Experimental and Model-Based Study of the Vibrations in the Load Cell Response of Automatic Weight Fillers



Abstract
:1. Introduction
2. Experimental Study of the Filling Process
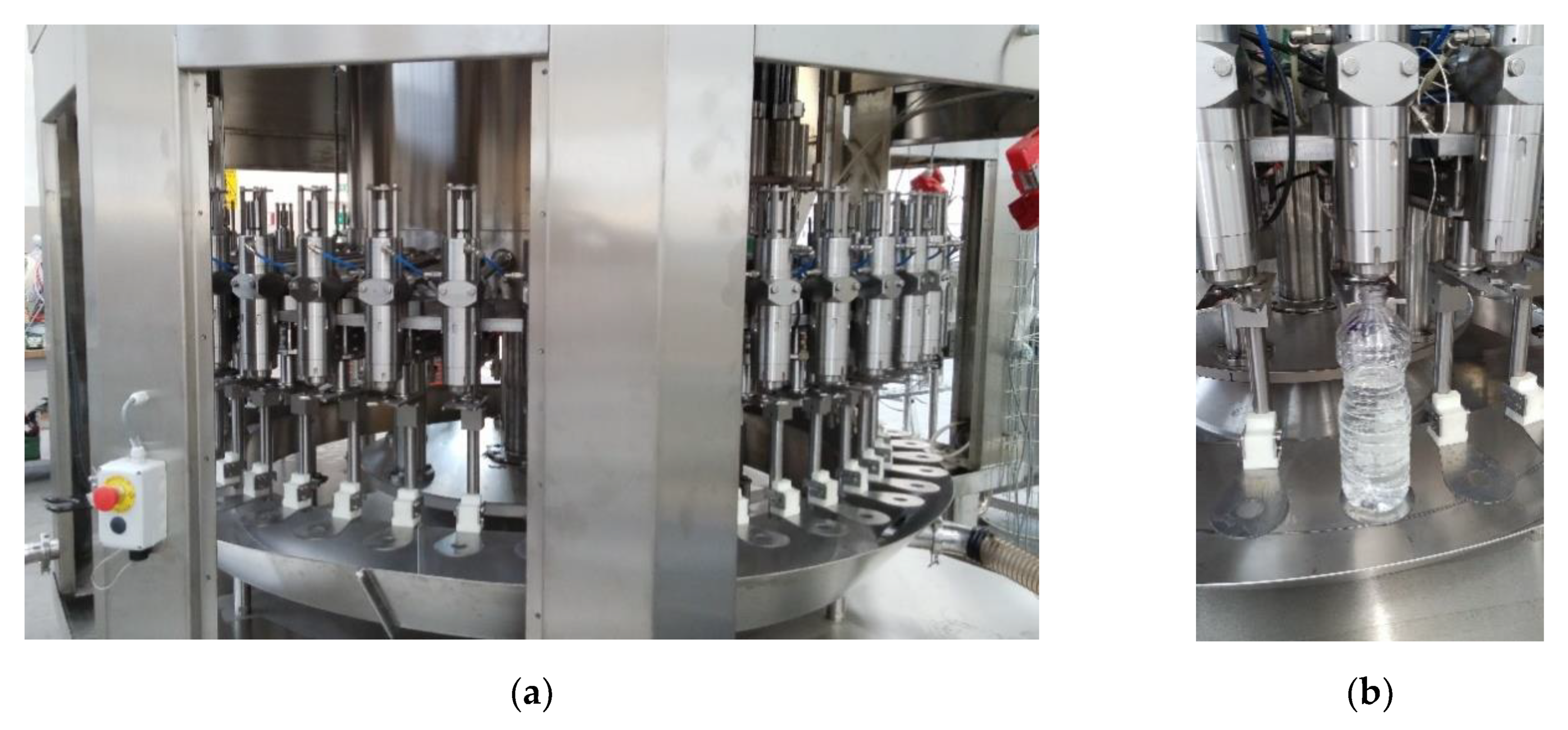
2.1. Weight Filling Process
- Tare weight measurement: The bottle enters the filling machine through the input-carousel and it is hooked to the plate support. During the α angle, the main carousel rotation occurs and the load cell weights the tare.
- Filling process: At the end of the α angle, the control system commands to open the bypass valve, starting the filling. The time corresponding to the β angle is automatically evaluated by the controller, also considering the product quantity that drops after the valve closing.
- Final weighing: During the γ angle, the final weight is measured. The bottle containers with a non-compliant weight are guided out of the carousel, such that an operator can remove them.
- Zero condition reset. During the δ angle, the check of the zero condition of the load cell is performed, in order to avoid a drift in the value read by the measuring system.
