
Effect of Large Uniaxial Stress on the Thermoelectric Properties of Microcrystalline Silicon Thin Films


Abstract
:1. Introduction
2. Experimental Methodology
2.1. Materials Preparation
2.2. Materials Characterization
2.3. Thermoelectric Property Tests
3. Results
3.1. Mechanical Stress/Strain Characterisation
3.1.1. Residual Stress in Flexible µc-Si: H Thin Films
3.1.2. Total Mechanical Strain (Residual plus Forced Bending)
3.1.3. Zone of Maximum Stress by Forced Bending of the Sample
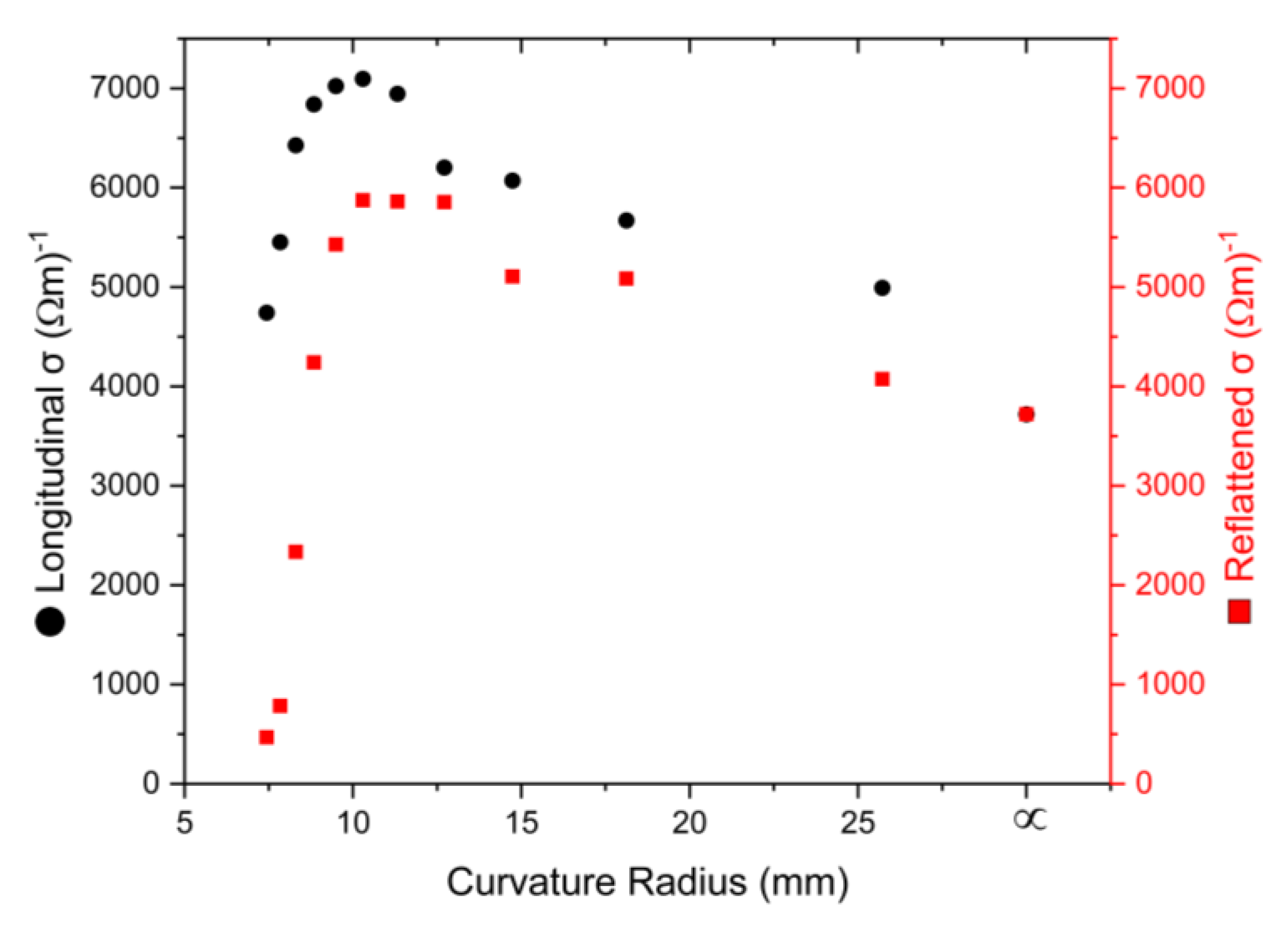
3.2. Electrical Conductivity Characterisation
3.2.1. N-Type µc-Si: H Thin Films under Mechanical Strain
3.2.2. P-Type µc-Si: H Thin Films under Mechanical Strain
3.2.3. Discussion
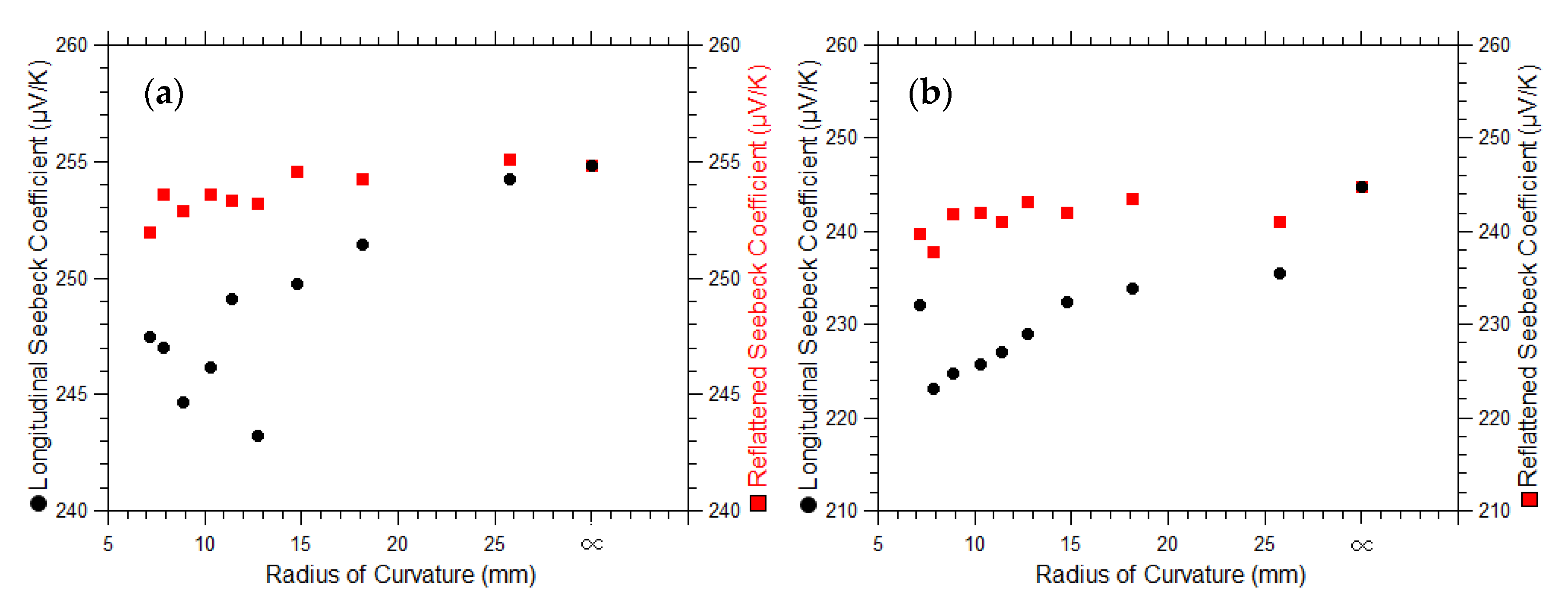
3.3. Seebeck Coefficient under Mechanical Strain
3.3.1. N-Type µc-Si: H Thin Films
3.3.2. P-Type µc-Si: H Thin Films
3.4. Impact of Strain on the Power Factor
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kuo, P.-C.; Jamshidi-Roudbari, A.; Hatalis, M. Effects of Mechanical Strain on Characteristics of Polycrystalline Silicon Thin-Film Transistors Fabricated on Stainless Steel Foil. J. Disp. Technol. 2009, 5, 202–205. [Google Scholar] [CrossRef]
- Lange, D.; i Cabarrocas, P.; Triantafyllidis, N.; Daineka, D. Piezoresistivity of thin film semiconductors with application to thin film silicon solar cells. Sol. Energy Mater. Sol. Cells 2016, 145, 93–103. [Google Scholar] [CrossRef]
- Li, J.; Shan, Z.; Ma, E. Elastic strain engineering for unprecedented materials properties. MRS Bull. 2014, 39, 108–114. [Google Scholar] [CrossRef] [Green Version]
