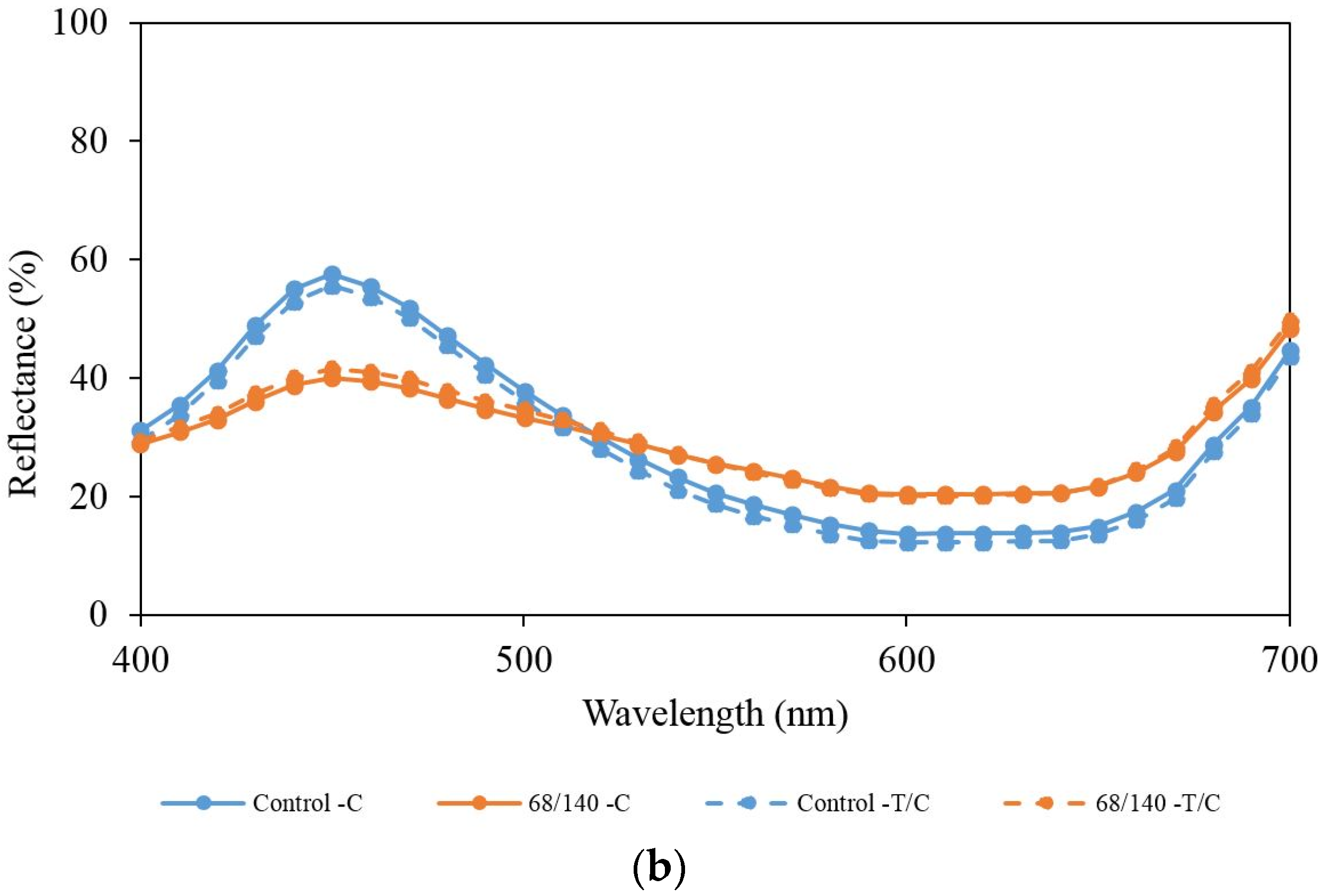
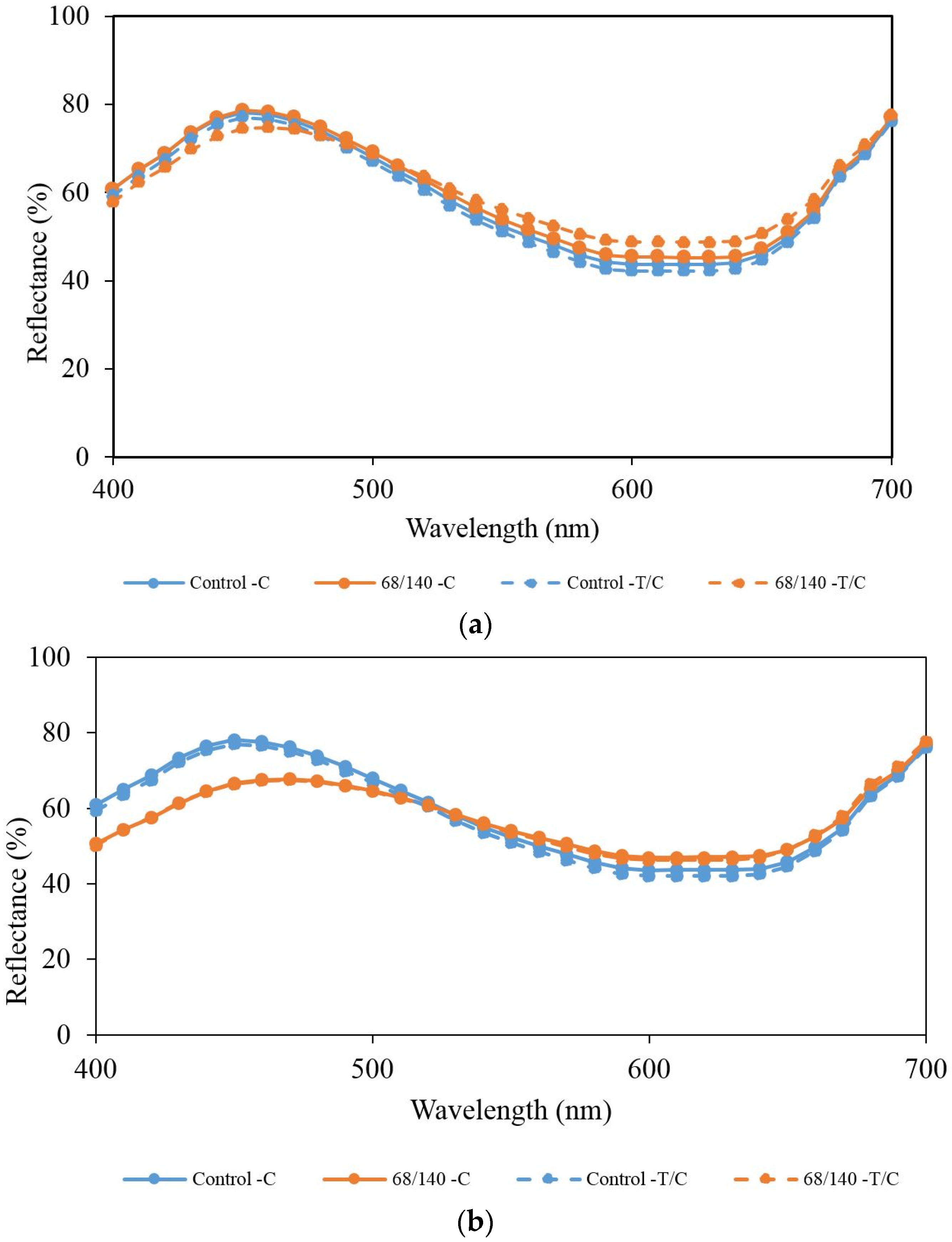
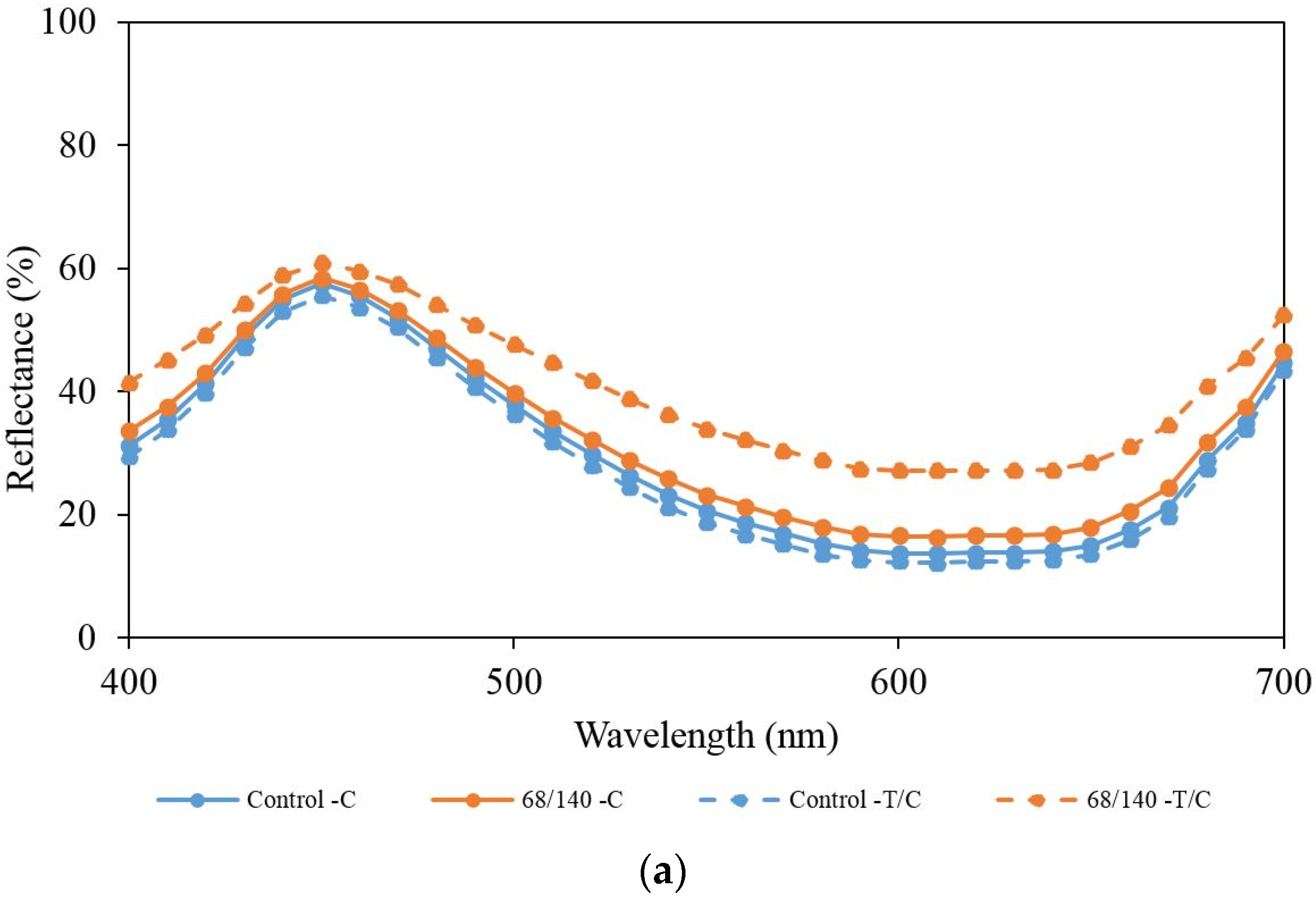
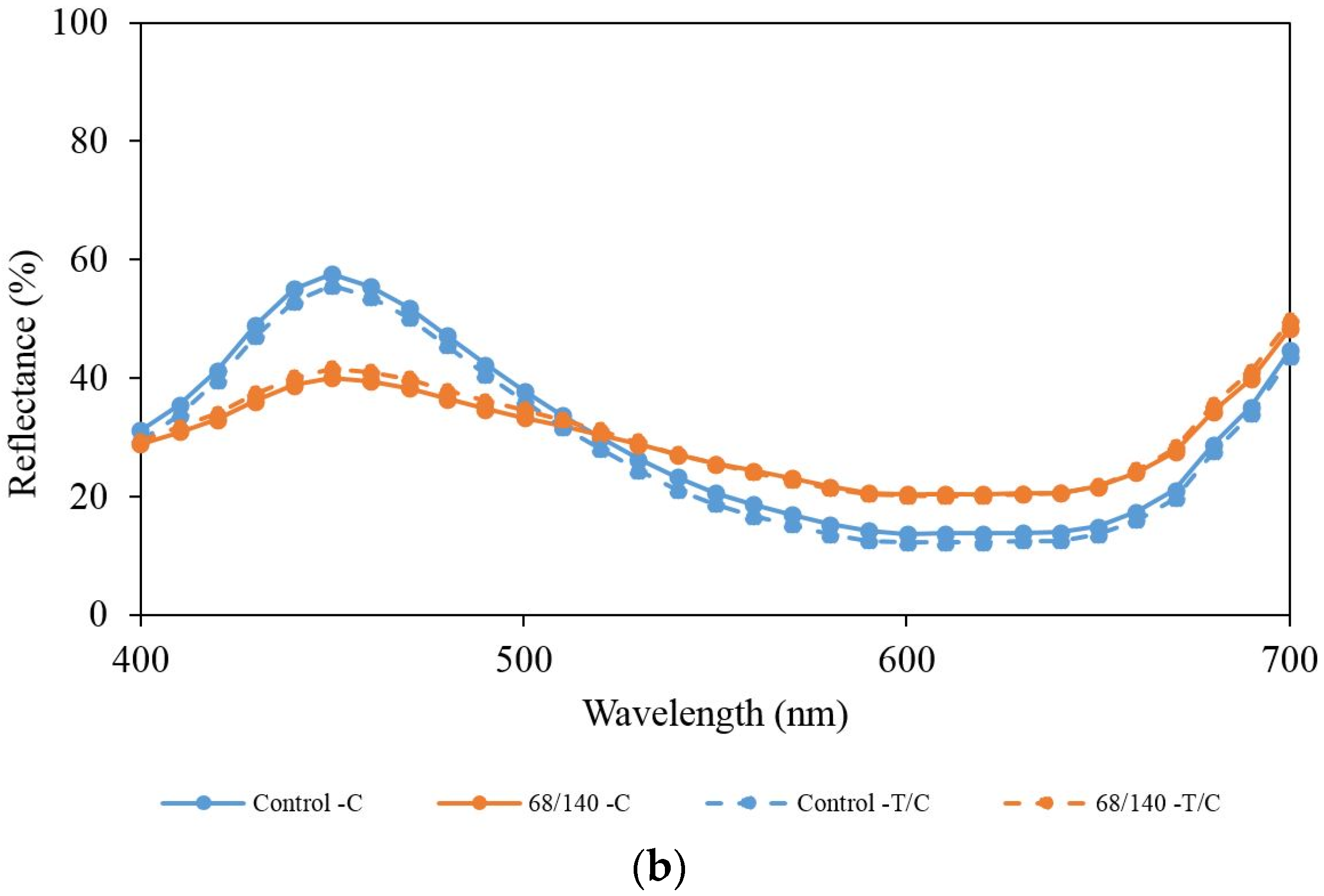
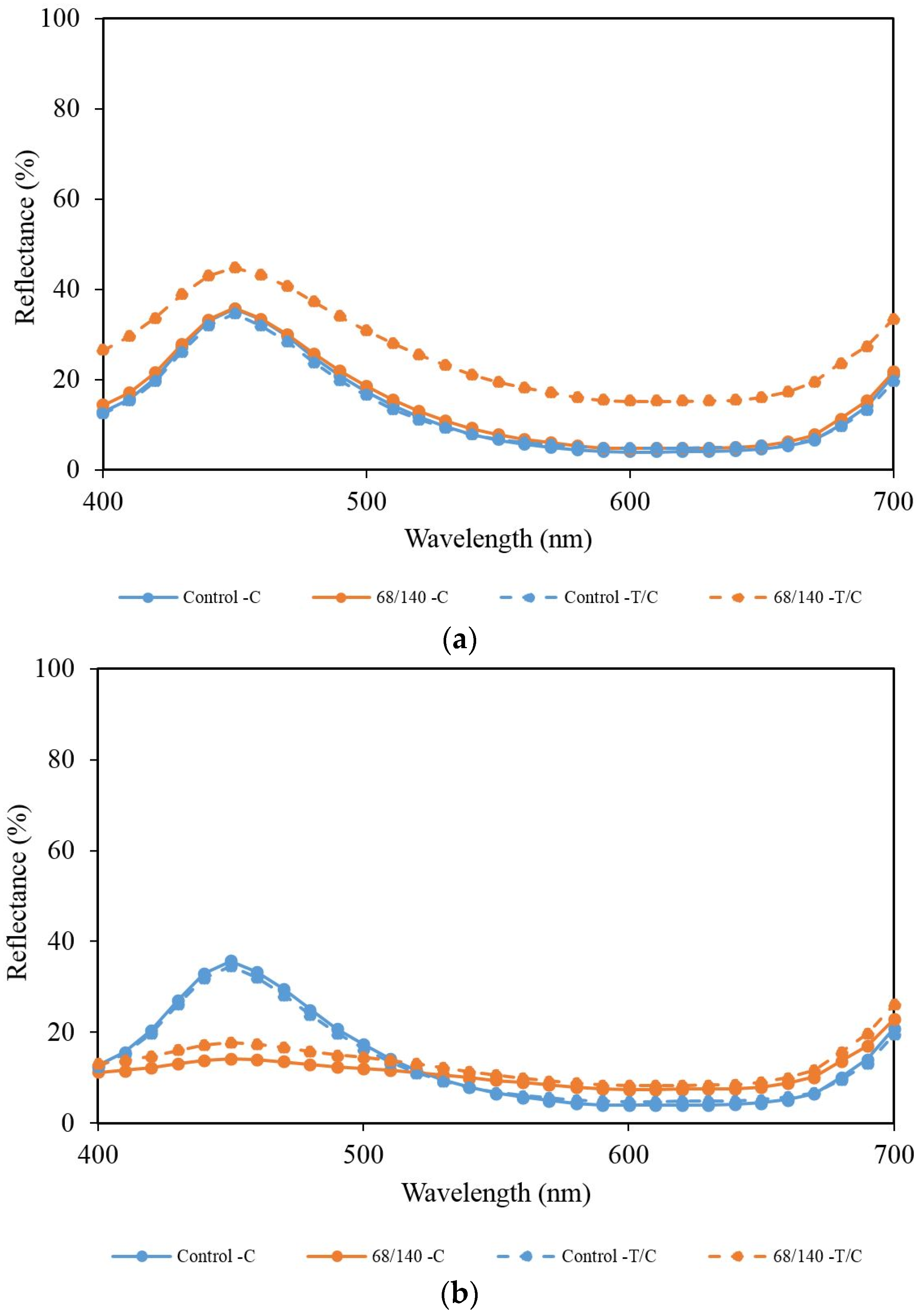
3.1. Reflectance Value
3.2. Colour Yield
3.3. CIE L* Value
3.4. CIE a* Value
3.5. CIE b* Value
3.6. Levelness Value
3.7. pH Measurement
3.8. Tensile Strength
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Dascalu, T.; Acosta-Ortiz, S.E.; Ortiz-Morales, M.; Compean, I. Removal of the indigo color by laser beam-denim interaction. Opt. Lasers Eng. 2000, 34, 179–189. [Google Scholar] [CrossRef]
- Ortiz-Morales, M.; Poterasu, M.; Acosta-Ortiz, S.E.; Compean, I.; Hernandez-Alvarado, M.R. A comparison between characteristics of various laser-based denim fading processes. Opt. Lasers Eng. 2003, 39, 15–24. [Google Scholar] [CrossRef]
- Ondogan, Z.; Pamuk, O.; Ondogan, E.N.; Ozguney, A. Improving the appearance of all textile products from clothing to home textile using laser technology. Opt. Laser Technol. 2005, 37, 631–637. [Google Scholar] [CrossRef]
- Tarhan, M.; Sarıışık, M. A comparison among performance characteristics of various denim fading processes. Text. Res. J. 2009, 79, 301–309. [Google Scholar] [CrossRef]
- Štěpánková, M.; Wiener, J.; Dembický, J. Impact of laser thermal stress on cotton fabric. Fibres Text. East. Eur. 2010, 80, 70–73. [Google Scholar]
- Jucienė, M.; Urbelis, V.; Juchnevičienė, Ž.; Čepukonė, L. The effect of laser technological parameters on the color and structure of denim fabric. Text. Res. J. 2014, 84, 662–670. [Google Scholar] [CrossRef]
- Hung, O.N.; Chan, C.K.; Kan, C.W.; Yuen, C.W.M.; Song, L.J. Artificial neural network approach for predicting colour properties of laser-treated denim fabrics. Fibers Polym. 2014, 15, 1330–1336. [Google Scholar] [CrossRef]
