Influence of Thickness of Multilayered Nano-Structured Coatings Ti-TiN-(TiCrAl)N and Zr-ZrN-(ZrCrNbAl)N on Tool Life of Metal Cutting Tools at Various Cutting Speeds

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
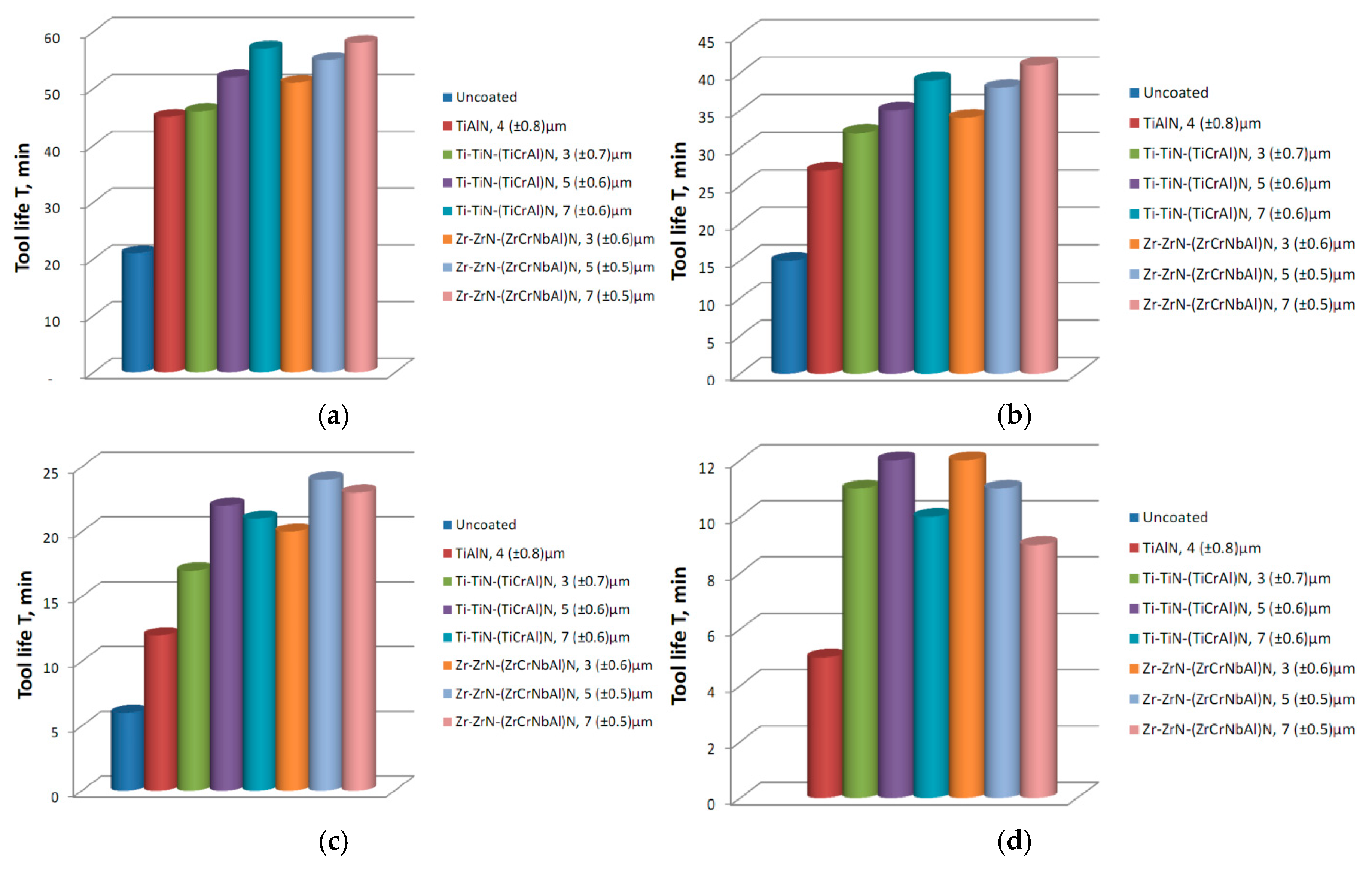
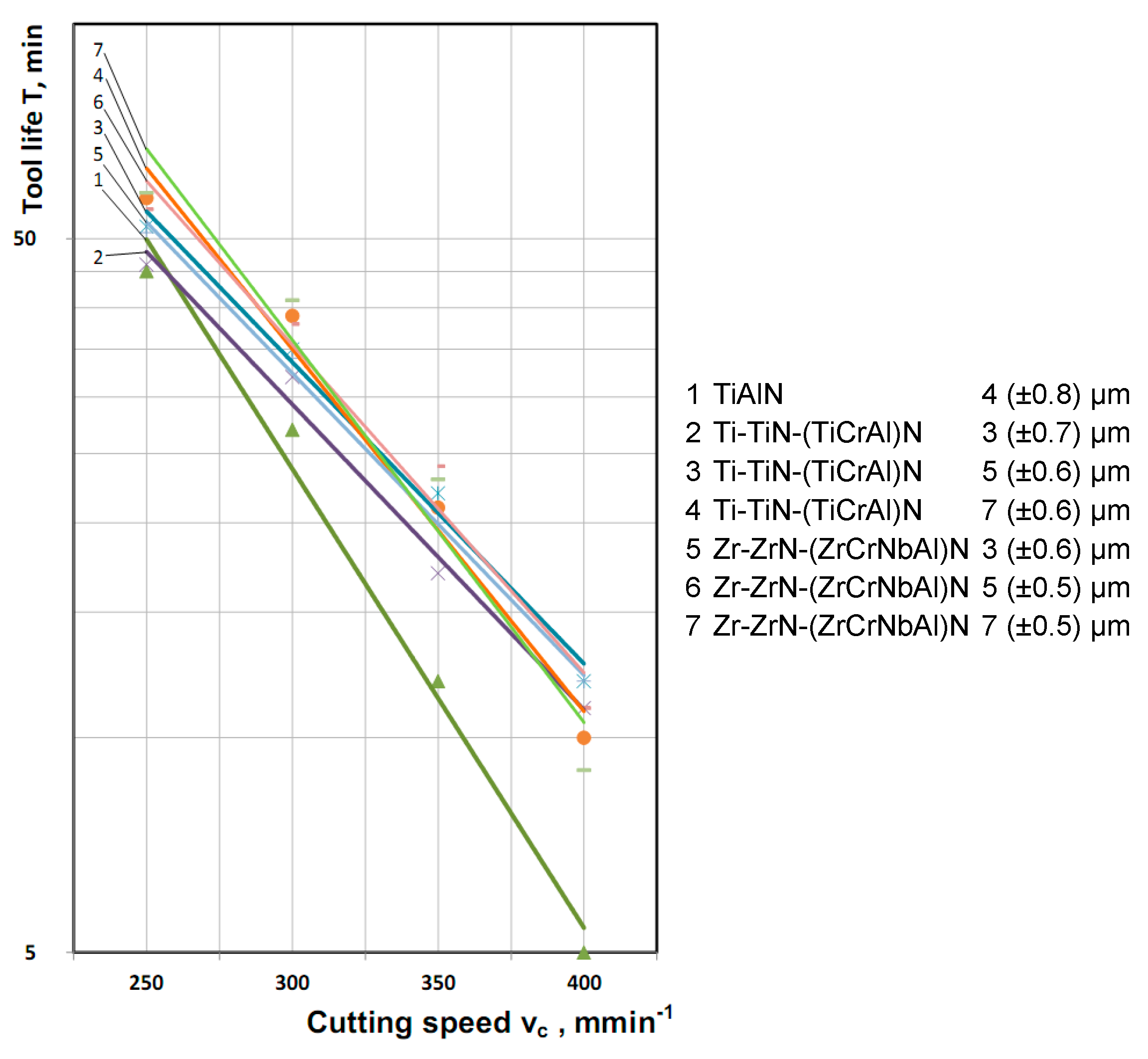
- At a cutting speed of vc = 400 m·min−1, an uncoated insert shows excess flank wear after the very first minute of cutting which indicates that uncoated tools cannot be used under these cutting modes. If at cutting speed of vc = 250 m·min−1, a tool with monolayered TiAlN coating shows tool life close to durability of multilayered coatings with thickness of about 3 μm, then with increasing cutting speed, tool life of a tool with such coating decreases significantly faster than the tool life of a tool with multilayered nano-structured coating. At cutting speed of vc = 400 m·min−1, a tool with monolayered coating TiAlN operates significantly worse than tools with multilayered nano-structured coatings Zr-ZrN-(ZrCrNbAl)N and Ti-TiN-(TiCrAl)N under study.
