

Concurrent Value-Driven Decision-Making Process for the Aircraft, Supply Chain and Manufacturing Systems Design


Abstract
:1. Introduction
2. The Concurrent Value-Driven Decision-Making Process
2.1. Methodology Formulation
2.2. Methodology Implementation: VALORISE as a Value-Based Interactive Dashboard
3. Aeronautical Case Study
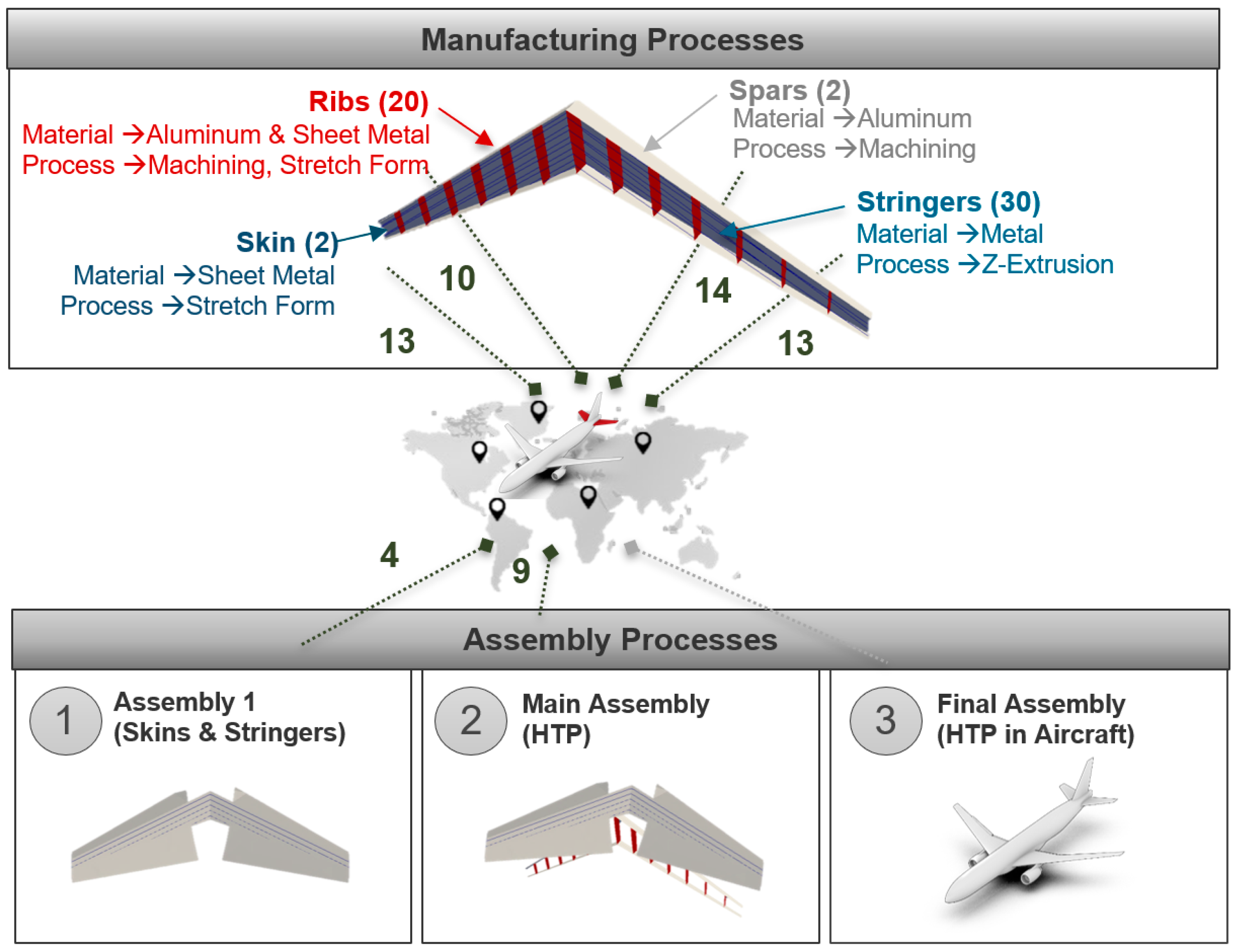
3.1. Application Case Setup
3.2. Results: Value-Driven Trade-Space Exploration
3.2.1. Case Study without Attribute Prioritization
- Solution 1: the best solution with the highest value and cost
- Solution 10: a solution with high value but reduced cost
- Solution 3: the solution with minimum value and cost
3.2.2. Case Study with Time Prioritization
4. Implications and Findings
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
- N is the number of attributes;
- U ( is the single-attribute utility function;
- is the weight associated with attributes :
References
- ACARE. Flightpath 2050; Europe’s Vision for Aviation; Maintaining Global Leadership and Serving Society’s Needs; Report of the High-Level Group on Aviation Research; Publications Office of the European Union: Luxembourg, 2011; ISBN 978-92-79-19724-6.