- Hung, O.N.; Chan, C.K.; Kan, C.W.; Yuen, C.W.M. An analysis of some physical and chemical properties of CO2 laser-treated cotton-based fabrics. Cellulose 2017, 24, 363–381. [Google Scholar] [CrossRef]
- Hung, O.N.; Chan, C.K.; Kan, C.W. Introducing variations in colour of cotton fabric-reactive dye systems through irradiation with a carbon dioxide laser. Color Technol. 2016, 132, 35–48. [Google Scholar] [CrossRef]
- Hung, O.N.; Chan, C.K.; Kan, C.W.; Yuen, C.W.M. Effect of the CO2 laser treatment on properties of 100% cotton knitted fabrics. Cellulose 2017, 24, 1915–1926. [Google Scholar] [CrossRef]
- Hung, O.N.; Chan, C.K.; Kan, C.W.; Yuen, C.W.M. Microscopic study of the surface morphology of CO2 laser-treated cotton and cotton/polyester blended fabric. Text. Res. J. 2017, 87, 1107–1120. [Google Scholar] [CrossRef]
- Kan, C.W. Colour fading effect of indigo-dyed cotton denim fabric by CO2 laser. Fibers Polym. 2014, 15, 426–429. [Google Scholar] [CrossRef]
- Kan, C.W. CO2 laser treatment as a clean process for treating denim fabric. J. Clean. Prod. 2014, 66, 624–631. [Google Scholar] [CrossRef]
- Chong, C.L.; Li, S.Q.; Yeung, K.W. An objective method for the assessment of levelness of dyed materials. J. Soc. Dyers Colour. 1992, 108, 528–530. [Google Scholar] [CrossRef]
- Kan, C.W.; Yuen, C.W.M.; Cheng, C.W. Color Fading of Indigo-dyed Cotton Denim Fabric by Laser. Adv. Mater. Res. 2012, 441, 187–191. [Google Scholar] [CrossRef]
- Esteves, F.; Alonso, H. Effect of CO2 laser radiation on surface and dyeing properties of synthetic fibres. Res. J. Text. Appar. 2007, 11, 42–47. [Google Scholar] [CrossRef]