- Thompson, S.; Armstrong, M.; Auth, C.; Cea, S.; Chau, R.; Glass, G.; Hoffman, T.; Klaus, J.; Ma, Z.; Mcintyre, B.; et al. A Logic Nanotechnology Featuring Strained-Silicon. IEEE Electron Device Lett. 2004, 25, 191–193. [Google Scholar] [CrossRef]
- Hajji, M.; Absike, H.; Labrim, H.; Ez-Zahraouy, H.; Benaissa, M.; Benyoussef, A. Strain effects on the electronic and thermoelectric properties of Bi2Te3: A first principles study. Comput. Condens. Matter 2018, 16, e00299. [Google Scholar] [CrossRef]
- Kusagaya, K.; Hagino, H.; Tanaka, S.; Miyazaki, K.; Takashiri, M. Structural and Thermoelectric Properties of Nanocrystalline Bismuth Telluride Thin Films Under Compressive and Tensile Strain. J. Electron. Mater. 2014, 44, 1632–1636. [Google Scholar] [CrossRef]
- Murphy-Armando, F. Enhancement of the electronic thermoelectric properties of bulk strained silicon-germanium alloys using the scattering relaxation times from first-principles calculations. J. Appl. Phys. 2019, 126, 215103. [Google Scholar] [CrossRef] [Green Version]
- Pei, Y.; Shi, X.; LaLonde, A.; Wang, H.; Chen, L.; Snyder, G.J. Convergence of electronic bands for high performance bulk thermoelectrics. Nature 2011, 473, 66–69. [Google Scholar] [CrossRef] [Green Version]
- Liu, W.; Tan, X.; Yin, K.; Liu, H.; Tang, X.; Shi, J.; Zhang, Q.; Uher, C. Convergence of conduction bands as a means of enhancing thermoelectric performance of n-type Mg2Si(1−x)Sn(x) solid solutions. Phys. Rev. Lett. 2012, 108, 166601. [Google Scholar] [CrossRef] [Green Version]
