

A Review on the Recovery and Separation of Gallium and Indium from Waste


Abstract
:1. Introduction
2. Primary and Secondary Sources of Gallium and Indium
3. Methods of Recovering Gallium and Indium from Secondary Sources
3.1. Waste Pretreatment
3.1.1. Disassembly and Sorting
3.1.2. Mechanical and Physical Processing
3.2. Leaching
3.3. Solvent Extraction
3.3.1. Extraction of Ga
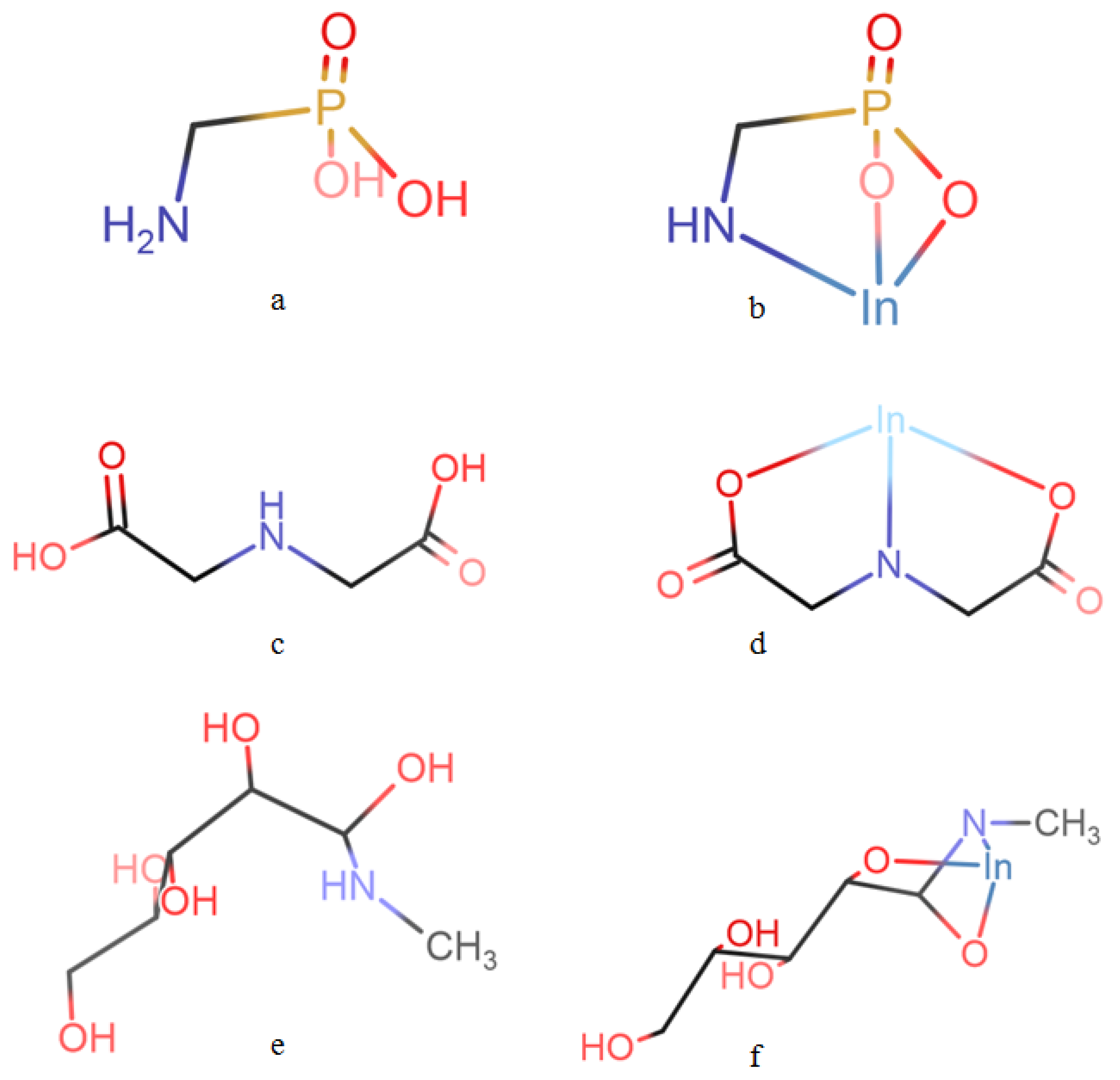
3.3.2. Extraction of In
3.3.3. Separation of Ga and In
3.4. Sorption and Ion Exchange
3.4.1. Sorption Using Silica Gels, Carbons, Minerals, and Biomaterials
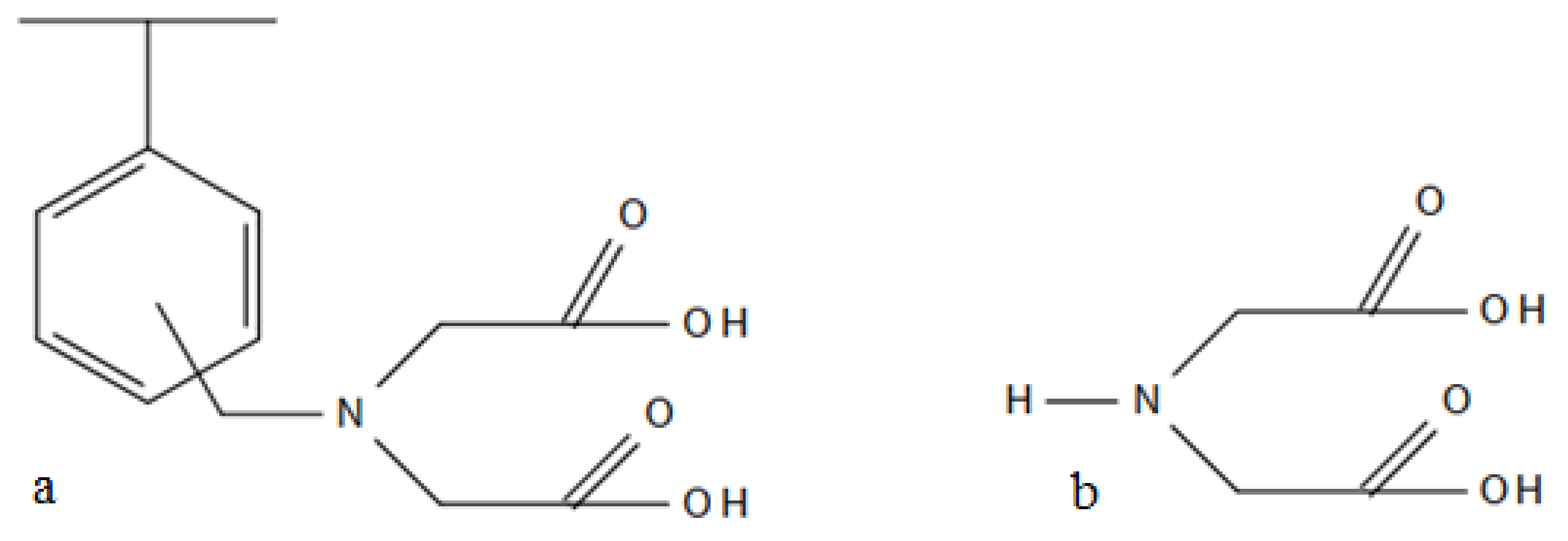
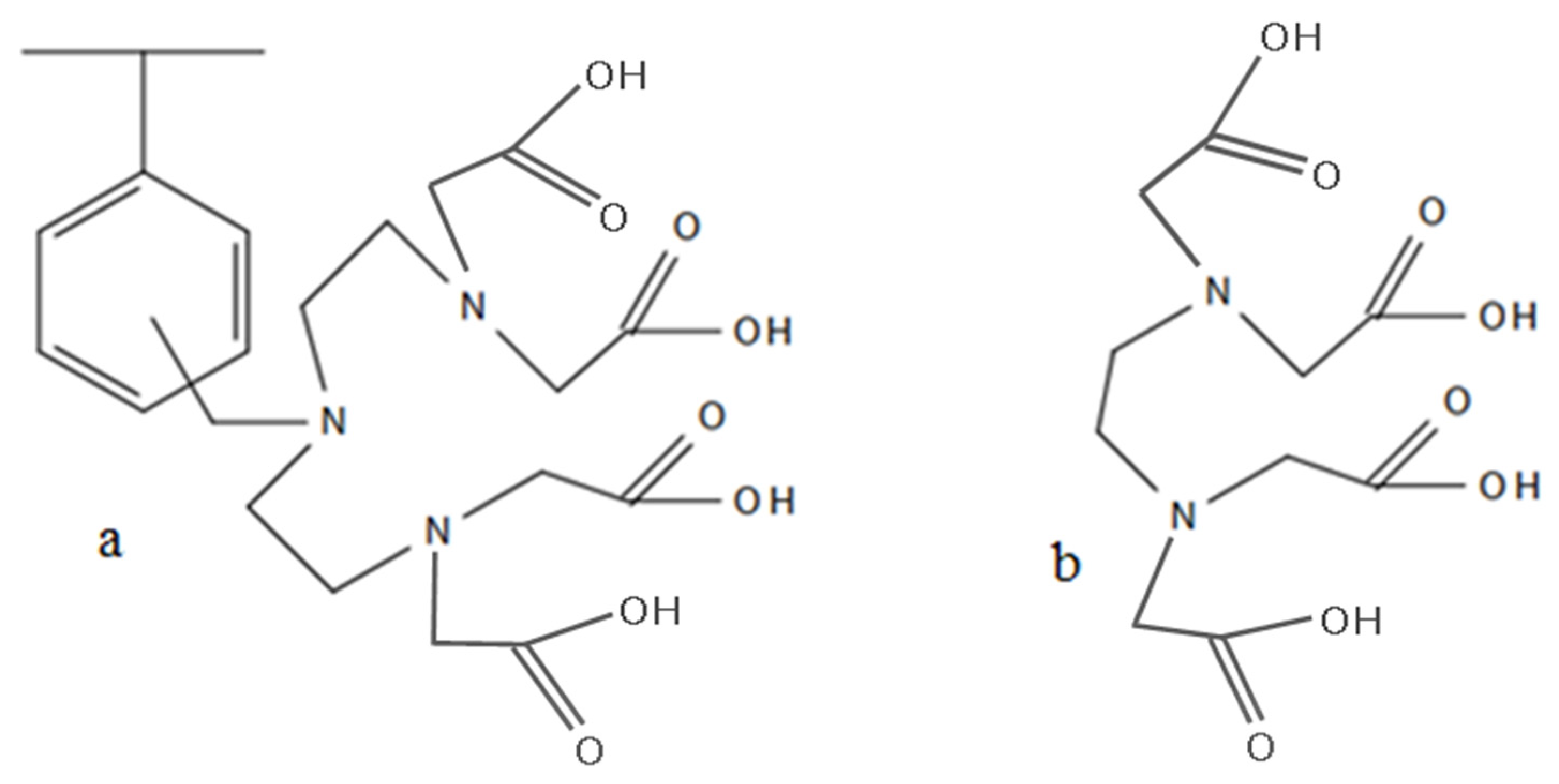
3.4.2. Sorption Using Polymer Resins
- Resins which have a –NOH group and a functional group capable of forming a chelate with it via gallium;
- Resins which have active groups with a structure analogous to 8-hydroxyquinoline;
- Chelating resins with a high affinity for gallium, which have groups containing several electron donor atoms (e.g., O, N, or P), for example –NHOH and –P(O)(OH)2H.
3.4.3. Separation of Ga and In in an Acid Solution
3.5. Precipitation
Separation of Ga and In with the Precipitation Method
3.6. Ionic Liquid Use
3.7. Obtaining Pure Oxides and Metals
3.7.1. Cementation
3.7.2. Hydrogen Reduction
3.7.3. Electrolysis
3.7.4. Other Methods
- Filtration. A dense filter is used, onto which raw gallium is poured at an elevated temperature. The method takes advantage of the easy fusibility of gallium and the poor solubility of many impurities in the molten gallium;
- Chlorination. Raw gallium is subjected to a reaction with chlorine, and the resulting gallium(III) chloride is distilled from the chloride solutions containing impurities (except aluminum chloride);
- Amalgamation. The solubility of gallium in mercury is high and increases with increasing temperature; therefore, saturating mercury with raw gallium at 400 °C, filtering out impurities, and then slowly cooling the amalgam allows for the isolation of purified gallium;
- Zone melting method, i.e., local melting of the charge. The molten zone moves along its axis. It is mainly used for further purification of previously purified gallium or its chlorides;
- Vacuum heating. It allows the removal of mercury from gallium by heating it under reduced pressure and at a high temperature;
- Czochralski method. Slow extraction of a single crystal of gallium at a temperature close to solidification.
- Melting under a layer of NaOH + NaCN. It allows for the removal of residues of copper, zinc, cadmium, and lead (which is usually removed before electrolysis via coprecipitation of lead(II) sulfate with barium sulfate);
- Distillation of impurities with a boiling point lower than indium (2080 °C);
- Amalgamation. It is repeated several times and combined with the distillation of mercury under reduced pressure;
- Zone melting method. It is described above;
- Extraction of a single crystal from a molten indium in an inert atmosphere.