- Israeli, O. A shapley-based decomposition of the R-square of a linear regression. J. Econ. Inequal. 2007, 5, 199–212. [Google Scholar] [CrossRef]
- Lambers, H.; Piessens, S.; Bloem, A.; Pronk, H.; Finkel, P. Natural skin surface pH is on average below 5, which is beneficial for its resident flora. Int. J. Cosmet. Sci. 2006, 28, 359–370. [Google Scholar] [CrossRef] [PubMed]
- Oeko-Tex. Standard 100 by Oeko-Tex. Available online: https://www.oeko-tex.com/en/business/oeko_tex_certified_products/oeko_tex_certified_products.html (assessed on 3 March 2017).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fabric Type | Fabric Structure | Composition | Fabric Weight | Warp Density | Weft Density | Warp Count | Weft Count |
|---|---|---|---|---|---|---|---|
| (g/m2) | (end/inch) | (pick/inch) | (Tex) | (Tex) | |||
| Cotton | 3/1 Twill | 100% Cotton | 240 | 144 | 58 | 34 | 30 |
| Cotton/Polyester Blended | 3/1 Twill | 62% Cotton/ 38% Polyester | 229 | 122 | 60 | 29 | 38 |
| Manufacturer Model | Laser Medium | Wavelength | Wave Mode | Energy per Pulse | Resolution (dpi) | Pixel Time (μs) |
|---|---|---|---|---|---|---|
| GFK Marcetex FLEXI-150 | Carbon Dioxide | 10.6 μm | Pulsed | 5–230 mJ | 52, 60, 68 | 110, 120, 130, 140 |
| Dye Concentration (% owf) | Salt (g/L) | Soda Ash (Alkali Addition 1) (g/L) | Soda Ash (Alkali Addition 2) (g/L) | Fixation Time (min) |
|---|---|---|---|---|
| 0.1 | 20 | 2 | 3 | 15 |
| 1 | 40 | 3 | 7 | 30 |
| 5 | 80 | 10 | 10 | 30 |
| Laser Parameter (Resolution/Pixel Time) | Depth | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.1% | 1% | 5% | ||||||||||
| LD | DL | LD | DL | LD | DL | |||||||
| C | T/C | C | T/C | C | T/C | C | T/C | C | T/C | C | T/C | |
| Control | 5.40 | 5.88 | 5.40 | 5.88 | 38.99 | 44.81 | 38.99 | 44.81 | 167.17 | 150.90 | 167.17 | 150.90 |
