3.1. Fundamental Aspects of Tailored Interphases in Commingled Yarns
In contrast to thermosetting resins, thermoplastic filaments do not undergo chemical reactions during consolidation. Nevertheless, thermoplastics can be divided into polar polymers containing functional groups (e.g., PA6.6) and non-polar polymers. The non-polar PP is a typical example for a nonreactive polymer, but even the reactivity of PP can be increased by maleic anhydride grafting at compounding temperatures [
7].
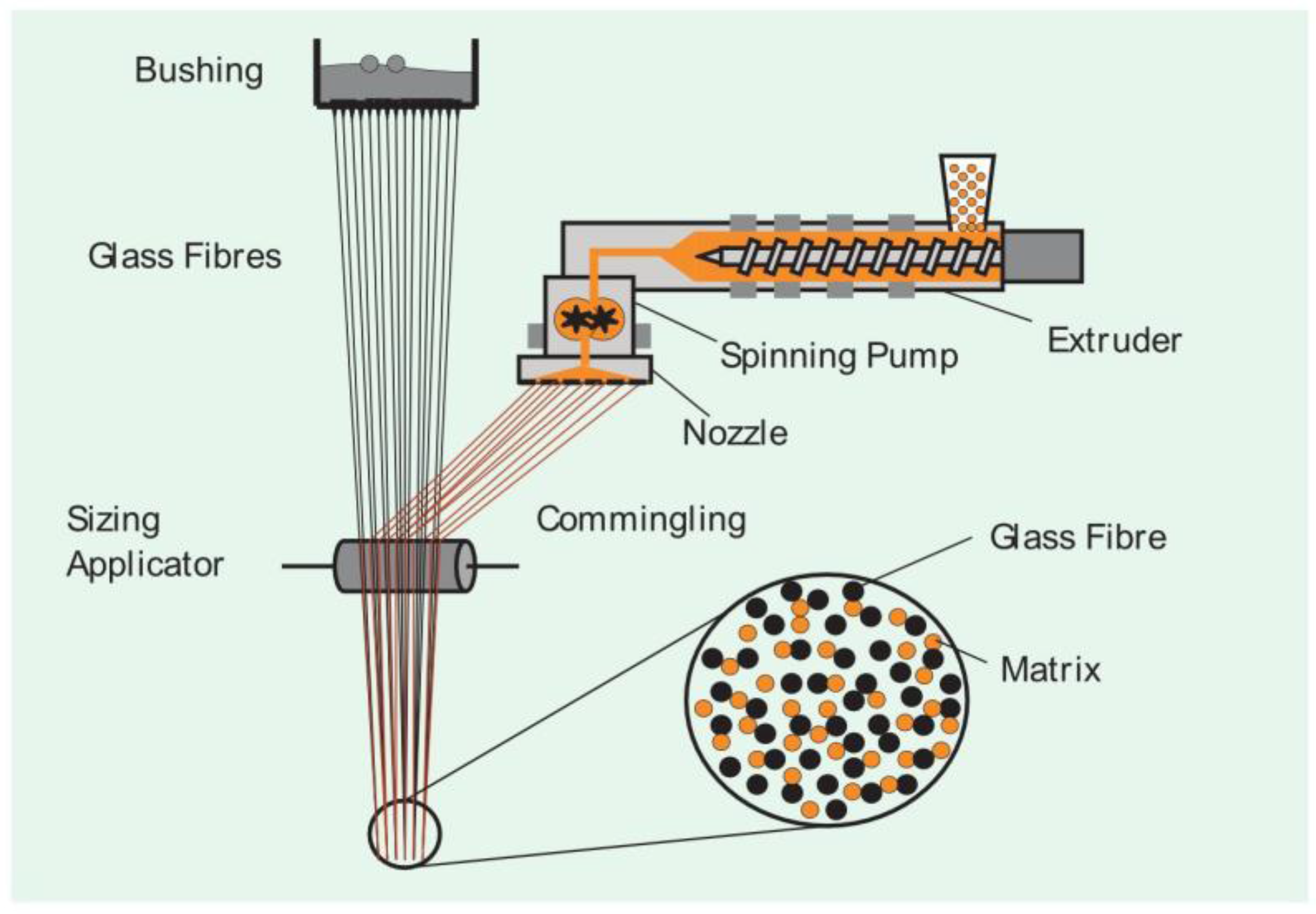
In order to further enhance adhesion between the glass fiber and matrix, coupling agents are applied via a sizing approach during the glass fiber spinning process. In general, sizings are mixtures of silane coupling agents, polymeric film formers, antistatic agents and lubricants [
8]. Only silane coupling agents are necessary to promote adhesion between the glass fiber surface and the matrix. In detail, the silanol groups can form either hydrogen or covalent bonds to the glass fiber and the organofunctional groups can react with the matrix polymer during processing. Other ingredients are added to the sizing in order to achieve additional properties such as fiber protection against abrasion, strand integrity, fiber wet-out, lubrication and anti-static which are necessary for handling and processing.
