3.1.2. Vitrification, Preform Assembling and Fiber Drawing
We can used the sol-gel derived granulate directly without any vitrification step for the preform assembly, which we call “fiber rapid prototyping” [
6,
14,
15,
16,
17,
18] (see
Figure 3) [
7]. For that, we usually place a smaller silica tube (depending on the core to cladding ratio of the final fiber) in a larger silica preform tube (17 mm × 21 mm) [
6,
14,
15,
16,
17,
18]. The smaller tube is then filled with the doped granulate derived from the sol-gel process, which will become the core of the fiber. The intermediate space is filled with pure silica powder (SiO
2), which will become the cladding of the fiber [
6,
14,
15,
16,
17,
18]. Alternatively, we can also use a preform tube with thick pure silica walls as a large preform, where the cavity of this tube replaces the smaller silica tube and can filled directly with the granulate [
6,
9]. In this configuration, the filled cavity will become the core, whereas the thick silica walls will become the cladding of the fiber [
6,
9]. The authors are aware of the diffusion between core and cladding regions during fiber drawing, however it was not yet analyzed, since our focus was on the homogeneity. As mentioned before, the grain size and size distribution of the granulate plays an important role for the evacuation of the preform during fiber drawing for the “fiber rapid prototyping” and for the additional vitrification step. The level, density and size of microbubbles depend on granulate parameters such as grains size and size distribution as well as on the preform diameter and the applied vacuum. For “fiber rapid prototyping”, we use coarse granulate (usually grain size from 150 µm to 1 mm) [
6]. The fibers produced by “fiber rapid prototyping” suffer from high propagation and scattering losses in the range 0.75 dB/m to 5 dB/m at 633 nm due to, e.g., microbubbles [
6,
14,
15].
By using an additional vitrification step for the sol-gel derived granulate before preform assembly, the scattering and propagation losses of the final fiber can be reduced [
7]. We can vitrify the granulate into a solid glass rods with a diameter up to 5 mm, which we referred to as vitrified core rods (shown in
Figure 4) [
7]. These vitrified core rods can be used for the two before mentioned adapted powder-in-tube preform assembly version (preform cladding region consists either of pure silica powder or solid pure silica glass), where the vitrified core rod replaces the doped granulate in the center of the preform, shown in
Figure 1b–c) [
7].
After the preform assembly based on the adapted power-in-tube technique, the preform is drawn into fiber at a temperature in the range of 1900 °C–2000 °C. If the preform consists of granulate or a powder area, then the preform is additionally evacuated from the top.
3.1.3. Yb/Al/P Doped Sol-Gel-Based Granulated Silica
Here, we present the results of our sol-gel-based granulated silica method doped with Ytterbium (Yb) and co-doped with Aluminum (Al) and Phosphorous (P) [
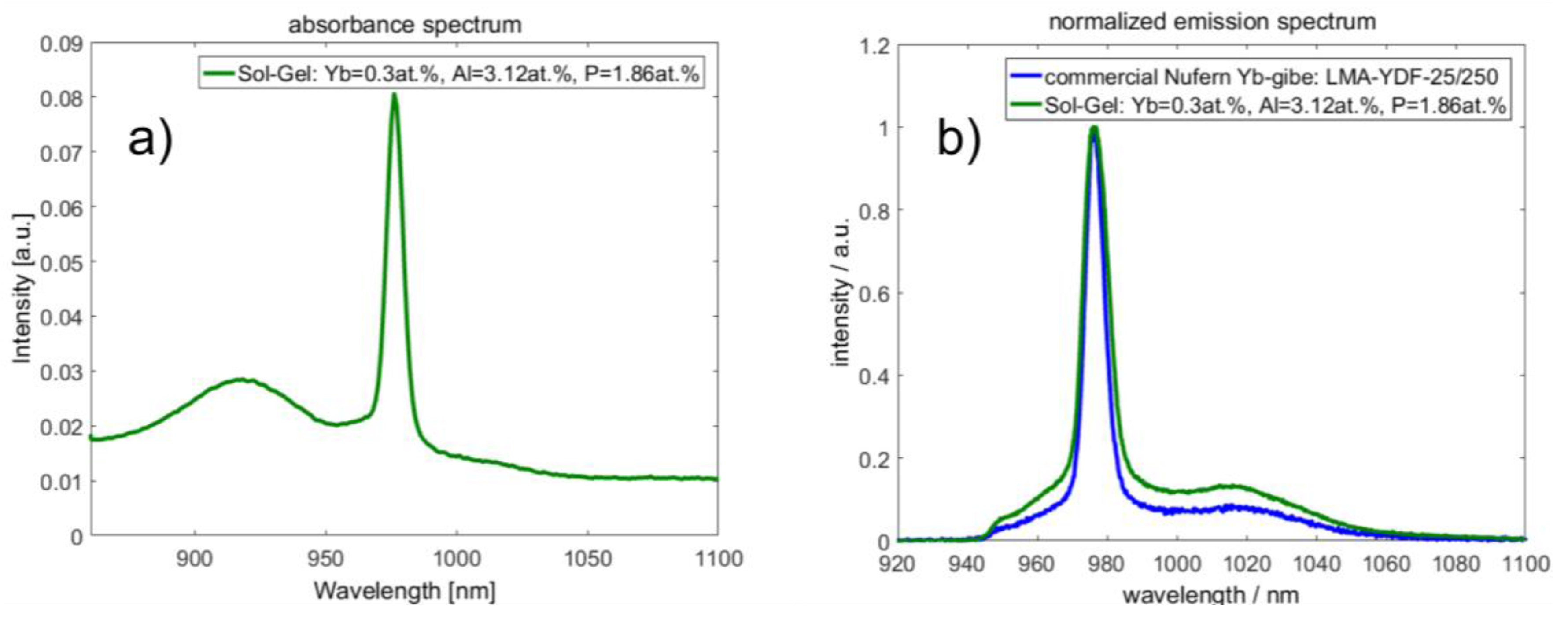
7]. The rare earth element Ytterbium is the optical active dopant element, which features an emission in the near infrared region of 1000 nm–1100 nm and can be excited by commercial pump diodes at 976 nm or in the range of 915 nm, see
Figure 5 [
7]. Aluminum is used to increase the solubility of the Ytterbium in the sol-gel process (hold true for all rare earth elements) and to prevent the clustering of the Ytterbium (hold also true for all rare earth elements) [
6]. Phosphorous is primarily used to reduce photo darkening. Furthermore, when Al and P are individually applied, each of the two elements on its own would increase the refractive index, when applied in combination, the Phosphorous can compensate the refractive index change arising from the Aluminum [
6,
7]. Thus, by tailoring the ratio of Al to P, we can control the refractive index.
As silica precursor we used liquid tetraethyl orthosilicate TEOS: Si(OC
2H
5)
4 [
6,
7]. For the dopants, the following precursors were used in powder form: ytterbium (III) nitrate pentahydrate (Yb(NO
3)
3·5H
2O), aluminum nitrate nonahydrate (Al(NO
3)
3·9H
2O) and phosphorus pentoxide (P
2O
5) [
6,
7]. Before mixing all precursors together, the powdery precursors and TEOS are separately solved in ethanol. The combination of all precursors and ethanol is then stirred at room temperature (see
Figure 2) [
6,
7]. If the pH level of this solution is not yet below 6, hydrochloric acid (HCl) is used as a catalyst to lower the pH value below 6. Under the addition of deionized water and supplementary moderate heating (70 °C–80 °C), the mixed solution undergoes hydrolysis followed by condensation and gelatinization. The transformation from a solution into a gel takes a couple of hours. The resulting gel is then dried into a powder, where every grain of the powder is doped [
6,
7]. Subsequently, the drying of the gel into a powder is followed by a sintering routine. During this sintering routine [
6,
7], the powder is slowly (2 C°/min) heated up to 1550 °C and kept at this temperature for several hours. Afterwards, the powder is cooled down to room temperature with the same rate (2 C°/min). Furthermore we transformed the loose powder into a block of powder by applying this sintering routine. This block of powder is then crushed into a granulate and, by sieving this granulate, we can select different grain sizes and size distributions [
6,
7]. It has to mentioned that the crystalline structure of the granulate, which arises during the sintering process, is completely removed and changed into an amorphous structure during fiber drawing in a temperature range above 1900 °C [
6,
9]; for more details check the “Homogeneity” in
Section 3.1.3.