| 52/110 | 3.93 | 4.41 | 4.14 | 4.89 | 30.03 | 23.55 | 26.42 | 22.86 | 134.98 | 77.16 | 109.46 | 89.37 |
| 52/120 | 4.35 | 4.17 | 3.99 | 4.68 | 32.75 | 23.18 | 22.40 | 22.45 | 134.60 | 77.32 | 100.47 | 89.94 |
| 52/130 | 4.39 | 4.78 | 4.40 | 4.98 | 29.22 | 22.53 | 26.82 | 23.16 | 143.94 | 63.69 | 109.89 | 93.78 |
| 52/140 | 4.39 | 4.68 | 4.45 | 5.03 | 32.19 | 21.93 | 23.88 | 22.23 | 143.26 | 60.83 | 110.26 | 93.83 |
| 60/110 | 4.50 | 4.77 | 4.57 | 4.68 | 30.86 | 21.04 | 24.48 | 22.96 | 142.88 | 60.41 | 109.28 | 92.39 |
| 60/120 | 5.00 | 4.99 | 4.52 | 4.88 | 31.41 | 19.89 | 27.10 | 23.43 | 145.67 | 54.33 | 103.23 | 92.20 |
| 60/130 | 4.97 | 4.17 | 5.00 | 4.90 | 30.40 | 20.32 | 24.92 | 24.16 | 144.74 | 53.66 | 110.71 | 91.81 |
| 60/140 | 4.95 | 3.40 | 4.58 | 5.26 | 32.00 | 19.10 | 26.05 | 24.98 | 142.69 | 50.12 | 105.73 | 93.43 |
| 68/110 | 4.84 | 4.31 | 4.70 | 5.51 | 32.87 | 18.30 | 27.53 | 24.96 | 137.53 | 47.58 | 119.53 | 94.32 |
| 68/120 | 4.79 | 4.60 | 5.06 | 5.67 | 28.45 | 17.55 | 26.03 | 26.98 | 130.62 | 44.54 | 114.23 | 93.52 |
| 68/130 | 4.95 | 4.51 | 5.10 | 5.66 | 29.92 | 16.68 | 27.91 | 27.95 | 130.70 | 42.54 | 115.03 | 94.74 |
| 68/140 | 4.98 | 4.46 | 5.40 | 5.49 | 31.61 | 16.37 | 29.13 | 28.64 | 140.10 | 41.81 | 121.31 | 101.94 |
| Laser Parameter (Resolution/Pixel Time) | CIE a* | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.1% | 1% | 5% | ||||||||||
| LD | DL | LD | DL | LD | DL | |||||||
| C | T/C | C | T/C | C | T/C | C | T/C | C | T/C | C | T/C | |
| Control | −5.55 | −5.72 | −5.55 | −5.72 | −4.22 | −4.02 | −4.22 | −4.02 | 2.69 | 4.42 | 2.69 | 4.42 |
| 52/110 | −5.37 | −5.07 | −5.31 | −5.40 | −4.60 | −4.57 | −4.43 | −4.79 | 1.02 | −0.41 | −3.05 | −3.08 |
