
Build Plate Heating and Cooling Technique Using Peltier Element for Fused Filament Fabrication

Abstract
:1. Introduction
- Suggested method uses a Peltier module to heat and cool the building plate instead of the heater.
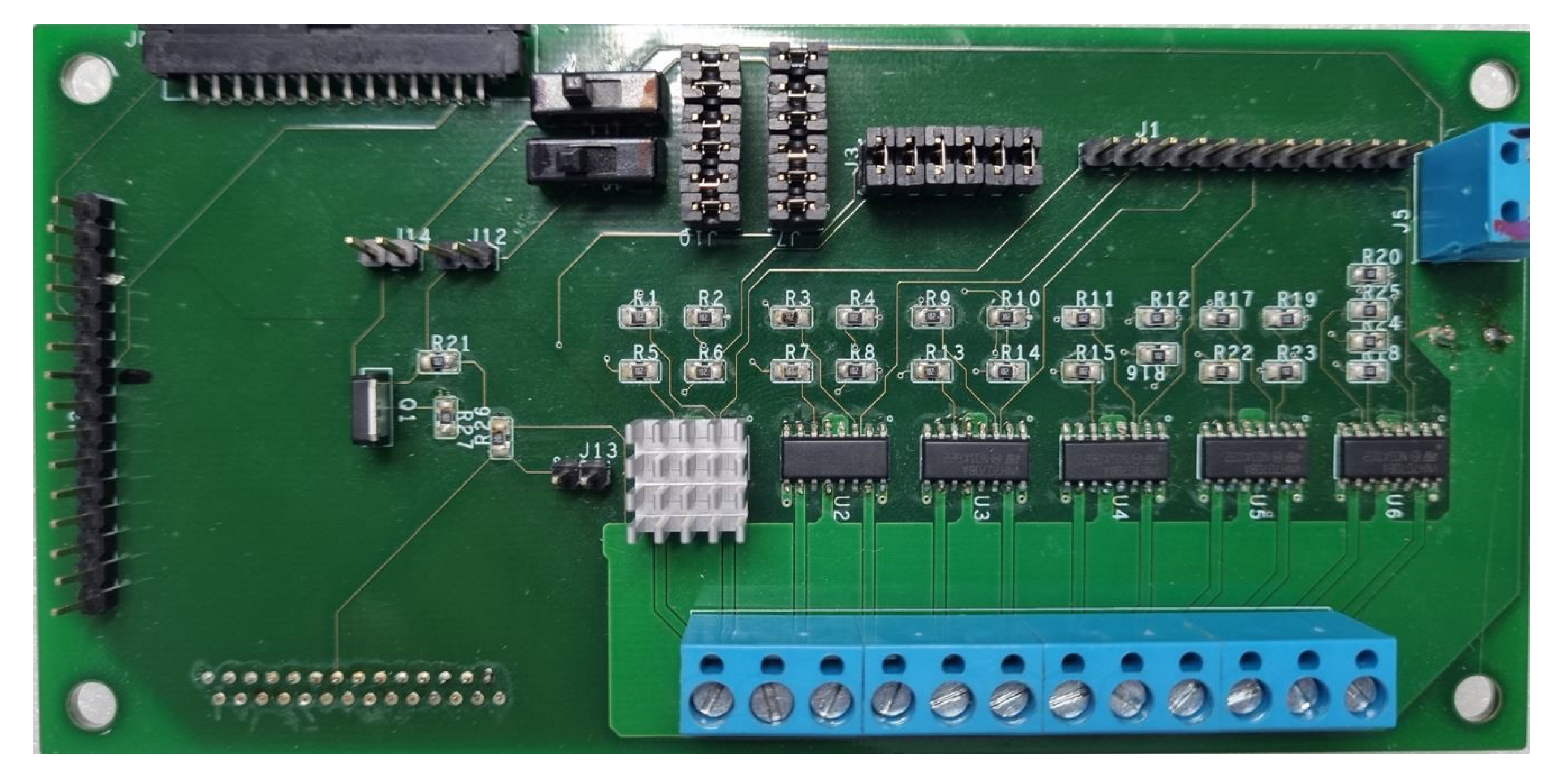
- The Peltier module controller is designed using a brushed DC motor driver.