Previously, we reported [
6] the direct usage of this granulate together with the power-in-tube preform assembling for the “fiber rapid prototyping”. However, the manufactured fibers based on “fiber rapid prototyping” suffered from high scattering and propagation losses (0.75 dB/m to 5 dB/m at 633 nm) [
6,
14,
15]. By using an additional vitrification, these losses can be reduced [
7].
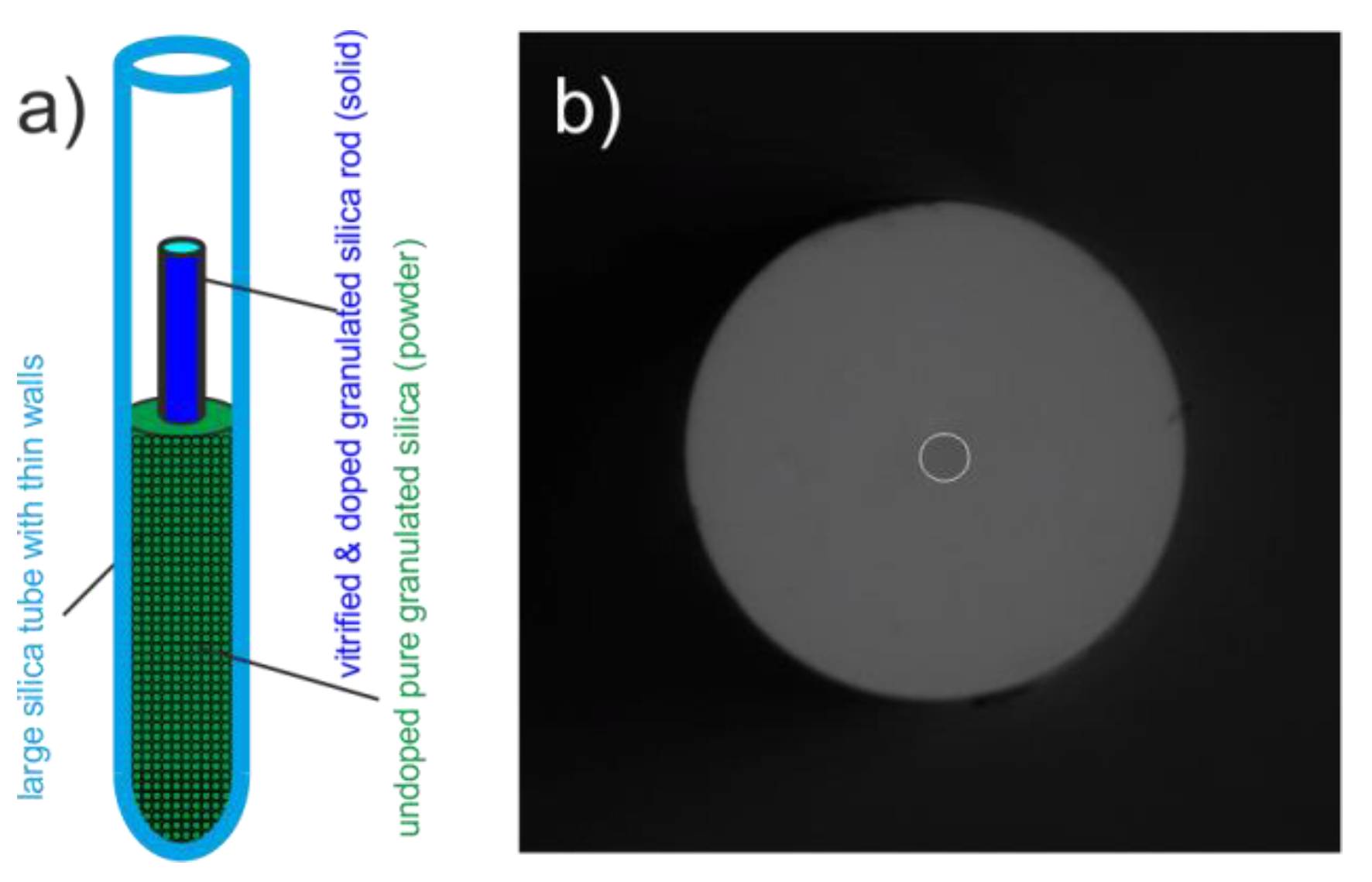
Based on two vitrified core rods, we assembled two different large mode area (LMA) preforms [
7]. One of these preforms consist of a cladding are made out of pure silica granulate (SiO
2), whereas the other preform consists of a solid pure silica cladding area (see
Figure 1) [
7]. For the first mentioned preform assembly, the vitrified core rod (diameter of ≈5 mm) was centered in a larger silica tube (inner-/outer-diameter: 17 mm × 21 mm) and the remaining space was filled with pure silica granulate (SiO
2). For the second preform assembly, the vitrified core rod (diameter of < 5 mm) was placed in a pure silica tube with thick walls (inner-/outer-diameter: 5 mm × 20 mm). During fiber drawing, different coatings were applied for the two preforms. For the preform with the granulate cladding area, we applied a high index coating, resulting in a single-clad (SC) fiber, whereas, low index coating was applied for the other preform leading to a double-clad (DC) fiber [
7].
(1) Composition
Here, we present our results based on the sol-gel approach. The detailed element doping ratio in atomic percentage (at.%) is shown in
Table 1 [
7].
If we account for the valences of the dopant element in the precursors, this leads us to a sol-gel precursor ratio, which is presented in
Table 2 and which is indicated this time by the molar percentage (mol.%).
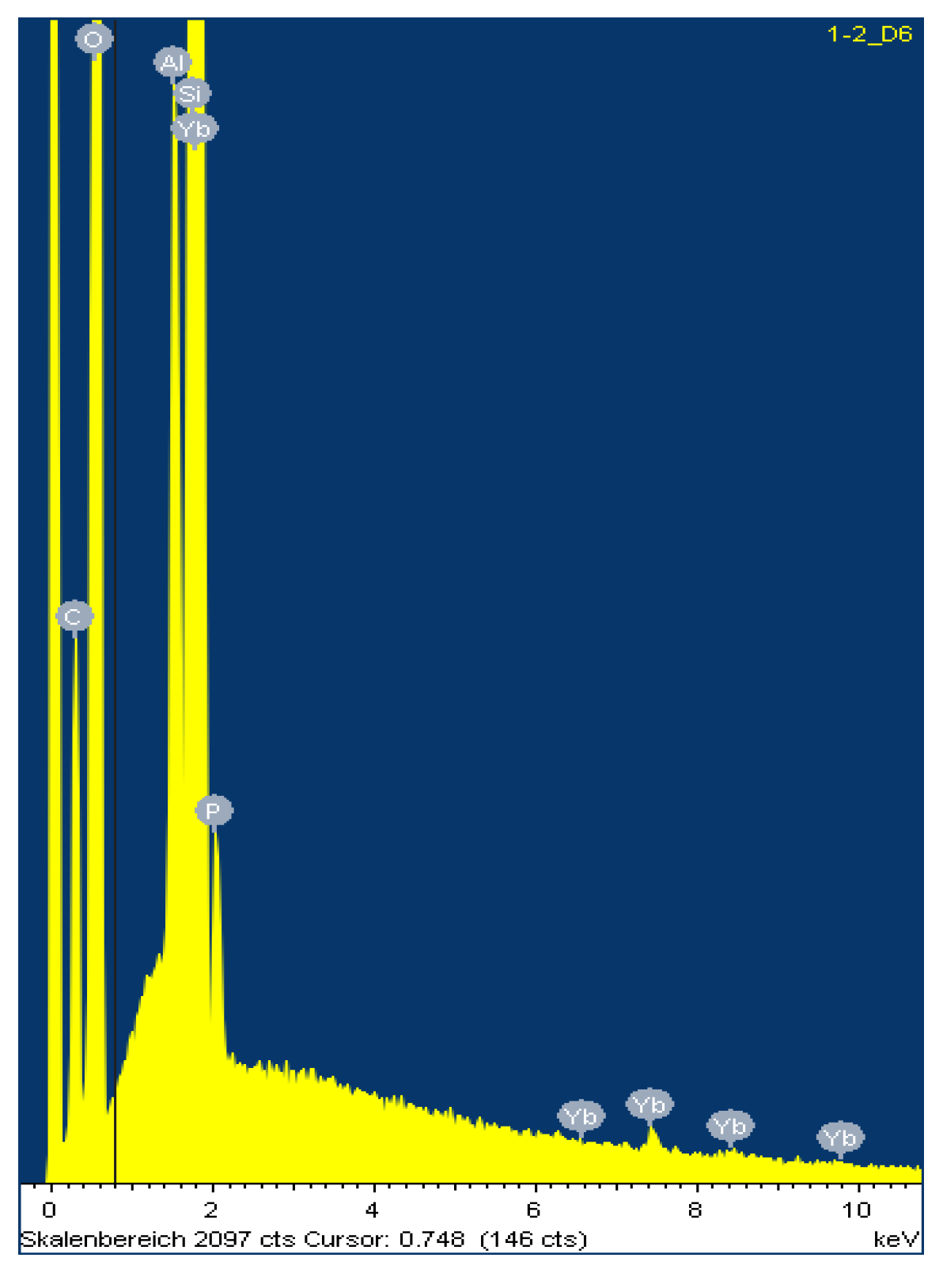
After the vitrification, the sol-gel derived material was analyzed by energy-dispersive X-ray spectroscopy (EDX) (Oxford Instruments, Abingdon, UK) of a scanning electron microscope (SEM) (Carl Zeiss Microscopy GmbH, Jena, Germany). The EDX spectrum and the corresponding mass percentages (m. %) are shown in
Figure 6 and
Table 3. By neglecting the oxygen (O), we calculated the atomic percentages (at. %) (
Table 4). The differences between the theoretical precursor mixing ratio (