| 52/120 | −5.54 | −5.16 | −5.24 | −5.47 | −4.40 | −4.33 | −4.52 | −4.73 | 1.08 | −0.51 | −3.15 | −3.15 |
| 52/130 | −5.50 | −5.35 | −5.69 | −5.77 | −4.59 | −4.51 | −4.51 | −4.85 | 1.53 | −0.69 | −3.19 | −3.18 |
| 52/140 | −5.58 | −5.22 | −5.75 | −5.70 | −4.44 | −4.36 | −4.58 | −4.71 | 1.44 | −0.82 | −3.28 | −3.44 |
| 60/110 | −5.60 | −5.29 | −5.72 | −5.67 | −4.54 | −4.55 | −4.40 | −4.73 | 1.49 | −1.09 | −3.29 | −3.34 |
| 60/120 | −5.58 | −5.23 | −5.85 | −5.81 | −4.51 | −4.44 | −4.59 | −4.81 | 1.48 | −1.26 | −3.38 | −3.75 |
| 60/130 | −5.62 | −5.31 | −6.06 | −5.94 | −4.57 | −4.37 | −4.82 | −4.77 | 1.38 | −1.39 | −3.49 | −3.59 |
| 60/140 | −5.74 | −4.98 | −6.02 | −6.02 | −4.38 | −4.51 | −4.78 | −4.85 | 1.25 | −1.89 | −3.48 | −3.64 |
| 68/110 | −5.40 | −5.38 | −5.81 | −6.01 | −4.32 | −4.52 | −4.73 | −5.20 | 1.04 | −1.90 | −3.48 | −3.43 |
| 68/120 | −5.45 | −5.46 | −6.27 | −6.22 | −4.30 | −4.41 | −4.94 | −5.31 | 0.75 | −2.08 | −3.59 | −3.81 |
| 68/130 | −5.50 | −5.51 | −6.10 | −6.23 | −4.17 | −4.51 | −4.72 | −5.09 | 0.73 | −2.10 | −3.55 | −3.88 |
| 68/140 | −5.58 | −5.31 | −6.24 | −6.45 | −4.03 | −4.52 | −4.95 | −5.38 | 1.18 | −2.21 | −3.67 | −3.79 |
| Laser Parameter (Resolution/Pixel Time) | Levelness | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.1% | 1% | 5% | ||||||||||
| LD | DL | LD | DL | LD | DL | |||||||
| C | T/C | C | T/C | C | T/C | C | T/C | C | T/C | C | T/C | |
| Control | 0.11 | 0.32 | 0.11 | 0.32 | 0.17 | 0.34 | 0.17 | 0.34 | 0.45 | 0.08 | 0.45 | 0.08 |
| 52/110 | 0.08 | 0.10 | 0.14 | 0.19 | 0.19 | 0.04 | 0.40 | 0.14 | 0.22 | 0.16 | 0.24 | 0.47 |
| 52/120 | 0.21 | 0.09 | 0.06 | 0.10 | 0.08 | 0.07 | 0.11 | 0.15 | 0.15 | 0.18 | 0.09 | 0.24 |
| 52/130 | 0.16 | 0.11 | 0.04 | 0.04 | 0.16 | 0.09 | 0.57 | 0.71 | 0.38 | 0.12 | 0.22 | 0.64 |