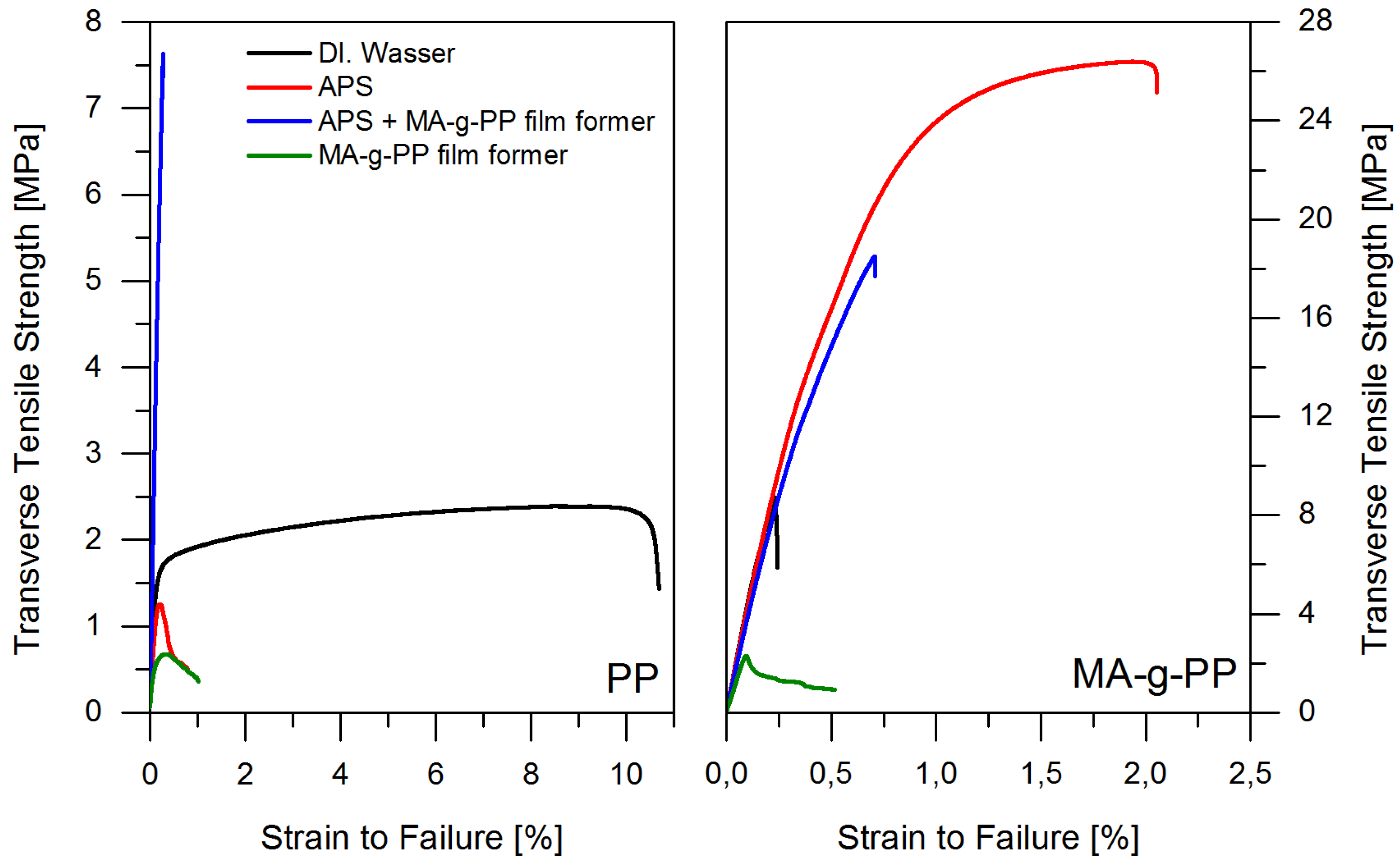
Figure 2 illustrates the principle influence of PP grafting and sizing components on the transverse tensile strength of the composites. The laminate strength is up to 3 times higher for the MA-g-PP versus the PP matrix. This seems reasonable since the chemical reactivity is increased by the functional maleic anhydride groups at the end of the polymer chain. Nevertheless, the sizing does play an important role on the strength properties in both matrix systems.
Only a mixture of silane and MA-g-PP film former (sizing formulation consists of 1 wt % silane and 10 wt % MA-g-PP film former) results in reasonable strength properties around 7.5 MPa, whereas pure film former and pure silane provide strength levels below 2.5 MPa. The performance of each sizing can be explained by the chemical nature. The mixture of silane and film former can form a covalent bond to the glass fiber surface and to the functional group of the film former via the silane. The film former then cocrystallizes via physical entanglements with the molecular chains of the PP matrix. Thus, stress transfer from the matrix into the fiber is possible. The pure silane sizing can only form bonds with the glass fiber surface. Due to the absence of functional groups within the molecular chains of the matrix, the organo functional group of the silane is missing its counterpart, resulting in poor stress transfer. Vice versa, a pure film former sizing can form entanglements with the matrix but does not form bonds to the glass fiber surface, resulting in poor transverse strength as well. Quite interestingly, glass fibers sized only with deionized (DI) water show increased strain to failure levels of up to 10% at low strength levels, although no bonds are formed between the glass fiber and the matrix. One explanation may be that only the matrix Poisson contraction is hindered due to the glass fibers.
The same sizings perform differently in a MA-g-PP matrix. Pure film former and deionized water result in low strength levels, as expected. In contrast to the previous results, the silane sizing shows the highest strength and strain to failure results. This can be explained by the covalent bonds which are formed between the glass fiber surface and the grafted matrix molecular chains via the silane. The sizing containing a mixture of MA-g-PP film former and silane shows a lower strength and strain to failure in comparison to the pure silane sizing. It is likely that the silane will form covalent bonds with the glass fiber surface, whereas the organo functional complex can either react with the functional groups of the film former, which then form entanglements with the matrix polymer, or directly reacts with the functional groups of the matrix polymer.