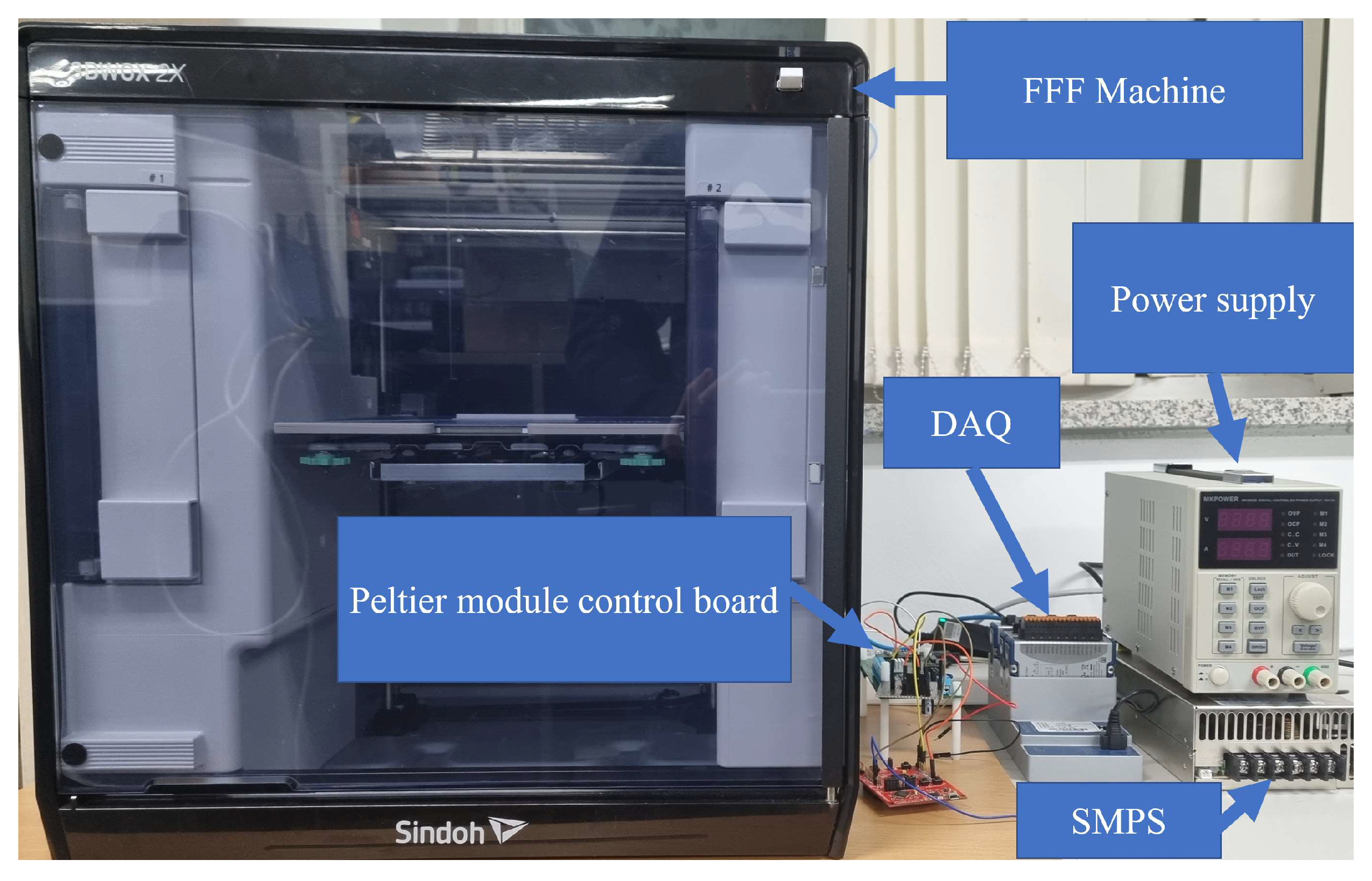
- A commercial FFF machine is modified and shows how the Peltier module effectively controls the temperature of the build plate.