Table 1) and the measured dopant ratio of the vitrified glass (
Table 4) can be explained within the accuracy of the EDX [
7]. Furthermore a small error in the m. % will lead to a large error in the at. %. We previously concluded [
7], based on these EDX measurements and its accuracy, that the composition is conserved during the sol-gel process, the post-processing and even fiber drawing. However, we must confirm this assumption based on additional and more accurate measurements techniques. To do this, we have planned to measure the composition of the sol-gel derived material with wavelength dispersive X-ray fluorescence (WDXRF). If we find, based on the WDXRF analysis, that the doping concentrations are not precisely conserved during the whole process, the concentration changes should be reproducible so that we can tailor the doping concentrations of the final fiber by adjusting the doping concentrations for the precursors.
(2) Homogeneity
As mentioned above, the granulated silica derived from the sol-gel process was implemented for fabrication of Ytterbium-doped active fibers [
7]. The detailed sol-gel process and post-processing was already described in other subsections before, however it must be highlighted that no iterative CO
2-laser treatment of melting and milling to increase the homogeneity is used anymore (in contrast to [
6,
9]). The structure and homogeneity of the fiber cores were observed by means of scanning electron microscopy and scanning/transmission electron microscope (S/TEM), using a FEI Titan Themis S/TEM (80 kV–300 kV) (FEI, Hillsboro, OR, USA) [
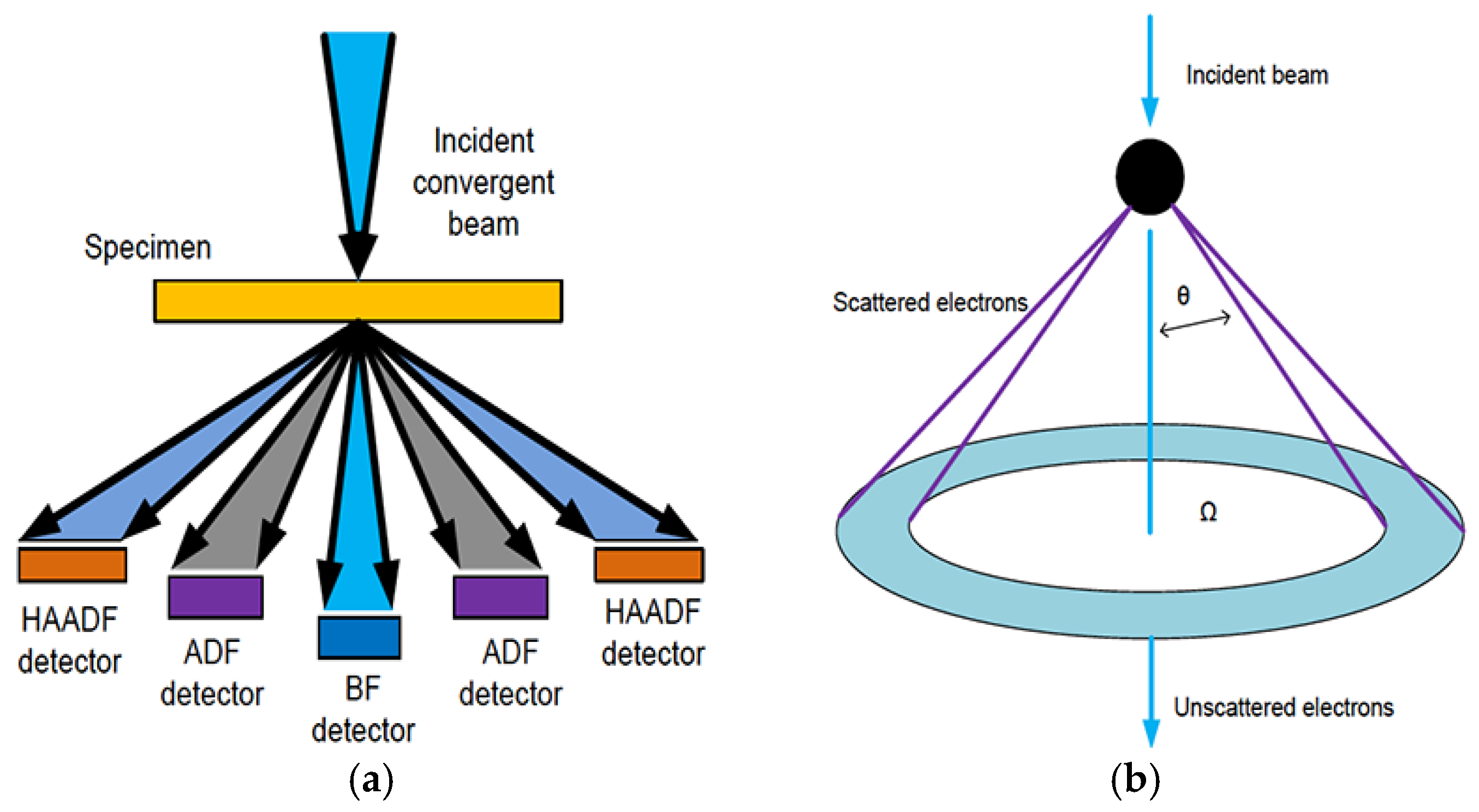
8]. The different feature of STEM compared to conventional TEM is that it can focus the electron beam into a narrow spot, which is scanned over the sample and diffracted electrons can be detected by different detectors (see
Figure 7) [
39]. Various types of contrast in the image and different observation modes including bright field, high angle annular dark-field (HAADF), diffraction pattern, EDX, and high-resolution contrast have been employed. Indeed, scanning transmission electron microscopy (STEM-EDX) provides information in nano-scale chemistry and homogeneity while selected area electron diffraction mode gives information about material amorphization during the process [
8].