Although the pure silane sizing shows the best mechanical results, it cannot be used in real processing, as previously mentioned. Therefore, the purpose of the following investigations was to determine how the performance of a film former/silane mixture is influenced by its ingredients. The commercially available film formers do not only consist of a MA-g-PP, but also contain surfactants and plasticizers.
Figure 3A shows the influence of the molecular weight on the transverse tensile strength. The molecular weight affects the amount of entanglements which each chain forms with other chains. Higher weights result in more entanglements, thus achieving higher tensile strength properties [
18]. The lowest molecular weight film former shows the lowest strength. The strength can be increased by increasing the molecular weight but remains unaffected as soon as a reasonable molecular weight is applied. Besides the molecular weight, the surfactant and the plasticizer can have an influence on the performance of a composite.
Figure 3B shows the influence of an additional surfactant and plasticizer within a film former in comparison to a reference one. The purpose of the surfactant is to stabilize the MA-g-PP within the film former emulsion, whereas the plasticizer facilitates the emulsification process [
19]. From a manufacturing point of view, it is therefore desirable to apply these substances in excess. Nevertheless, both substances are likely to reduce the strength properties of the composites. As it is shown in
Figure 3B, a 10 wt % increase of surfactant content (red) in comparison to the reference film former yields no significant change in the strength properties. On the other hand, the same increase of plasticizer content results in a significant reduction of the strength.
As highlighted in
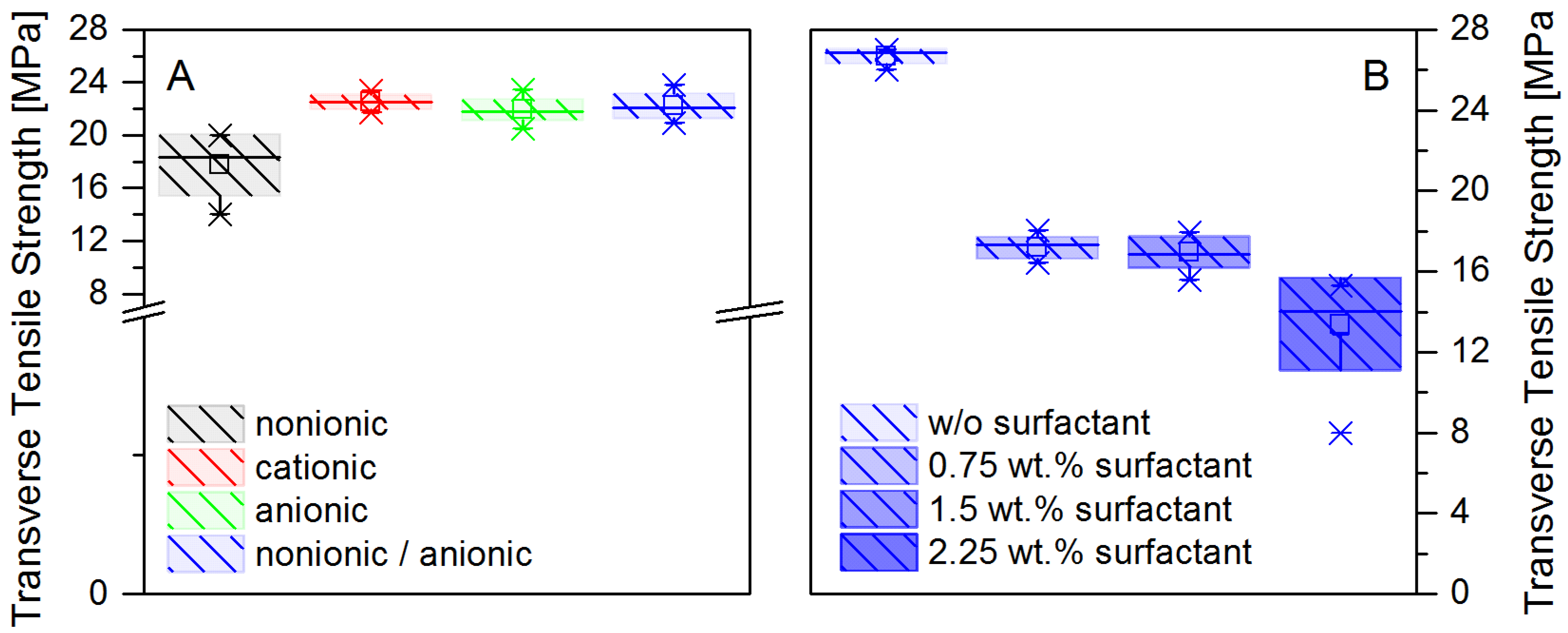
Figure 4A, besides the surfactant level, it is also the surfactant charge which affects the transverse tensile strength. From a processing point of view, it is desirable to generate stable sizings with desired charge. It was possible for all surfactant charges to produce glass fibers in quantities necessary for composite manufacture. Only the nonionic surfactant tends to reduce the strength properties significantly, whereas cationic, anionic and nonionic/anionic mixtures result in nearly the same strength.
In order to investigate the influence of the surfactant content (
Figure 4B) independent of the MA-g-PP, mixtures of silane and surfactant were applied to the glass fiber surface. A very low content of 0.75 wt % surfactant already reduces the strength by almost one third, compared with the reference without surfactant. This highlights that surfactants cannot be beneficial for strength but have to be applied with care in order to achieve stable film former emulsions.