- Wu, T.; O’Grad, P. A concurrent engineering approach to design for assembly. Concurr. Eng. 1999, 7, 231–243. [Google Scholar] [CrossRef]
- Gokhan, N.M.; Needy, K.L.; Norman, B.A. Development of a simultaneous design for supply chain process for the optimization of the product design and supply chain configuration problem. Eng. Manag. J. 2010, 22, 20–30. [Google Scholar] [CrossRef]
- Walden, D.D.; Roedler, G.J.; Forsberg, K. INCOSE system engineering handbook version 4. In Proceedings of the INCOSE International Symposium, Seattle, WA, USA, 13–16 July 2015; Volume 25, pp. 678–686. [Google Scholar]
- Gokhan, N.M.; Needy, K.L.; Norman, B.A.; Hunsaker, B. Benefits of incorporating supply chain decisions into the product deisgn via design for supply chain. In Proceedings of the IIE Annual Conference, Vancouver, BC, Canada, 17–21 May 2008; Institute of Industrial and Systems Engineering (IISE): Peachtree Corners, GA, USA, 2008; p. 390. [Google Scholar]
- Labbi, O.; Ouzizi, L.; Douimi, M. Simultaneous design of a product and its supply chain integrating reverse logistic operations: An optimization model. In Proceedings of the Xème Conférence Internationale: Conception et Production Intégrées, Meknes, Morocco, 2–4 December 2015. [Google Scholar]
- Panarotto, M.; Borgue, O.; Isaksson, O. Modelling flexibility and qualification ability to assess electric propulsion architectures for satellite megaconstellations. Aerospace 2020, 7, 176. [Google Scholar] [CrossRef]
- Ebert, C. Dealing with nonfunctional requirements in large software systems. Ann. Softw. Eng. 1997, 3, 367–395. [Google Scholar] [CrossRef]
- Worinkeng, E.; Joshi, S.; Summers, J.D. An experimental study: Analyzing requirement type influence on novelty and variety of generated solutions. Int. J. Des. Creat. Innov. 2015, 3, 61–77. [Google Scholar] [CrossRef]
- Raudberget, D.; Levandowski, C.; Isaksson, O.; Kipouros, T.; Johannesson, H.; Clarkson, J. Modelling and assessing platform architectures in pre-embodiment phases through set-based evaluation and change propagation. J. Aerosp. Oper. 2015, 3, 203–221. [Google Scholar] [CrossRef]
- Ross, A.M.; Rhodes, D.H.; Hastings, D.E. Defining changeability: Reconciling flexibility, adaptability, scalability, modifiability, and robustness for maintaining system lifecycle value. Syst. Eng. 2008, 11, 246–262. [Google Scholar] [CrossRef]
- Ellram, L.M.; Tate, W.L.; Carter, C.R. Product-process-supply chain: An integrative approach to three-dimensional concurrent engineering. Int. J. Phys. Distrib. Logist. Manag. 2007, 37, 305–330. [Google Scholar] [CrossRef]
- Fine, C.H. Clockspeed: Winning Industry Control in the Age of Temporary Advantage; Perseus Books: New York, NY, USA, 2010. [Google Scholar]
- Petersen, K.J.; Handfield, R.B.; Ragatz, G.L. Supplier integration into new product development: Coordinating product, process and supply chain design. J. Oper. Manag. 2005, 23, 371–388. [Google Scholar] [CrossRef]
- Fixson, S.K. Product architecture assessment: A tool to link product, process and supply chain design decisions. J. Oper. Manag. 2005, 23, 345–369. [Google Scholar] [CrossRef]
- Fine, C.H.; Golany, B.; Naseraldin, H. Modeling tradeoffs in three-dimensional concurrent engineering: A goal programming approach. J. Oper. Manag. 2005, 23, 389–403. [Google Scholar] [CrossRef]
- Bertoni, A.; Amneli, H.; Isaksson, O. Value modelling in aerospace sub-system design: Linking quantitative and qualitative assessment. In Proceedings of the 20th International Conference on Engineering Design, ICED15, Milan, Italy, 27–30 July 2015. [Google Scholar]
- Bertoni, A.; Bertoni, M.; Panarotto, M.; Johansson, C.; Larsson, T.C. Value-driven product service systems development: Methods and industrial applications. J. Manuf. Sci. Technol. 2016, 15, 42–55. [Google Scholar] [CrossRef]