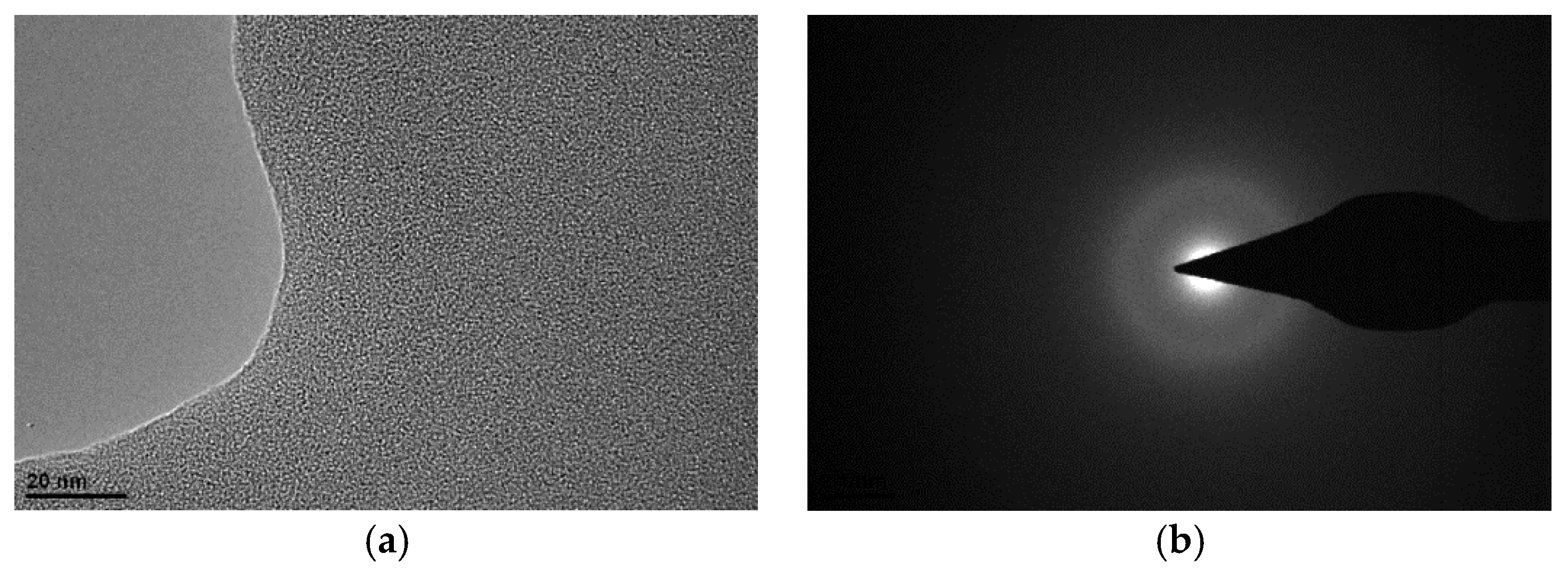
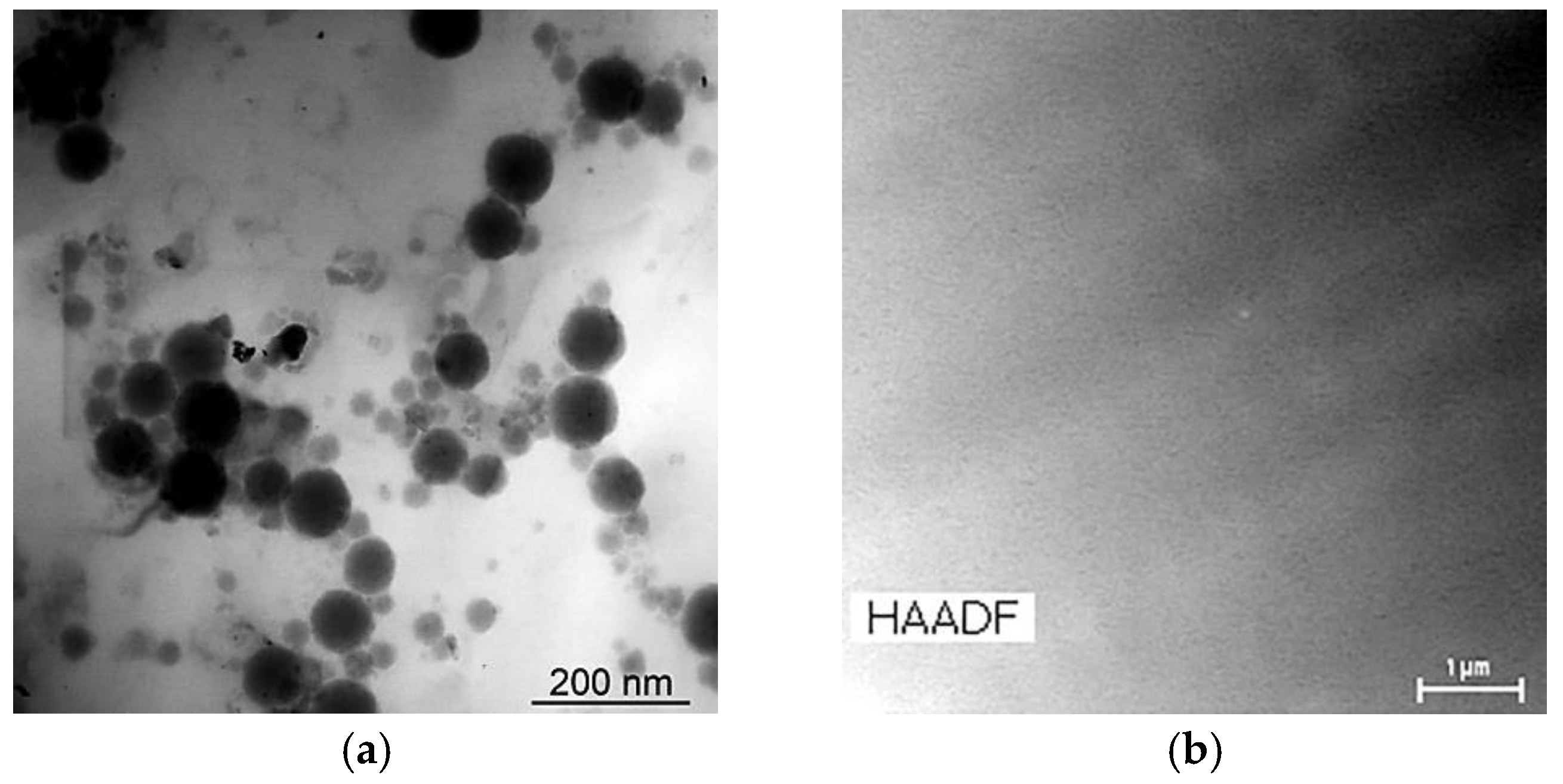
Figure 8 demonstrates the TEM micrographs (BF) showing the nanostructure and diffraction patterns of a fiber core produced by granulated silica derived from the sol-gel process [
8]. A well-developed amorphous structure is observed in the fiber core and the electron diffraction pattern shows diffused rings as would be expected for an amorphous phase. However, the question regarding the homogeneity and elemental distribution of the dopant (Yb) and co-dopants (i.e., P and Al) in nano and atomic scales arises. For this purpose, as described previously, STEM was implemented to investigate the fiber core if it is structured into ultra fine substructures, clusters or nano phase segregations. An ultra precise chemical mapping was performed to individualize the different chemical phases, even if they are restricted to ultra small quantities where we have an electron beam with a HAADF STEM resolution of 0.18 nm [
8].