3.2. Influence of Fiber Sizing Content on the Mechanical Performance
In the previous chapter, the fundamental influence of the sizing chemistry on the strength of a unidirectional composite was discussed. Within the following paragraph, the influence of the amount of sizing which is applied during glass fiber spinning will be further examined. Thus, the sizing system always consists of the same APS silane at 1 wt % plus a MA-g-PP film former varying from 0 up to 15 wt % of the sizing. By increasing the weight percent of the film former, the solid content of the sizing is increased, which tends to enhance the viscosity of the sizing. Consequently, the fiber picks up more sizing when it passes the sizing applicator roll yielding to an increased sizing content and thus a thicker average sizing layer on the fiber. Besides the sizing content, the fiber volume content was systematically changed from 42 until 62 vol %. The design of experiments was used for planning and analyzing the strength and stiffness results of the composite testing.
As the Pareto chart in
Figure 5 shows, the film former has a significant influence on the strength. It tends to decrease the transverse tensile strength. The fiber volume content is not significantly changed from a statistical point of view. The coupling effect between both tends to be right on the edge of significance, indicated by the blue line in the chart. Quite surprisingly, it is not the fiber volume content which dominates the strength, but the sizing content. The principle reduction in strength due to the increased sizing level can be explained by the chemical nature of the film former. In contrast to the matrix PP, the film former consists of a significantly lower molecular weight PP. To a large extent, the physical properties, e.g., strength and stiffness, are influenced by the molecular weight. As a bulk material, the film former polymer is very brittle and has a low strength of about 7 MPa and a strain to failure of only 4%. In contrast, the matrix polymer shows intensive yielding and strength of about 25 MPa. Based on the increased strain concentrations for higher fiber volume contents [
20], one would rather assume a waste reduction in strength for increased fiber levels.
In contrast to the strength results,
Figure 6 shows that the fiber volume content has a major influence on the Young’s modulus perpendicular to the direction of fibers. Increasing the fiber volume content results in increased Young’s modulus, which corresponds to the well-established micromechanical models [
21]. On the other hand, the film former has a detrimental influence on the modulus. Throughout all of the investigated film former levels, the modulus is significantly reduced. Although the Young’s modulus of the bulk film former and the matrix polymer are only marginally different, within the fiber interphase the low molecular weight film former clearly reduces the overall stiffness of the composite.
3.3. Influence of Time, Temperature and Pressure During Consolidation on the Mechanical Performance
The consolidation of continuous fiber-reinforced thermoplastics has been widely addressed in the literature [
22,
23,
24,
25,
26,
27,
28,
29,
30,
31]. It is well accepted that the impregnation during the consolidation consists of a macroscale and microscale impregnation. During the macroscale impregnation, molten matrix flows between fiber bundles, whereas during the microscale impregnation, the single fibers are infiltrated by the molten matrix, which is roughly considered by Darcy’s law.
The aim of this chapter is to investigate the influence of the processing parameters on the transverse tensile strength using a Design of Experiments (DOE) approach. For a better understanding of the impregnation behavior and the void content, polished cross sections for each specimen were prepared. In order to monitor the heat transfer and the temperature distribution during the consolidation, each plate was equipped with thermocouples along the thickness.
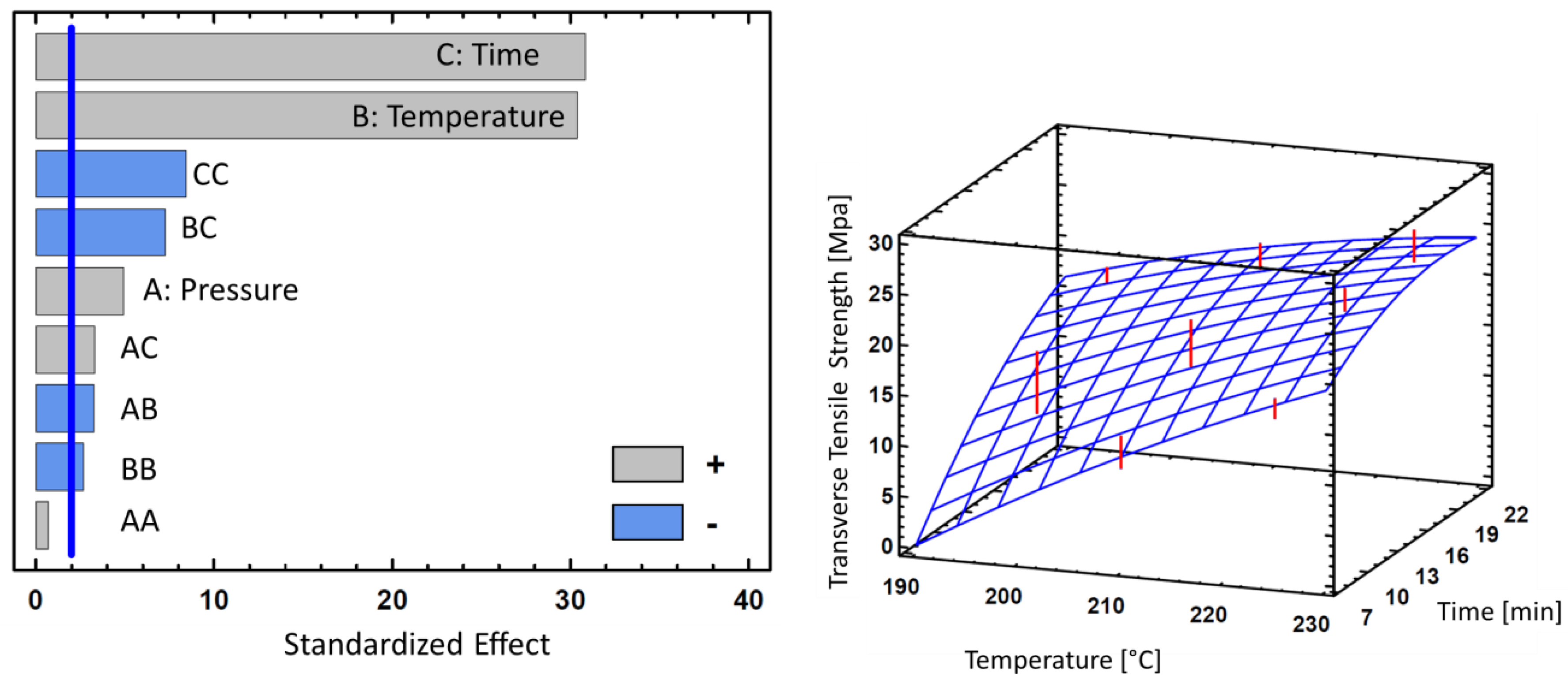
Figure 7 demonstrates that, during the isothermal consolidation trials, the time and the temperature have a significant impact on the mechanical properties. This behavior correlates well with previous composite consolidation studies [
28]. Besides these linear factors, a quadratic term of the time and an interaction between temperature and time are responsible for the reduction in strength. The influence of the pressure is much lower than all previously mentioned ones which can be attributed to the homogeneous fiber distribution level in the online commingled yarns and consequently short distances for the matrix to flow.