3.8. Discussion
4. Summary
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ITO | Indium–tin oxide |
| CIGS | [Cu(InxGa1−x)Se2] copper indium gallium (di)selenide (CIGS) thin-film solar cell |
| HEBM | High-energy ball milling |
| LED | Light-emitting diode |
| TFT | Thin-film transistor |
| PCBs | Printed circuit boards |
| WPCBs | Waste PCBs |
| RAM | Random access memory, a form of electronic computer memory |
| M | Molar concentration [mol/dm3] |
| TBP | Tributyl phosphate |
| TOPO | Tri-n-octylphosphine oxide |
| LCD | Liquid-crystal display |
| InP | Waste indium phosphide |
| S/L | Solid-to-liquid ratio |
| EHEHPA | 2-ethylhexylphosphonic acid 2-ethylhexyl alcohol ester |
| D2EHPA | di-(2-ethylhexyl) acid phosphoric acid |
| DTMPPA | di-(2,4,4′-trimethylpentyl)phosphinic acid |
| rpm | Revolutions per minute |
| IDA | Iminodiacetic acid |
| EDTA | Ethylenediaminetetraacetic acid |
| GZO | Gallium zinc oxide |
| IGZO | Indium gallium zinc oxide |
| MOCVD | Metal organic chemical vapor deposition |
| IE | Ion exchange |
| EoL | End-of-life |
References
- Kalaga, K. Recovery of Gallium and Indium from Waste. Bachelor’s Thesis, Silesian University of Technology, Gliwice, Poland, January 2021. (In Polish). [Google Scholar]
- Menad, N.; van Houwelingen, J.A. Identification and recovery of rare metals in electric and electronic scrap. In Proceedings of the Thirteenth International Waste Management and Landfill Symposium, Sardinia, Italy, 3–7 October 2011; p. hal-00594122. [Google Scholar]
- Forti, V.; Balde, C.P.; Kuehr, R.; Bel, G. The Global E-Waste Monitor 2020: Quantities, Flows and the Circular Economy Potential; United Nations University: Bonn, Germany; International Telecommunication Union: Geneva, Switzerland; International Solid Waste Association: Vienna, Austria, 2020; Available online: https://ewastemonitor.info/wp-content/uploads/2020/11/GEM_2020_def_july1_low.pdf (accessed on 6 December 2023).
- Bhuiyan, A.G.; Hashimoto, A.; Yamamoto, A. Indium nitride (InN): A review on growth, characterization, and properties. J. Appl. Phys. 2003, 94, 2779–2808. [Google Scholar] [CrossRef]
- Khashan, K.S.; Taha, J.M.; Abbas, S.F. Fabrication and properties of InN NPs/Si as a photodetector. Energy Procedia 2017, 119, 656–661. [Google Scholar] [CrossRef]
- Elrouby, M.; El-Shafy Shilkamy, H.A.; Elsayed, A. Development of the electrochemical performance of zinc via alloying with indium as anode for alkaline batteries application. J. Alloys Compd. 2021, 854, 157285. [Google Scholar] [CrossRef]
- Moskalyk, R.R. Gallium: The backbone of the electronics industry. Miner. Eng. 2003, 16, 921–929. [Google Scholar] [CrossRef]
- European Commission, Directorate-General for Internal Market, Industry, Entrepreneurship and SMEs; Grohol, M.; Veeh, C. Study on the Critical Raw Materials for the EU 2023—Final Report; Publications Office of the European Union: Luxembourg, 2023. [Google Scholar] [CrossRef]
- Ervina Efzan, M.N.; Nur Faziera, M.N. Review on the effect of Gallium in solder alloy. IOP Conf. Ser. Mater. Sci. Eng. 2020, 957, 012054. [Google Scholar] [CrossRef]
- Luktuke, A.; Singaravelu, A.S.S.; Mannodi-Kanakkithodi, A.; Chawla, N. Influence of Indium addition on microstructural and mechanical behavior of Sn solder alloys: Experiments and first principles calculations. Acta Mater. 2023, 249, 118853. [Google Scholar] [CrossRef]
- Sopoušek, J.; Palcut, M.; Hodúlová, E.; Janovec, J. Thermal Analysis of the Sn-Ag-Cu-In Solder Alloy. J. Electron. Mater. 2010, 39, 312–317. [Google Scholar] [CrossRef]
- Ylä-Mella, J.; Pongrácz, E. Drivers and Constraints of Critical Materials Recycling: The Case of Indium. Resources 2016, 5, 34. [Google Scholar] [CrossRef]
- European Parliament; Council of the European Union. Directive 2011/65/EU of the European Parliament and of the Council of 8 June 2011 on the restriction of the use of certain hazardous substances in electrical and electronic equipment. Off. J. Eur. Union 2011, 32, 147–169. [Google Scholar]
- National Minerals Information Center. Mineral Commodity Summaries 2020; U.S. Geological Survey: Reston, VA, USA, 2020; 200p. [CrossRef]
- National Minerals Information Center. Mineral Commodity Summaries 2019; U.S. Geological Survey: Reston, VA, USA, 2019; 204p. [CrossRef]
- National Minerals Information Center. Mineral commodity summaries 2023; U.S. Geological Survey: Reston, VA, USA, 2023; 210p. [CrossRef]
- Sethurajan, M.; Van Hullebusch, E.D.; Fontana, D.; Akcil, A.; Deveci, H.; Batinic, B.; Neto, I.F. Recent advances on hydrometallurgical recovery of critical and precious elements from end of life electronic wastes—A review. Crit. Rev. Environ. Sci. Technol. 2019, 49, 212–275. [Google Scholar] [CrossRef]
