1. Introduction
Welding constitutes a significant manufacturing process in modern industry. Aluminum or magnesium alloys are commonly used in the industrial production of the aviation and aerospace fields due to their high specific modulus and strength, strong corrosion resistance, and other advantages. However, oxidation of the aluminum alloy leads to the formation of a dense oxide film, which has a higher melting point and faster heat dissipation than the aluminum alloy. This results in faster heat input and dissipation of the substrate during welding and leads to defects such as pores or deformation in the weld beam [
1]. To reduce these weld defects, researchers proposed to weld the aluminum alloy by multi-electrode arc welding, where more than two electrodes are utilized to generate welding current and the output current of one electrode is used to clear the oxide film. After clearing the oxide film, the substrate is preheated to ensure that it can be quickly melted during welding. Simultaneously, the output current of the other electrode is used to melt the welding wire, whose droplets deposit onto the weld, forming a complete weld or accumulation layer [
2].
Multi-electrode arc welding technology requires a multi-electrode arc welding power supply that has more than two current outputs. The power supply can adjust the output current in real-time according to the requirements of the welding process. The output current can be AC or DC, constant current or pulse current. Therefore, the power supply must have a rapid response speed for the welding power system to meet different welding process requirements [
3,
4,
5,
6].
There are many combinations of current multi-electrode welding processes, such as tandem welding, dual tungsten argon arc welding, bypass electrode GTAW welding, dual wire bypass coupled arc welding, arcing wire GTAW welding, and dual wire indirect arc alternating bypass welding. These welding processes are composed of three or more electrodes and DC or AC current. According to different process requirements, different welding power sources are combined with different welding processes.
Currently, the multi-output arc welding power supply is composed of several individual power supply sections, where each power supply has the complete rectifier, inverter, transformer, and output rectifier unit. It is crucial that the multi-electrode arc welding power supply has several electrodes, and the electrodes should coordinate with each other. In some welding processes, the output of multiple electrodes must be synchronized or have a certain phase difference, but the current multi-electrode arc welding power supply cannot meet those requirements. Therefore, it is necessary to develop the circuit of the multi-electrode arc welding power supply and design the control strategy on this basis, such as the transient response characteristics under the multi-electrode arc welding process.
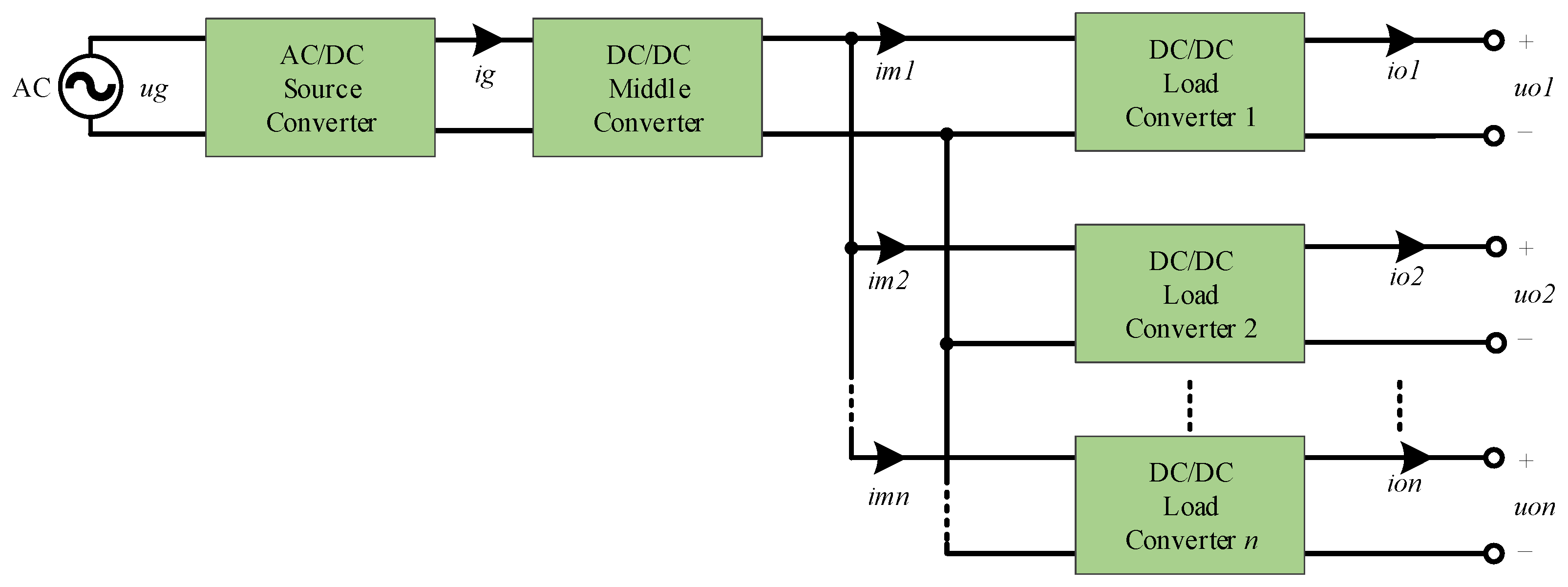
The power supply for multi-electrode arc welding is a multi-output current power system. Studies have been conducted on multi-output current power supplies, whereas there has been extensive research performed on multi-output voltage power supplies. Therefore, the power structure of the multi-output voltage power supply can be used as guidance to design the multi-output current power supply. The architecture of the multi-output voltage power source is shown in
Figure 1, which is referred to as the intermediate bus type. The power supply in this architecture has a high overall efficiency, and its volume and cost are low. Thus, this architecture is a suitable multi-output power supply architecture.
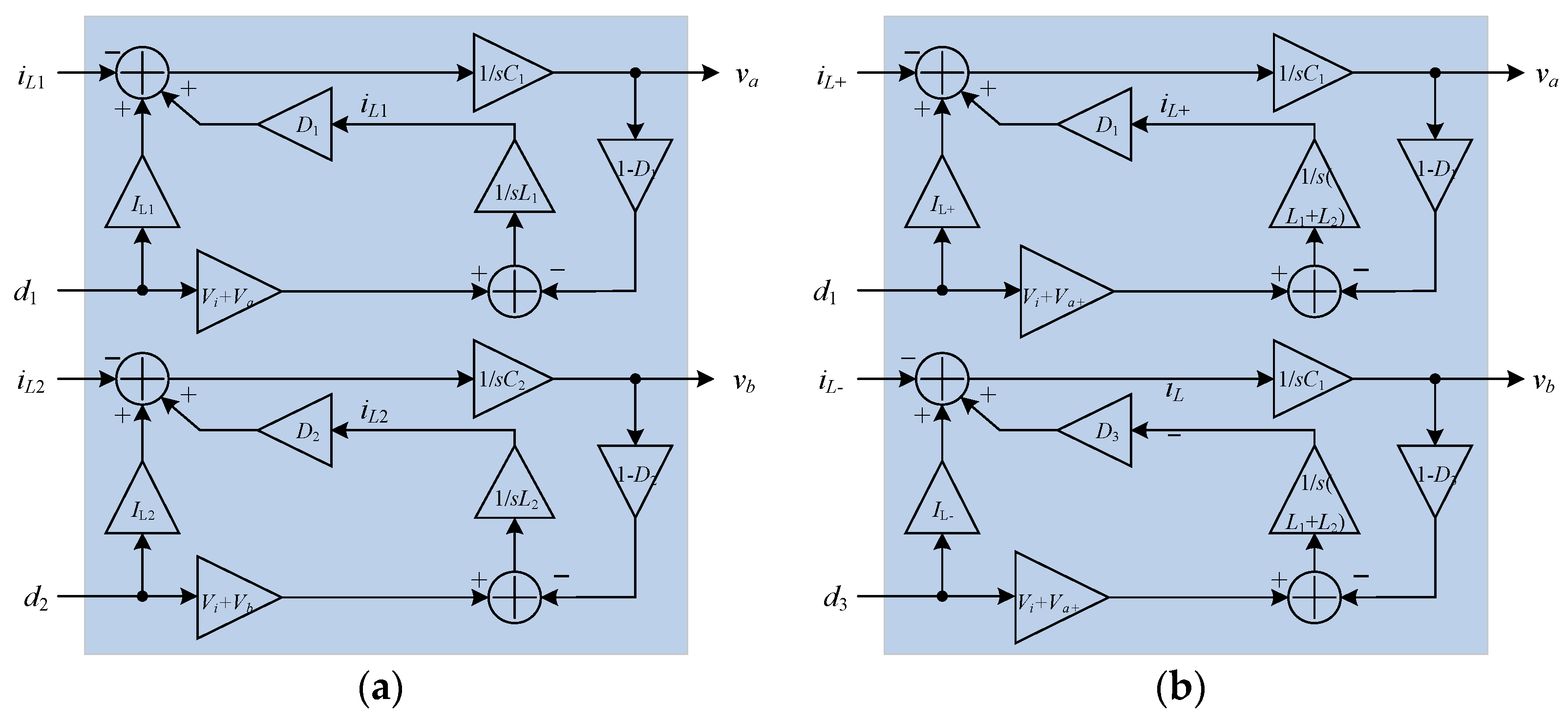
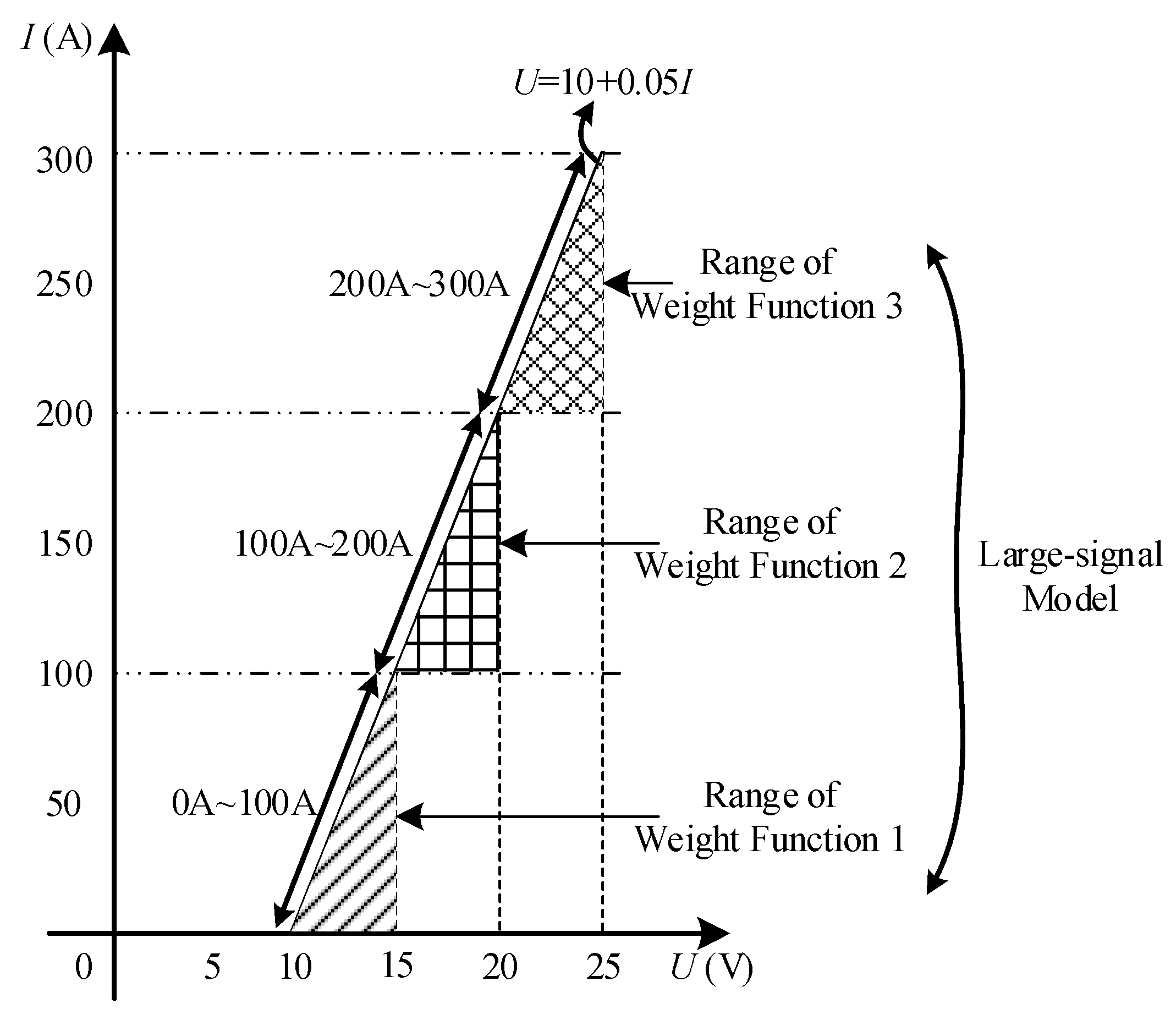
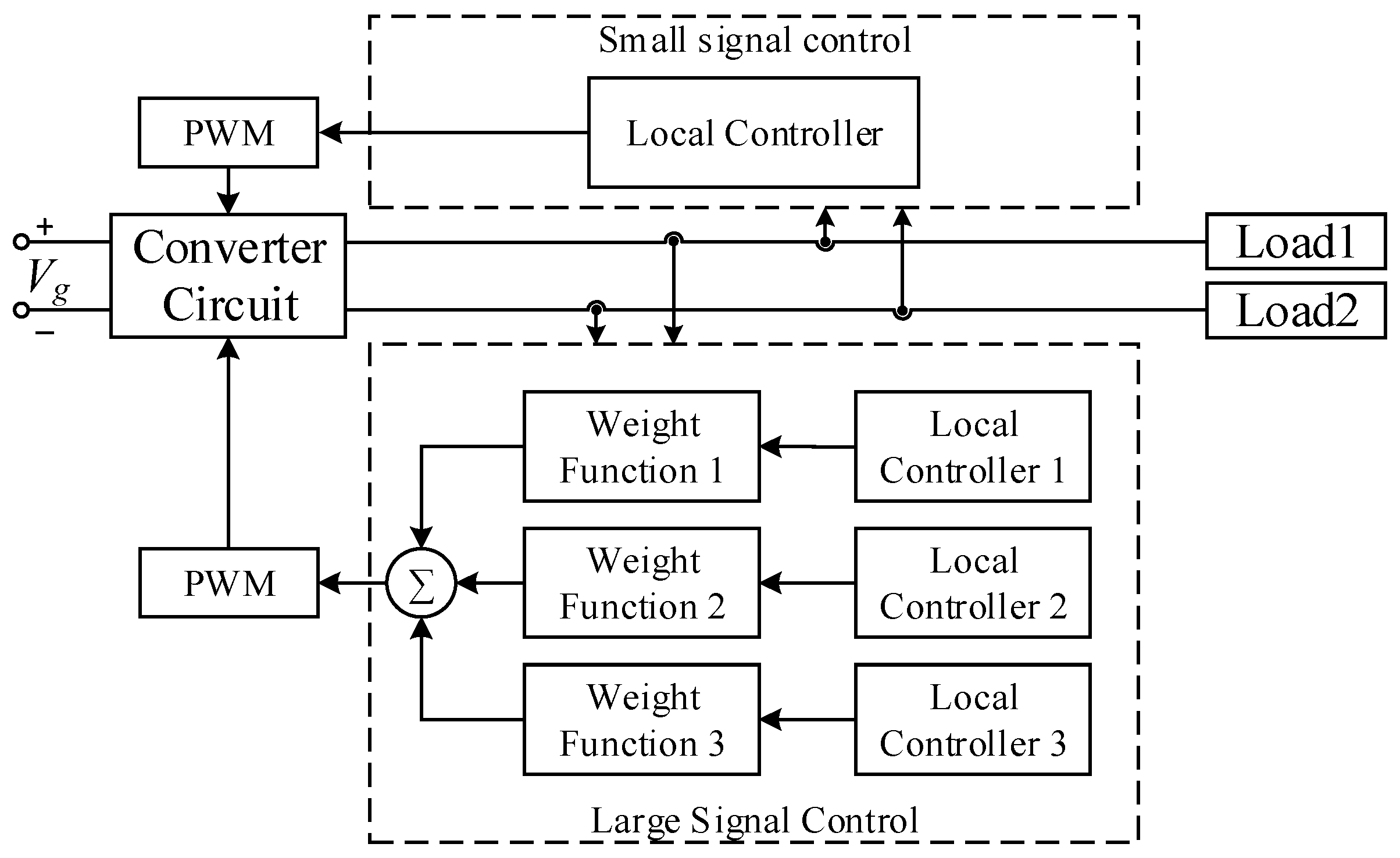
The control strategy of the multi-electrode arc welding power supply is the most important aspect of realizing multi-electrode welding. During the welding process, according to the welding process requirements, the current will be in a stable state or change rapidly at a certain time. The current change can be sorted into large-signal process and small-signal process according to different welding processes. In the large-signal process, the current changes over a large range, whereas in the small-signal process, it is dynamically adjusted within a small range. Therefore, the large- and small-signal modeling should be established before the control strategy is designed.