2. Fused Filament Fabrication
2.1. Mechanism of Fused Filament Fabrication Machine
2.1.1. Actuator, Nozzle, and Extruder
2.1.2. Build Plate
3. Adhesion Force According to the Temperature
- Increasing adhesion using a cleated surface [12].
- Heating the build plate to a certain temperature [26].
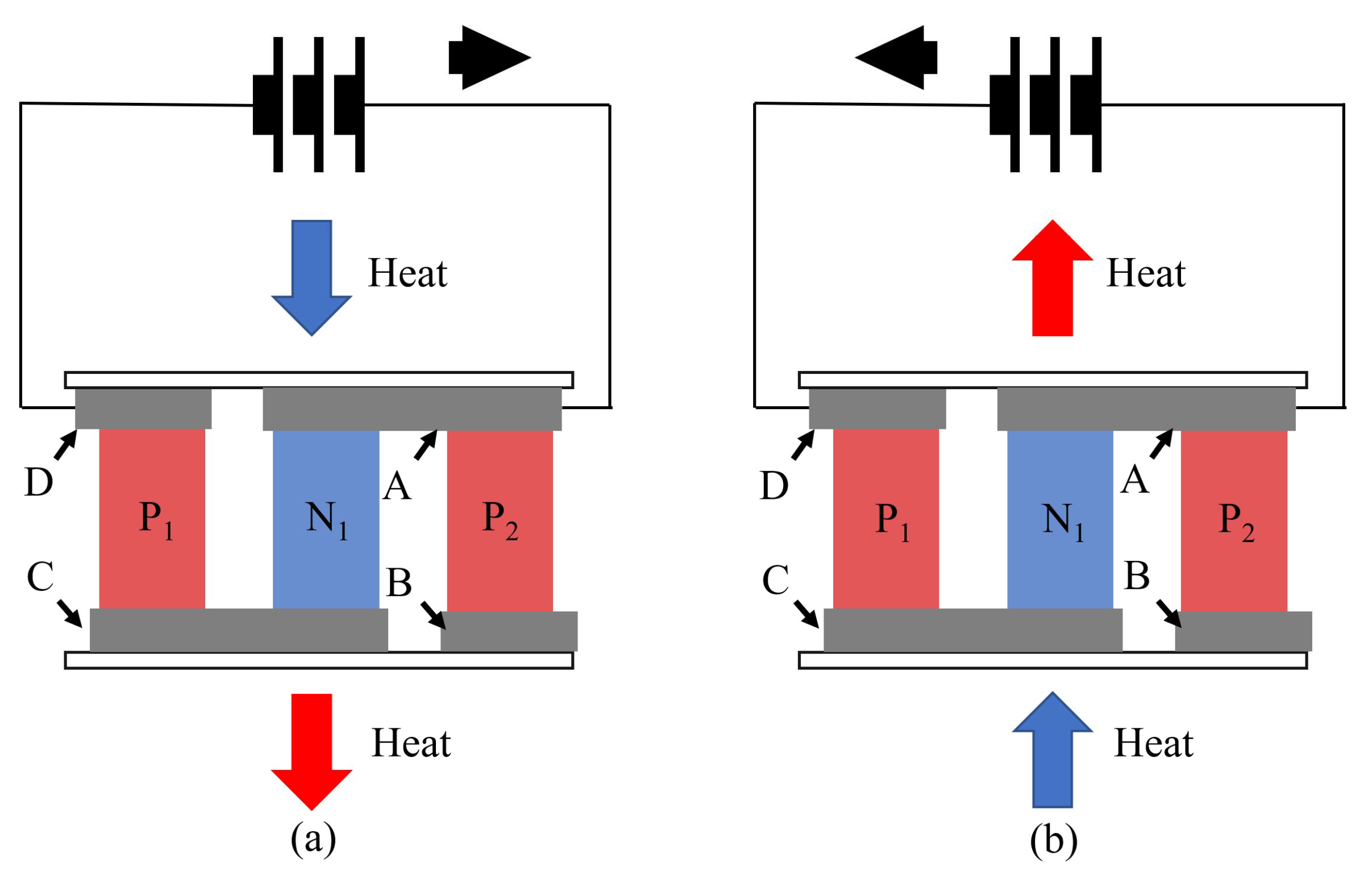
4. Peltier Module
5. Cooling Procedure
6. Hardware Implementation
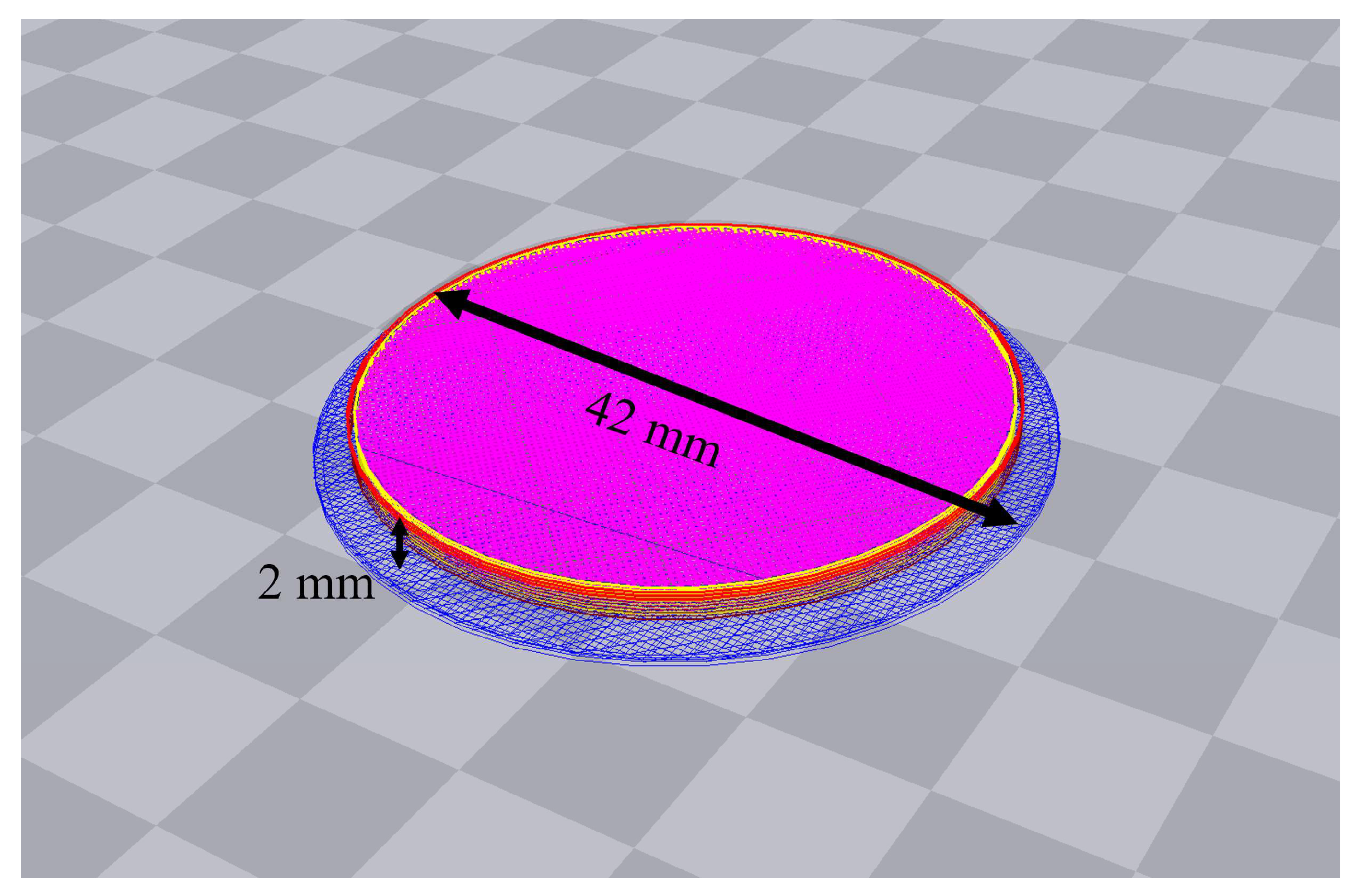
7. Experiments
7.1. Experimental Setup
7.2. Experimental Results
8. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Carneiro, O.S.; Silva, A.; Gomes, R. Fused deposition modeling with polypropylene. Mater. Des. 2015, 83, 768–776. [Google Scholar] [CrossRef]