- Werner, T.T.; Mudd, G.M.; Jowitt, S.M. Indium: Key issues in assessing mineral resources and long-term supply from recycling. Appl. Earth Sci. 2015, 124, 213–226. [Google Scholar] [CrossRef]
- Lu, S.; Chen, L.; Hamza, M.F.; He, C.; Wang, X.; Wei, Y.; Guibal, E. Amidoxime functionalization of a poly(acrylonitrile)/silica composite for the sorption of Ga(III)—Application to the treatment of Bayer liquor. Chem. Eng. J. 2019, 368, 459–473. [Google Scholar] [CrossRef]
- Hamza, M.F.; Abd El-Hamid, A.A.M.; Guibal, E.; Abdel-Rahman, A.A.H.; El Araby, R. Synthesis of a new pyrimidine-based sorbent for indium(III) removal from aqueous solutions—Application to ore leachate. Sep. Purif. Technol. 2023, 314, 123514. [Google Scholar] [CrossRef]
- Lokanc, M.; Eggert, R.; Redlinger, M. The Availability of Indium: The Present, Medium Term, and Long Term; No. NREL/SR-6A20-62409; National Renewable Energy Lab. (NREL): Golden, CO, USA, 2015. [Google Scholar]
- European Parliament; Council of the European Union. Directive 2012/19/EU of the European Parliament and of the Council of 4 July 2012 on waste electrical and electronic equipment. Off. J. Eur. Union 2012, 34, 194–227. (In Croatian) [Google Scholar]
- Zhang, K.; Wu, Y.; Wang, W.; Li, B.; Zhang, Y.; Zuo, T. Recycling indium from waste LCDs: A review. Resour. Conserv. Recycl. 2015, 104, 276–290. [Google Scholar] [CrossRef]
- Charpentier, N.M.; Maurice, A.A.; Xia, D.; Li, W.J.; Chua, C.S.; Brambilla, A.; Gabriel, J.C.P. Urban mining of unexploited spent critical metals from E-waste made possible using advanced sorting. Resour. Conserv. Recycl. 2023, 196, 107033. [Google Scholar] [CrossRef]
- Wills, B.A.; Finch, J. Wills’ mineral processing technology. In An Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery, 8th ed.; Butterworth-Heinemann: Oxford, UK, 2015; p. 512. [Google Scholar]
- Tuncuk, A.; Stazi, V.; Akcil, A.; Yazici, E.Y.; Deveci, H. Aqueous metal recovery techniques from e-scrap: Hydrometallurgy in recycling. Miner. Eng. 2012, 25, 28–37. [Google Scholar] [CrossRef]
- Veit, H.M.; Juchneski, N.C.F.; Scherer, J. Use of gravity separation in metals concentration from printed circuit board scraps. Rem Int. Eng. J. 2014, 67, 73–79. [Google Scholar] [CrossRef]
- Vidyadhar, A.; Das, A. Enrichment implication of froth flotation kinetics in the separation and recovery of metal values from printed circuit boards. Sep. Purif. Technol. 2013, 118, 305–312. [Google Scholar] [CrossRef]
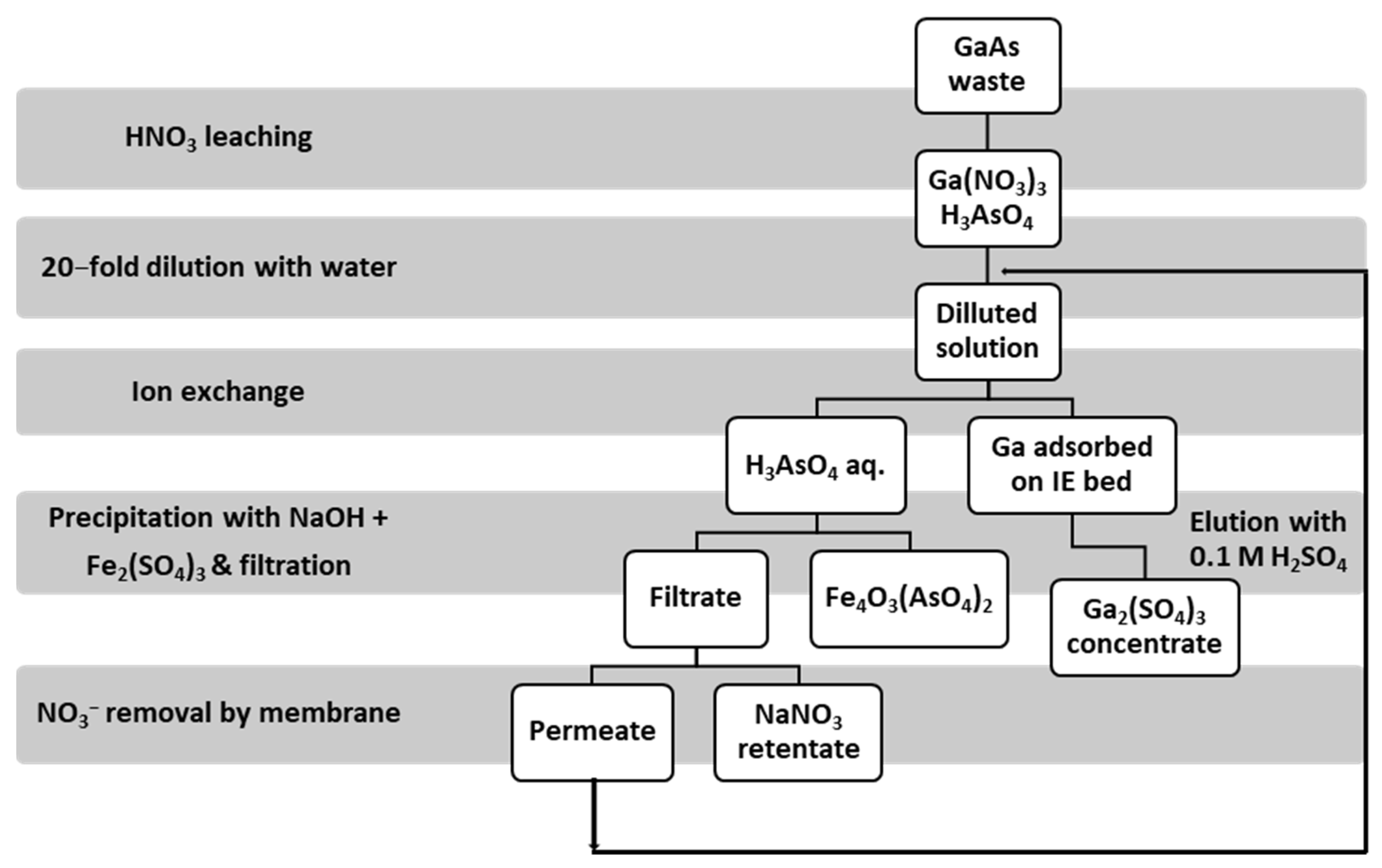
- Cheng, T.H.; Liu, C.J.; Tsai, T.Y.; Shen, Y.H. A Process for the Recovery of Gallium from Gallium Arsenide Scrap. Processes 2019, 7, 921. [Google Scholar] [CrossRef]
- Li, X.; Ma, B.; Hu, D.; Zhao, Q.; Chen, Y.; Wang, C. Efficient separation and purification of indium and gallium in spent Copper indium gallium diselenide (CIGS). J. Clean. Prod. 2022, 339, 130658. [Google Scholar] [CrossRef]
- Nguyen, T.H.; Lee, M.S. A review on separation of gallium and indium from leach liquors by solvent extraction and ion exchange. Min. Proc. Ext. Met. Rev. 2019, 40, 278–291. [Google Scholar] [CrossRef]
- Chen, W.S.; Hsu, L.L.; Wang, L.P. Recycling the GaN waste from LED industry by pressurized leaching method. Metals 2018, 8, 861. [Google Scholar] [CrossRef]
- Swain, B.; Mishra, C.; Kang, L.; Park, K.S.; Lee, C.G.; Hong, H.S. Recycling process for recovery of gallium from GaN an E-waste of LED industry through ball milling, annealing and leaching. Environ. Res. 2015, 138, 401–408. [Google Scholar] [CrossRef]
- Hu, D.; Ma, B.; Li, X.; Lv, Y.; Wenjuan, Z.; Chen, Y.; Wang, C. Efficient separation and recovery of gallium and indium in spent CIGS materials. Sep. Purif. Technol. 2022, 282, 120087. [Google Scholar] [CrossRef]
- Hu, D.; Ma, B.; Li, X.; Lv, Y.; Chen, Y.; Wang, C. Innovative and sustainable separation and recovery of valuable metals in spent CIGS materials. J. Clean. Prod. 2022, 350, 131426. [Google Scholar] [CrossRef]
- Chen, W.S.; Wang, Y.C.; Chiu, K.L. The separation and recovery of indium, gallium, and zinc from spent GZO(IGZO) targets. J. Environ. Chem. Eng. 2017, 5, 381–390. [Google Scholar] [CrossRef]
- Wang, L.; Lee, M. Recovery of indium from secondary resources by hydrometallurgical method. J. Korean Inst. Resour. Recycl. 2013, 22, 3–10. [Google Scholar] [CrossRef]
- Pradhan, D.; Panda, S.; Sukla, L.B. Recent advances in indium metallurgy: A review. Miner. Process. Extr. Metall. Rev. 2018, 39, 167–180. [Google Scholar] [CrossRef]