| 52/140 | 0.08 | 0.09 | 0.04 | 0.08 | 0.13 | 0.10 | 0.36 | 0.22 | 0.36 | 0.06 | 0.28 | 0.34 |
| 60/110 | 0.23 | 0.11 | 0.05 | 0.14 | 0.19 | 0.07 | 0.06 | 0.10 | 0.32 | 0.10 | 0.38 | 0.44 |
| 60/120 | 0.10 | 0.34 | 0.04 | 0.10 | 0.06 | 0.09 | 0.28 | 0.32 | 0.08 | 0.03 | 0.51 | 0.09 |
| 60/130 | 0.07 | 0.15 | 0.15 | 0.10 | 0.11 | 0.02 | 0.25 | 0.18 | 0.08 | 0.03 | 0.35 | 0.85 |
| 60/140 | 0.08 | 0.08 | 0.06 | 0.13 | 0.17 | 0.21 | 0.34 | 0.18 | 0.21 | 0.08 | 0.66 | 0.45 |
| 68/110 | 0.16 | 0.28 | 0.08 | 0.17 | 0.18 | 0.07 | 0.19 | 0.29 | 0.35 | 0.16 | 0.20 | 0.48 |
| 68/120 | 0.07 | 0.08 | 0.21 | 0.23 | 0.07 | 0.06 | 0.15 | 0.64 | 0.31 | 0.10 | 0.61 | 0.30 |
| 68/130 | 0.14 | 0.10 | 0.15 | 0.07 | 0.17 | 0.10 | 0.52 | 0.96 | 0.25 | 0.03 | 0.56 | 0.55 |
| 68/140 | 0.07 | 0.20 | 0.18 | 0.13 | 0.09 | 0.06 | 0.29 | 0.37 | 0.30 | 0.14 | 0.56 | 0.24 |
| Treatment Type | Cotton | Cotton/Polyester Blended |
|---|---|---|
| LD-0.1% | 0.0736 | 0.1013 |
| DL-0.1% | 0.4645 | 0.0916 |
| LD-1.0% | 0.00003 | 0.0211 |
| DL-1.0% | 0.2001 | 0.3416 |
| LD-5.0% | 0.0213 | 0.195 |
| DL-5.0% | 0.0516 | 0.0273 |
| Laser Parameter (Resolution/Pixel Time) | 0.1% | 1% | 5% | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Warp | Weft | Warp | Weft | Warp | Weft | |||||||
| Control | 447.65 | 353.08 | 431.72 | 356.63 | 501.24 | 338.69 | ||||||
| – | LD | DL | LD | DL | LD | DL | LD | DL | LD | DL | LD | DL |
| 52/110 | 337.85 | 291.4 | 340.8 | 351.94 | 374.36 | 354.23 | 315.43 | 340.18 | 318.4 | 313.24 | 335.12 | 336.75 |
| 52/120 | 329.39 | 283.48 | 326.3 | 337.71 | 340.53 | 333.98 | 314.09 | 332.51 | 300.12 | 299.19 | 307.47 | 321.16 |
| 52/130 | 310.73 | 264.16 | 304.83 | 320.93 | 327.31 | 304.27 | 295.7 | 325.1 | 288.45 | 281.26 | 290.94 | 301.3 |