There are numerous small-signal modeling methods and many control methods based on the small-signal model. For example, the PID control method is based on the small-signal model. Ang et al. [
7] studied the small-signal model of the PID controller based on the simulator for the DC-DC converter. This small-signal model describes the PID control process, but the model is not combined with the converter. The large-scale application of digital devices realizes the real-time tuning PID control method. On this basis, numerous researchers studied the adaptive PID control method [
8,
9], which can adjust the required duty cycle value in advance according to the established small-signal model. Based on the adaptive adjustment, Cao et al. [
10] proposed the delay feedback automatic adjustment PID controller, which reduces the complexity of the control and shortens the PID controller’s intervention and adjustment times. However, it is not suitable for large-scale adjustment. To make the PID small-signal model suitable for large-scale regulation, Du et al. [
11] proposed a PID controller based on the nonlinear small-signal model, which can complete the adjustment of some large signals but increases the complexity of the control system.
Small-signal control can only maintain stability at a steady operating point; however, the stability of the system under large-signal adjustment cannot be guaranteed, in which case the traditional linearized state space method is no longer applicable [
12,
13,
14]. Therefore, it is necessary to establish a large signal model to determine the feasibility of the system.
Large-signal modeling methods are still under research. The traditional modeling method uses nonlinear switches to establish the large-signal model of the system [
15]. However, this method is not suitable for the large signal model under different working conditions. The behavior description method is likewise used in large signal modeling. In addition, these two models are mostly used in simulation research [
16]. Liu et al. [
17] used the ideal transformer model to replace the switch to establish the large signal model; however, such a model can only be established in CCM (continuous conduction mode) mode. The traditional reduced-order simplified model substantially simplifies the system-level simulation and retains some module characteristics, which has evident advantages in simulation. However, this method cannot provide theoretical guidance to analyze the system [
18]. Therefore, it is necessary to establish a new type of large signal model to describe the large signal change process in the welding process so as to apply the multi-electrode arc welding power supply.
Current multi-output welding power supplies involve combining multiple sources for different processes, using three or more electrodes with DC or AC current. This requires numerous power sources, increasing cost and impacting production efficiency. There is a need for a flexible, cost-effective multi-electrode power supply suitable for various processes. A power supply meeting the combination requirement can be achieved through multiple electrode combinations. Characterized by ease of use, affordability, and efficient control, this power supply holds significant potential. Research on multi-electrode arc welding power supplies is in its early stages, with no suitable method for the main circuit and control strategy.
In this study, we designed a topological structure for a multi-electrode arc welding power supply, dividing the current change process into large and small-signal change processes. By establishing models and analyzing the converter’s working principle, we designed a control method and constructed an experimental prototype. The resulting power supply offers improved response time and cost-effectiveness compared to traditional multi-output welding power supplies, increasing its applicability, response time, and cost-effectiveness as compared to conventional multi-output welding power supplies, therefore providing a viable option for broader applicability.