According to the literature [
25], the void content tends to determine the mechanical performance of the composite.
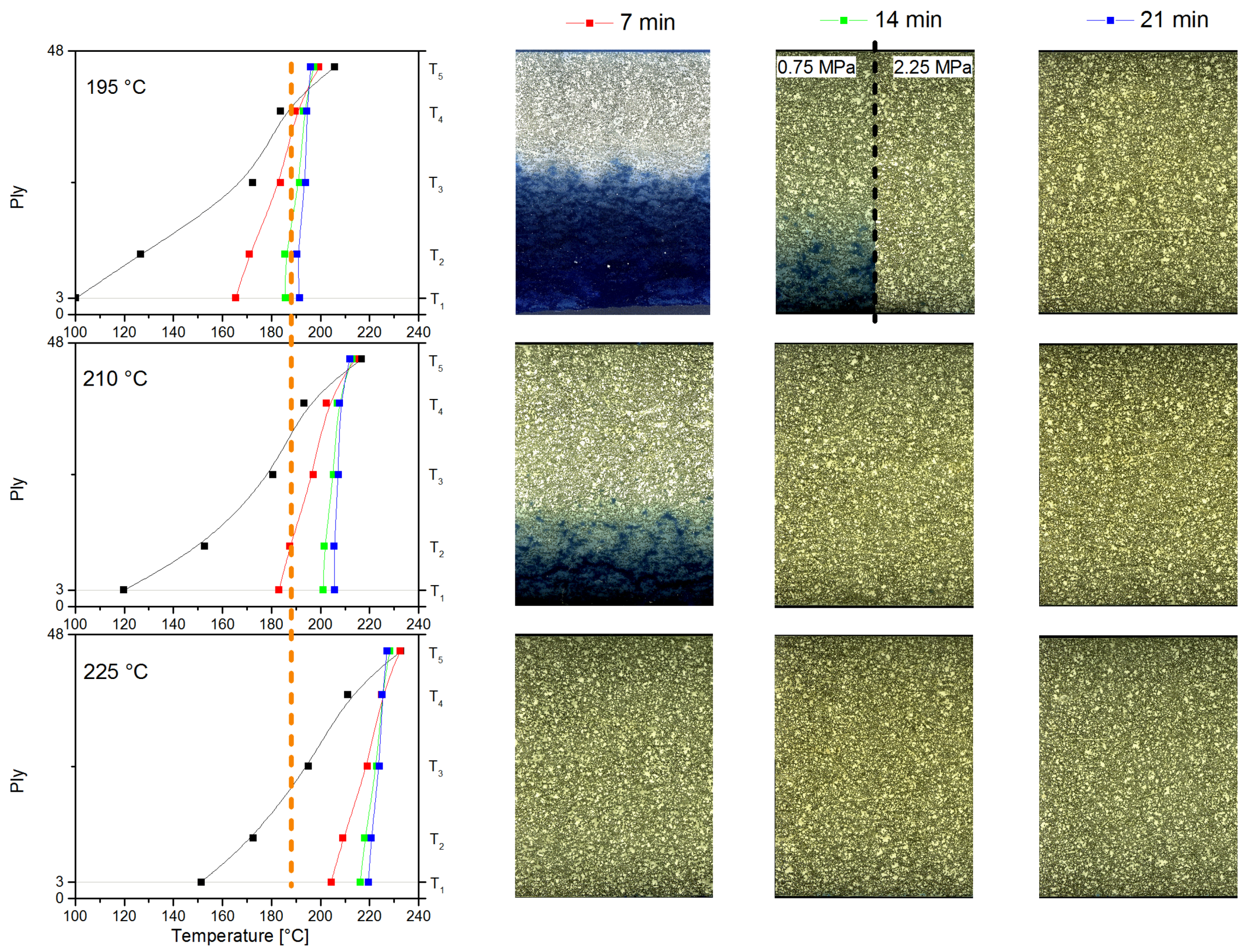
Figure 8 reports the evolution of the voids during different consolidation conditions. As expected by the results of the DOE, the void content decreases with increasing temperature and holding time, whereas the pressure only has a minor influence illustrated for the 14 min 195 °C sample (Pressure 0.75 and 2.25 MPa). The temperature has a major impact on the consolidation quality, as expected. From 180 °C consolidation temperature onwards, the void content can significantly be reduced, highlighted by the orange dotted line within the temperature graphs in
Figure 8. The influence of the time on the mechanical performance can be clearly espaliered by a close look on the temperature distribution through the thickness along consolidation time. As soon as the heatable platen press reaches its pre-defined temperature level (0 min time, black line), the temperature distribution along the 48 plies of the composite is somehow different. The top plies near the press have already reached the defined temperature level, whereas the lowest plies are almost 100 K colder. The temperature difference between top and bottom becomes less with proceeding time. After 21 min (green line) it is almost in equilibrium. Since the temperature is introduced via the top plie, void content is not homogeneously distributed through the thickness. Only the bottom areas which have not reached temperature levels above 180 °C along the holding time tend to have voids.