- Illés, I.B.; Kékesi, T. The application of selective leaching and complex anion exchange in a novel aqueous process to produce pure indium from waste liquid crystal display panels. J. Environ. Chem. Eng. 2022, 10, 108420. [Google Scholar] [CrossRef]
- Inoue, K.; Baba, Y.; Yoshizuka, K. Solvent extraction equilibria of gallium(III) with acidic organophosphorus compounds from aqueous nitrate media. Solvent Extr. Ion Exch. 1988, 6, 381–392. [Google Scholar] [CrossRef]
- Illés, I.B.; Nagy, S.; Kékesi, T. The recycling of pure metallic indium from waste LCD screens by a combined hydro-electrometallurgical method. Hydrometallurgy 2022, 213, 105945. [Google Scholar] [CrossRef]
- Zhang, X.; Ge, T.; Xu, L.; Sun, Y.; Yang, C.; Yao, Y.; Tian, Y.; Zhao, Z. Oxidative acid leaching of indium phosphide waste and recovery of indium metal by cementation with aluminum. Hydrometallurgy 2023, 221, 106109. [Google Scholar] [CrossRef]
- Assefi, M.; Maroufi, S.; Nekouei, R.K.; Sahajwalla, V. Selective recovery of indium from scrap LCD panels using macroporous resins. J. Clean. Prod. 2018, 180, 814–822. [Google Scholar] [CrossRef]
- Bao, S.; Chen, B.; Zhang, Y.; Ren, L.; Xin, C.; Ding, W.; Yang, S.; Zhang, W. A comprehensive review on the ultrasound-enhanced leaching recovery of valuable metals: Applications, mechanisms and prospects. Ultrason. Sonochem. 2023, 98, 106525. [Google Scholar] [CrossRef]
- Zhang, K.H.; Li, B.; Wu, Y.F.; Wang, W.; Li, R.B.; Zhang, Y.N.; Zuo, T.Y. Recycling of indium from waste LCD: A promising non-crushing leaching with the aid of ultrasonic wave. Waste Manag. 2017, 64, 236–243. [Google Scholar] [CrossRef]
- Souada, M.; Louage, C.; Doisy, V.; Meunier, L.; Benderrag, A.; Ouddane, B.; Bellayer, S.; Nuns, N.; Traisnel, M.; Maschke, U. Extraction of indium-tin oxide from end-of-life LCD panels using ultrasound assisted acid leaching. Ultrason. Sonochem. 2018, 40, 929–936. [Google Scholar] [CrossRef]
- Huang, Y.F.; Hsia, W.N.; Lo, S.L. Ultrasound-assisted leaching and supported liquid membrane extraction of waste liquid crystal displays for indium recovery. Sustain. Chem. Pharm. 2023, 35, 101227. [Google Scholar] [CrossRef]
- Zhang, W.; Lin, Y.; Chien, S.; Wu, T.; Chen, S.; Cheng, P.C.; Lai, C.N. Efficient indium leaching and recovery from waste liquid crystal displays panels using microwave and ultrasound-assisted heating system. Sep. Purif. Technol. 2020, 250, 117154. [Google Scholar] [CrossRef]
- Electrochemical Speciation and Quantitative Chromatography for Modelling of Indium Bioleaching Solutions. Available online: https://tubaf.qucosa.de/api/qucosa%3A32002/attachment/ATT-0/ (accessed on 6 December 2023).
- Illés, I.B.; Kékesi, T. The relative efficiency of electrowinning indium from chloride electrolyte. J. Appl. Electrochem. 2023, 53, 271–284. [Google Scholar] [CrossRef]
- Illés, I.B.; Kékesi, T. A comprehensive aqueous processing of waste LED light bulbs to recover valuable metals and compounds. Sustain. Mater. Technol. 2023, 35, e00572. [Google Scholar] [CrossRef]
- Li, Z.; Chen, Z.; Ma, W.; Cai, C.; Li, S.; Wang, Y. Efficient separation and recovery of valuable gallium and indium from gallium-based liquid metal waste. J. Clean. Prod. 2023, 408, 137053. [Google Scholar] [CrossRef]
- Teknetzi, I.; Holgersson, S.; Ebin, B. Valuable metal recycling from thin film CIGS solar cells by leaching under mild conditions. Sol. Energy Mater. Sol. Cells 2023, 252, 112178. [Google Scholar] [CrossRef]
- Yang, Y.; Zheng, X.; Tao, T.; Rao, F.; Gao, W.; Huang, Z.; Leng, G.; Min, X.; Chen, B.; Sun, Z. A sustainable process for selective recovery of metals from gallium-bearing waste generated from LED industry. Waste Manag. 2023, 167, 55–63. [Google Scholar] [CrossRef]
- Van den Bossche, A.; Vereycken, W.; Vander Hoogerstraete, T.; Dehaen, W.; Binnemans, K. Recovery of gallium, indium, and arsenic from semiconductors using tribromide ionic liquids. ACS Sustain. Chem. Eng. 2019, 7, 14451–14459. [Google Scholar] [CrossRef]
- Willner, J.; Fornalczyk, A.; Saternus, M.; Sedlakova-Kadukova, J.; Gajda, B. LCD panels bioleaching with pure and mixed culture of Acidithiobacillus. Physicochem. Probl. Miner. Process. 2022, 58, 15–23. [Google Scholar] [CrossRef]
- Pourhossein, F.; Mousavi, S.M.; Beolchini, F. Innovative bio-acid leaching method for high recovery of critical metals from end-of-life light emitting diodes. Resour. Conserv. Recycl. 2022, 182, 106306. [Google Scholar] [CrossRef]
- Khezerloo, S.; Nasirpour, N.; Pourhossein, F.; Mousavi, S.M. Bioleaching of indium from spent light-emitting diode monitors and selective recovery followed by solvent extraction. J. Environ. Manag. 2023, 335, 117520. [Google Scholar] [CrossRef]