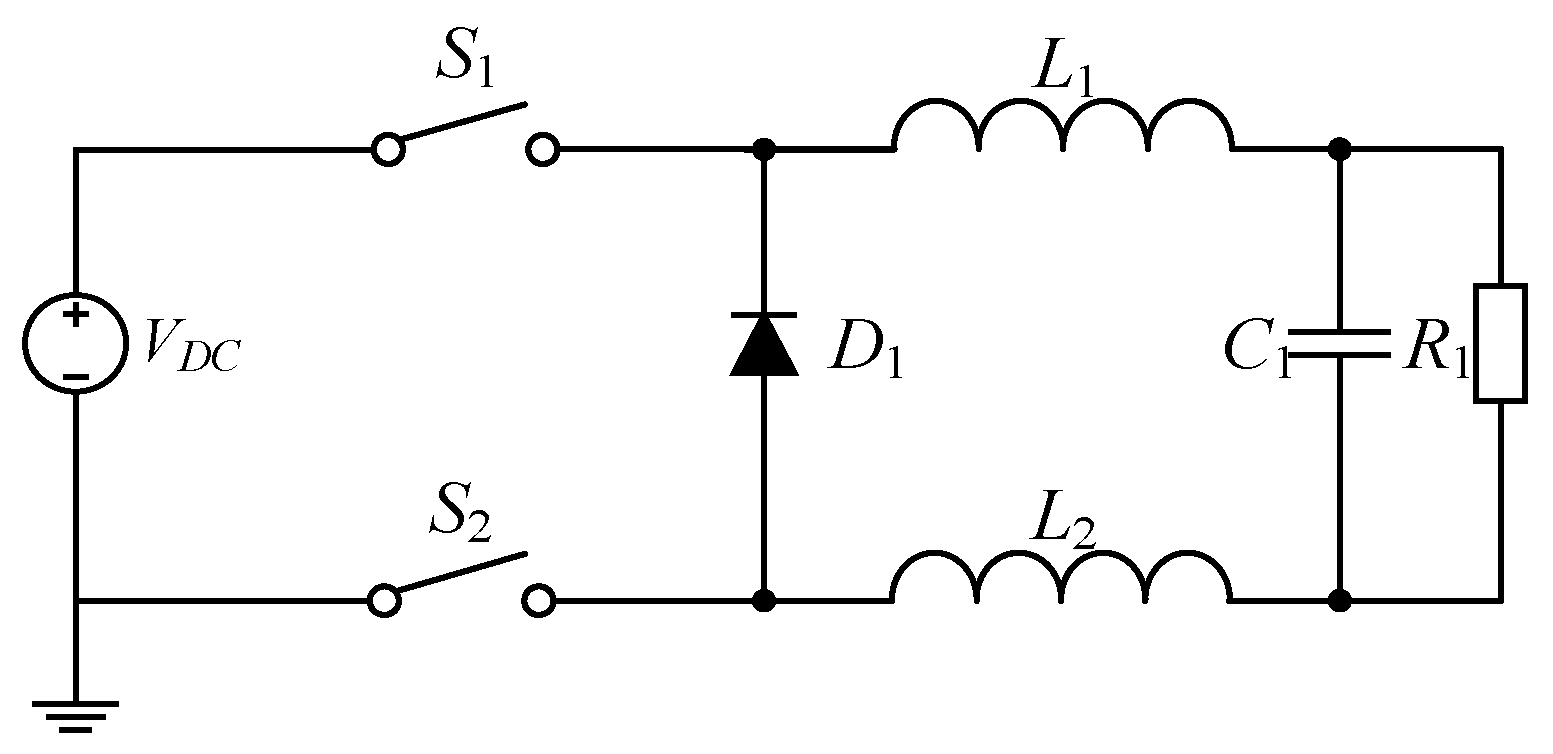
2. Topology of Multi-Output Arc Welding Power Supply
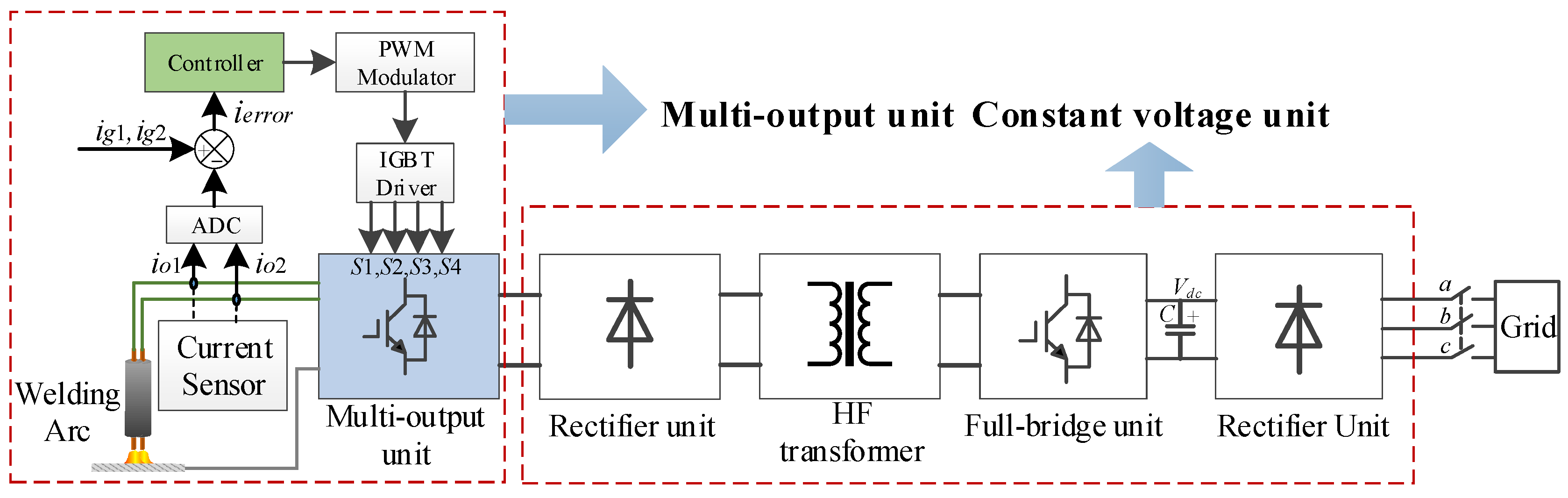
The multi-output arc welding power supply proposed in this study is shown in
Figure 2.
ig1 and
ig2 are the target current values controlled by the controller;
io1 and
io2 are the actual values.
The converter includes a three-phase rectifier unit, a full-bridge inverter unit, a high-frequency transformer, a rectifier unit, and a multi-channel output unit. The three-phase rectifier unit converts the 380 VAC to 540 VDC, which is converted to a high-frequency pulse with a frequency of 20 kHz after passing through the full-bridge inverter unit. The turn ratio of the high-frequency transformer is 14:3. After passing through the transformer, the voltage of the high-frequency pulse decreases and the current rises. After the output rectifier unit, the voltage becomes 50 VDC. This voltage stays constant during welding and is not affected by current output; hence, it can be omitted from the analysis in this study.
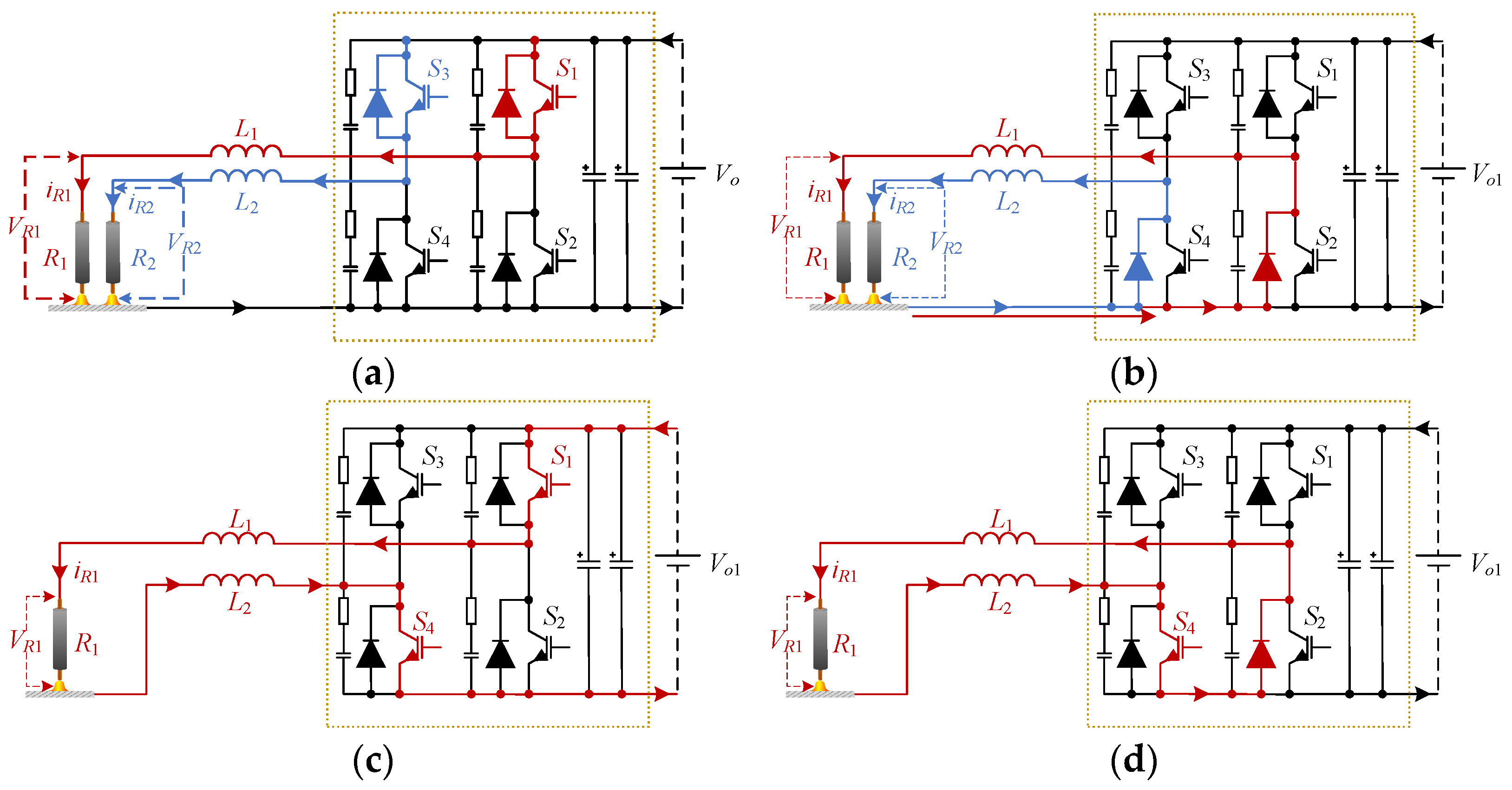
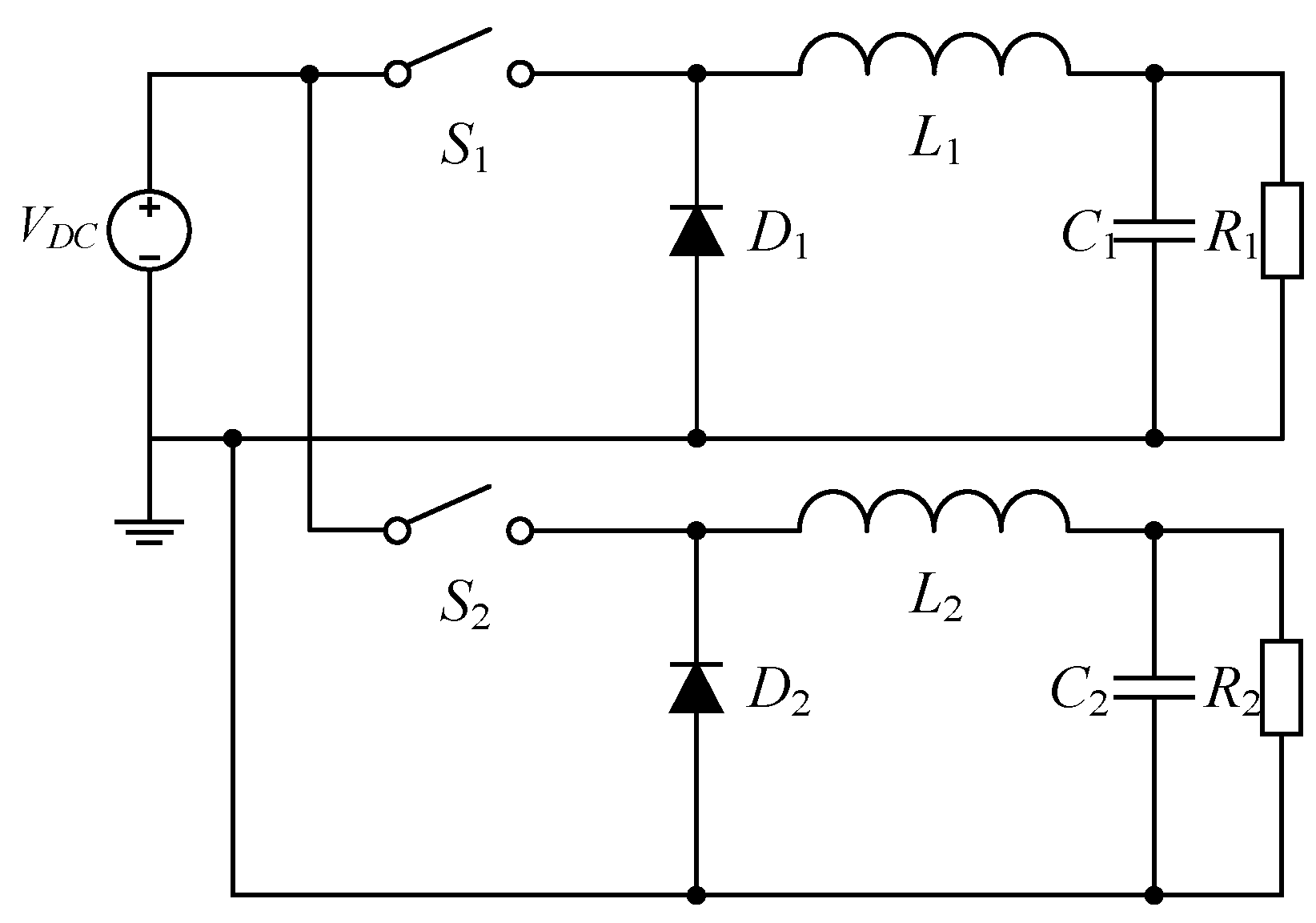
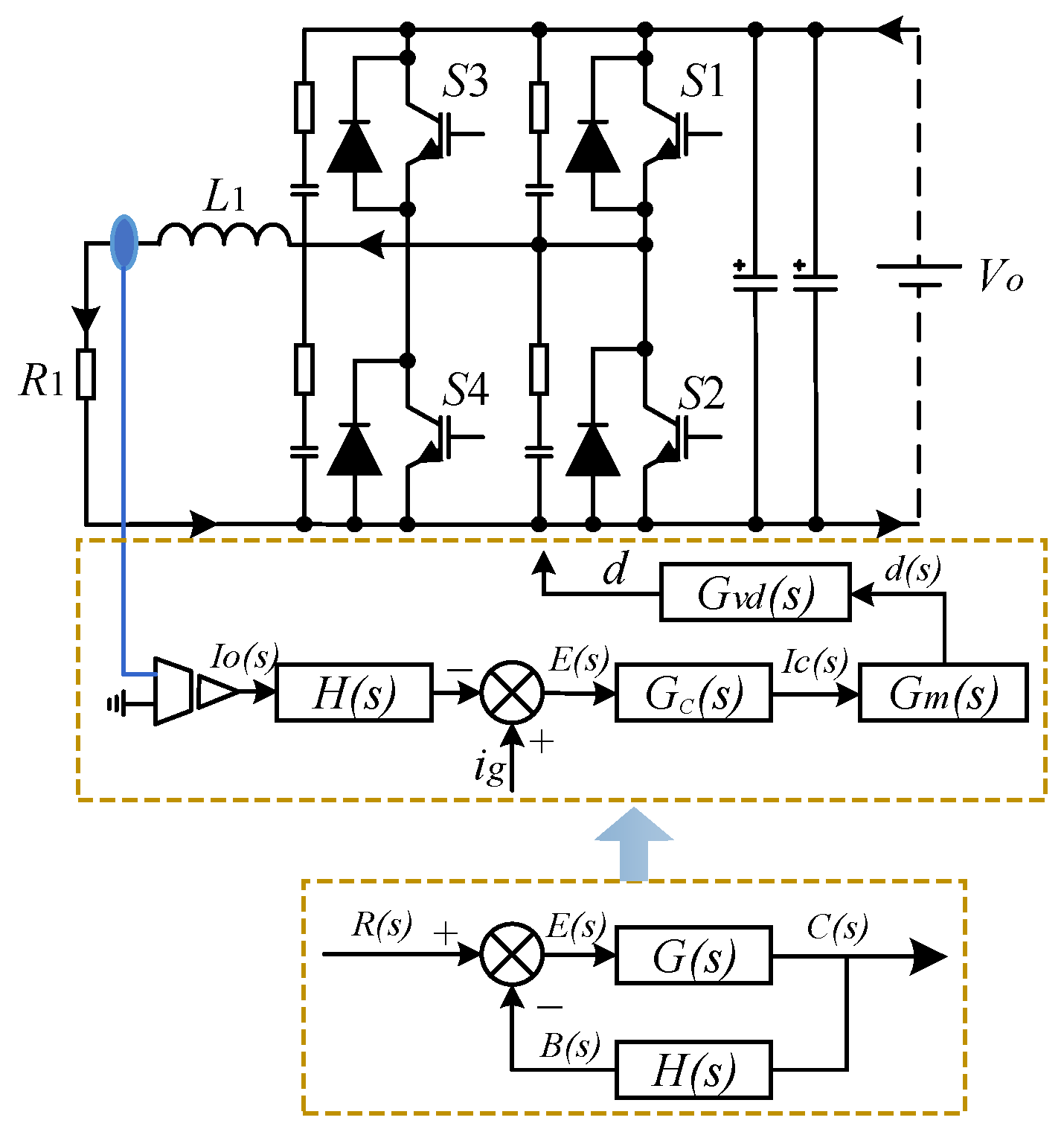
The multi-output unit is the most important component of the converter designed in this study, as shown in
Figure 3.
S1–
S4 are the IGBTs in the circuit;
L1 and
L2 are the inductors for stable current in the circuit;
R1 and
R2 represent the welding arcs. In the stable welding process, the welding current and voltage basically remain constant and only change within a small range. I arc can be regarded as the resistance to analysis.
IR1,
IR2,
VR1, and
VR2 are the welding currents and welding voltages, respectively.