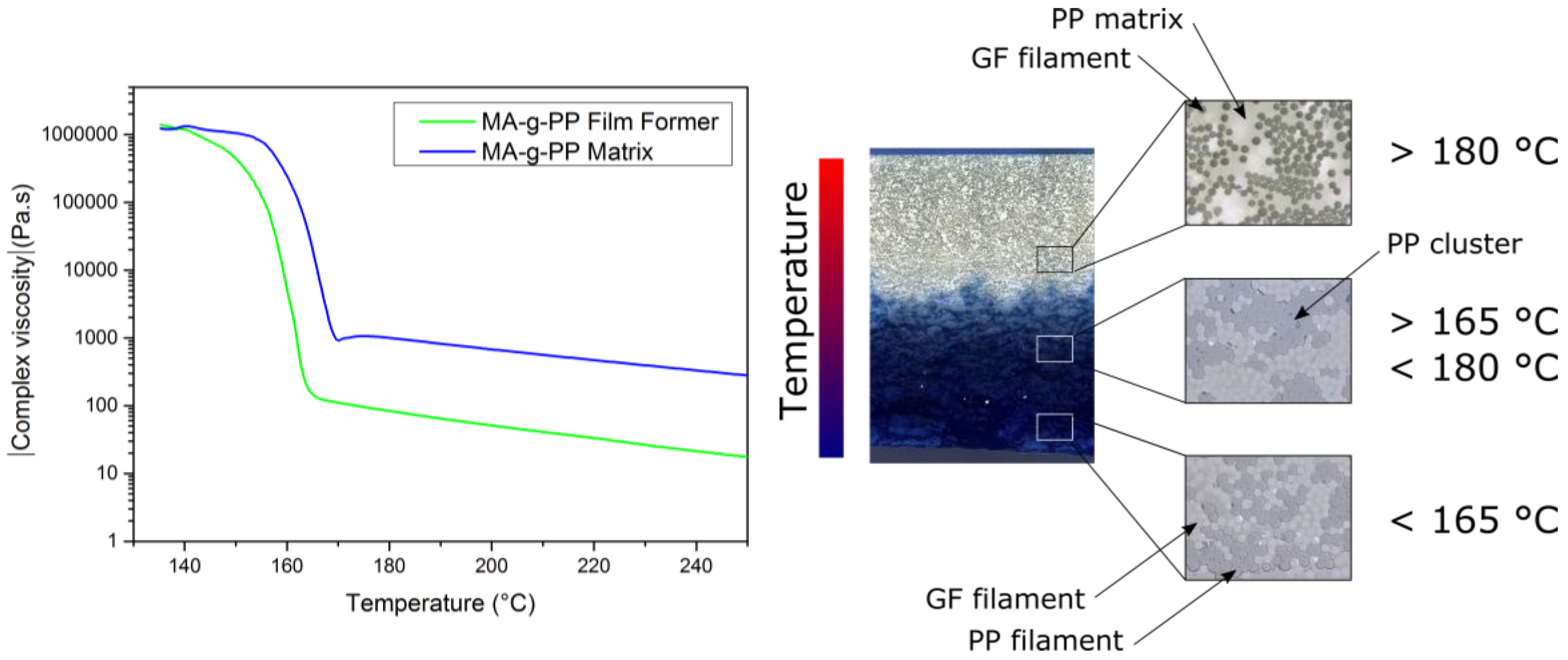
It is still open for discussion what really happens in the temperature region until 180 °C. The glass transition temperature of the PP matrix is somewhat in the region of −5 °C. Melting of the crystalline areas occurs between 155 and 170 °C. As a consequence, the viscosity of the PP drops within the melting area by almost 3 decades, as reported in
Figure 9. The drop in viscosity goes along with different distinctive events which can be observed in a polished cross section of a specimen (195 °C, 7 min, 0.75 MPa,
Figure 8 right) containing perfect consolidated areas on the top and almost pristine commingled yarn areas with no sign of consolidation on the bottom. At temperatures below 165 °C, the circular-shaped polymer filaments deform plastically changing their shape, but voids with the polymer bundles are still visible. Between 165 and 180 °C, the polymer filaments sinter, intrabundle voids are removed and macroscale impregnated areas become visible. Above 180 °C, the glass fibers are wetted out by matrix which flows from the resin-rich pools into the glass fiber bundles. These findings go along with more recent literature results which try to explain commingled yarn consolidation via a sintering approach [
32] rather than by Darcy’s law.