- Collopy, P.D.; Hollingsworth, P.M. Value-driven design. J. Aircr. 2011, 48, 749–759. [Google Scholar] [CrossRef]
- O’Neill, M.; Yue, H.; Nag, S.; Grogan, P.; de Weck, O. Comparing and optimizing the DARPA system F6 program value-centric design methodologies. In Proceedings of the AIAA SPACE 2010 Conference & Exposition, Anaheim, CA, USA, 30 August–2 September 2010. [Google Scholar]
- Ross, A.M.; Rhodes, D.H.; Fitzgerald, M.E. Interactive value model trading for resilient systems decisions. Procedia Comput. Sci. 2005, 44, 639–648. [Google Scholar] [CrossRef]
- Bertoni, M.; Bertoni, A.; Isaksson, O. Evoke: A value-driven concept selection method for early system design. J. Syst. Sci. Syst. Eng. 2018, 27, 46–77. [Google Scholar] [CrossRef]
- McManus, H.; Richards, M.; Ross, A.; Hastings, D. A framework for incorporating “ilities” in tradespace studies. In Proceedings of the AIAA Space 2007 Conference and Exposition, Long Beach, CA, USA, 18–20 September 2007. [Google Scholar]
- Brown, O.; Eremenko, P. Application of value-centric design to space architectures: The case of fractionated spacecraft. In Proceedings of the AIAA SPACE 2008 Conference & Exposition, San Diego, CA, USA, 9–11 September 2008. [Google Scholar]
- Castagne, S.; Curran, R.; Collopy, P. Implementation of value-driven optimisation for the design of aircraft fuselage panels. Int. J. Prod. Econ. 2009, 117, 381–388. [Google Scholar] [CrossRef]
- Cheung, J.; Scanlan, J.; Wiseall, S. Value driven design—An initial study applied to novel aerospace components in Rolls-Royce plc. In Proceedings of the Collaborative Product and Service Life Cycle Management for a Sustainable World: Proceedings of the 15th ISPE International Conference on Concurrent Engineering (CE2008), London, UK, 18–22 September 2008. [Google Scholar]
- Cheung, J.; Scanlan, J.; Wong, J.; Forrester, J.; Eres, H.; Collopy, P.; Hollingsworth, P.; Wiseall, S.; Briceno, S. Application of value-driven design to commercial aeroengine systems. J. Aircr. 2012, 49, 688–720. [Google Scholar] [CrossRef]
- Sassone, P.G.; Schaffer, W.A. Cost-Benefit Analysis: A Handbook; Academic Press: New York, NY, USA, 1978. [Google Scholar]
- Ross, A.M.; Hastings, D.E.; Warmkessel, J.M.; Diller, N.P. Multi-attribute tradespace exploration as front end for effective space system design. J. Spacecr. Rocket. 2004, 41, 20–28. [Google Scholar] [CrossRef]
- Panarotto, M.; Isaksson, O.; Habbassi, I.; Cornu, N. Value-Based development connecting engineering and business: A case on electric space propulsion. IEEE Trans. Eng. Manag. 2020, 69, 1650–1663. [Google Scholar] [CrossRef]
- Project Management Institute. Guide, Project Management Body of Knowledge (Pmbok® Guide); Project Management Institute: Atlanta, GA, USA, 2001. [Google Scholar]
- Donelli, G.; Ciampa, P.D.; Mello, J.M.; Odaguil, F.I.; Cuco, A.P.; Van den Laan, T. A Value-driven Concurrent Approach for Aircraft Design-Manufacturing-Supply Chain. Prod. Manuf. Res. 2023, 11, 2279709. [Google Scholar] [CrossRef]
- Ross, A.; Rhodes, D. Value-Driven Tradespace Exploration ofr System Design, Lecture 5: Basics of Applied Utility Theory. In System Engineering Advancement Research Initiative (SEAri); MIT: Cambridge, MA, USA, 2010. [Google Scholar]
- Ciampa, P.D.; Nagel, B. Accelerating the Development of Complex Systems in Aeronautics via MBSE and MDAO: A Roadmap to Agility. In Proceedings of the AIAA Aviation 2021 Forum, Virtual Event, 2–6 August 2021. [Google Scholar]
- Bussemaker, J.; Ciampa, P.D.; Nagel, B. System Architecture Design Space Exploration: An Approach. In Proceedings of the AIAA Conference, Virtual Event, 6–10 January 2020. [Google Scholar]
- Consortium, A. AGILE4.0—Supply Chain. Available online: https://www.agile4.eu/ac2-supply-chain/ (accessed on 12 October 2023).