- Edgar, J.; Tint, S. Additive manufacturing technologies: 3D printing, rapid prototyping, and direct digital manufacturing. Johns. Matthey Technol. Rev. 2015, 59, 193–198. [Google Scholar] [CrossRef]
- Quan, H.; Zhang, T.; Xu, H.; Luo, S.; Nie, J.; Zhu, X. Photo-curing 3D printing technique and its challenges. Bioact. Mater. 2020, 5, 110–115. [Google Scholar] [CrossRef] [PubMed]
- Prakash, K.S.; Nancharaih, T.; Rao, V.S. Additive manufacturing techniques in manufacturing—An overview. Mater. Today Proc. 2018, 5, 3873–3882. [Google Scholar] [CrossRef]
- Okwuosa, T.C.; Stefaniak, D.; Arafat, B.; Isreb, A.; Wan, K.W.; Alhnan, M.A. A lower temperature FDM 3D printing for the manufacture of patient-specific immediate release tablets. Pharm. Res. 2016, 33, 2704–2712. [Google Scholar] [CrossRef] [PubMed]
- Huang, Y.; Leu, M.C.; Mazumder, J.; Donmez, A. Additive manufacturing: Current state, future potential, gaps and needs, and recommendations. J. Manuf. Sci. Eng. 2015, 137, 014001. [Google Scholar] [CrossRef]
- Thumsorn, S.; Prasong, W.; Kurose, T.; Ishigami, A.; Kobayashi, Y.; Ito, H. Rheological behavior and dynamic mechanical properties for interpretation of layer adhesion in FDM 3D printing. Polymers 2022, 14, 2721. [Google Scholar] [CrossRef] [PubMed]
- Available online: https://www.reportsanddata.com/press-release/global-additive-manufacturing-market (accessed on 1 March 2023).