- Bennett, N.S.; Byrne, D.; Cowley, A.; Neophytou, N. Dislocation loops as a mechanism for thermoelectric power factor enhancement in silicon nano-layers. Appl. Phys. Lett. 2016, 109, 173905. [Google Scholar] [CrossRef]
- Acosta, E.; Wight, N.; Smirnov, V.; Buckman, J.; Bennett, N. Hydrogenated Nano-/Micro-Crystalline Silicon Thin-Films for Thermoelectrics. J. Electron. Mater. 2018, 47, 3077–3084. [Google Scholar] [CrossRef]
- Acosta, E.; Smirnov, V.; Szabo, P.S.B.; Buckman, J.; Bennett, N.S. Optimizing Thermoelectric Power Factor in p-Type Hydrogenated Nano-crystalline Silicon Thin Films by Varying Carrier Concentration. J. Electron. Mater. 2019, 48, 2085–2094. [Google Scholar] [CrossRef]
- Janfaoui, S.; Simon, C.; Coulon, N.; Mohammed-Brahim, T. Behavior of the parameters of microcrystalline silicon TFTs under mechanical strain. Solid-State Electron. 2014, 93, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Haug, F.; Terrazzoni-Daudrix, V.; Söderström, T.; Niquille, X.; Bailat, J.; Ballif, C. Flexible microcrystalline silicon solar cells on periodically textured plastic substrates. In Proceedings of the 21st EU PVSEC, Dresden, Germany, 4–8 September 2006. [Google Scholar]
- Sun, Y.; E Thompson, S.; Nishida, T. Physics of strain effects in semiconductors and metal-oxide-semiconductor field-effect transistors. J. Appl. Phys. 2007, 101, 104503. [Google Scholar] [CrossRef]
- COMSOL AB. COMSOL Multiphysics v5.6. Available online: www.comsol.com (accessed on 4 December 2022).