| 52/140 | 292.34 | 253.82 | 297.71 | 294.09 | 254.22 | 236.47 | 295.3 | 316.88 | 277.91 | 234.29 | 285.06 | 295.58 |
| 60/110 | 279.86 | 234.36 | 297.58 | 298.6 | 254.09 | 212.22 | 294.09 | 310.77 | 274.22 | 218.61 | 278.83 | 292.66 |
| 60/120 | 243.22 | 209.53 | 290.2 | 297.91 | 244.96 | 200.72 | 271.27 | 302.91 | 230.29 | 215.47 | 265.61 | 268.84 |
| 60/130 | 230.87 | 195.83 | 278.79 | 282.41 | 235.7 | 183.02 | 258.12 | 291.41 | 229.15 | 207.29 | 262.53 | 267.48 |
| 60/140 | 217.85 | 191.4 | 268.85 | 269.78 | 190.2 | 180.57 | 255.7 | 288.84 | 215.29 | 204.85 | 247.02 | 261.27 |
| 68/110 | 175.97 | 157.58 | 261.61 | 264.36 | 168.99 | 149.59 | 246.71 | 281.36 | 197.03 | 173.41 | 236.18 | 238.02 |
| 68/120 | 157.65 | 150.87 | 241.2 | 239.79 | 150.06 | 115.18 | 241.61 | 262.58 | 187.64 | 117.71 | 224.59 | 237.81 |
| 68/130 | 145.97 | 139.73 | 235.97 | 239.12 | 135.83 | 101.65 | 207.65 | 247.28 | 183 | 105.65 | 187.36 | 221.06 |
| 68/140 | 108.99 | 88.99 | 173.82 | 214.09 | 120.4 | 75.55 | 183.75 | 205.43 | 87.85 | 82.15 | 157.32 | 164.86 |
| Laser Parameter (Resolution/Pixel Time) | 0.1% | 1% | 5% | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Warp | Weft | Warp | Weft | Warp | Weft | |||||||
| Control | 537.44 | 312.75 | 575.1 | 360.46 | 540.49 | 369.93 | ||||||
| – | LD | DL | LD | DL | LD | DL | LD | DL | LD | DL | LD | DL |
| 52/110 | 258.3 | 265.57 | 167.91 | 221.74 | 275.43 | 309.96 | 224.69 | 226.44 | 274.91 | 283.39 | 194.69 | 199.11 |
| 52/120 | 222.81 | 234.49 | 150.6 | 186.04 | 220.53 | 226.56 | 183.62 | 174.55 | 235.36 | 262.61 | 187.77 | 182.67 |
| 52/130 | 192.68 | 195.57 | 135.97 | 165.36 | 218.92 | 226.44 | 171.27 | 162.41 | 180.6 | 200.33 | 154.11 | 138.45 |