- If at cutting speed of vc = 250 m·min−1 the longest tool life is shown by tools with thicker coatings, then as the cutting speed increases, the picture begins to change and tools with thinner coatings show better results (especially for coating Zr-ZrN-(ZrCrNbAl)N at vc = 400 m·min−1). This phenomenon can be explained by the growth of internal stresses in the structure of coating with increasing cutting speed, this process is especially notable in thicker coatings. While there are currently no methods for direct measurement of internal stresses in the structure of coatings several μm thick, there are indirect methods to detect growth of those stresses, at least on a qualitative level. Find more details on the issue in [19].
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Vereschaka, A.S. Working Capacity of the Cutting Tool with Wear Resistant Coatings; Mashinostroenie: Moscow, Russia, 1993. [Google Scholar]
- Hovsepian, P.E.; Ehiasarian, A.P.; Deeming, A.; Schimpf, C. Novel TiAlCN/VCN nanoscale multilayer PVD coatings deposited by the combined high-power impulse magnetron sputtering/unbalanced magnetron sputtering (HIPIMS/UBM) technology. Vacuum 2008, 82, 1312–1317. [Google Scholar] [CrossRef]
- Faga, M.G.; Gautier, G.; Calzavarini, R.; Perucca, M.; Boot, E.A.; Cartasegna, F.; Settineri, L. AlSiTiN nanocomposite coatings developed via Arc Cathodic PVD: Evaluation of wear resistance via tribological analysis and high speed machining operations. Wear 2007, 263, 1306–1314. [Google Scholar] [CrossRef]
- Tkadletz, M.; Schalk, N.; Daniel, R.; Keckes, J.; Czettl, C.; Mitterer, C. Advanced characterization methods for wear resistant hard coatings: A review on recent progress. Surf. Coat. Technol. 2016, 285, 31–46. [Google Scholar] [CrossRef]
- Bouzakis, K.D.; Michailidis, N.; Skordaris, G.; Bouzakis, E.; Biermann, D.; M’Saoubi, R. Cutting with coated tools: Coating technologies, characterization methods and performance optimization. CIRP Ann. Manuf. Technol. 2012, 61, 703–723. [Google Scholar] [CrossRef]
- Klocke, F.; Krieg, T. Coated tools for metal cutting—Features and applications. Ann. CIRP 1999, 48, 515–525. [Google Scholar] [CrossRef]
- Messier, R.; Yehoda, J.E. Geometry of thin-film morphology. J. Appl. Phys. 1985, 58, 3739. [Google Scholar] [CrossRef]
- Bouzakis, K.-D.; Hadjiyiannis, S.; Skordaris, G.; Anastopoulos, J.; Mirisidis, I.; Michailidis, N.; Efstathiou, K.; Knotek, O.; Erkens, G.; Cremer, R.; et al. The influence of the coating thickness on its strength properties and on the milling performance of PVD coated inserts. Surf. Coat. Technol. 2003, 174, 393–401. [Google Scholar] [CrossRef]
- Bouzakis, K.-D.; Hadjiyiannis, S.; Skordaris, G.; Mirisidis, I.; Michailidis, N.; Koptsis, D.; Erkens, G. Milling performance of coated inserts with variable coating thickness on their rake and flank. CIRP Ann. Manuf. Technol. 2004, 53, 81–84. [Google Scholar] [CrossRef]