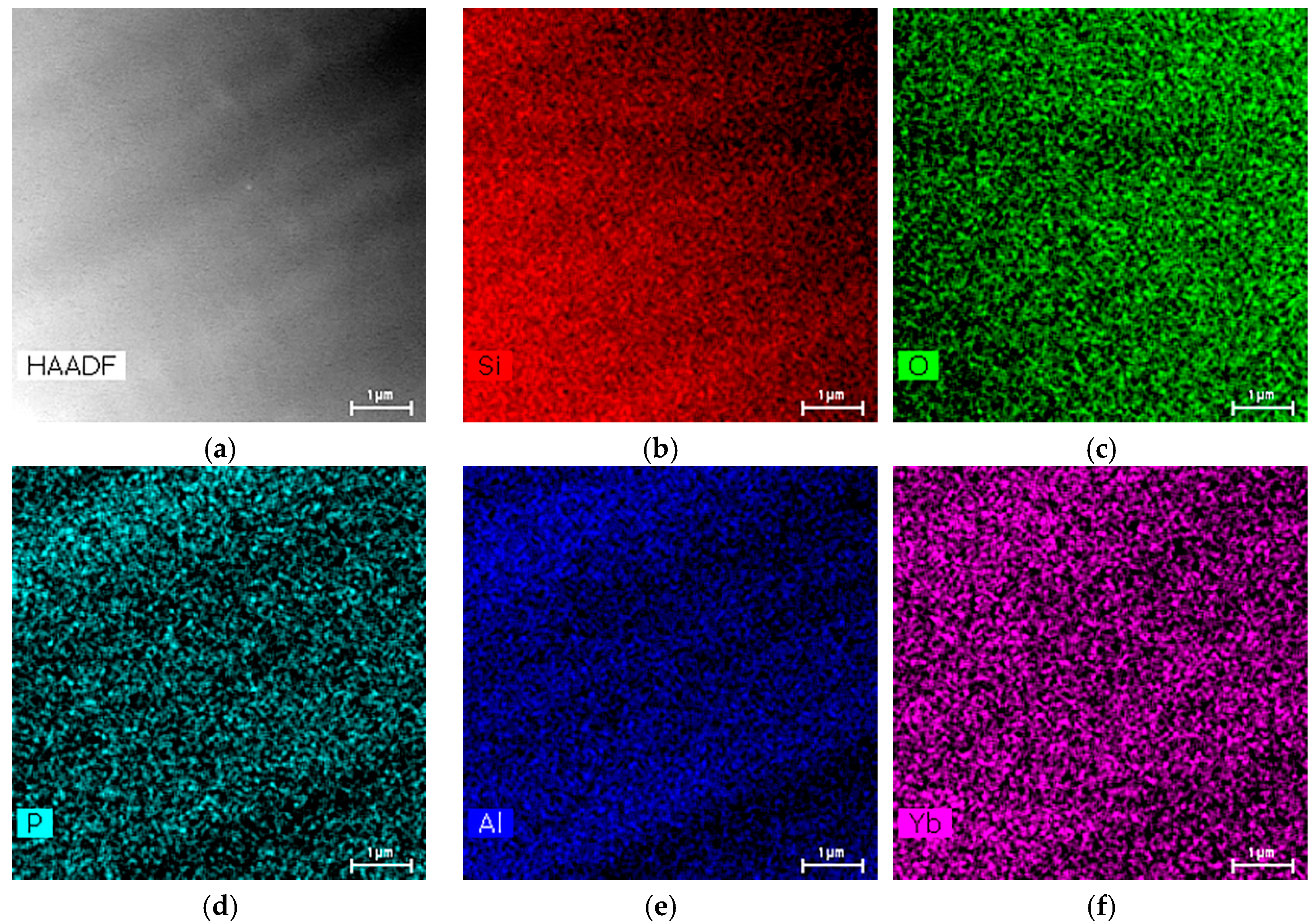
Figure 9 demonstrates the elemental distribution images associated with Si, O, P, Al, and Yb, respectively. It can provide useful information on the dopant and co-dopants localization in the nanostructure. It is noteworthy that an extremely homogeneous distribution of dopants is observed in the structure in nano-scale (see
Figure 9d–f) [
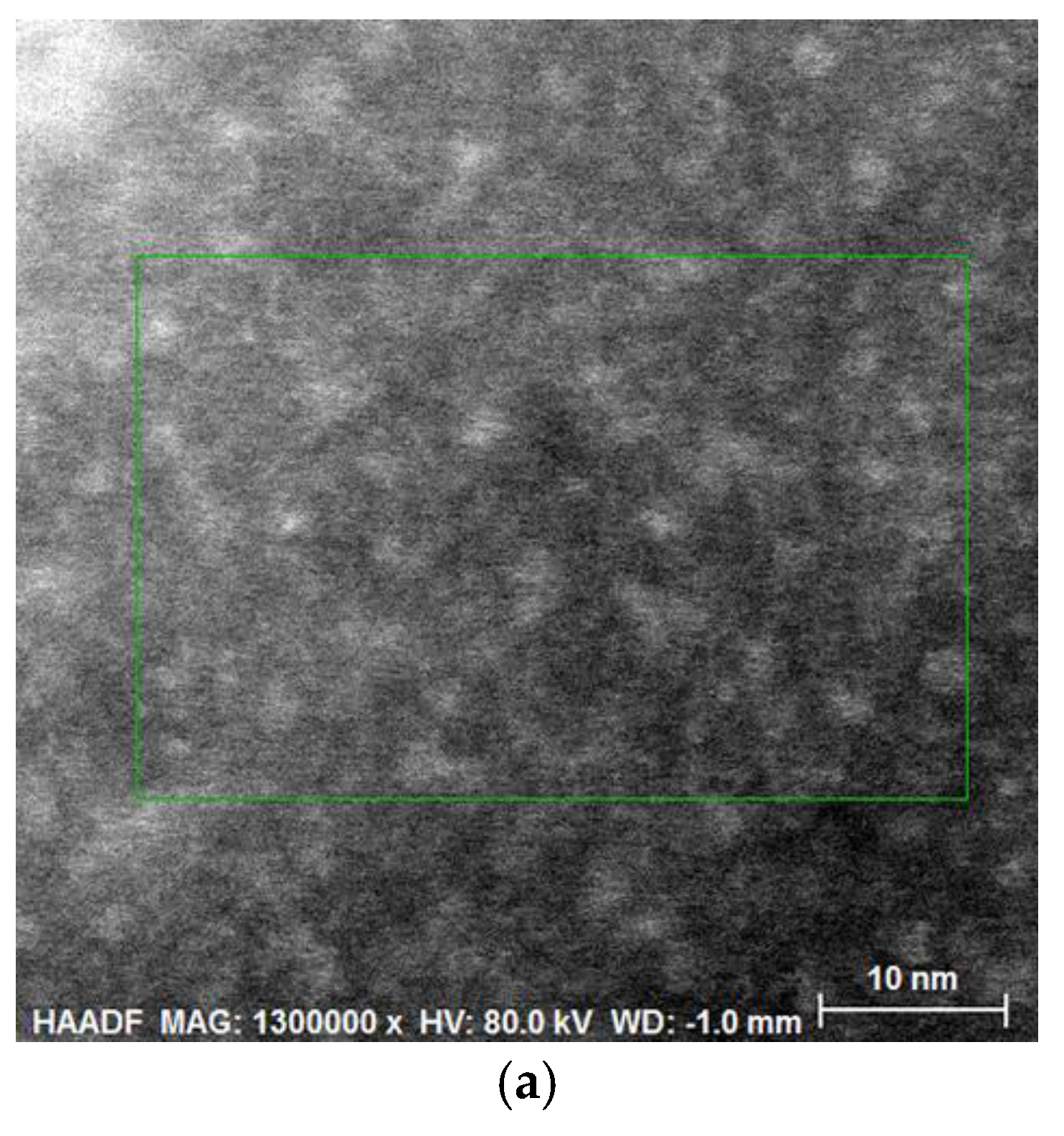
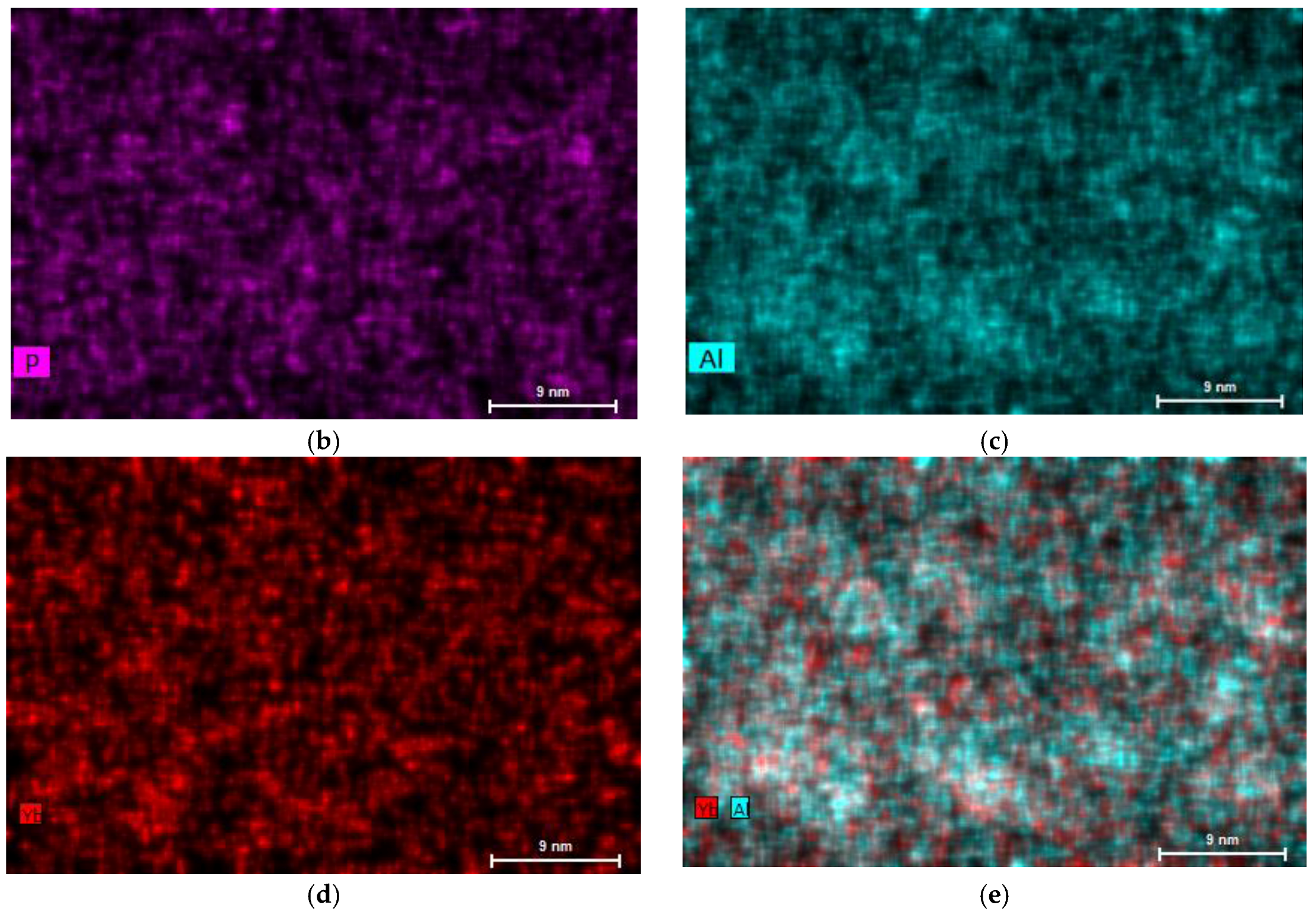
8]. In order to obtain a clue of dopants homogeneity in atomic scale,
Figure 10 shows acquired HAADF image in an extremely high magnification. According to the “Z contrast” imaging theory, the brightness of each dot in the STEM-HAADF image mode is roughly proportional to the Z
2 where Z is atomic number [
40].