- Płaczek, D. Adhesion between the bed and component manufactured in FDM technology using selected types of intermediary materials. In Proceedings of the MATEC Web of Conferences, Sibiu, Romania, 5–7 June 2019; Volume 290, p. 01012. [Google Scholar]
- Spoerk, M.; Gonzalez-Gutierrez, J.; Lichal, C.; Cajner, H.; Berger, G.R.; Schuschnigg, S.; Cardon, L.; Holzer, C. Optimisation of the adhesion of polypropylene-based materials during extrusion-based additive manufacturing. Polymers 2018, 10, 490. [Google Scholar] [CrossRef] [PubMed]
- Mwema, F.M.; Akinlabi, E.T.; Mwema, F.M.; Akinlabi, E.T. Basics of fused deposition modelling (FDM). Fused Depos. Model. Strateg. Qual. Enhanc. 2020, 30, 1–15. [Google Scholar]
- Shafer, C.S.; Siddel, D.H.; Elliott, A.M. Cleated print surface for fused deposition modeling. J. Mech. Eng. Autom. 2017, 7, 1359–1365. [Google Scholar]
- Triyono, J.; Pratama, A.; Sukanto, H.; Nugroho, Y.; Wijayanta, A.T. Effect of heat bed temperature of 3D bioprinter to hardness and compressive strength of scaffold bovine hydroxyapatite. In Proceedings of the AIP Conference Proceedings, Maharashtra, India, 28 September 2018; IOP Publishing: Bristol, UK, 2018; Volume 1931, p. 030059. [Google Scholar]
- Amridesvar, S.; Balakrishnan, S.; Akash, S.; Muthu, G.; Vignesh, K. Modeling phase distribution in build platform for better printing in FDM machine. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Chennai, India, 16–17 September 2020; IOP Publishing: Bristol, UK, 2020; Volume 988, p. 012047. [Google Scholar]
- Spoerk, M.; Gonzalez-Gutierrez, J.; Sapkota, J.; Schuschnigg, S.; Holzer, C. Effect of the printing bed temperature on the adhesion of parts produced by fused filament fabrication. Plast. Rubber Compos. 2018, 47, 17–24. [Google Scholar] [CrossRef]
- Snapp, K.L.; Gongora, A.E.; Brown, K.A. Increasing throughput in fused deposition modeling by modulating bed temperature. J. Manuf. Sci. Eng. 2021, 143, 094502. [Google Scholar] [CrossRef]
- Bahnini, I.; Uz Zaman, U.K.; Rivette, M.; Bonnet, N.; Siadat, A. Computer-aided design (CAD) compensation through modeling of shrinkage in additively manufactured parts. Int. J. Adv. Manuf. Technol. 2020, 106, 3999–4009. [Google Scholar] [CrossRef]
- Glatt, M.; Greco, S.; Yi, L.; Kirsch, B.; Aurich, J.C. Development and implementation of a system for the automated removal of parts produced by Fused Deposition Modeling. Procedia CIRP 2021, 103, 109–114. [Google Scholar] [CrossRef]
- Aroca, R.V.; Ventura, C.E.; De Mello, I.; Pazelli, T.F. Sequential additive manufacturing: Automatic manipulation of 3D printed parts. Rapid Prototyp. J. 2017, 23, 653–659. [Google Scholar] [CrossRef]
- Becker, P.; Henger, E.; Roennau, A.; Dillmann, R. Flexible object handling in additive manufacturing with service robotics. In Proceedings of the 2019 IEEE 6th International Conference on Industrial Engineering and Applications (ICIEA), Tokyo, Japan, 12–15 April 2019; pp. 121–128. [Google Scholar]
- Ratiu, M.; Anton, D.; Negrau, D. Experimental study on the settings of Delta and Cartesian 3D printers for samples printing. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Sanya, China, 12–14 November 2021; IOP Publishing: Bristol, UK, 2021; Volume 1169, p. 012026. [Google Scholar]
- Li, B.; Liu, J.; Gu, H.; Jiang, J.; Zhang, J.; Yang, J. Structural Design of FDM 3D Printer for Low-melting Alloy. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Kazimierz Dolny, Poland, 21–23 November 2019; IOP Publishing: Bristol, UK, 2019; Volume 592, p. 012141. [Google Scholar]
- Liu, H.; Liu, Z.; Hao, S. Design of a Throat-extended FDM Extruder for Multi-axis 3D Printing. Stroj. Vestn./J. Mech. Eng. 2021, 67, 180–190. [Google Scholar] [CrossRef]
- Hoque, M.; Kabir, H.; Jony, M. Design and construction of a bowden extruder for a FDM 3D Printer Uses 1.75 Mm filament. Int. J. Tech. Res. Sci 2018, 3, 282–288. [Google Scholar] [CrossRef]
- Sanatgar, R.H.; Campagne, C.; Nierstrasz, V. Investigation of the adhesion properties of direct 3D printing of polymers and nanocomposites on textiles: Effect of FDM printing process parameters. Appl. Surf. Sci. 2017, 403, 551–563. [Google Scholar] [CrossRef]
- Oo, H.L.; Ye, K.Z.; Linn, Y.H. Modeling and controlling of temperature in 3D printer (FDM). In Proceedings of the 2018 IEEE Conference of Russian Young Researchers in Electrical and Electronic Engineering (EIConRus), Moscow and St. Petersburg, Russia, 29 January–1 February 2018; pp. 1738–1742. [Google Scholar]
- Min, G.; Rowe, D. Improved model for calculating the coefficient of performance of a Peltier module. Energy Convers. Manag. 2000, 41, 163–171. [Google Scholar] [CrossRef]
- Kudva, N.; Veeresha, R. A review on thermoelectric (peltier) module. Int. J. Progress. Res. Sci. Eng. 2020, 1, 212–216. [Google Scholar]
- Available online: https://www.st.com/resource/en/datasheet/vnh7070as.pdf (accessed on 1 March 2023).