- Pianowska, K.; Kluczka, J.; Benke, G.; Goc, K.; Malarz, J.; Ochmański, M.; Leszczyńska-Sejda, K. Solvent Extraction as a Method of Recovery and Separation of Platinum Group Metals. Materials 2023, 16, 4681. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.M.; Wu, C.C.; Lin, Y.H.; Chiang, C.K. Recovery of indium from etching wastewater using supercritical carbon dioxide extraction. J. Hazard. Mater. 2009, 172, 744–748. [Google Scholar] [CrossRef]
- Ahmed, I.M.; El-Nadi, Y.A.; El-Hefny, N.E. Extraction of gallium(III) from hydrochloric acid by cyanex 923 and cyanex 925. Hydrometallurgy 2013, 131–132, 24–28. [Google Scholar] [CrossRef]
- Jayachandran, J.; Dhadke, P. Solvent extraction separation of gallium(III) with 2-ethylhexyl phosphonic acid mono 2-ethylhexyl ester (PC-88A). Hydrometallurgy 1998, 50, 117–124. [Google Scholar] [CrossRef]
- Choi, S.Y.; Ohashi, K. Large synergism of 3,5-dichlorophenol in the extraction of gallium(III) with 2-methyl-8-quinolinol derivatives. Anal. Sci. 2000, 16, 169–176. [Google Scholar] [CrossRef]
- Alguacil, F. Solvent extraction of indium (III) by LIX 973N. Hydrometallurgy 1999, 51, 97–102. [Google Scholar] [CrossRef]
- Nayak, S.; Devi, N. Separation and recovery of gallium(III) ions from aqueous phase by liquid–liquid extraction using a novel extractant, cyphos IL 101. Turk. J. Chem. 2017, 41, 892–903. [Google Scholar] [CrossRef]
- Avila Rodriguez, M.; Cote, G.; Bauer, D. Recovery of In(III) from mixed hydrochloric acid-sulfuric acid media by solvent extraction with cyanex 301. Solvent Extr. Ion Exch. 1992, 10, 811–827. [Google Scholar] [CrossRef]
- Tan, Z.; Jin, X.; Zhen, Y.; Wei, C.; Li, X.; Deng, Z.; Li, M. Recovery of indium and germanium from In-Ge residue leaching solution using solvent extraction and tannin precipitation. Sep. Purif. Technol. 2023, 323, 124416. [Google Scholar] [CrossRef]
- Gupta, B.; Mudhar, N.; Singh, I. Separations and recovery of indium and gallium using bis(2,4,4-trimethylpentyl)phosphinic acid (cyanex 272). Sep. Purif. Technol. 2007, 57, 294–303. [Google Scholar] [CrossRef]
- Nishihama, S.; Hirai, T.; Komasawa, I. Separation and recovery of gallium and indium from simulated zinc refinery residue by liquid-liquid extraction. Ind. Eng. Chem. Res. 1999, 38, 1032–1039. [Google Scholar] [CrossRef]
- Gu, S.; Tominaka, T.; Dodbiba, G.; Fujita, T. Recovery of Indium and Gallium from Spent IGZO Targets by Leaching and Solvent Extraction. J. Chem. Eng. Jpn. 2018, 51, 675–682. [Google Scholar] [CrossRef]
- Theocharis, M.; Tsakiridis, P.E.; Kousi, P.; Hatzikioseyian, A.; Zarkadas, I.; Remoundaki, E.; Lyberatos, G. Hydrometallurgical Treatment for the Extraction and Separation of Indium and Gallium from End-of-Life CIGS Photovoltaic Panels. Mater. Proc. 2021, 5, 51. [Google Scholar]
- Hassanien, M.M.; Mortada, W.I.; Kenawy, I.M.; El-Daly, H. Solid phase extraction and preconcentration of trace gallium, indium, and thallium using new modified amino silica. Appl. Spectrosc. 2017, 71, 288–299. [Google Scholar] [CrossRef]
- Qin, J.; Ning, S.; Xu, J.; Zeng, J.; He, Z.; Luo, L.; Hu, F.; Li, Y.; Fujita, T.; Wei, Y. Separation and recovery of indium in hazardous liquid crystal display treatment by a novel silica adsorbent: Study on adsorption mechanism and process design. J. Clean. Prod. 2023, 425, 138999. [Google Scholar] [CrossRef]
- Chegrouche, S.; Bensmaili, A. Removal of Ga(III) from aqueous solution by adsorption on activated bentonite using a factorial design. Water Res. 2002, 36, 2898–2904. [Google Scholar] [CrossRef]
- Calagui, M.J.C.; Senoro, D.B.; Kan, C.C.; Salvacion, J.W.L.; Futalan, C.M.; Wan, M.W. Adsorption of indium(III) ions from aqueous solution using chitosan-coated bentonite beads. J. Hazard. Mater. 2014, 277, 120–126. [Google Scholar] [CrossRef] [PubMed]
- Li, W.; Zhou, C.; Li, C.; Zhu, W.; Shi, J.; Liu, G. Synthesis of CNT/UiO-66-NH2 adsorbent and the selective adsorption of gallium in solution. Sep. Purif. Technol. 2023, 323, 124464. [Google Scholar] [CrossRef]
- Zeng, W.; Xu, L.; Wang, Q.; Chen, C.; Fu, M. Adsorption of Indium(III) Ions from an Acidic Solution by Using UiO-66. Metals 2022, 12, 579. [Google Scholar] [CrossRef]
- Alguacil, F.J.; Lopez, F.A.; Rodriguez, O.; Martinez-Ramirez, S.; Garcia-Diaz, I. Sorption of indium(III) onto carbon nanotubes. Ecotoxicol. Environ. Saf. 2016, 130, 81–86. [Google Scholar] [CrossRef] [PubMed]
- Ciocărlie, L.; Negrea, A.; Ciopec, M.; Duteanu, N.; Negrea, P.; Ianasi, P.; Ianasi, C.; Nemes, N.S. Indium Recovery by Adsorption on MgFe2O4 Adsorbents. Materials 2022, 15, 7054. [Google Scholar] [CrossRef] [PubMed]