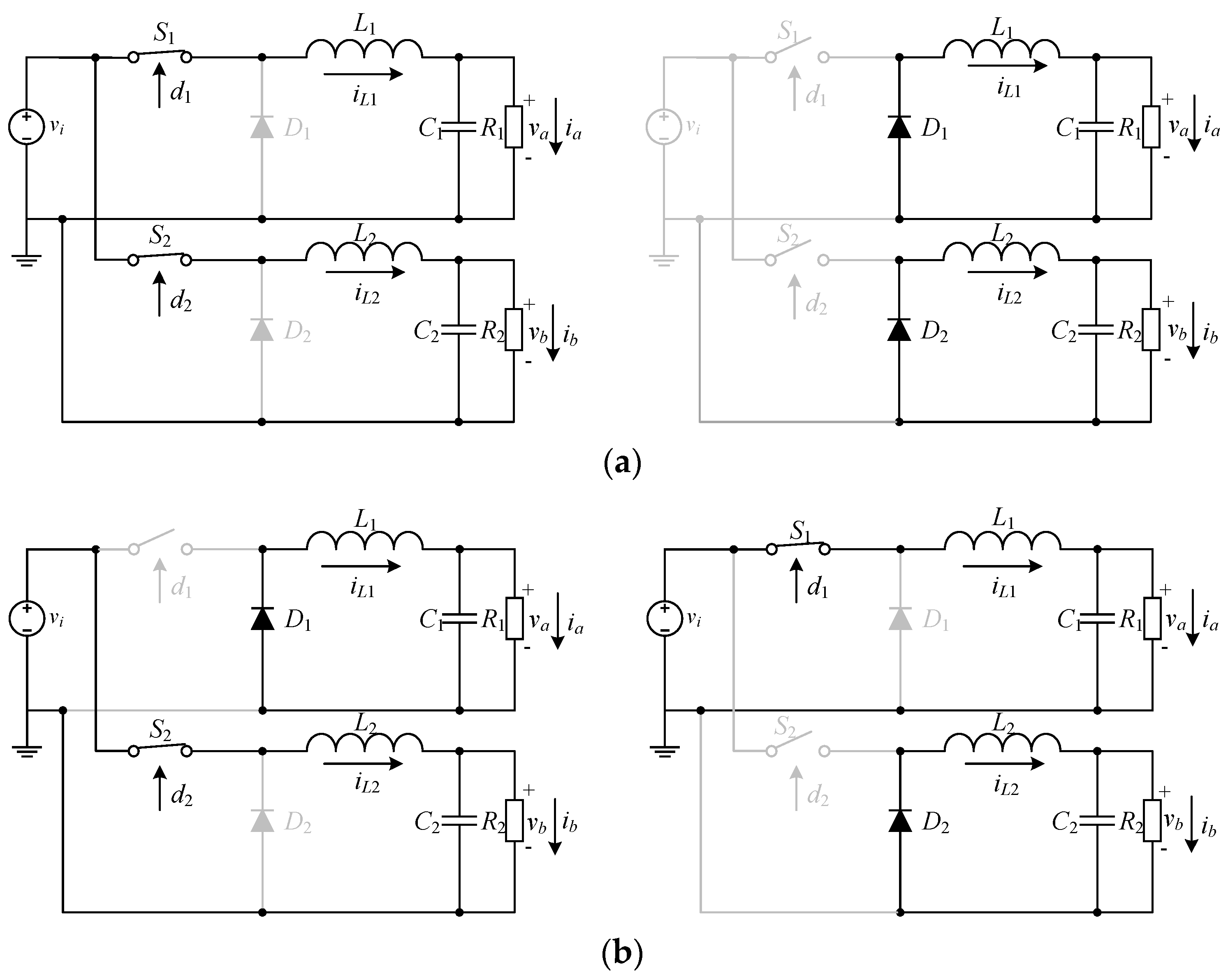
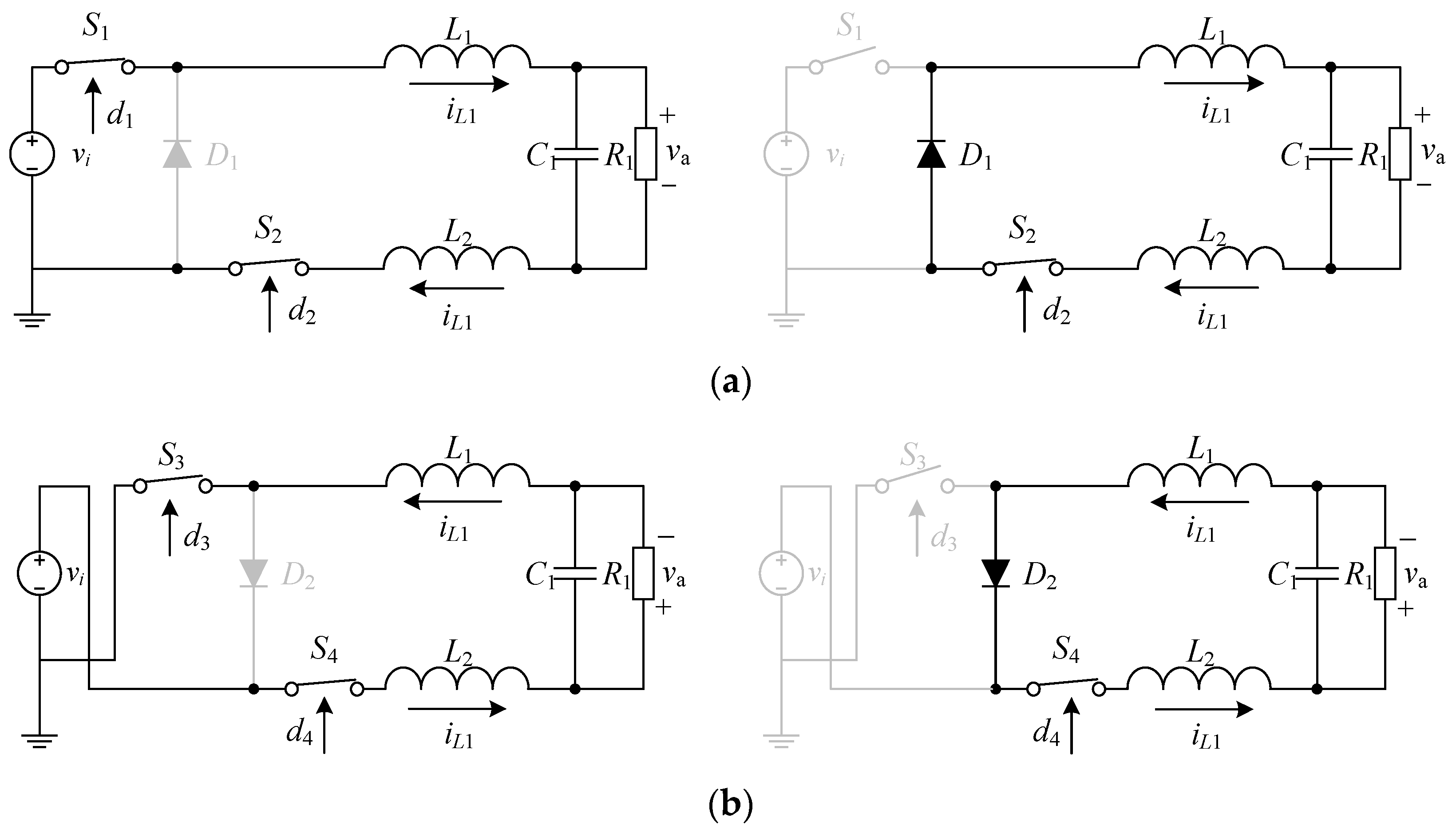
The multi-output unit is composed of the buck chopper circuit, and according to the different output, this circuit can be converted into a full-bridge inverter circuit. We use different colors to represent different output patterns: In
Figure 3a, the red and blue lines represent two DC currents; in
Figure 3b, the red and blue lines represent different current directions in AC mode.
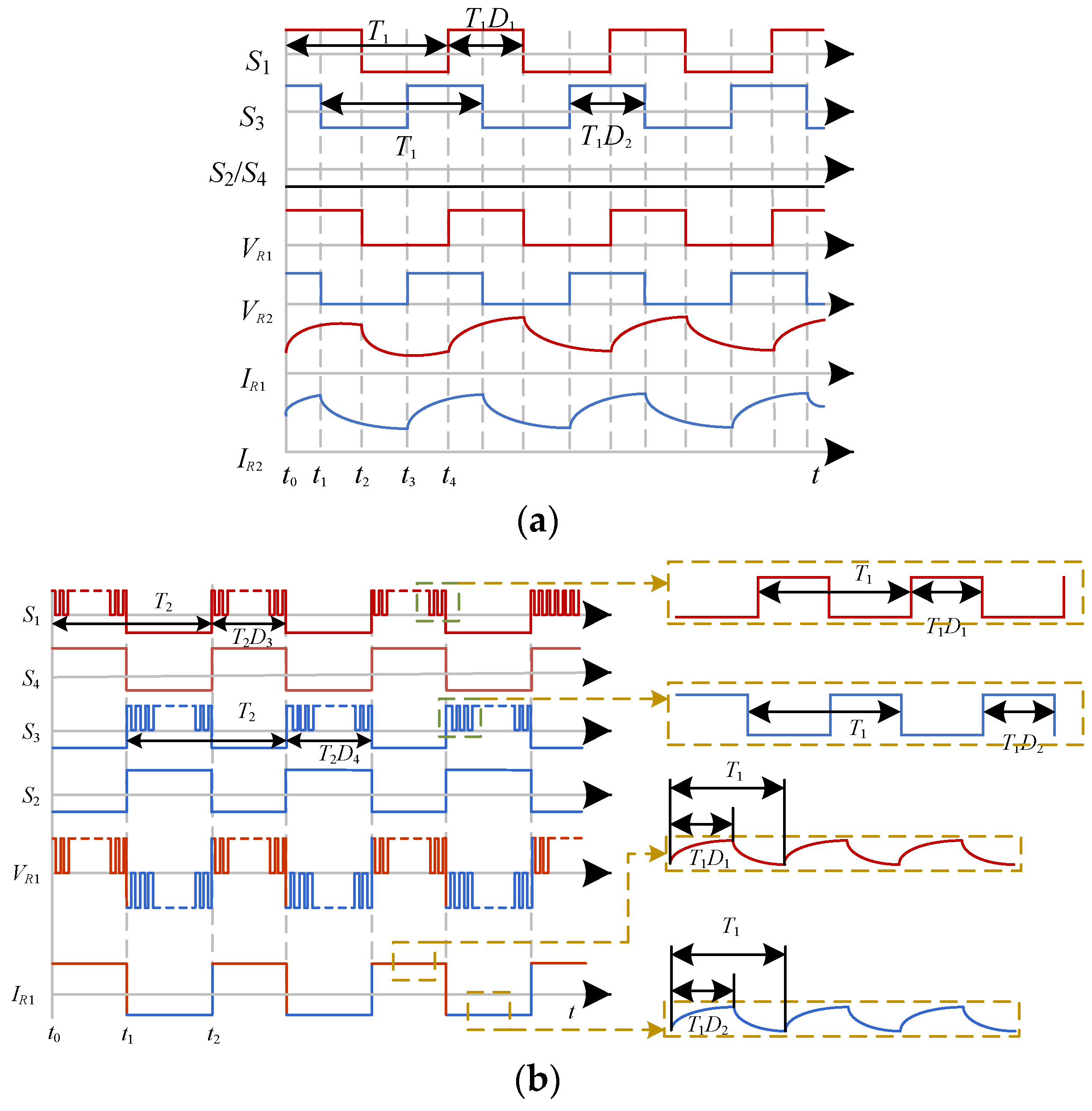
Figure 4 illustrates the working principle of the IGBT in each mode, and the color representation is the same as in
Figure 3. The multi-output unit can output dual DC or single AC, depending on the requirement.
In the welding process, an inductor is used in the converter to maintain a stable current, and its operation mode is always CCM mode. Therefore, during the welding period, the output current and voltage remain constant. In the analysis, the welding arc is regarded as a resistance, whose magnitude changes slightly within a certain range.
As shown in
Figure 4,
S1,
S2,
S3, and
S4 present the drive waveform of each IGBT.
VR1 and
VR2 are the voltages of the welding arc.
IR1 and
IR2 are the currents of the welding arc.
S2 and
S4 are keep in turn off state. When
S1 and
S3 are switched on, the currents flow through the IGBTs as shown in
Figure 3a, and when
S1 and
S3 are switched off, the currents flow through the internal diode in
S2 and
S4 as shown in
Figure 3b. So, in DC mode, when
S1 and
S3 are switched on and off, the DC voltage is chopped, inductors
L1 and