- (1)
- Loading the bottle into the station: generates an abrupt change of the weight read by the load cell reads as an impulse. The time associated with the α angle must allow the complete damping of the vibration;
- (2)
- Closing of the bypass valve at the end of the filling: generates a discontinuity in the forces applied to the load cell and a consequent vibration;
- (3)
- Unloading the bottle from the station: creates a high discontinuity on the load cell. The consequent vibration must be promptly damped, so that the zero position can be reset and the new cycle can start.
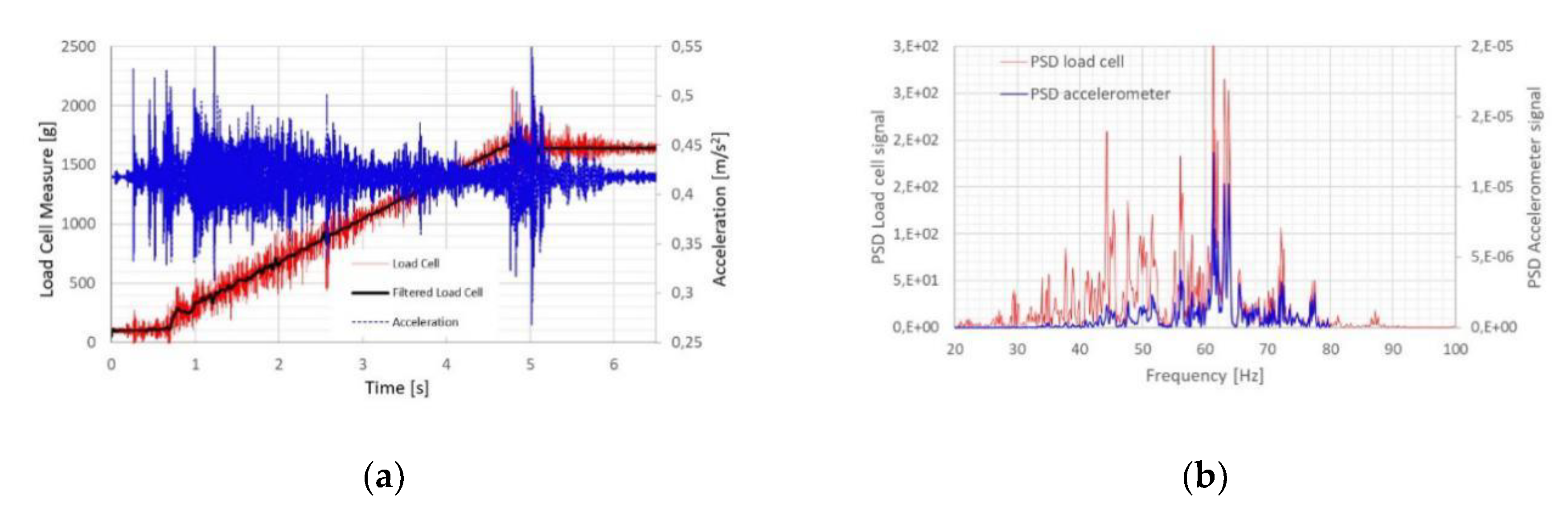
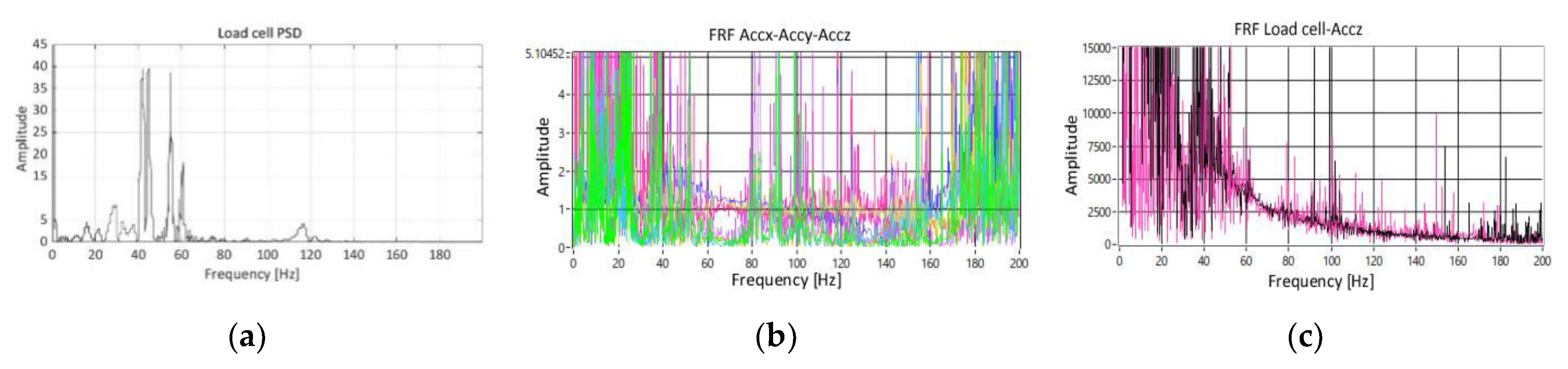