- DuPont Kapton Polyimide Film General Specification. Available online: https://www.dupont.com/content/dam/dupont/amer/us/en/products/ei-transformation/documents/EI-10167-Kapton-General-Specifications.pdf (accessed on 4 December 2022).
- Price, W.L.V. Electric potential and current distribution in a rectangular sample of anisotropic material with application to the measurement of the principal resistivities by an extension of van der Pauw’s method. Solid-State Electron. 1973, 16, 753–762. [Google Scholar] [CrossRef]
- De la Cadena, E.; Pillajo, C. Facultad de Ingeniería Mecánica; EPN: Quito, Ecuador, 2019; p. 172. [Google Scholar]
- Ngo, D.; Feng, X.; Huang, Y.; Rosakis, A.J.; Brown, M.A. Thin film/substrate systems featuring arbitrary film thickness and misfit strain distributions. Part I: Analysis for obtaining film stress from non-local curvature information. Int. J. Solids Struct. 2007, 44, 1745–1754. [Google Scholar] [CrossRef] [Green Version]
- Christova, K.; Alexandrova, S.; Abramov, A.; Valcheva, E.; Ranguelov, B.; Longeaud, C.; Reynolds, S.; i Cabarrocas, P.R. Structure-related strain and stress in thin hydrogenated microcrystalline silicon films. J. Phys. Conf. Ser. 2010, 253, 012056. [Google Scholar] [CrossRef] [Green Version]
- Kroll, U.; Meier, J.; Shah, A.; Mikhailov, S.; Weber, J. Hydrogen in amorphous and microcrystalline silicon films prepared by hydrogen dilution. J. Appl. Phys. 1996, 80, 4971–4975. [Google Scholar] [CrossRef]
- Stratakis, E.; Spanakis, E.; Tzanetakis, P.; Fritzsche, H.; Guha, S.; Yang, J. Photoinduced stress in hydrogenated amorphous silicon films. Appl. Phys. Lett. 2002, 80, 1734–1736. [Google Scholar] [CrossRef]
- Paillard, V.; Puech, P.; Cabarrocas, P. Measurement of stress gradients in hydrogenated microcrystalline silicon thin films using Raman spectroscopy. J. Non-Cryst. Solids 2002, 299, 280–283. [Google Scholar] [CrossRef]
- Fu, Y.Q.; Luo, J.K.; Milne, S.B.; Flewitt, A.J.; Milne, W.I. Residual stress in amorphous and nanocrystalline Si films prepared by PECVD with hydrogen dilution. Mater. Sci. Eng. B 2005, 124, 132–137. [Google Scholar] [CrossRef]
- Glew, A.D.; Saha, R.; Kim, J.S.; Cappelli, M.A. Ion energy and momentum flux dependence of diamond-like carbon film synthesis in radio frequency discharges. Surf. Coat. Technol. 1999, 114, 224–229. [Google Scholar] [CrossRef]
- Johlin, E.; Tabet, N.; Castro-Galnares, S.; Abdallah, A.; Bertoni, M.; Asafa, T.; Grossman, J.; Said, S.; Buonassisi, T. Structural origins of intrinsic stress in amorphous silicon thin films. Phys. Rev. B (Condens. Matter Mater. Phys.) 2012, 85, 075202. [Google Scholar] [CrossRef] [Green Version]
- Davis, C.A. A simple model for the formation of compressive stress in thin films by ion bombardment. Thin Solid Films 1993, 226, 30–34. [Google Scholar] [CrossRef]
- Wehrspohn, R.B.; Deane, S.C.; French, I.D.; Gale, I.; Hewett, J.; Powell, M.J.; Robertson, J. Relative importance of the Si–Si bond and Si–H bond for the stability of amorphous silicon thin film transistors. J. Appl. Phys. 2000, 87, 144–154. [Google Scholar] [CrossRef]