- Jeon, C.; Cha, J.H.; Choi, J.Y. Adsorption and recovery characteristics of phosphorylated sawdust bead for indium(III) in industrial wastewater. J. Ind. Eng. Chem. 2015, 27, 201–206. [Google Scholar] [CrossRef]
- Zinicovscaia, I.; Yushin, N.; Humelnicu, D.; Ignat, M.; Humelnicu, I.; Grozdov, D.; Vershinina, T. Removal of Indium Ions from Aqueous Solutions Using Hydroxyapatite and Its Two Modifications. Separations 2023, 10, 401. [Google Scholar] [CrossRef]
- Li, H.; Liu, J.; Gao, X.; Liu, C.; Guo, L.; Zhang, S.; Liu, X.; Liu, C. Adsorption behavior of indium(III) on modified solvent impregnated resins (MSIRs) containing sec-octylphenoxy acetic acid. Hydrometallurgy 2012, 121–124, 60–67. [Google Scholar] [CrossRef]
- He, C.; Yang, Y.; Qi, M.; Jiang, Y.; Wei, Y.; Fujita, T.; Wang, G.; Ma, S.; Yang, W. Separation and recovery of indium from solution in a sulfite-sulfuric acid system. J. Environ. Chem. Eng. 2023, 11, 109372. [Google Scholar] [CrossRef]
- Fortin-Lecomte, C.; Tran, L.H.; Rioux, G.; Coudert, L.; Blais, J. Recovery of indium from acidic leach solutions of spent LCD panels using ion exchange. Hydrometallurgy 2022, 210, 105845. [Google Scholar] [CrossRef]
- Suzuki, T.M.; Yokoyama, T.; Matsunaga, H.; Kimura, T. The separation and concentration of gallium(III) and/or indium(III) using polystyrene resins functionalized with complexane-type ligands. Bull. Chem. Soc. Jpn. 1986, 59, 865–868. [Google Scholar] [CrossRef]
- Kato, Y.; Matsuda, M.; Ochi, K. Process for Recovery of Gallium by Chelate Resin. U.S. Patent 4,999,171, 12 March 1991. [Google Scholar]
- Akama, Y.; Suzuki, S.; Monobe, Y. Study on the adsorption and selective separation of indium from zinc with chelating cellulose. Cellul. Chem. Technol. 2016, 50, 147–152. [Google Scholar]
- Herdzik, I.; Dembiński, W.; Narbutt, J.; Siekierski, S. Separation of Gallium and Indium Isotopes by Cation and Anion Exchange Chromatography. Solvent Extr. Ion Exch. 2012, 30, 593–603. [Google Scholar] [CrossRef]
- Janošević, M.; Conić, V.; Božić, D.; Avramović, L.; Jovanović, I.; Kamberović, Ž.; Marjanović, S. Indium Recovery from Jarosite Pb–Ag Tailings Waste (Part 1). Minerals 2023, 13, 540. [Google Scholar] [CrossRef]
- Shen, X.; Li, L.; Wu, Z.; Lü, H.; Lü, J. Ultrasonic-Assisted Acid Leaching of Indium from Blast Furnace Sludge. Metall. Mater. Trans. B 2013, 44, 1324–1328. [Google Scholar] [CrossRef]
- Chung, Y.H.; Lee, C.W. Electrochemical behaviors of Indium. J. Electrochem. Sci. Technol. 2012, 3, 1–13. [Google Scholar] [CrossRef]
- Zhou, H.; Ye, Y.; Tan, Y.; Zhu, K.; Liu, X.; Tian, H.; Guo, Q.; Wang, L.; Zhao, S.; Liu, Y. Supported Liquid Membranes Based on Bifunctional Ionic Liquids for Selective Recovery of Gallium. Membranes 2022, 12, 376. [Google Scholar] [CrossRef]
- Hemmati, A.; Asadollahzadeh, M.; Derafshi, M.; Salimi, M.; Mahabadi Mahabad, M.H.; Torkaman, R. Comparative investigation of artificial neural network and response surface approach in the optimization of indium recovery from discarded LCD screen with the presence of ionic liquids. Miner. Eng. 2023, 192, 107975. [Google Scholar] [CrossRef]
- Zhoua, H.; Huang, K. Extraction and separation of low-concentration Ga(III) in concentrated hydrochloric acid using supported liquid membrane via controlling the dissociation behavior of GaCl4− ions at interface. Chem. Eng. Res. Des. 2022, 186, 1–12. [Google Scholar] [CrossRef]
- Song, S.J.; Le, M.N.; Lee, M.S. Separation of Gallium(III) and Indium(III) by Solvent Extraction with Ionic Liquids from Hydrochloric Acid Solution. Processes 2020, 8, 1347. [Google Scholar] [CrossRef]
- Jeżowska-Trzebiatowska, B.; Kopacz, S.; Mikulski, T. Occurrence and Technology of Rare Elements; Wydawnictwo Naukowe PWN: Warsaw, Poland, 1990. [Google Scholar]
- Illés, I.B.; Kékesi, T. Efficient deposition of indium by cementation from chloride solutions. Hydrometallurgy 2022, 208, 105806. [Google Scholar] [CrossRef]
- Pawlikowski, S. An Overview of Technical Electrochemistry; Wydawnictwo Naukowo-Techniczne: Warsaw, Poland, 1969. [Google Scholar]
- Zhang, K.; Xu, L.; Xia, D.; Meng, J.; Zhao, Z. A fundamental study on indium electrochemistry in molten NaCl-KCl eutectic: Toward new technology development for indium secondary resources recycling. Ionics 2023, 29, 4379–4387. [Google Scholar] [CrossRef]