Nevertheless, the void content cannot be the only reason for an increased mechanical performance throughout the consolidation trials. Especially composites which do not show any sign of voids (e.g., above 195 °C/14 min or 210 °C/7 min) display differences in the transverse tensile strength, as presented in the response surface plot in
Figure 7. Since the heating and cooling rates were not changed throughout all experiments, these changes cannot be directly attributed to any difference in the melting or crystallization state during consolidation. Although the consolidation on the macro- and microscale appears to be void–free, it is still to be questioned what happens on the nanoscale near the glass fiber surface. The important influence of the glass fiber interphase on the mechanical performance has been already addressed in the two previous chapters. An increase in temperature always goes along with increased molecule mobility, which facilitates the interpenetration of the matrix into the sizing network and vice versa. Furthermore, the probability that each functional group can react with a counterpart is also increased. It is likely that all these effects tend to have a positive impact on the mechanical performance.
3.4. Effects of the Fiber Volume Content in GF/PP Composites on the Mechanical Properties
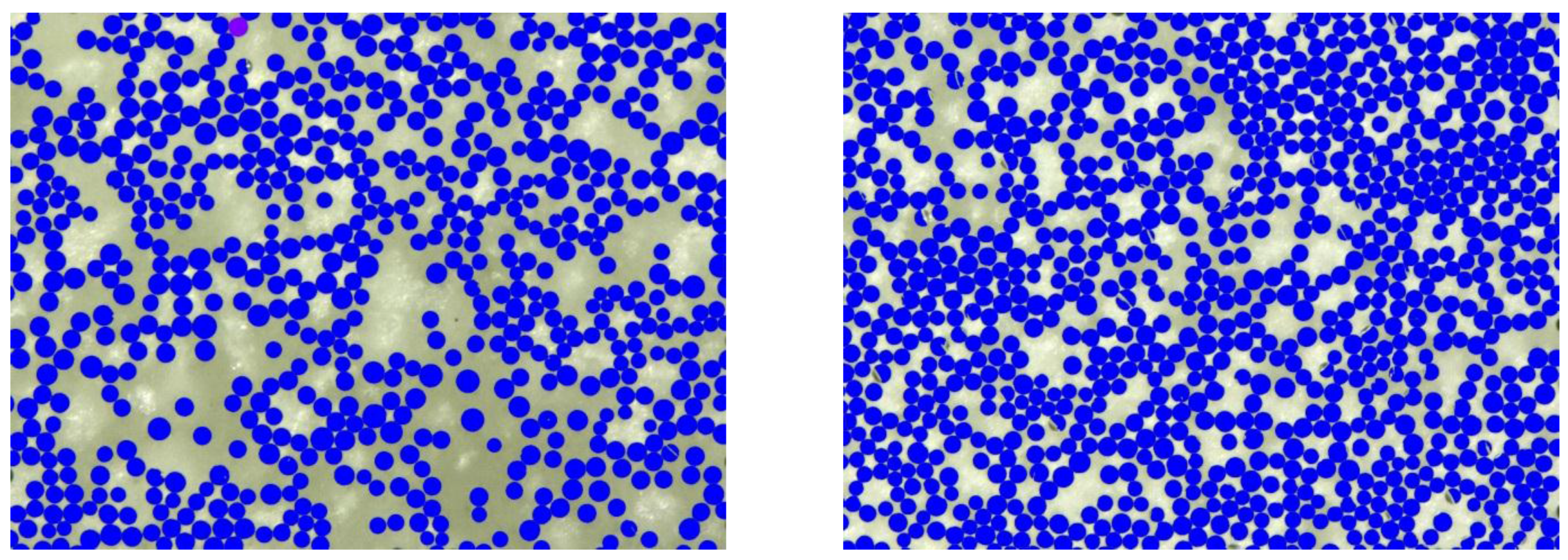
The fiber volume content of online hybrid yarns was varied by the spinning pump settings during the polymer yarn spinning process within the region of about 40 to 60 vol %. In order to manufacture specimens for mechanical testing, unidirectional composites were made based on filament winding of hybrid yarns followed by isothermal consolidation at 225 °C using a heatable platen press at a pressure of 1.5 MPa for 21 min throughout the variation of the fiber volume content. The fiber/matrix distribution homogeneity was very high and was not affected by the fiber volume variation.
Figure 10 shows exemplarily polished cross sections of unidirectional GF/PP composites containing 42 vol % and 60 vol % glass fibers, respectively.
Figure 11 reveals that it is possible to tailor Young’s modulus and to optimize the fiber dominated mechanical strength properties of the unidirectional composites in longitudinal and transverse fiber direction with the fiber volume content. Both the Young’s moduli in 0° and 90° fiber direction increased linearly determined after tensile and flexural loading as a function of the fiber volume content (
Figure 11a–c). Simultaneously, the strain to failure values decreased. This is also due to the nearly linear elastic behavior up to the failure which is also displayed by the stress–strain curves (
Figure 12). In transverse fiber direction, the tensile strength and compression shear strength slightly decrease with enhancing fiber volume content, which is due to the stress concentration and limited matrix yielding within the interphase region due to decreased matrix paths between the single reinforcement fibers (
Figure 11b,d). The Charpy impact toughness is also slightly deteriorated with increasing fiber volume content due to limited matrix yielding (
Figure 11d).