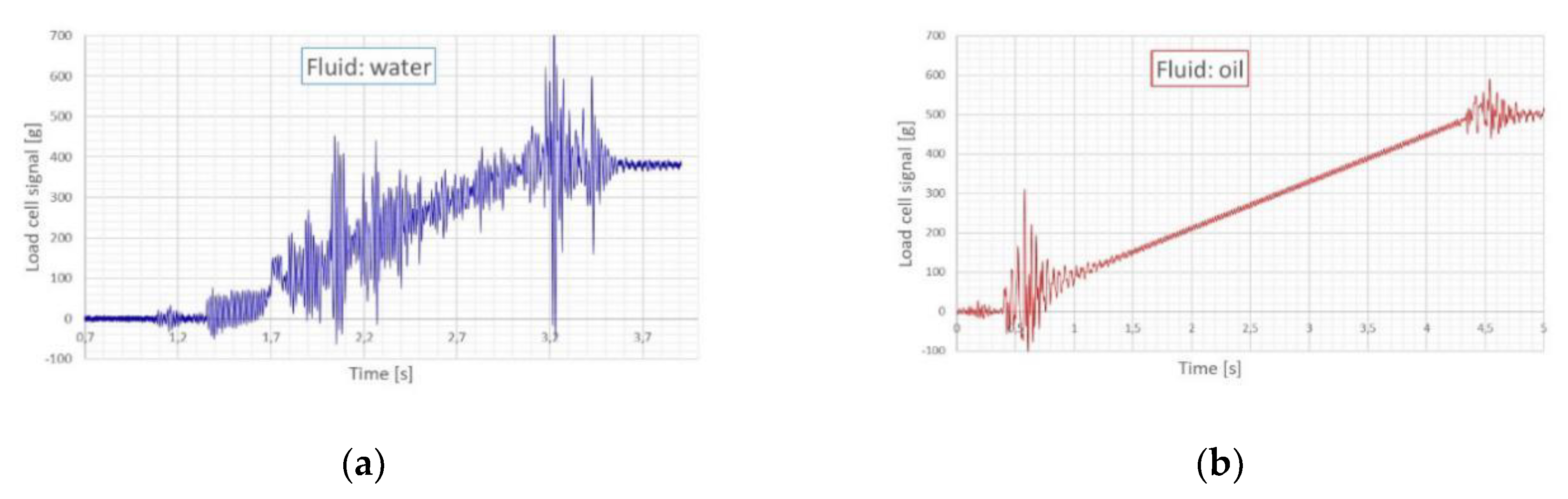
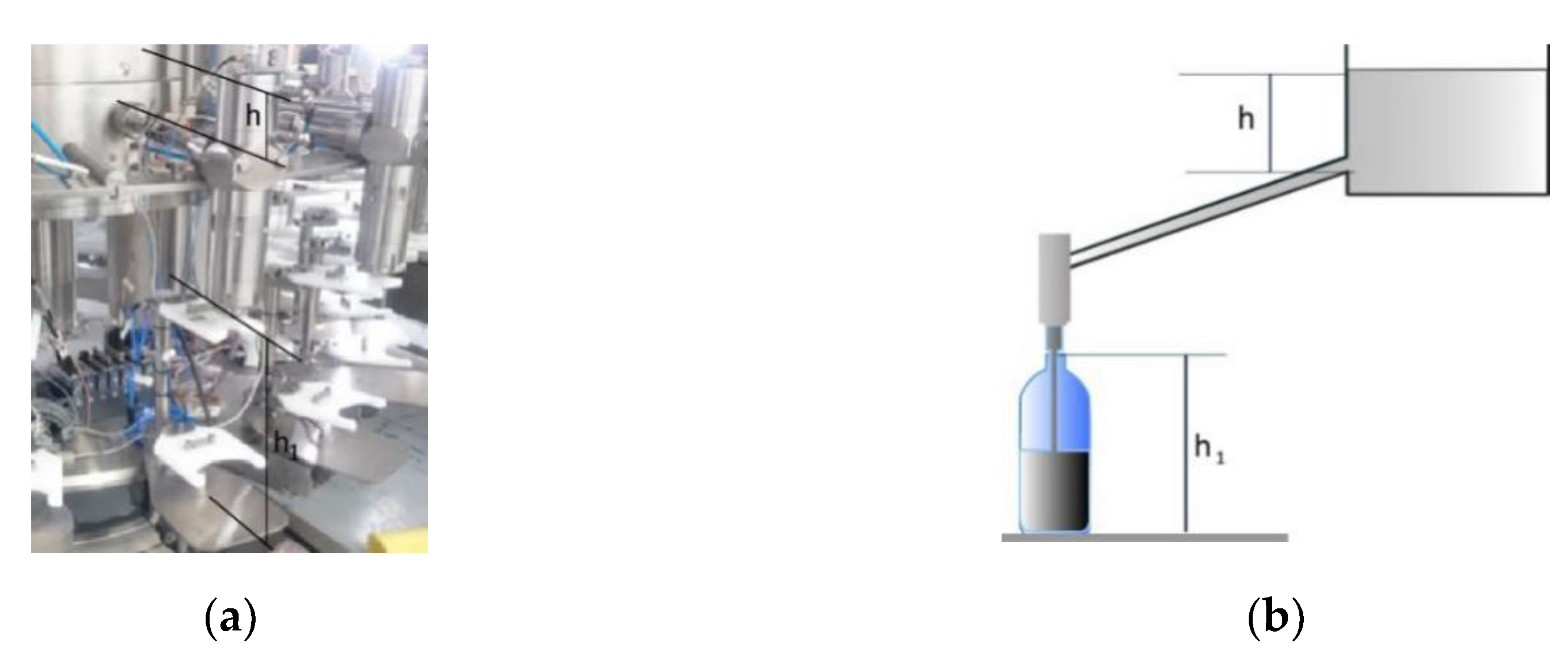
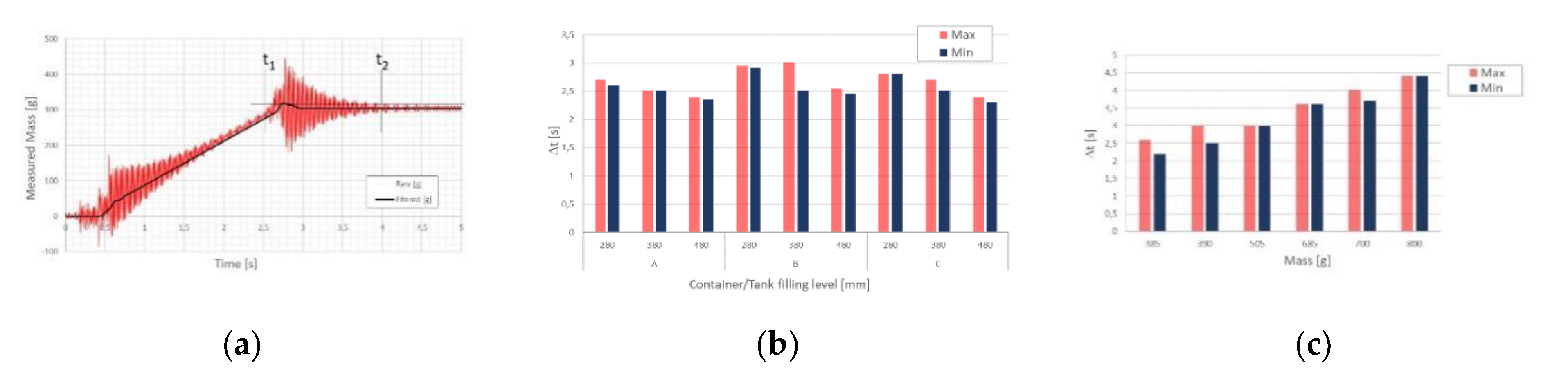
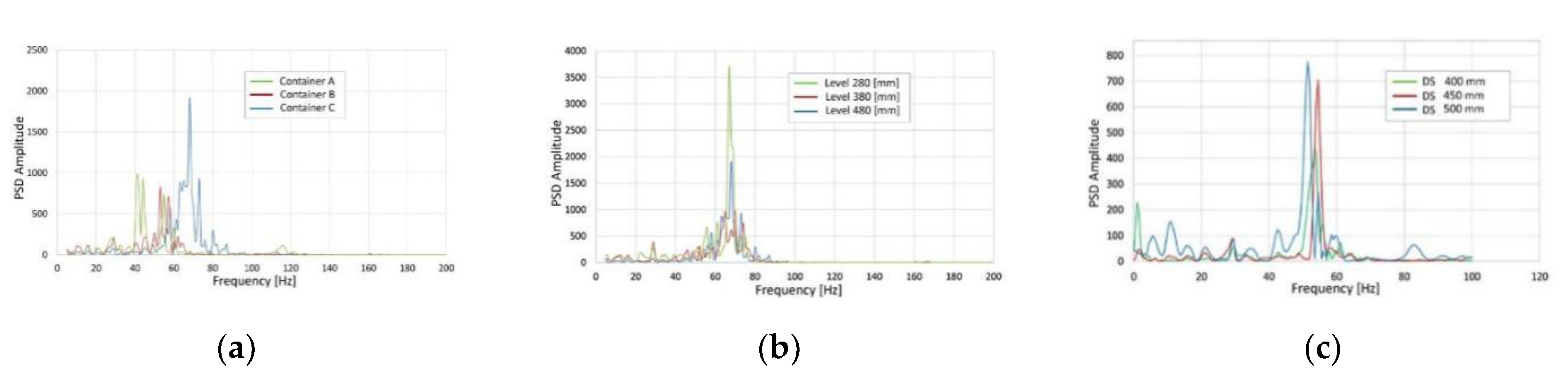
2.2. Experimental Analysis of Vibrations
3. Model-Based Study of the System