- Su, X.; Li, S.; Che, Y.; Song, J.; Yang, B.; He, J. Recovery and Reuse of Spent ITO Targets through Electrochemical Techniques. J. Electrochem. Soc. 2022, 169, 023507. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Acid/Base Concentration [mol/dm3] | Temperature [°C] | Solid-to-Liquid Phase Ratio (S/L) [g/100 cm3] | Time [h] | Additional Procedures | Leaching Efficiency [%], Type of Waste | Ref. |
|---|---|---|---|---|---|---|
| 4 M HCl | 80 | 10 | 3 | roasting Na2CO3:waste = 1:1 1000 °C 4 h | 93.40 from CIGS | [34] |
| 5 M HCl | 75 | 50 | 2 | oxidant addition (H2O2 (A/O = 9:1)) | 99 from ITO | [38] |
| 0.5 M HCl 2 M HCl | 80 55 | 33.33 | 1 | none | >90 from ITO | [39] |
| 0.8 M HCl | without heating | - 1 | 1 | Ultrasonication (300 W ultrasonic waves) | 96.80 from ITO | [45] |
| 4 M HCl | - 1 | 200 | 142 s | Microwave (650 W)–ultrasound heating system | 100 from ITO | [48] |
| 0.25 M H2SO4 | 80 | 40 | 2 | none | 99 from ITO | [41] |
| 3 M H2SO4 and H2O2 | 80 | 25 | 3 | oxidant addition (H2O2) | 99 from InP | [42] |
| 18 M H2SO4 | 68 | - 1 | 0.33 | ultrasonication | 92 from ITO | [46] |
| 10–11 M NaOH | 95 | 100 | 3 | pre-leaching (4 M HNO3 at 80 °C) roasting NaOH or Na2CO3 | >90 from LED (InAs and GaAs) | [51] |
| Acid/Base Concentration [mol/dm3] | Temperature [°C], Pressure [atm] | Solid-to-Liquid Phase Ratio (S/L) [g/100 cm3] | Time [h] | Additional Procedures | Leaching Efficiency [%], Type of Waste | Ref. |
|---|---|---|---|---|---|---|
| 2 M HNO3 | 60 | - 1 | 2 | none | 99 from GaAs | [17] |
| 2 M HNO3 | 30 | 2 | 2 | none | 98 from GaAs | [29] |
| 2 M HNO3 | 30 | 2 | 2 | none | 99 from GaAs | [39] |
| 0.25 M HCl | 200, 15 | 3.33 | - 1 | none | 98 from GaN | [32] |
| 0.25 M HCl | - 1 | 3.33 | - 1 | roasting NaOH:waste = 10:1 1000 °C 8 h | 73.3 from GaN | [32] |
| 4 M HCl | 80 | 10 | 3 | roasting Na2CO3:waste = 1:1 1000 °C 4 h | 96.86 from CIGS | [34] |
| 6 M NaOH | 95 | 100 | 3 | pre-leaching (4 M HNO3) roasting NaOH or Na2CO3 | >90 from LED (GaAs and InAs) | [51] |
| 2 M NaOH | 90 | 50 | 3 | oxidation process | 92.65 from Ga rich waste MOCVD (GaN) | [54] |
| Solution after Leaching | Accompanying Metals | Extractant | Ga Extraction Efficiency [%] | In Extraction Efficiency [%] | Other Metals Extraction Efficiency [%] | Stripping Agent | Ga Stripping Efficiency [%] | In Stripping Efficiency [%] | Ref. |
|---|---|---|---|---|---|---|---|---|---|
| 5 M HCl | Zn(II) Cu(II) | Cyanex 923 or Cyanex 925 in kerosene | 100 | - 1 | 10 Zn, 3 Cu | 1 M HCl | 97 | - 1 | [61] |
| 4 M HCl | Cu(II) | P204 | 99.92 | 99.34 | low | HCl | 99.93 | 99.90 | [34] |
| 0.01 M HCl (pH 2) | none | D2EHPA | <20 | >90 | - 1 | 1 M HCl | 96.2 | 97.8 | [70] |
| bioleachate (pH 2) | Fe(III) | D2EHPA in kerosene | - 1 | 91.5 | - 1 | 5 M H2SO4 | - 1 | 94 | [58] |
| spent ZnSO4 electrolyte | Ge(IV) Zn(II) | D2EHPA in kerosene | - 1 | 99.13 | - 1 | 0.5 M H2SO4 and 4 M HCl | - 1 | 98.3 | [67] |
| H2SO4 | Zn(II) | D2EHPA in kerosene: | - 1 | H2SO4 | - 1 | - 1 | [69] | ||
| 0.01 M | 87.9 | ||||||||
| 0.05 M | 98.9 | ||||||||
| 6 M HNO3 | Mo(VI) Zn(II) Cu(II) | 0.02 M D2EHPA pH = 1.5 | 97 | - 1 | 2 M HCl | - 1 | - 1 | [71] | |
| 0.015 M D2EHPA pH = 3.3 | 72 | 1 M HCl |
| Method | Advantage | Disadvantage |
|---|---|---|
| Extraction | high availability of selective extractants | gradual loss of solvent, environmentally unfriendly, time-consuming, ineffective for low metal concentrations |
| Sorption | high availability of sorbents, low time consumption, process effective for high and low metal concentrations, possibility of using waste and bio-waste to produce sorbents | the need to modify sorbents to increase selectivity towards gallium and indium, slow or not efficient elution step |
| Precipitation | the simplicity of the process, satisfactory purity of indium | not suitable for gallium recovery |
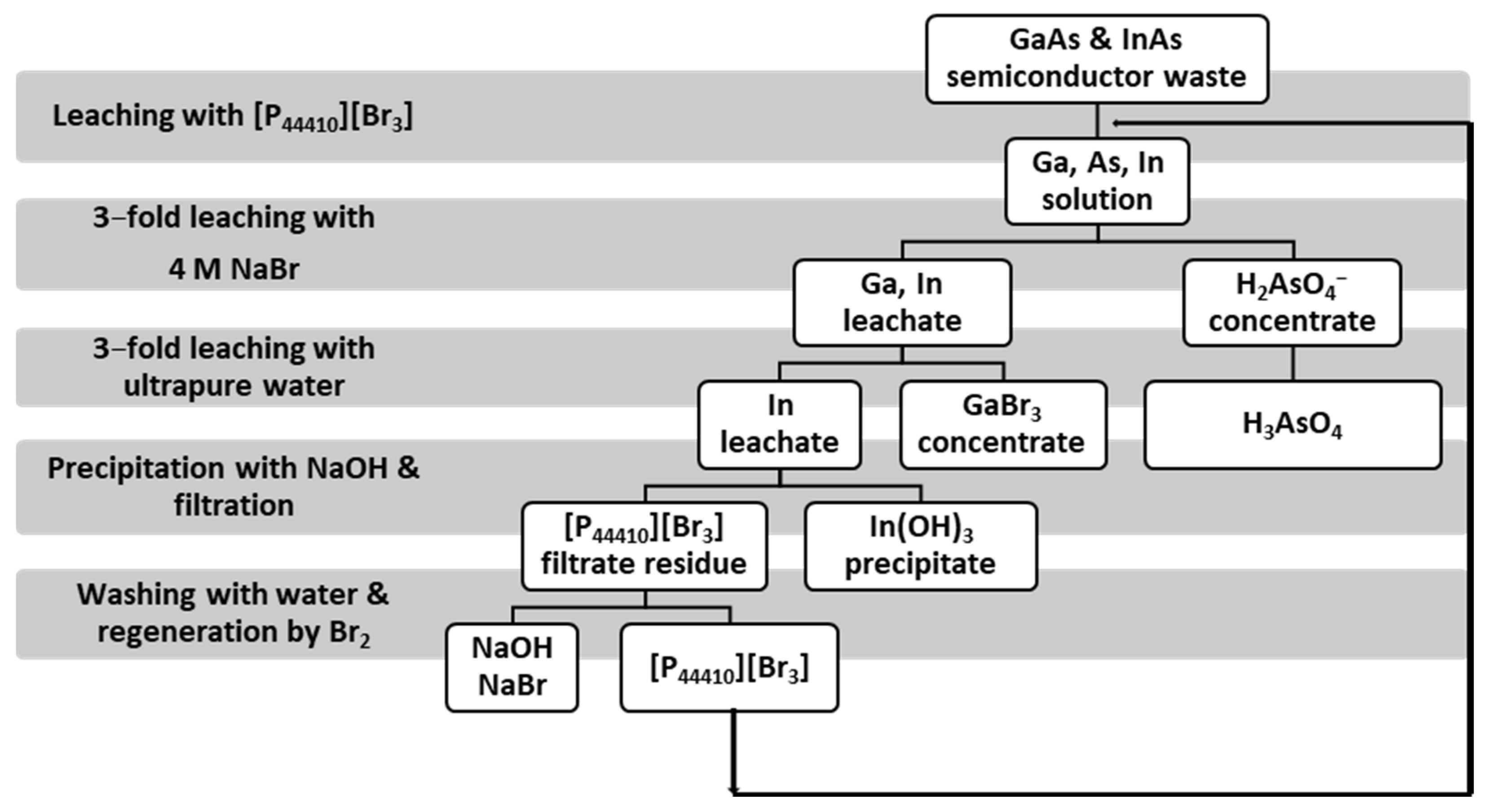
| Ionic liquids ([P44410][Br3] use) | satisfactory recovery of gallium, indium and arsenic from GaAs and InAs waste, obtaining a less toxic form of arsenic | low recovery efficiency for gallium from GaN waste |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kluczka, J. A Review on the Recovery and Separation of Gallium and Indium from Waste. Resources 2024, 13, 35. https://doi.org/10.3390/resources13030035
Kluczka J. A Review on the Recovery and Separation of Gallium and Indium from Waste. Resources. 2024; 13(3):35. https://doi.org/10.3390/resources13030035
Chicago/Turabian StyleKluczka, Joanna. 2024. "A Review on the Recovery and Separation of Gallium and Indium from Waste" Resources 13, no. 3: 35. https://doi.org/10.3390/resources13030035
APA StyleKluczka, J. (2024). A Review on the Recovery and Separation of Gallium and Indium from Waste. Resources, 13(3), 35. https://doi.org/10.3390/resources13030035