Considering the rational hypothesis of a flat investigated area within the field of view at such high magnification, we can conclude that the bright areas on the micrographs in
Figure 10a represent Yb atoms and clusters since the Yb atom species are the only heavy dopant in the core [
8]. The atomic numbers of other elements and dopants (i.e., Al, P, Si, and O) are much lower than Yb. Furthermore,
Figure 10a) shows that at such atomic scale magnification, some Yb atoms tend to cluster together while some are randomly distributed in the core. Given the fact that Yb ionic diameter is around 0.5 nm and the average cluster size in the observation area is around 4 nm [
8]. Consequently, it can be concluded that Yb clusters are formed by an average of eight atoms or, in other words, Yb clusters are formed by less than 10 atoms in 2D scale [
8].
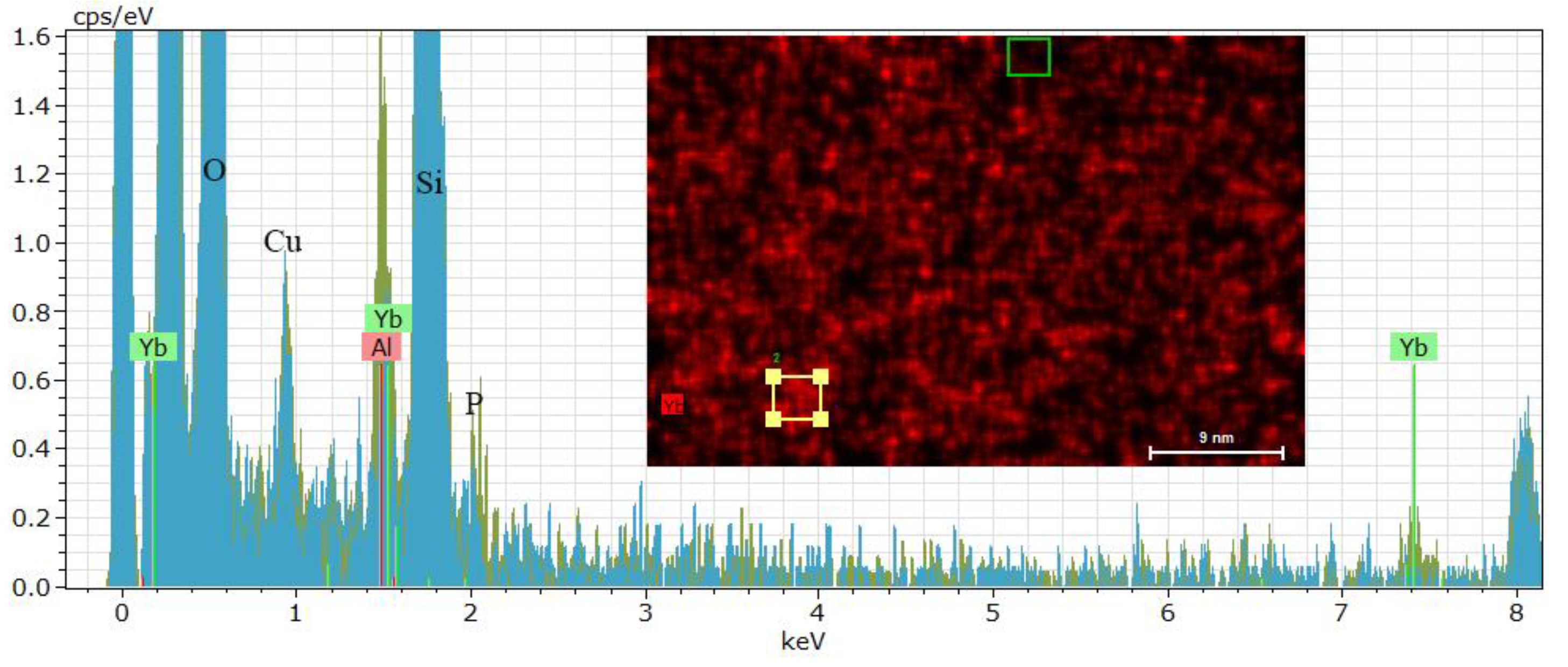
According to the best knowledge of the authors, it is a valuable achievement of the present work. In order to validate this hypothesis, the EDX spectrum was performed in both suspected clustered area and free cluster zone (see
Figure 11) [
8]. The green color shows the EDX spectrum of the clustered area, while the blue spectrum indicates that of the free cluster area. The strong Si and O signals come from the fiber host, SiO
2. The Cu signals come from the copper grid holder supporting the TEM specimen of the fiber.
The only distinction in the two spectra is the visible signal from Yb elements within the clustered area. It results in the dominating contrast (
Figure 10a) in STEM-HAADF image given its larger atomic number, Z.
In conclusion, a great progress in homogeneity could be achieved in the granulated silica derived from the sol-gel process (without any iterative CO
2-laser treatment of melting and milling) compared to the oxide-based approach, as shown in
Figure 12 [
7]. The fiber core derived from the sol-gel process exhibits a matrix with clear natural and homogenous distribution of dopants and co-dopants, while the core derived from the oxide-based granulated silica approach shows nano segregations containing a range of hydrated and nano-crystalline polymorphs in the matrix. Then, we conclude that the granulated silica derived from the sol-gel process is an extremely powerful technique for fabrication of Ytterbium-doped active fibers in terms of homogeneity of dopants and co-dopants [
8].
(3) Absorption and Emission Spectra, Lifetime
The absorbance spectrum of a vitrified, 1 mm-thick, plane-parallel plate was measured by a Perkin Elmer Lambda 750 spectrometer (Perkin Elmer, Waltham, MA, USA) (
Figure 5a) [
7]. The sol-gel derived material features the well-known Ytterbium absorption characteristics and thus corresponds well with the absorption spectra of commercial Yb doped fibers. Therefore, we can use the standard pumping wavelengths for Yb doped fibers at 976 nm or in the region of 915 nm [
7].