3.5. Effects of Sizings in GF/PLA and GF/PA6.6 Composites on Their Mechanical Performance
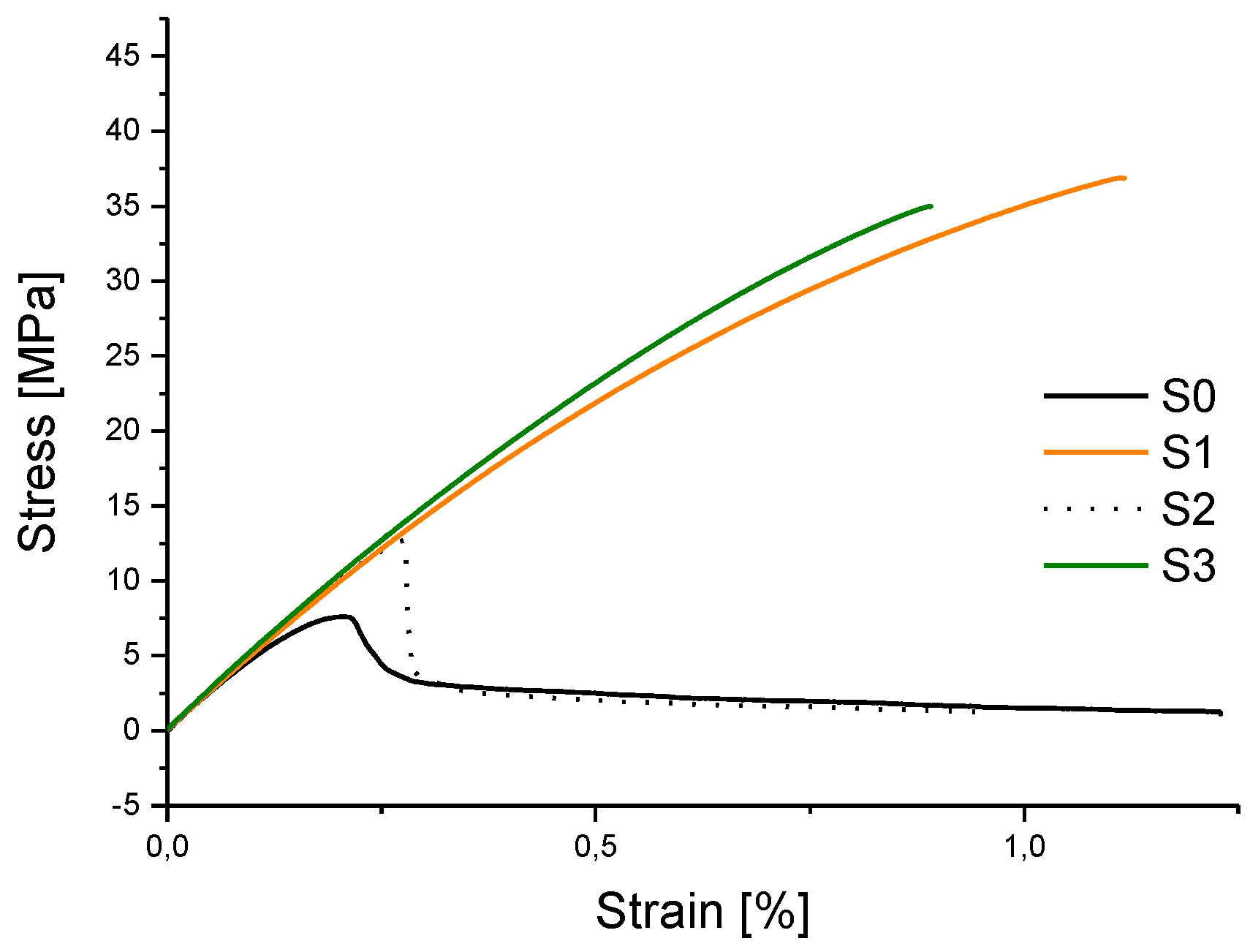
For the GF/PLA composites containing a constant silane content of 1 wt % and constant film former content of 10 wt % in the sizing formulations, the epoxy film former (S1) based sizing, as well as the chitosan-based sizing (S3), showed a significant increase of interphase strength being reflected in improved mechanical properties of the composites transverse to fiber direction, such as transverse tensile strength and compression shear strength (
Figure 12a). The especially biodegradable chitosan-based sizing S3 will be selected for further component design and application. The stress–strain-curves of GF/PLA composites based on sized fibers S0 with bioresorbable commercial finish and S2 with polyurethane film former indicated significantly lower maximum values for stress and strain, which reveal poor stress transfer of the composites interphases. The average stress–strain curves (
Figure 13) confirm the different adhesion strength leading to different mechanical performance of GF/PLA composites.
For the GF/PA6.6 composites, the variations in terms of transverse tensile strength and compression shear strength (
Figure 12b) are even more pronounced, beginning from 3 MPa (V5) and ending at 73 MPa (V7). These findings are also reflected by the stress–strain curves (not shown here), which indicated a very early failure for poor interphase strength when polyurethane/polyacrylate film former (V3) was applied, whereas both strength and strain increased significantly with improved interfacial interaction. Unexpectedly, GF with 1 wt % 3-Aminopropyl-triethoxysilane and without film former (V7) revealed the best transverse tensile strength. It indicates that all film formers (constant 10 wt % in sizing formulations) used in the sizing formulations decreased tensile strength to a certain extent and did not contribute to improved toughness. Further research is necessary to reveal the mechanisms influenced by local nanoscale interphase properties.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}