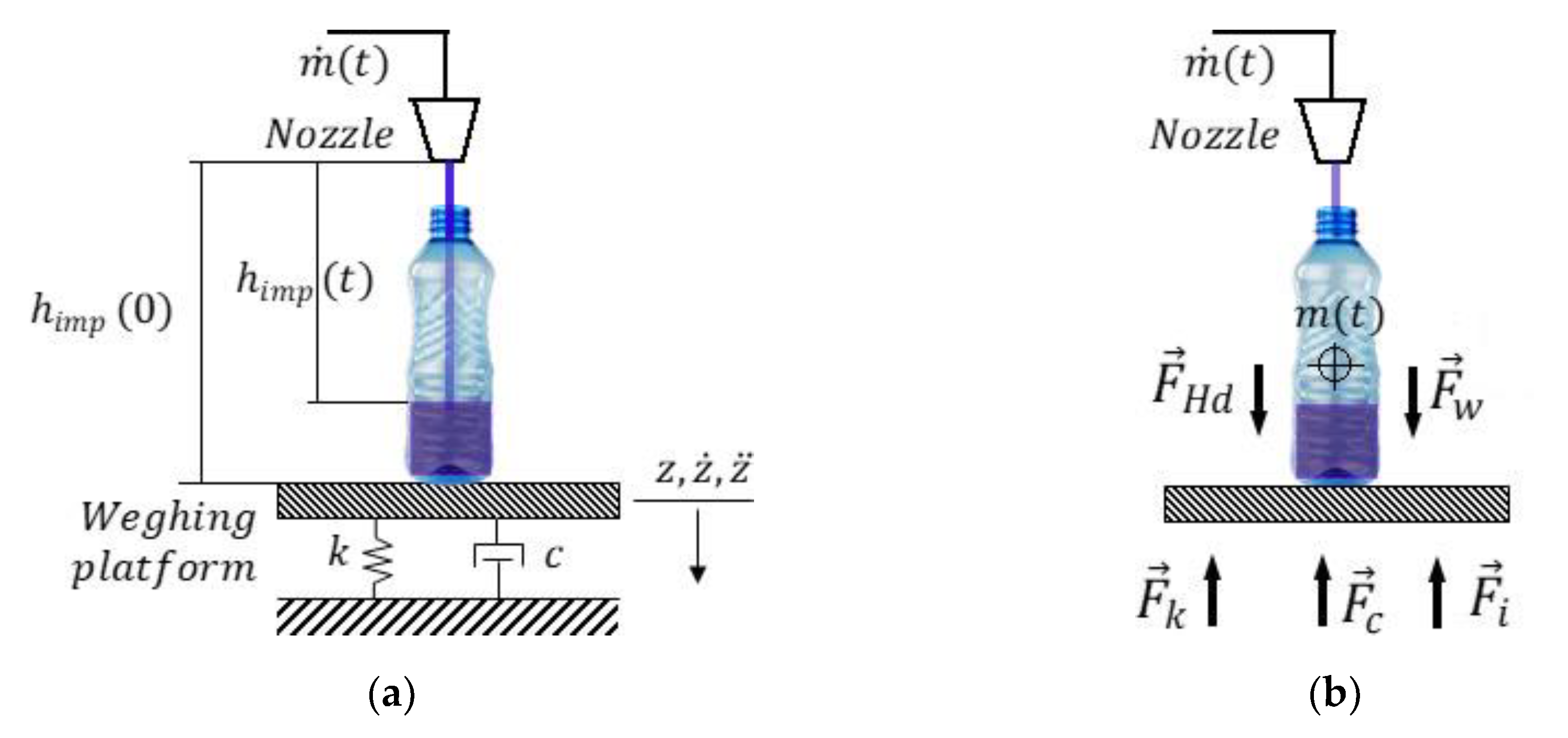
3.1. Modelling of the System
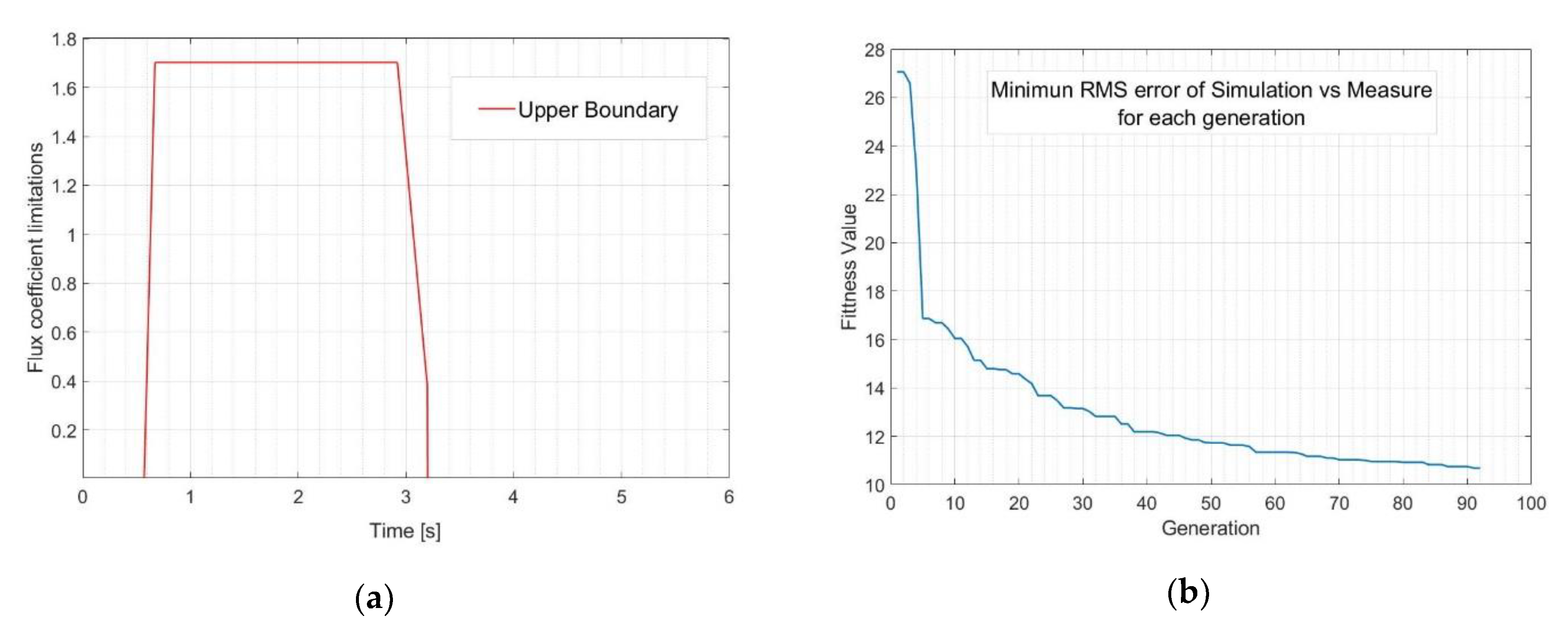
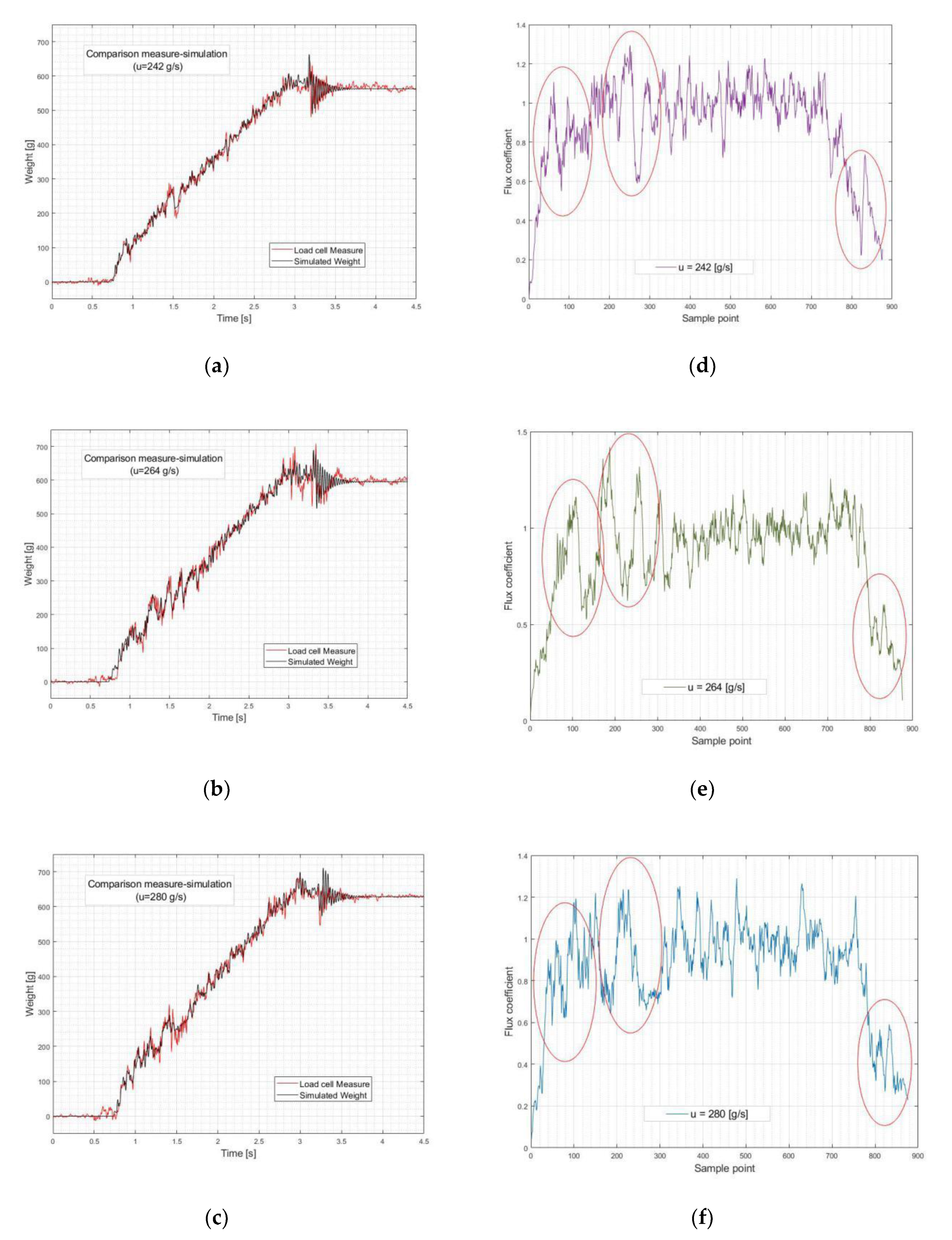
3.2. Model-Based Analysis of the Vibrations
- Phase 1: Identification of the four parameters k, r, Impact force amplitude, Impact force duration, considering a trapezoidal theoretical mass flow pattern;
- Phase 2: Identification of the mass flow rate in the filling with the parameters identified in phase 1.