The emission spectrum was recorded under an excitation at 915 nm and by an Ocean Optics USB4000 spectrometer (Ocean Optics, Dunedin, FL, USA) [
7]. The emission spectrum of our self-made sol-gel based fiber corresponds well to the emission spectrum of a commercial Yb-doped fiber (Nufern: LMA-YDF-25/250) (Nufern, East Granby, CT, USA) (
Figure 5b).
The average lifetime of the upper state laser level of the Ytterbium of vitrified core rods was determined to be 0.99 ms (theoretical value of 1 ms) [
7], whereas self-drawn fibers based on these vitrified core rod feature a lifetime of 0.75 ms–0.8 ms, which corresponds well with the measured lifetime of a commercial Yb doped fiber (Liekki: Yb1200-25/250: 0.8 ms) (nLight, Vancouver, WA, USA). A bigger change in lifetime would indicate quenching and clustering of the Yb atoms [
7].
3.1.4. Yb/Al/P Doped Sol-Gel-Based Granulated Silica Fibers
As mentioned before, we manufactured two different large mode area (LMA) fibers with different preform assembly and different coatings (high and low index coating) [
7].
(1) Single-Clad Fiber: Δn and Scattering Losses [
7]
The single-clad fiber was produced based on a preform with vitrified doped core rod (derived from the sol-gel process) and an undoped pure silica granulate cladding area (see
Figure 13a). High refractive index coating was applied during fiber drawing, resulting in a single-clad (SC) fiber with the fiber geometry found in
Table 5.
Based on this single-clad fiber, we measured the refractive index contrast between undoped cladding and doped core and the scattering losses of the core. In order to determine the refractive index contrast, we use on the one hand a self-built reflection based refractive index mapping setup [
41] and on the other hand a self-built inversed refracted near-field (IRNF) setup [
42,
43]. The first mentioned setup is very time consuming (scanning) and accurate, whereas the second setup is based on a fast imaging technique but does not feature the same accuracy.
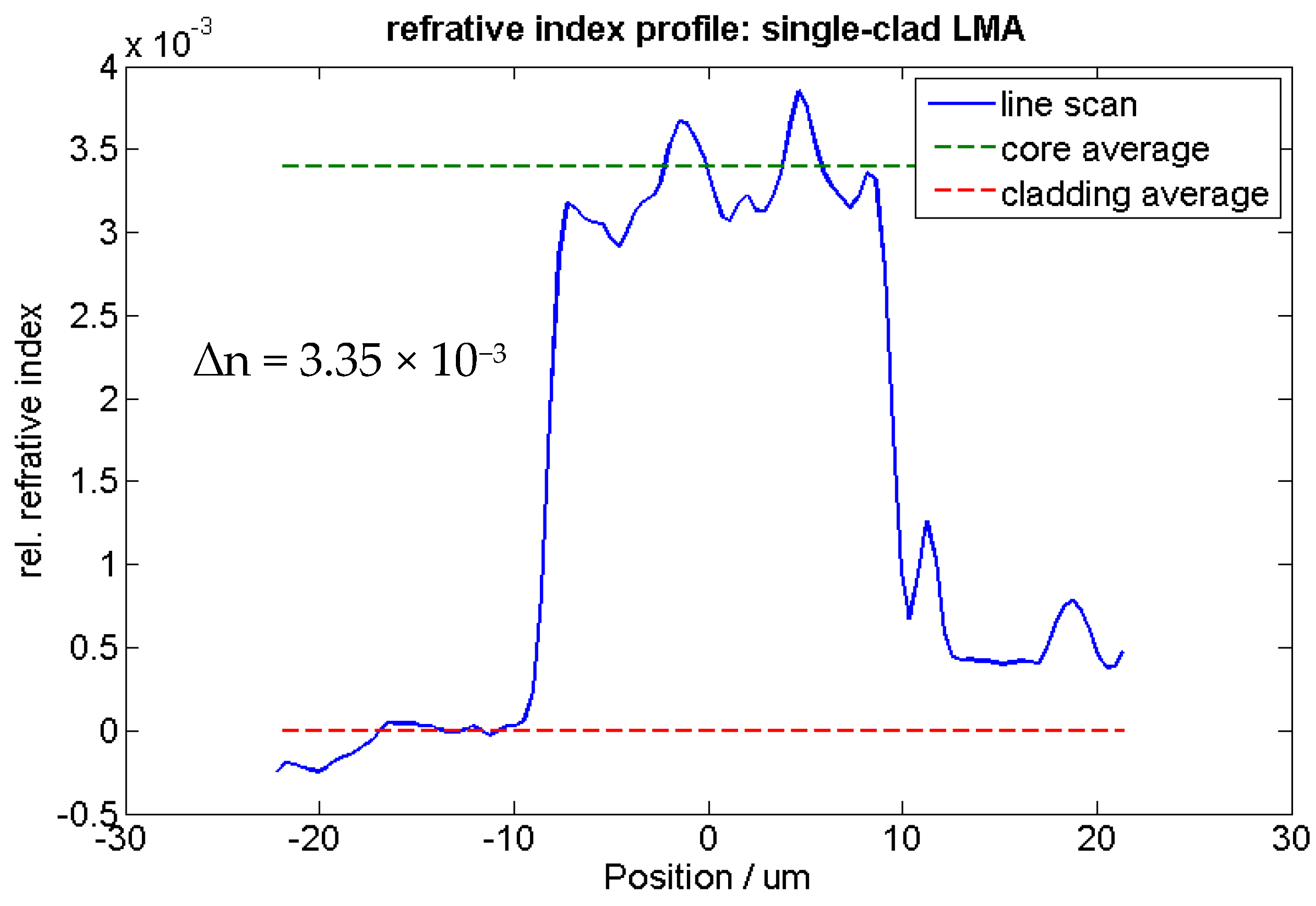
The refractive index profile of the SC LMA fiber for the reflection-based setup is shown in
Figure 14. The core and cladding averages are obtained by averaging a large area of the core and the cladding region, respectively, in contrast to the line scan [
7]. Based on the averaged value, the refractive index contrast between the doped core and pure silica cladding (derived from pure silica granulate preform cladding area) is ∆n = 3.35 × 10
−3 (confirmed also by IRNF setup) [
7]. If we assume a refractive index of 1.45 for the pure silica cladding, this leads to a NA of 0.0986 (commercial LMA fibers normally feature a NA (numerical aperture) of 0.07–0.08). However, by tailoring the doping concentration for Phosphorous, we have the possibility to adjust the refractive index contrast and the NA.
Based on this single-clad fiber, we could determine the propagation resp. scattering losses of the fiber core derived from sol-gel, since the fiber core is the only waveguide. In order to do that, we used two diverse methods at two different (not absorbing) wavelengths. On the one hand, we used the destructive cutback method at 633 nm and on the other hand we used a self-built and non-destructive high-resolution optical time-domain reflectometer (HR-OTDR) at 1550 nm [
44]. For the cutback method, we obtained propagation/scattering losses of 0.2 dB/m at 633 nm and, for the HR-OTDR, we measured losses of 0.02414 dB/m at 1550 nm [
7]. The main source for these losses is scattering and not absorption, since wavelengths at non-absorbing wavelength have been used for theses setups. The estimated losses in the near infrared region of interest (1000 nm–1100 nm), if no absorption at these wavelengths is take into account, is low enough to use these sol-gel-based fibers in laser or amplifier setups and applications [
7].