| 52/140 | 177.44 | 184.02 | 131 | 163.75 | 193.02 | 207.55 | 151.54 | 115.04 | 161.82 | 166.3 | 148.19 | 136.6 |
| 60/110 | 168.32 | 180.8 | 125.77 | 146.84 | 172.08 | 193.73 | 133.55 | 114.72 | 148.41 | 156.32 | 145.19 | 133.08 |
| 60/120 | 159.32 | 161.47 | 112.21 | 129.26 | 126.3 | 169.72 | 130.87 | 110.05 | 105.17 | 124.13 | 136.69 | 129.39 |
| 60/130 | 134.89 | 142.28 | 110.06 | 116.3 | 106.97 | 147.28 | 116.77 | 88.49 | 97.46 | 116.27 | 132.48 | 74.88 |
| 60/140 | 98.52 | 116.51 | 87.04 | 99.06 | 94.63 | 98.55 | 90.33 | 84.19 | 86.71 | 109.95 | 84.03 | 72.2 |
| 68/110 | 65.1 | 95.43 | 75.97 | 79.06 | 71 | 87.16 | 85.63 | 65.78 | 84.49 | 108.95 | 72.71 | 55.47 |
| 68/120 | 35.3 | 83.08 | 62.68 | 67.24 | 55.3 | 58.66 | 79.73 | 67.56 | 48.84 | 70.82 | 70.59 | 54.76 |
| 68/130 | 35.16 | 61.47 | 58.38 | 59.46 | 26.44 | 36.89 | 65.1 | 56.27 | 43.52 | 54.17 | 47.94 | 46.54 |
| 68/140 | 20.53 | 38.12 | 35.57 | 45.77 | 20.93 | 36.37 | 37.18 | 41.41 | 36.8 | 41.97 | 34.48 | 38.42 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hung, O.-n.; Kan, C.-w. A Study of CO2 Laser Treatment on Colour Properties of Cotton-Based Fabrics. Coatings 2017, 7, 131. https://doi.org/10.3390/coatings7080131
Hung O-n, Kan C-w. A Study of CO2 Laser Treatment on Colour Properties of Cotton-Based Fabrics. Coatings. 2017; 7(8):131. https://doi.org/10.3390/coatings7080131
Chicago/Turabian StyleHung, On-na, and Chi-wai Kan. 2017. "A Study of CO2 Laser Treatment on Colour Properties of Cotton-Based Fabrics" Coatings 7, no. 8: 131. https://doi.org/10.3390/coatings7080131
APA StyleHung, O.-n., & Kan, C.-w. (2017). A Study of CO2 Laser Treatment on Colour Properties of Cotton-Based Fabrics. Coatings, 7(8), 131. https://doi.org/10.3390/coatings7080131