- Marques, F.C.; Wickboldt, P.; Pang, D.; Chen, J.H.; Paul, W. Stress and thermomechanical properties of amorphous hydrogenated germanium thin films deposited by glow discharge. J. Appl. Phys. 1998, 84, 3118–3124. [Google Scholar] [CrossRef] [Green Version]
- Fujiwara, H.; Kondo, M.; Matsuda, A. Nucleation mechanism of microcrystalline silicon from the amorphous phase. J. Non-Cryst. Solids 2004, 338, 97–101. [Google Scholar] [CrossRef]
- Schicho, S. Amorphous and Microcrystalline Silicon Applied in Very Thin Tandem Solar Cells; Forschungszentrum Jülich GmbH: Jülich, Germany, 2011; p. 141. [Google Scholar]
- Mani, S.; Saif, T. Stress development in plasma-deposited silicon dioxide thin-films due to hydrogen evolution. Thin Solid Films 2007, 515, 3120–3125. [Google Scholar] [CrossRef]
- DuPont. Available online: www.dupont.com/content/dam/dupont/amer/us/en/products/ei-transformation/documents/DEC-Kapton-HN-datasheet.pdf (accessed on 4 December 2022).
- Bronsveld, P.C.P.; van der Wagt, H.J.; Rath, J.K.; Schropp, R.E.I.; Beyer, W. Post-deposition thermal annealing studies of hydrogenated microcrystalline silicon deposited at 40 °C. Thin Solid Films 2007, 515, 7495–7498. [Google Scholar] [CrossRef]
- Temple-Boyer, P.; Scheid, E.; Faugere, G.; Rousset, B. Residual stress in silicon films deposited by LPCVD from disilane. Thin Solid Films 1997, 310, 234–237. [Google Scholar] [CrossRef]
- Takimoto, K.; Fukuta, A.; Yamamoto, Y.; Yoshida, N.; Itoh, T.; Nonomura, S. Linear thermal expansion coefficients of amorphous and micro crystalline silicon films. J. Non-Cryst. Solids 2002, 299, 314–317. [Google Scholar] [CrossRef]
- Alfredo Campo, E. Selection of Polymeric Materials; Alfredo Campo, E., Ed.; William Andrew Publishing: Norwich, NY, USA, 2008; pp. 103–140. [Google Scholar]
- Gleskova, H.; Hsu, P.I.; Xi, Z.; Sturm, J.C.; Suo, Z.; Wagner, S. Field-effect mobility of amorphous silicon thin-film transistors under strain. J. Non-Cryst. Solids 2004, 338–340, 732–735. [Google Scholar] [CrossRef]
- Hinsche, N.F.; Mertig, I.; Zahn, P. Effect of strain on the thermoelectric properties of silicon: An ab initio study. J. Phys. Condens. Matter 2011, 23, 295502. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hinsche, N.F.; Mertig, I.; Zahn, P. Thermoelectric transport in strained si and si/ge heterostructures. J. Phys. Condens. Matter 2012, 24, 275501. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dziekan, T.; Zahn, P.; Meded, V.; Mirbt, S. Theoretical calculations of mobility enhancement in strained silicon. Phys. Rev. B 2007, 75, 195213. [Google Scholar] [CrossRef]
- Annastassakis, E. Physical problems in microelectronics. In Proceedings of the Fourth International School ISPPM, Varna, Bulgaria, 12–18 May 1985; p. 128. [Google Scholar]
- Cutler, M.; Mott, N.F. Observation of anderson localization in an electron gas. Phys. Rev. 1969, 181, 1336–1340. [Google Scholar] [CrossRef]