L2 are in CCM mode, and the current through the resistance is DC current. This working principle is shown in
Figure 3a,b, and the specific waveform is shown in
Figure 4a,b. In
Figure 4a,b,
T1 = 50 μs,
D1 and
D2 are the duty cycles of the driving waveform of the IGBT. The duty cycles are changed according to the setting current.
At time T0, S1 and S3 are switched off; the current on resistor R1 flows from Vo1+ through S1, L1, and R1 to Vo1−, and the current on resistor R2 flows from voltage Vo1+ through S2, L2, and R2 to Vo1−. At this time, inductors L1 and L2 store energy, and the current continues to increase.
At time T1, S1 is switched on and S3 is switched off; the inductor L1 continues to store energy, and the current on R1 continues to increase. Since S3 is off, L2 discharges to stop current changes, and the current flowing through R2 decreases. At this time, the current loop flowing through R2 passes through the internal reverse diodes of S4, R2, and L2.
At time T2, S1 and S3 are switched off. The energy stored in the inductor L1 starts discharging, and the energy in the inductor L2 continues to discharge to maintain the current flowing across the resistors R1 and R2. At this time, the current loop flowing through R1 passes through the internal reverse diodes of S2, R1, and L1.
At time T3, S3 is switched on, S1 is switched off, inductor L2 is charged, and the current flowing through resistor R2 starts to increase. At this point, the current across resistor R1 continues to decrease.
At time T4, S1 and S3 are switched on, returning to time T0, as described above.
As shown in
Figure 4b,
S1,
S2,
S3, and
S4 present the drive waveform of each IGBT.
VR1 is the voltage of the welding arc.