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Pietrzak, P.; Meller, M.; Niedźwiecki, M. Dynamic mass measurement in checkweighers using a discrete time-variant low-pass filter. Mech. Syst. Signal Process. 2014, 48, 67–76. [Google Scholar] [CrossRef]
- Jafaripanah, M.; Al-Hashimi, B.; White, N.M. Application of Analog Adaptive Filters for Dynamic Sensor Compensation. IEEE Trans. Instrum. Meas. 2005, 54, 245–251. [Google Scholar] [CrossRef]
- International Recommendation. OIML R51-1 Automatic Catchweighing Instruments. Part1: Metrological and Technical Requirements—Tests; International Organization of Legal Metrology: Paris, Framce, 2006. [Google Scholar]
- Sarnecki, R.; Wiśniewski, W.; Ślusarski, W.; Wiłkojć, P. Traceable Calibration of Automatic Weighing Instruments Operating in Dynamic Mode; EDP Sciences: Les Ulis Cedex, France, 2018; Volume 182, p. 02005. [Google Scholar]
- Stranzinger, S.; Faulhammer, E.; Scheibelhofer, O.; Calzolari, V.; Biserni, S.; Paudel, A.; Khinast, J. Study of a low-dose capsule filling process by dynamic and static tests for advanced process understanding. Int. J. Pharm. 2018, 540, 22–30. [Google Scholar] [CrossRef] [PubMed]
- Llusa, M.; Faulhammer, E.; Biserni, S.; Calzolari, V.; Lawrence, S.; Bresciani, M.; Khinast, J. The effect of capsule-filling machine vibrations on average fill weight. Int. J. Pharm. 2013, 454, 381–387. [Google Scholar] [CrossRef] [PubMed]
- Tiboni, M.; Roberto, B.; Carlo, R.; Faglia, R.; Adamini, R.; Amici, C. Study of the Vibrations in a Rotary Weight Filling Machine. In Proceedings of the 2019 23rd International Conference on Mechatronics Technology (ICMT), Salerno, Italy, 23–26 October 2019; pp. 1–6. [Google Scholar]
- Wasif, H.; Fahimi, F.; Brown, D.; Axel-Berg, L.; Fahimi, F.; Brown, D. Application of multi-fuzzy system for condition monitoring of liquid filling machines. In Proceedings of the 2012 IEEE International Conference on Industrial Technology, Athens, Greece, 19–21 March 2012; pp. 906–912. [Google Scholar]
- Tiboni, M.; Incerti, G.; Remino, C.; Lancini, M. Comparison of Signal Processing Techniques for Condition Monitoring Based on Artificial Neural Networks. In Applied Condition Monitoring; Fernandez Del Rincon, A., Viadero Rueda, F., Chaari, F., Zimroz, R., Haddar, M., Eds.; Springer: Cham, Switzerland, 2019; Volume 15, pp. 179–188. [Google Scholar]
- Tiboni, M.; Remino, C. Ondition monitoring of a mechanical indexing system with artificial neural networks. In Proceedings of the WCCM 2017—1st World Congress on Condition Monitoring 2017, London, UK, 13–16 June 2017. [Google Scholar]
- Pietrzak, P. Fast filtration method for static automatic catchweighing instruments using a non-stationary filter. Metrol. Meas. Syst. 2009, 16, 669–676. [Google Scholar]
- Hernandez, W. Improving the response of a load cell by usingo ptimal filtering recursive least-squares(RLS) lattice algorithm to perform adaptive filtering. Sensors 2006, 6, 697–711. [Google Scholar] [CrossRef] [Green Version]
- Boschetti, G.; Caracciolo, R.; Richiedei, D.; Trevisani, A. Model-based dynamic compensation of load cell response in weighing machines affected by environmental vibrations. Mech. Syst. Signal Process. 2013, 34, 116–130. [Google Scholar] [CrossRef]
- Aguilera, J.; Engel, R.; Wendt, G. Dynamic-weighing liquid flow calibration system—Realization of a model-based concept. In Proceedings of the 14th FLOMEKO 2007, Johannesburg, South Africa, 18–21 September 2007. [Google Scholar]
- Aguilera, J. Dynamic weighing calibration method for liquid flowmeters—A new approach. In Proceedings of the 56th International Scientific Colloquium, Ilmenau, Germany, 12–16 September 2011. [Google Scholar]
- Gen, M.; Lin, L. Genetic Algorithms. In Wiley Encyclopedia of Computer Science and Engineering; Wah, B.W., Ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2008. [Google Scholar] [CrossRef]
- Michalewicz, Z.; Janikow, C.Z. Genetic algorithms for numerical optimization. Stat. Comput. 1991, 1, 75–91. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Main Characteristics | Parameters |
|---|---|
| Simulated generations | 92 |
| Population’s individuals (m) | 200 |
| Characters for individual—Phase 1 (n) | 4 |
| Characters for individual—Phase 2 (n) | 876 |
| Optimization Problem Type | Non-linear |
| Cross-over function | Arithmetic |
| Cross-over fraction | 0.8 |
| Mutation Function | Gaussian |
| Migration Fraction | 0.1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tiboni, M.; Bussola, R.; Aggogeri, F.; Amici, C. Experimental and Model-Based Study of the Vibrations in the Load Cell Response of Automatic Weight Fillers. Electronics 2020, 9, 995. https://doi.org/10.3390/electronics9060995
Tiboni M, Bussola R, Aggogeri F, Amici C. Experimental and Model-Based Study of the Vibrations in the Load Cell Response of Automatic Weight Fillers. Electronics. 2020; 9(6):995. https://doi.org/10.3390/electronics9060995
Chicago/Turabian StyleTiboni, Monica, Roberto Bussola, Francesco Aggogeri, and Cinzia Amici. 2020. "Experimental and Model-Based Study of the Vibrations in the Load Cell Response of Automatic Weight Fillers" Electronics 9, no. 6: 995. https://doi.org/10.3390/electronics9060995