- Sajjad, R.N.; Alam, K.; Mohd, K.Q.D. The effects of doping, gate length, and gate dielectric on inverse subthreshold slope and on/off current ratio of a top gate silicon nanowire transistor. In Proceedings of the 2008 International Conference on Electrical and Computer Engineering, Dhaka, Bangladesh, 20–22 December 2008; pp. 283–286. [Google Scholar]
- Ovsyannikov, S.V.; Shchennikov, V.V.; Vorontsov, G.V.; Manakov, A.Y.; Likhacheva, A.Y.; Kulbachinskii, V.A. Giant improvement of thermoelectric power factor of Bi2Te3 under pressure. J. Appl. Phys 2008, 104, 053713. [Google Scholar] [CrossRef] [Green Version]
- Zan, G.; Wu, T.; Zhu, F.; He, P.; Cheng, Y.; Chai, S.; Wang, Y.; Huang, X.; Zhang, W.; Wan, Y. A biomimetic conductive super-foldable material. Matter 2021, 4, 3232. [Google Scholar] [CrossRef]
- Zan, G.; Wu, T.; Dong, W.; Zhou, J.; Tu, T.; Xu, R.; Chen, Y.; Wang, Y.; Wu, Q. Two-Level Biomimetic Designs Enable Intelligent Stress Dispersion for Super-Foldable C/NiS Nanofiber Free-Standing Electrode. Adv. Fiber Mater. 2022, 4, 1177–1190. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Type | Rr (m) | Rt (m) | Intrinsic Stress (GPa) | Total Residual Stress (GPa) |
|---|---|---|---|---|
| N | 0.048 | 0.030 | −0.328 | −0.527 |
| P | 0.059 | 0.027 | −0.265 | −0.584 |
| Outward bending due to compressive stress |  | |
| As-grown state | N-type | P-type |
| Compressive stress RN < RP | 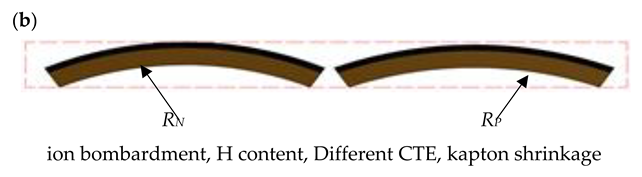 | |
| Annealing | N-type: (200 °C) | P-type: (350 °C) |
| Expected behaviour of the film curvature due to annealing RN < RP |  | |
| Isolation of substrate curvature due to annealing RP < RN |  | |
| Final curvature RP < RN |  | |
| Doping | Tensile Strain | Compressive Strain | ||
|---|---|---|---|---|
| Trend | εC (%) | Trend | εC (%) | |
| N | Increase↑ | ~0.77 | Decrease ↓ | >−1.7 |
| P | Decrease↓ | ~0.58 | Increase ↑ | ~−1.2 |
| Doping | Tensile Strain | Compressive Strain | ||
|---|---|---|---|---|
| Trend | ε (%) | Trend | ε (%) | |
| N | decrease (24%) ↓ | ~1.1 | Increase (13%) ↑ | ~−1.7 |
| P | Decrease (3%) ↓ | ~1.1 | Increase (5%) ↓ | ~−1.6 |
| Parameter | N-Type | P-Type | ||
|---|---|---|---|---|
| (+) Strain | (−) Strain | (+) Strain | (−) Strain | |
| σ | ↑ | ↓ | ↓ | ↑ |
| α | ↓ | ↑ | ↓ | ↓ |
| PF | ~invariable | ~invariable | ↓ | ~invariable |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Acosta, E.; Smirnov, V.; Szabo, P.S.B.; Pillajo, C.; De la Cadena, E.; Bennett, N.S. Effect of Large Uniaxial Stress on the Thermoelectric Properties of Microcrystalline Silicon Thin Films. Electronics 2022, 11, 4085. https://doi.org/10.3390/electronics11244085
Acosta E, Smirnov V, Szabo PSB, Pillajo C, De la Cadena E, Bennett NS. Effect of Large Uniaxial Stress on the Thermoelectric Properties of Microcrystalline Silicon Thin Films. Electronics. 2022; 11(24):4085. https://doi.org/10.3390/electronics11244085
Chicago/Turabian StyleAcosta, Edwin, Vladimir Smirnov, Peter S. B. Szabo, Christian Pillajo, Erick De la Cadena, and Nick S. Bennett. 2022. "Effect of Large Uniaxial Stress on the Thermoelectric Properties of Microcrystalline Silicon Thin Films" Electronics 11, no. 24: 4085. https://doi.org/10.3390/electronics11244085