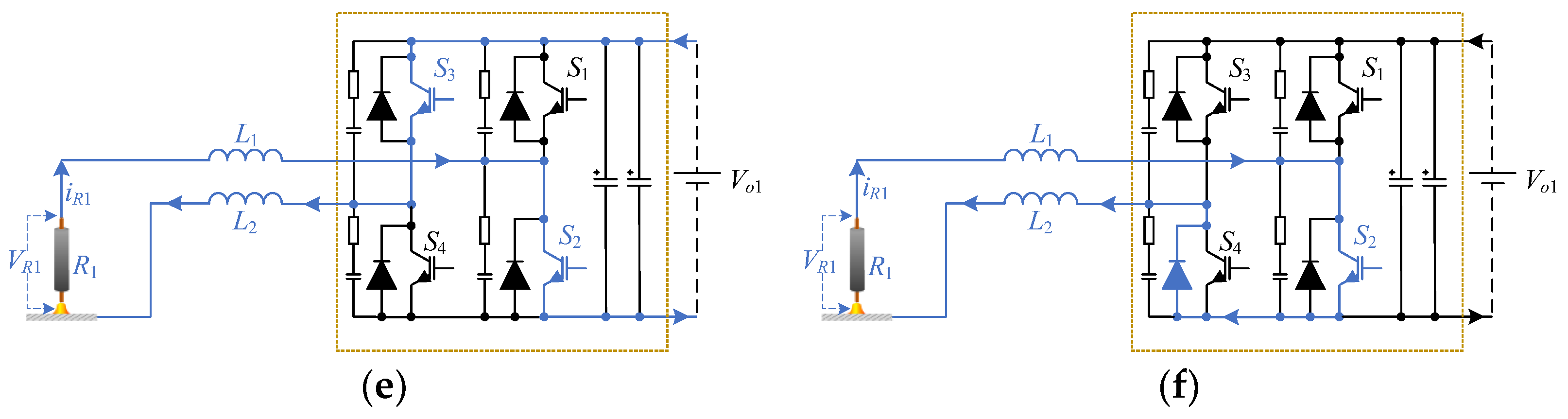
IR1 is the current of the welding arc. When the converter is in AC mode, the welding power supply can output forward and reverse currents. In the welding process, the frequency of AC current is generally 40~50 Hz. Therefore, in AC mode, an AC cycle can be regarded as the combination of two DC modes, which are the forward and reverse DC modes, respectively. Another difference with DC mode is that when the
S1 or
S3 is switched on or off, the
S2 or
S4 are kept in the on or off state to provide the circuit with continuous current. The specific working waveform is shown in
Figure 4b, where
T2 is the cycle of AC welding and
D3 and
D4 are the forward and reverse current duty cycles during AC welding, respectively. In contrast with the DC mode, in the inductor discharge stage, assume that the loop controlled by
S1 and
S4 is the forward current as shown in
Figure 3c, and the loop controlled by
S2 and
S3 is the reverse current as shown in
Figure 3e. When the converter works in forward AC mode,
S1 is switched on or off. In this mode,
S4 is kept in turn-on mode, while
S2 and
S3 are kept in turn off states, and the continuous current can flow through
S4 and the internal diode in
S2 as shown in
Figure 3d. When the converter works in reverse AC mode,
S3 is switched on or off. In this mode,
S2 is kept in turn-on mode, while
S1 and
S4 are kept in turn-off states, and the continuous current can flow through
S2 and the internal diode in
S4 as shown in
Figure 3f. The discharge loop in the forward current is through
L1,
R1,
L2,
S4, and internal reverse diodes in
S2. The discharge circuit for the reverse current is through internal reverse diodes of
S4,
R1,
L1,
S2, and
L2.
At time T0, S1 and S4 are switched on simultaneously, and the current flows through Vo1+, S1, R1, and S4 to Vo1−. During the AC forward period, S1 is switched off and on at a frequency of 20 kHz, while S4 is always on. Therefore, this mode can be considered to be the same as the DC mode, where one IGBT is used for chopping while the other switch in the loop is always on.
At time T1, in AC mode, the current changes from forward to reverse, and S1 and S4 are switched off. Then, after a certain dead time, S2 and S3 are switched on. The current flows through Vo1+, S3, R1, and S2 to Vo1−. In the AC reverse mode, S3 is switched off and on at a frequency of 20 kHz, and S2 is consistently on. The mode in this case can be regarded as the reverse DC mode.
At time T2, S2 and S3 are switched on, and S1 and S4 are switched off, as at time T0. At this time, a complete AC cycle has been completed.
In AC mode, the dead time should be considered. For the converter in this paper, there is no dead time in DC mode. In AC mode, there is dead time when the forward and reverse currents are switched. In this paper, the difference with the full-bridge inverter is that there is no secondary side of the transformer to provide a continuous flow circuit to release the energy of the primary side when switching. Therefore, when the voltage on the inductor and welding arc drops to the constant voltage, the internal diode of the opposite IGBT would be turned off by a hard switch. Since the constant voltage is 50 V, the voltage on the IGBT is relatively low, and the effect on the IGBT is small due to the protection of the RC absorption circuit and the high voltage tolerance of the IGBT module. Due to inertia, the change in the arc lags behind the change in the current, so when the current drops to zero, the arc does not disappear.
5. Experimental Verification
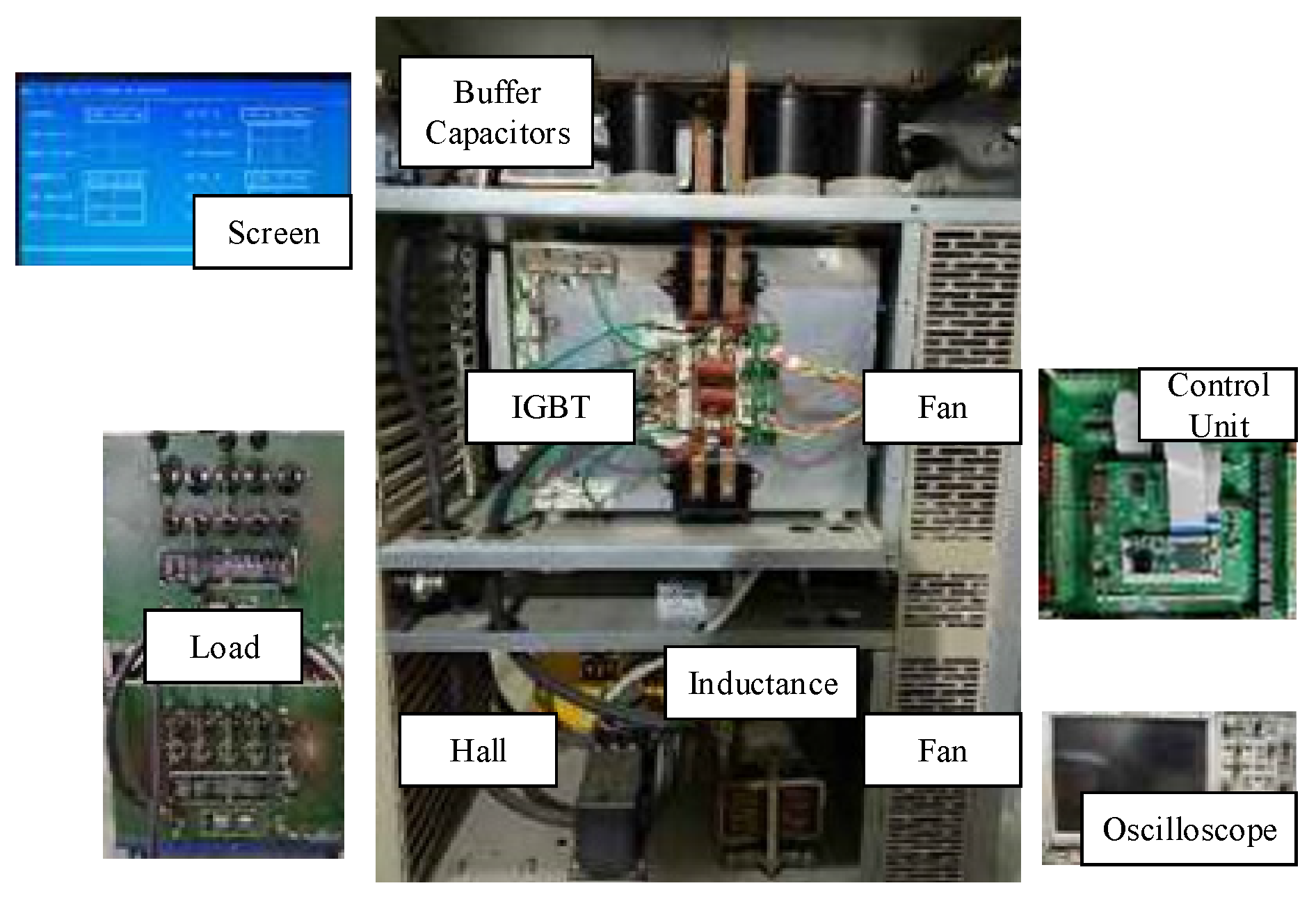
To testify to the above theoretical analysis, an experimental prototype is built; the experimental prototype is shown in
Figure 13. The HMI for multi-electrode output is designed, and the current and voltage can be set by the touch screen. STM32F407 is used as the controller to output the PWM to control the multi-channel output unit. The load box is used to simulate the arc, and the resistance of the load box ranges from 0.05 to 4 Ω. The bus capacitor is placed behind the constant-voltage output unit to stabilize the voltage during welding. A total of six 2200 uF electrolytic capacitors are used.