- Available online: https://kryothermtec.com/assets/dir2attz/ru/TGM-199-1.4-0.8.pdf (accessed on 1 March 2023).
- Available online: https://www.sindoh.com/ko/ (accessed on 1 March 2023).
- Available online: https://www.ni.com/docs/en-US/bundle/ni-9148-seri/resource/375519c.pdf (accessed on 1 March 2023).
- Available online: https://www.ni.com/docs/en-US/bundle/ni-9205-specs/page/specifications.html (accessed on 1 March 2023).
- Available online: https://www.ni.com/docs/ko-KR/bundle/ni-9223-specs/page/specs.html (accessed on 1 March 2023).
- Available online: http://www.semiteckorea (accessed on 1 March 2023).





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stick | Circle | |||
|---|---|---|---|---|
| Rubber | Peltier | Rubber | Peltier | |
| Elapsed time in each process (s) | ||||
| Warming-up | 210 | 62 | 210 | 61 |
| Printing | 856 | 2010 | ||
| Passive cooling | 720 | 180 | 725 | 137 |
| Active cooling | - | 56 | - | 36 |
| Achieved temperature (°C) | ||||
| Printing | 60.0 | 60.0 | ||
| Finished | 25.5 | 16.6 | 25.8 | 16.6 |
| Required force for part removal (kgf) | ||||
| 60.0 (°C ) | 5.7 | 10.89 | ||
| 25.5 (°C ) | 2.4 | 8.37 | ||
| 16.6 (°C ) | 2.18 | 7.21 | ||
| Stick | Circle | |||
|---|---|---|---|---|
| Rubber | Peltier | Rubber | Peltier | |
| Average power consumption for each phase (W) | ||||
| Warming-up | 62.25 | 40.80 | 65.19 | 40.31 |
| Printing | 18.79 | 18.56 | 17.52 | 16.42 |
| Passive cooling | - | - | - | - |
| Active cooling | - | 61.27 | - | 61.65 |
| Energy consumption for each phase (Wh) | ||||
| Warming-up | 4.15 | 0.70 | 4.35 | 0.69 |
| Printing | 4.47 | 4.66 | 9.79 | 9.42 |
| Passive cooling | - | - | - | - |
| Active cooling | - | 0.86 | - | 0.62 |
| Total energy consumption (Wh) | ||||
| Energy | 8.62 | 6.28 | 14.14 | 10.76 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, S.; Park, J.; Kim, J. Build Plate Heating and Cooling Technique Using Peltier Element for Fused Filament Fabrication. Electronics 2023, 12, 1918. https://doi.org/10.3390/electronics12081918
Han S, Park J, Kim J. Build Plate Heating and Cooling Technique Using Peltier Element for Fused Filament Fabrication. Electronics. 2023; 12(8):1918. https://doi.org/10.3390/electronics12081918
Chicago/Turabian StyleHan, Seunghong, Jaehyun Park, and Jaemin Kim. 2023. "Build Plate Heating and Cooling Technique Using Peltier Element for Fused Filament Fabrication" Electronics 12, no. 8: 1918. https://doi.org/10.3390/electronics12081918