- Bouzakis, K.-D.; Makrimallakis, S.; Katirtzoglou, G.; Skordaris, G.; Gerardis, S.; Bouzakis, E.; Leyendecker, T.; Bolz, S.; Koelker, W. Adaption of graded Cr/CrN-interlayer thickness to cemented carbide substrates’ roughness for improving the adhesion of HPPMS PVD films and the cutting performance. Surf. Coat. Technol. 2010, 205, 1564–1570. [Google Scholar] [CrossRef]
- Skordaris, G.; Bouzakis, K.-D.; Kotsanis, T.; Charalampous, P.; Bouzakis, E.; Lemmer, O.; Bolz, S. Film thickness effect on mechanical properties and milling performance of nano-structured multilayer PVD coated tools. Surf. Coat. Technol. 2016, 307, 452–460. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Feldshtein, E.; Nieslony, P.; Tyliszczak, B.; Pusavec, F. Tool wear characterizations in finish turning of AISI 1045 carbon steel for MQCL conditions. Wear 2017, 372, 54–67. [Google Scholar] [CrossRef]
- Krolczyk, G.M.; Nieslony, P.; Legutko, S. Determination of tool life and research wear during duplex stainless steel turning. Arch. Civ. Mech. Eng. 2015, 15, 347–354. [Google Scholar] [CrossRef]
- Królczyk, G.; Gajek, M.; Legutko, S. Predicting the tool life in the dry machining of duplex stainless steel. Eksploat. Niezawodn. Maint. Reliab. 2013, 15, 62–65. [Google Scholar]
- Liang, S.C.; Chang, Z.C.; Tsai, D.C.; Lin, Y.C.; Sung, H.S.; Deng, M.J.; Shieu, F.S. Effects of substrate temperature on the structure and mechanical properties of (TiVCrZrHf)N coatings. Appl. Surf. Sci. 2011, 257, 7709–7713. [Google Scholar] [CrossRef]
- Liang, S.C.; Tsai, D.C.; Chang, Z.C.; Sung, H.S.; Lin, Y.C.; Yeh, Y.J.; Deng, M.J.; Shieu, F.S. Structural and mechanical properties of multi-element (TiVCrZrHf)N coatings by reactive magnetron sputtering. Appl. Surf. Sci. 2011, 258, 399–403. [Google Scholar] [CrossRef]
- Tsai, D.C.; Liang, S.C.; Chang, Z.C.; Lin, T.N.; Shiao, M.H.; Shieu, F.S. Effects of substrate bias on structure and mechanical properties of (TiVCrZrHf)N coatings. Surf. Coat. Technol. 2012, 207, 293–299. [Google Scholar] [CrossRef]
- Chang, S.Y.; Lin, S.Y.; Huang, Y.C.; Wu, C.L. Mechanical properties, deformation behaviors and interface adhesion of (AlCrTaTiZr)Nx multi-component coatings. Surf. Coat. Technol. 2010, 204, 3307–3314. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Vereschaka, A.S.; Bublikov, J.I.; Aksenenko, A.Y.; Sitnikov, N.N. Study of properties of nanostructured multilayer composite coatings of Ti-TiN-(TiCrAl)N and Zr-ZrN-(ZrNbCrAl)N. J. Nano Res. 2016, 40, 90–98. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Volosova, M.A.; Batako, A.D.; Vereshchaka, A.S.; Mokritskii, B.Y. Development of wear-resistant coatings compounds for high-speed steel tool using a combined cathodic vacuum arc deposition. Int. J. Adv. Manuf. Technol. 2016, 84, 1471–1482. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Vereschaka, A.S.; Batako, A.D.; Hojaev, O.K.; Mokritskii, B.Y. Development and research of nanostructured multilayer composite coatings for tungsten-free carbides with extended area of technological applications. Int. J. Adv. Manuf. Technol. 2016, 87, 3449–3457. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Grigoriev, S.N.; Sitnikov, N.N.; Oganyan, G.V.; Batako, A. Working efficiency of cutting tools with multilayer nano-structured Ti-TiCN-(Ti,Al)CN and Ti-TiCN-(Ti,Al,Cr)CN coatings: Analysis of cutting properties, wear mechanism and diffusion processes. Surf. Coat. Technol. 2017, 332, 198–213. [Google Scholar] [CrossRef]