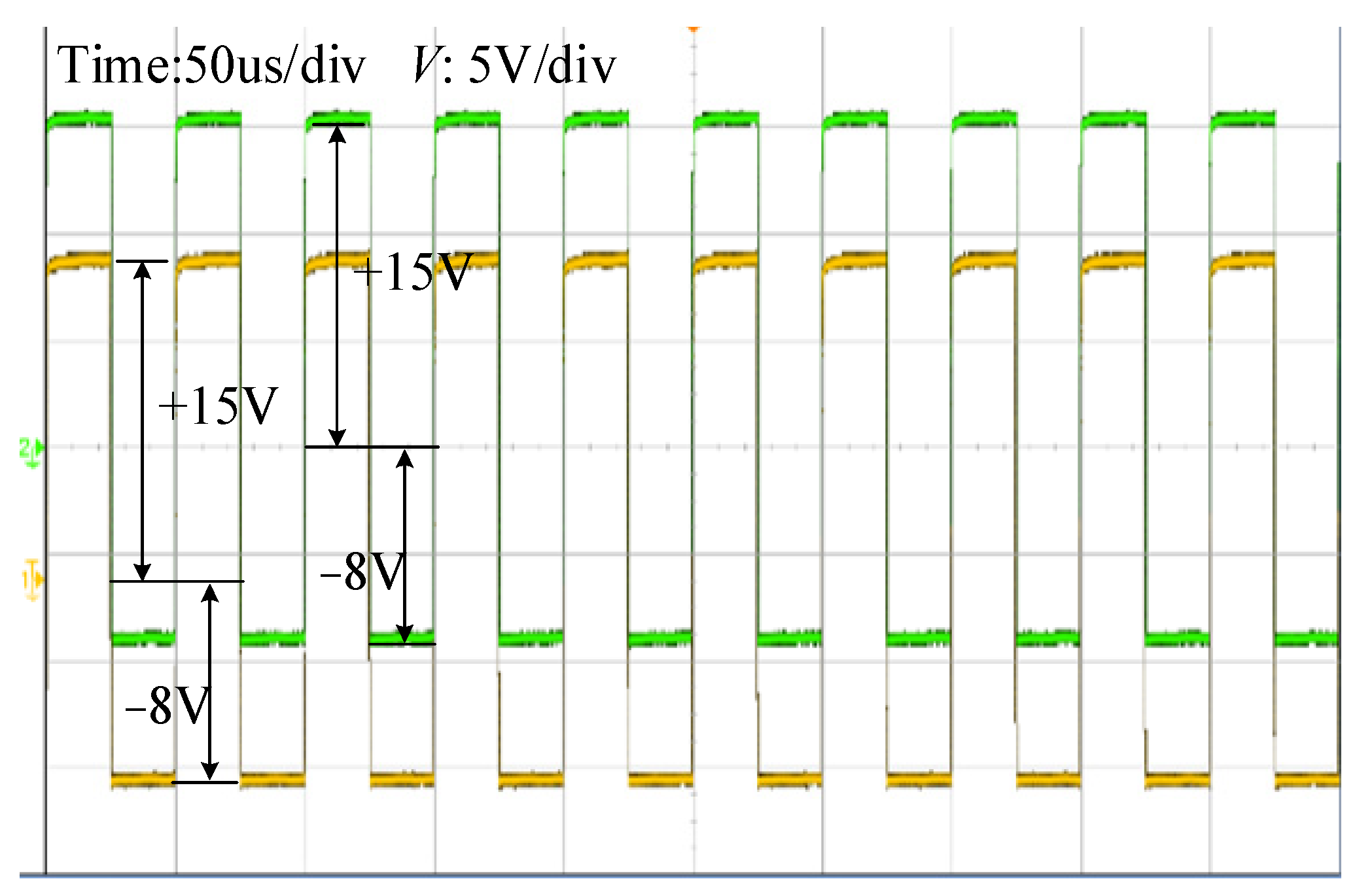
In order to prevent the IGBT from being misdirected by dv/dt when the IGBT is turned off, a reverse turn-off voltage is applied to the IGBT in the drive circuit. The IGBT drive circuit designed in this paper has a +15 V/−8 V drive waveform, as shown in
Figure 14.
The rapid change of current will produce high voltage at both ends of the IGBT, so it is necessary to set up a protection circuit to protect the IGBT and to choose IGBTs with a high withstand voltage as well. In the circuit, the IGBT modules with a high withstand voltage value of 1200 V are selected. Moreover, an RC circuit is connected in parallel with the drain and source of the IGBT to absorb the peak voltage caused by the fast shutdown. The RC absorption circuit in this paper has a resistance of 6.2 ohms and a capacitor of 10 nF.
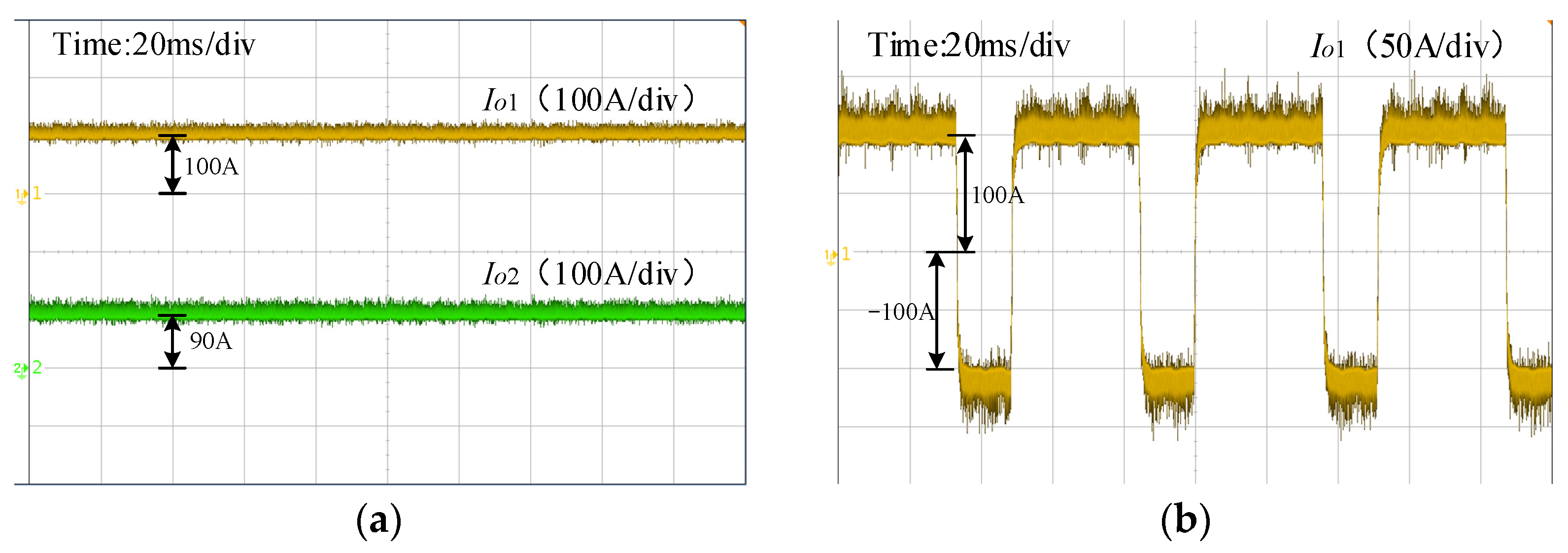
Experiments are designed to verify the performance of the converter. First, the experiment is conducted to check the current output of the converter in DC mode and AC mode. In DC mode, the converter could generate two current outputs of different values. In AC mode, the converter could output the same forward and reverse currents. In addition, in AC mode, the times for forward current and reverse current are 21 ms and 4 ms, respectively.
The small-signal model and the large-signal model are also testified to. To verify the performance of the control strategy, the adjustment time could be observed and compared with the traditional PID closed-loop control strategy.
The experimental waveform in steady state is shown in
Figure 15a,b indicate that the output current in DC or AC is relatively stable and the inductor is working in CCM mode. In steady-state operation, the output current is stable, indicating satisfactory system stability.
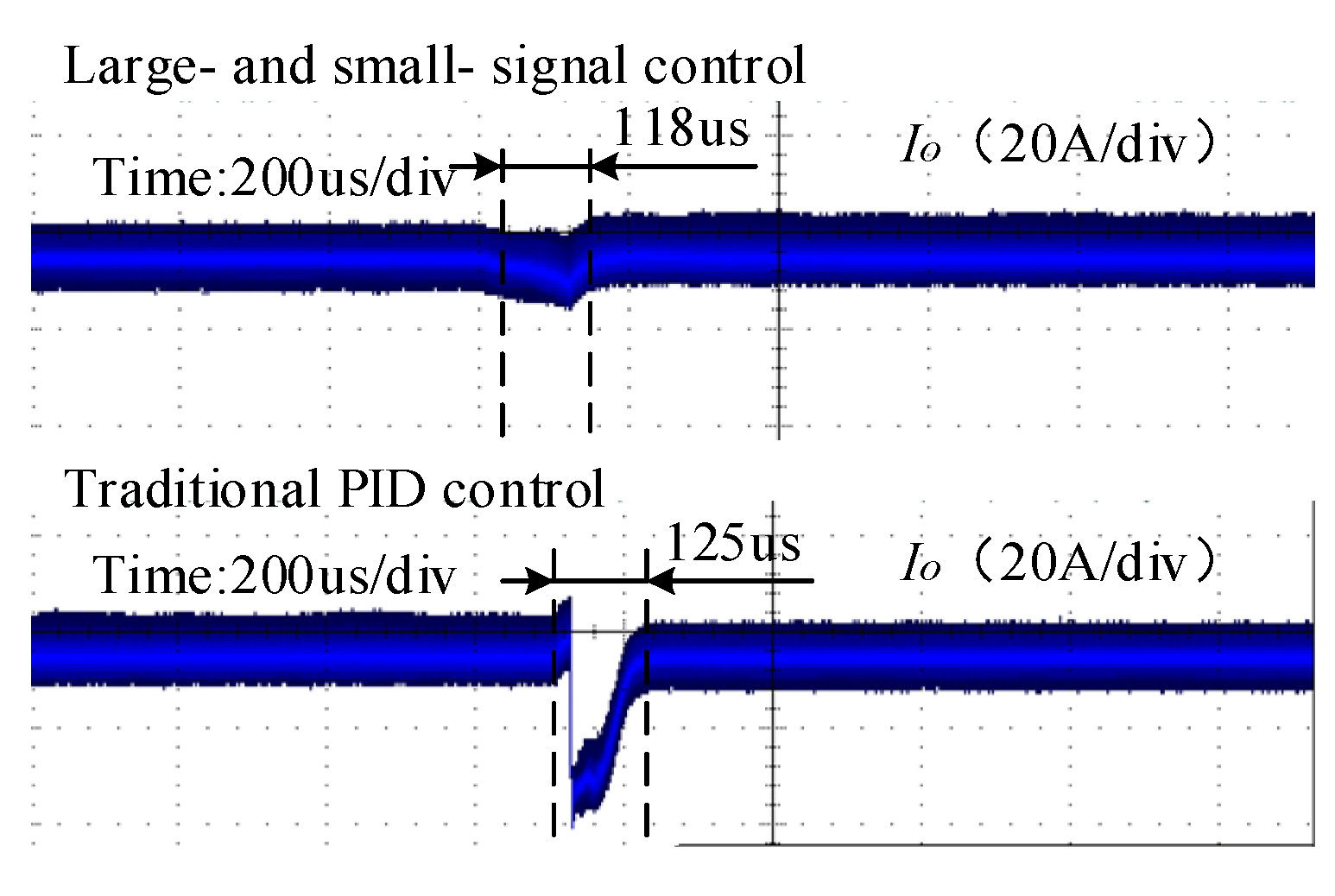
In the working state of the small-signal process, the duty cycle change will not be drastic. When the input voltage changes drastically, it can be quickly adjusted to the given current. As shown in
Figure 16, compared with the traditional control system with PI regulation only, the current system changes steadily and adjusts quickly. During welding, the stable current can keep the welding arc stable.