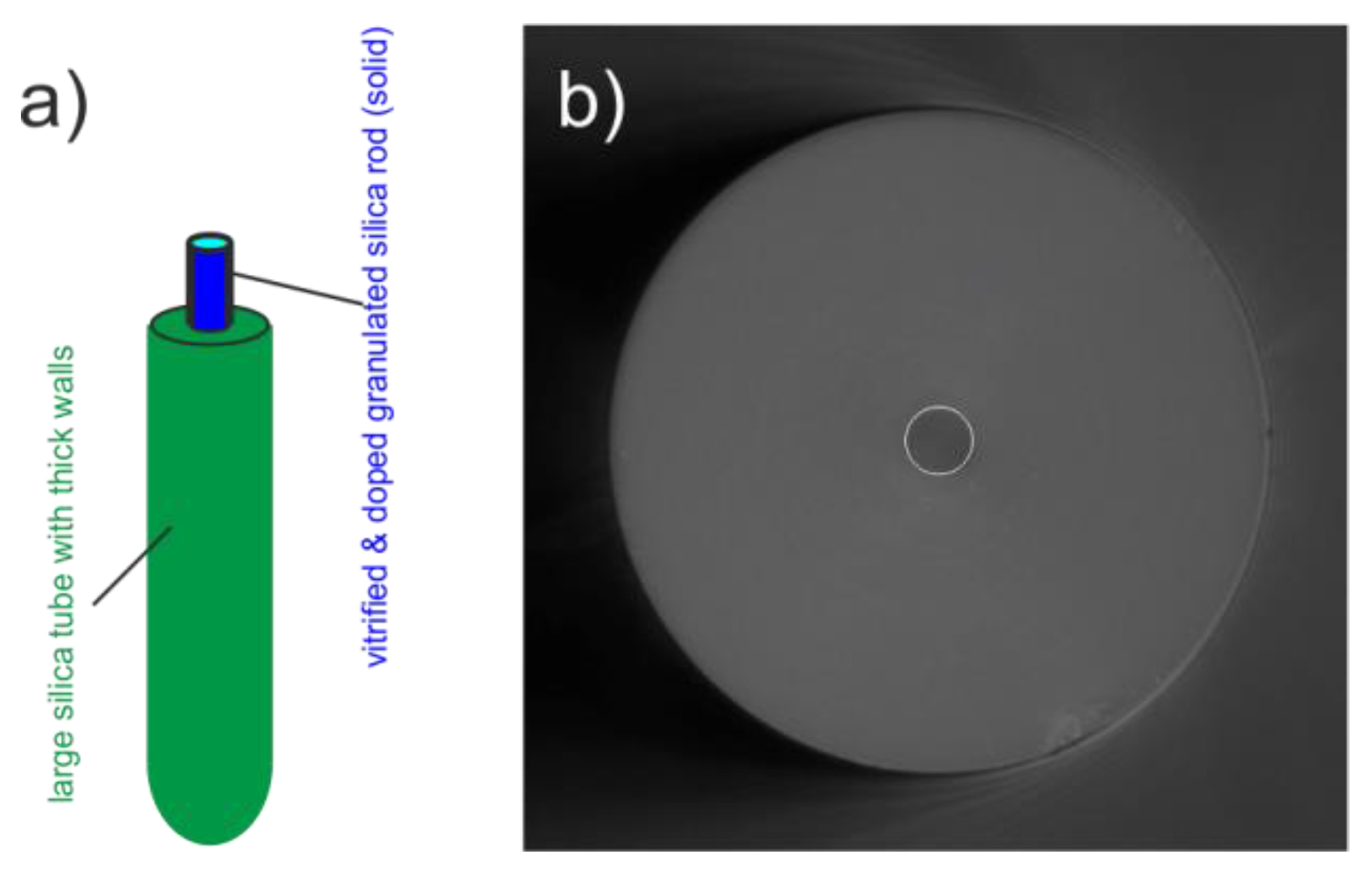
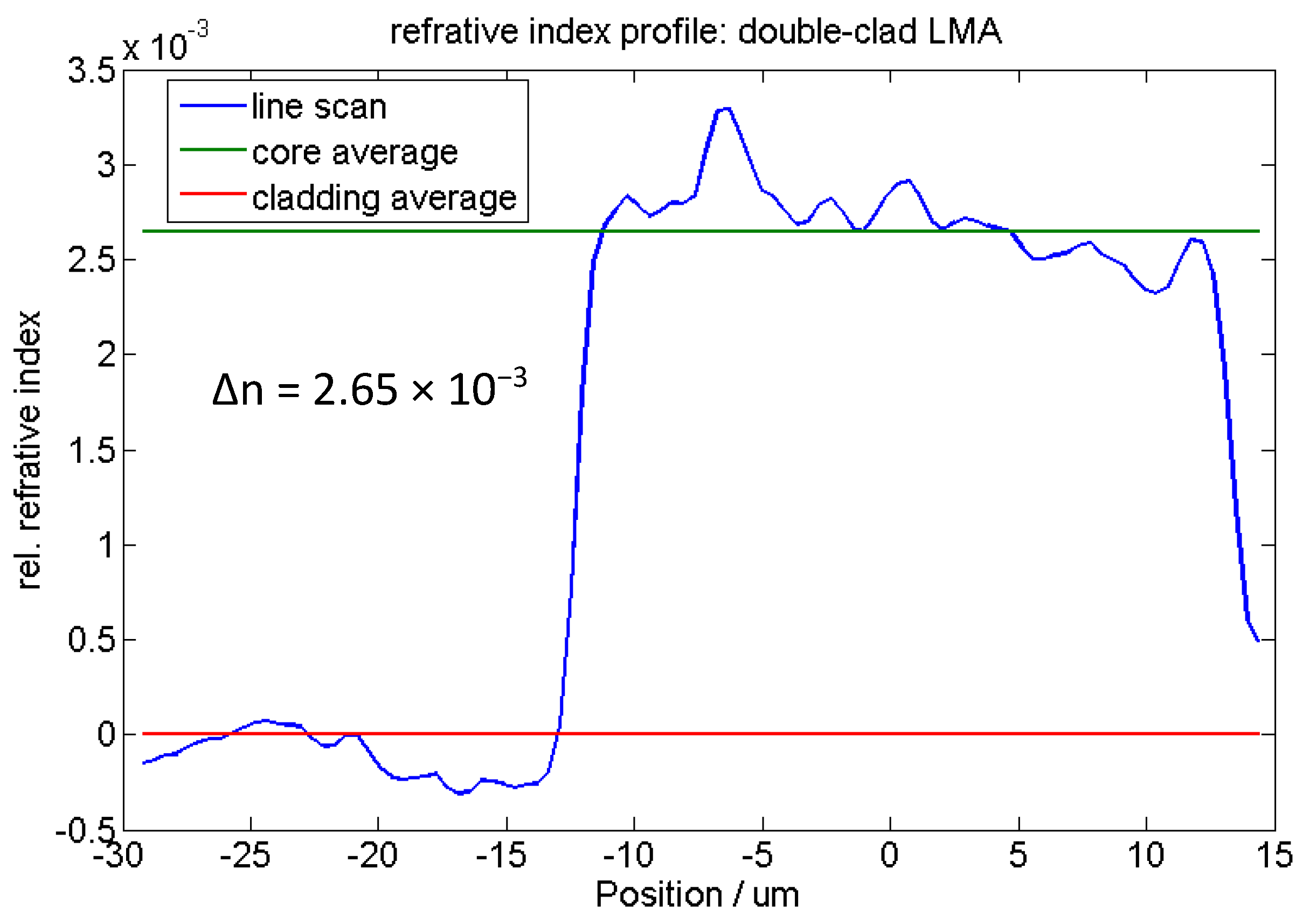
(2) Double-Clad Fiber: Δn
The double-clad fiber was produced based on a preform with vitrified doped core rod (derived from the sol-gel process) and an undoped pure silica solid cladding area (see
Figure 15a). Low refractive index coating was applied during fiber drawing, resulting in a double-clad (DC) fiber with the fiber geometry found in
Table 6.
The refractive index profile of the DC LMA fiber for the reflection-based setup is shown in
Figure 16. Based on the averaged value, the refractive index contrast between the doped core and pure silica cladding (derived from solid pure silica preform cladding area) is ∆n = 2.65 × 10
−3 (confirmed also by IRNF setup) [
7]. If we assume a refractive index of 1.45 for the pure silica cladding, this leads to a NA of 0.0877.
For the single-clad fiber, we used a preform cladding area made out of pure silica granulate, whereas, for the double-clad fiber, a solid pure silica cladding preform area was used. The granulated silica and solid silica cladding feature a slightly different refractive index, which in turn can explain the slight differences in refractive index contrast and NA of the self-made single-clad and double-clad fibers [
7].
Based on this double-clad fiber, lasing and amplification tests are in progress. Furthermore, different fiber geometries and configuration (SC, DC round cladding, DC octagonal cladding) are planned for testing.
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}