- Volkhonskii, A.O.; Vereshchaka, A.A.; Blinkov, I.V.; Vereshchaka, A.S.; Batako, A.D. Filtered cathodic vacuum Arc deposition of nano-layered composite coatings for machining hard-to-cut materials. Int. J. Adv. Manuf. Technol. 2016, 84, 1647–1660. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Grigoriev, S.N.; Sitnikov, N.N.; Batako, A. Delamination and longitudinal cracking in multi-layered composite nano-structured coatings and their influence on cutting tool life. Wear 2017, 390, 209–219. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Grigoriev, S.N. Study of cracking mechanisms in multi-layered composite nano-structured coatings. Wear 2017, 378, 43–57. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Coating | Coating Thickness (μm) | Microhardness (GPa) | Strength of Adhesion Bond to Substrate | |
|---|---|---|---|---|
| Lc1 (N) | Lc2 (N) | |||
| TiAlN | 4 (±0.8) | 30.3 | 23.2 | 30.1 |
| Ti-TiN-(TiCrAl)N | 3 (±0.7) | 32.7 | 32.6 N | 34.2 |
| Ti-TiN-(TiCrAl)N | 5 (±0.6) | 32.2 | 31.2 | 35.0 |
| Ti-TiN-(TiCrAl)N | 7 (±0.6) | 33.5 | – | 34.8 |
| Zr-ZrN-(ZrCrNbAl)N | 3 (±0.6) | 29.4 | 30.2 | 32.6 |
| Zr-ZrN-(ZrCrNbAl)N | 5 (±0.5) | 30.1 | 31.7 | 33.1 |
| Zr-ZrN-(ZrCrNbAl)N | 7 (±0.5) | 30.2 | – | 33.2 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vereschaka, A.; Kataeva, E.; Sitnikov, N.; Aksenenko, A.; Oganyan, G.; Sotova, C. Influence of Thickness of Multilayered Nano-Structured Coatings Ti-TiN-(TiCrAl)N and Zr-ZrN-(ZrCrNbAl)N on Tool Life of Metal Cutting Tools at Various Cutting Speeds. Coatings 2018, 8, 44. https://doi.org/10.3390/coatings8010044
Vereschaka A, Kataeva E, Sitnikov N, Aksenenko A, Oganyan G, Sotova C. Influence of Thickness of Multilayered Nano-Structured Coatings Ti-TiN-(TiCrAl)N and Zr-ZrN-(ZrCrNbAl)N on Tool Life of Metal Cutting Tools at Various Cutting Speeds. Coatings. 2018; 8(1):44. https://doi.org/10.3390/coatings8010044
Chicago/Turabian StyleVereschaka, Alexey, Elena Kataeva, Nikolay Sitnikov, Anatoliy Aksenenko, Gaik Oganyan, and Catherine Sotova. 2018. "Influence of Thickness of Multilayered Nano-Structured Coatings Ti-TiN-(TiCrAl)N and Zr-ZrN-(ZrCrNbAl)N on Tool Life of Metal Cutting Tools at Various Cutting Speeds" Coatings 8, no. 1: 44. https://doi.org/10.3390/coatings8010044
APA StyleVereschaka, A., Kataeva, E., Sitnikov, N., Aksenenko, A., Oganyan, G., & Sotova, C. (2018). Influence of Thickness of Multilayered Nano-Structured Coatings Ti-TiN-(TiCrAl)N and Zr-ZrN-(ZrCrNbAl)N on Tool Life of Metal Cutting Tools at Various Cutting Speeds. Coatings, 8(1), 44. https://doi.org/10.3390/coatings8010044