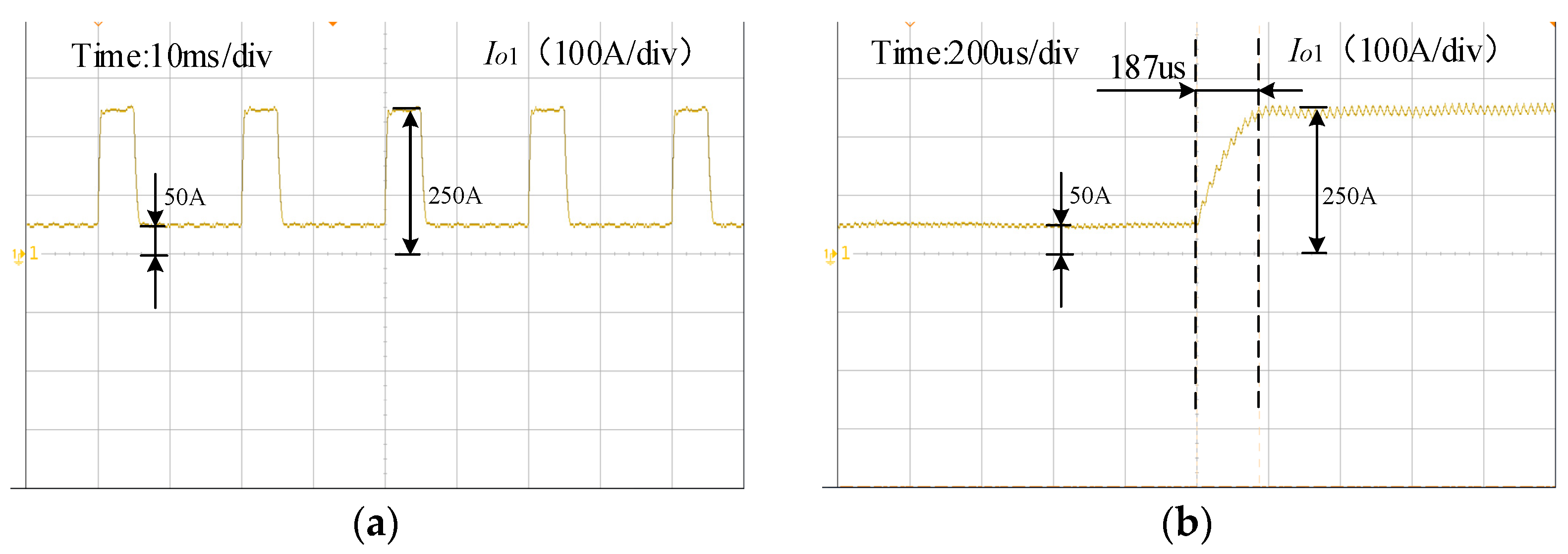
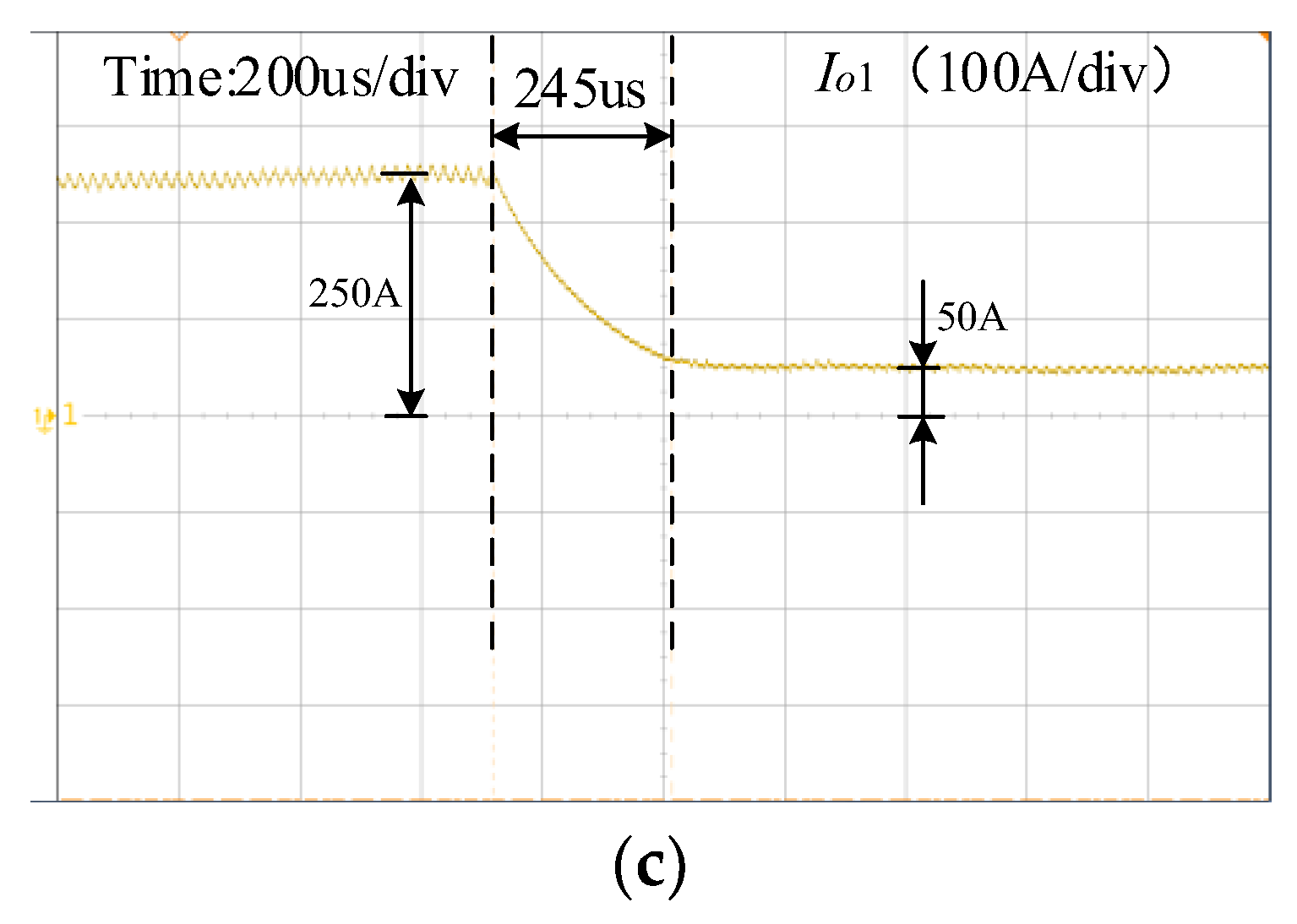
By observing the conversion between large current and small current, it can be seen that the large-signal control strategy designed in this paper can realize fast adjustment. As shown in
Figure 17, only 187 us are taken when the current rises from 50 A to 250 A, and only 245 us are taken when the current falls from 250 A to 50 A. The response time is short, and the system has a small overshoot.
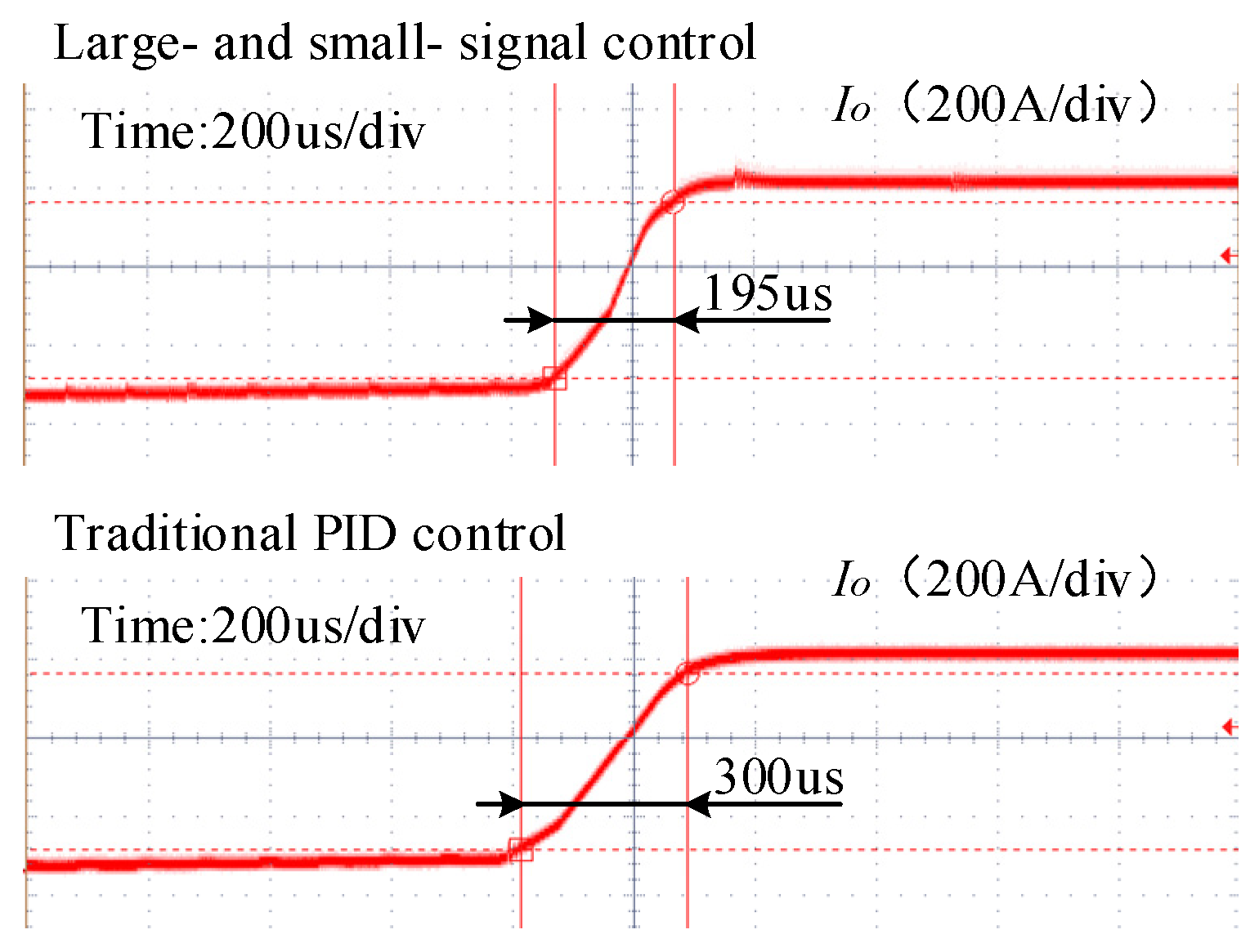
In the welding process, the large signal generally also appears when the current changes significantly. Therefore, the current direction change in the AC state is the most typical application scenario. As shown in
Figure 18, compared with the traditional PID, the current changes faster in the AC state, and a higher welding frequency can be achieved in AC welding.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}



