- DLR. Official CPACS Webpage. Available online: http://cpacs.de (accessed on 23 October 2020).
- Donelli, G.; Mello, J.M.; Odaguil, F.I.; Lefebvre, T.; Bartoli, N.; van der Laan, T.; Boggero, L.; Nagel, B. AValue-driven Quantitative Framework coupling Aircraft Design, Manufacturing and Supply Chain by leveraging the AGILE4.0 MBSE-MDO Framework. In Proceedings of the AIAA Conference, Stockholm, Sweden, 27 June–1 July 2022. [Google Scholar]
- Merola, U.; Donelli, G.; Lefebvre, T.; Bartoli, N.; Mello, J.M.; Odaguil, F.; van der Laan, T.; Nagel, B. Value-driven Optimization Campaign Addressing Manufacturing, Supply Chain and Overall Aircraft Design Domains in the Early Development Stage. In Proceedings of the INCOSE International Symposium 2023, Honolulu, HI, USA, 15–20 July 2023. [Google Scholar]
- Bartoli, N.; Lefebvre, T.; Dubreuil, S.; Olivanti, R.; Priem, R.; Bons, N.; Martins, J.; Morlier, J. Adaptive modeling strategy for contrained global optimization with application to aerodynamic wing design. Aerosp. Sci. Technol. 2019, 90, 85–102. [Google Scholar] [CrossRef]
- Saves, P.; Bartoli, N.; Diouane, Y.; Lefebvre, T.; Morlier, J.; David, C.; Defoort, S. Multidisciplinary design optimization with mixed categorical variables for aircraft design. In Proceedings of the AIAA Scitech, San Diego, CA, USA, 3–7 January 2022. [Google Scholar]
- Viscito, L.; Ross, A. Quantifying flexibility in tradespace exploration: Value-weighted filtered outdegree. In Proceedings of the AIAA SPACE 2009 Conference & Exposition, Pasadena, CA, USA, 14–17 September 2009; p. 6561. [Google Scholar]
- Keeney, R.L.; Raiffa, H. Decisions with Multiple Objectives: Preferences and Value Trade-Offs; Cambridge University Press: Cambridge, UK, 1993. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| System | Criteria |
|---|---|
| Supply Chain | Quality |
| Risk | |
| Time | |
| Aircraft | Operational Parameters |
| System | Attributes | Stakeholder’s Expectation |
|---|---|---|
| Supply Chain | Quality | Higher the better |
| Risk | Lower the better | |
| Time | Lower the better |
| Skin | Ribs | Spars | Stringers | Assembly1 | Main Assembly | ||
|---|---|---|---|---|---|---|---|
| 30% | 70% | ||||||
| In-House Site 1 | X - | X - | X | ||||
| In-House Site 2 | X - | X - | X - | - | |||
| Supplier 1 | X - | ||||||
| Skin | Ribs | Spars | Stringers | Assembly1 | Main Assembly | ||
|---|---|---|---|---|---|---|---|
| 30% | 70% | ||||||
| In-House Site 1 | X - # | X - # | X | ||||
| In-House Site 2 | X - | X - | X - | - # | |||
| In-House Site 3 | # | # | |||||
| Supplier 1 | X - # | ||||||
| Supplier 2 | # | ||||||
| Attribute | Weight |
|---|---|
| Risk | 0.25 |
| Time | 0.50 |
| Quality | 0.25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Donelli, G.; Boggero, L.; Nagel, B. Concurrent Value-Driven Decision-Making Process for the Aircraft, Supply Chain and Manufacturing Systems Design. Systems 2023, 11, 578. https://doi.org/10.3390/systems11120578
Donelli G, Boggero L, Nagel B. Concurrent Value-Driven Decision-Making Process for the Aircraft, Supply Chain and Manufacturing Systems Design. Systems. 2023; 11(12):578. https://doi.org/10.3390/systems11120578
Chicago/Turabian StyleDonelli, Giuseppa, Luca Boggero, and Björn Nagel. 2023. "Concurrent Value-Driven Decision-Making Process for the Aircraft, Supply Chain and Manufacturing Systems Design" Systems 11, no. 12: 578. https://doi.org/10.3390/systems11120578
APA StyleDonelli, G., Boggero, L., & Nagel, B. (2023). Concurrent Value-Driven Decision-Making Process for the Aircraft, Supply Chain and Manufacturing Systems Design. Systems, 11(12), 578. https://doi.org/10.3390/systems11120578