
ANN Enhanced Hybrid Force/Position Controller of Robot Manipulators for Fiber Placement

 ,
,  , , , and
, , , and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
- The combination of a neural network with classical proportional-integral-derivative (PID) and proportional-integral (PI) controllers compensates for the inherent simplicity of these types of controllers with the introduction of artificial intelligence, thereby enhancing their resilience to significant alterations in their parameters. The primary objective of NNs is to offset the dynamic effects that arise when the manipulator interacts with its surrounding environment.
- Another important point is that the weight coefficients of the NN are updated online, without prior training, using the force/position data from the sensors and actuators, the output of the conventional controller and the errors generated in the force/position tracking.
- The proposed strategy does not require a large amount of computational resources, its structure is simple and it can be implemented on a real platform without any data collection or training process for any n DoF manipulator robot.
2. Preliminaries
Dynamic Model and Robot Properties
3. Adaptive Neural Network for Force/Position Control in Manipulator Robots
3.1. Control Scheme Design
3.2. ANN for Position Control
3.3. ANN for Force Control
3.4. Stability Analysis
4. Complex Trajectory Generation
4.1. Surface for Trajectory Tracking Test
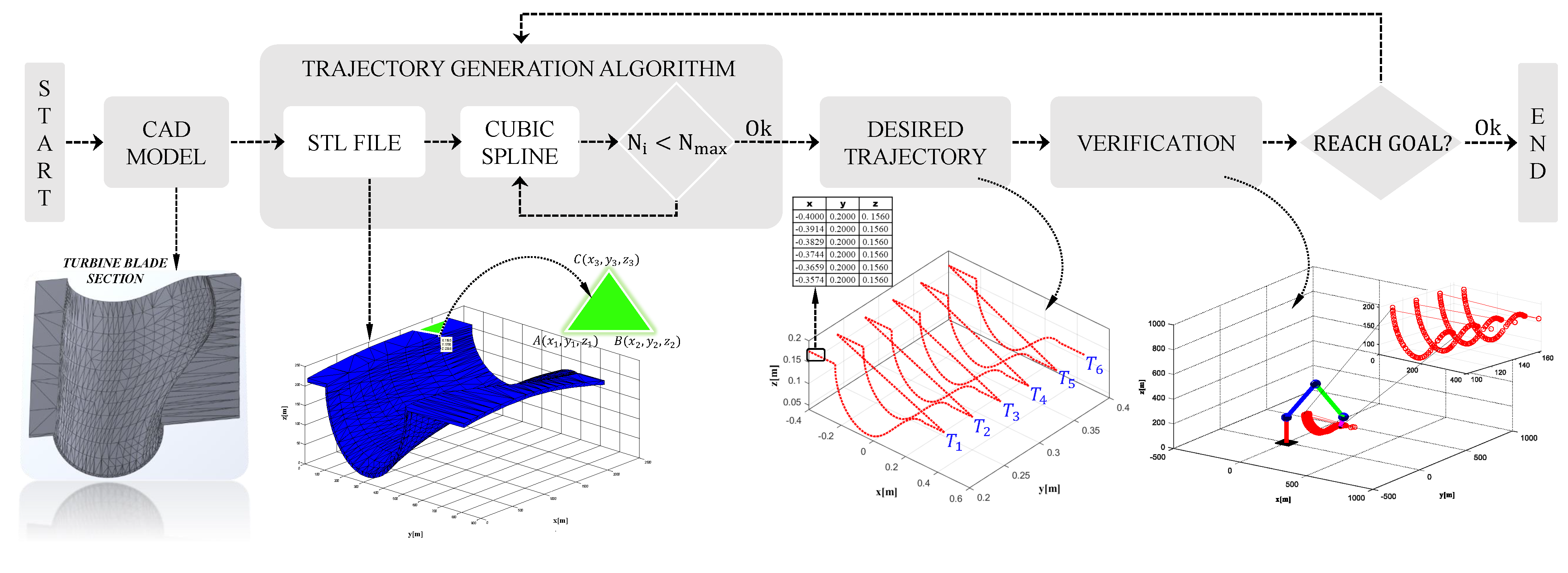
4.2. Methodology Overview
- The methodology starts with the CAD design of the surface, the CAD model consists of a section of a wind turbine blade whose main characteristic is the complexity of its geometry.
- We continue to export the CAD model as an STL (Standard Triangulation Language) file, these files are a 3D CAD computer file format that defines the geometry of 3D objects in the form of triangles, excluding information such as color, textures or physical properties included in other 3D CAD formats.
- STL files are processed using the trajectory generation algorithm, which includes the following tasks:
- Generate a cloud of points with coordinates , these points correspond to the corners of reading triangles that must be debugged in a way that the manipulator robot can interpret to perform the AFP manufacturing process.
- The generated points are grouped and sorted with a separation of 10 units forming trajectories. The separation will depend on the width of the fiber to be used in the process.
- Debug the generated trajectories by eliminating overlapping points.
- Apply the cubic spline interpolator with the following restriction: the number of points generated by trajectory must be less than the maximum number of points that the manipulator robot can process, i.e., .
- After applying the algorithm, the new trajectories obtained are saved in a file with extension “.txt” with coordinates .
- The process continues with verification, this is done by tracking tests with a 6-axis robot manipulator. The comparison with the original part is done by calculating the RMSE, this is presented in Section 5.
5. Results Discussion
- (a)
- SCENARIO I. In this scenario, the effectiveness of the intelligent control algorithm is tested under ideal conditions by following the test trajectories generated in Section 4.
- (b)
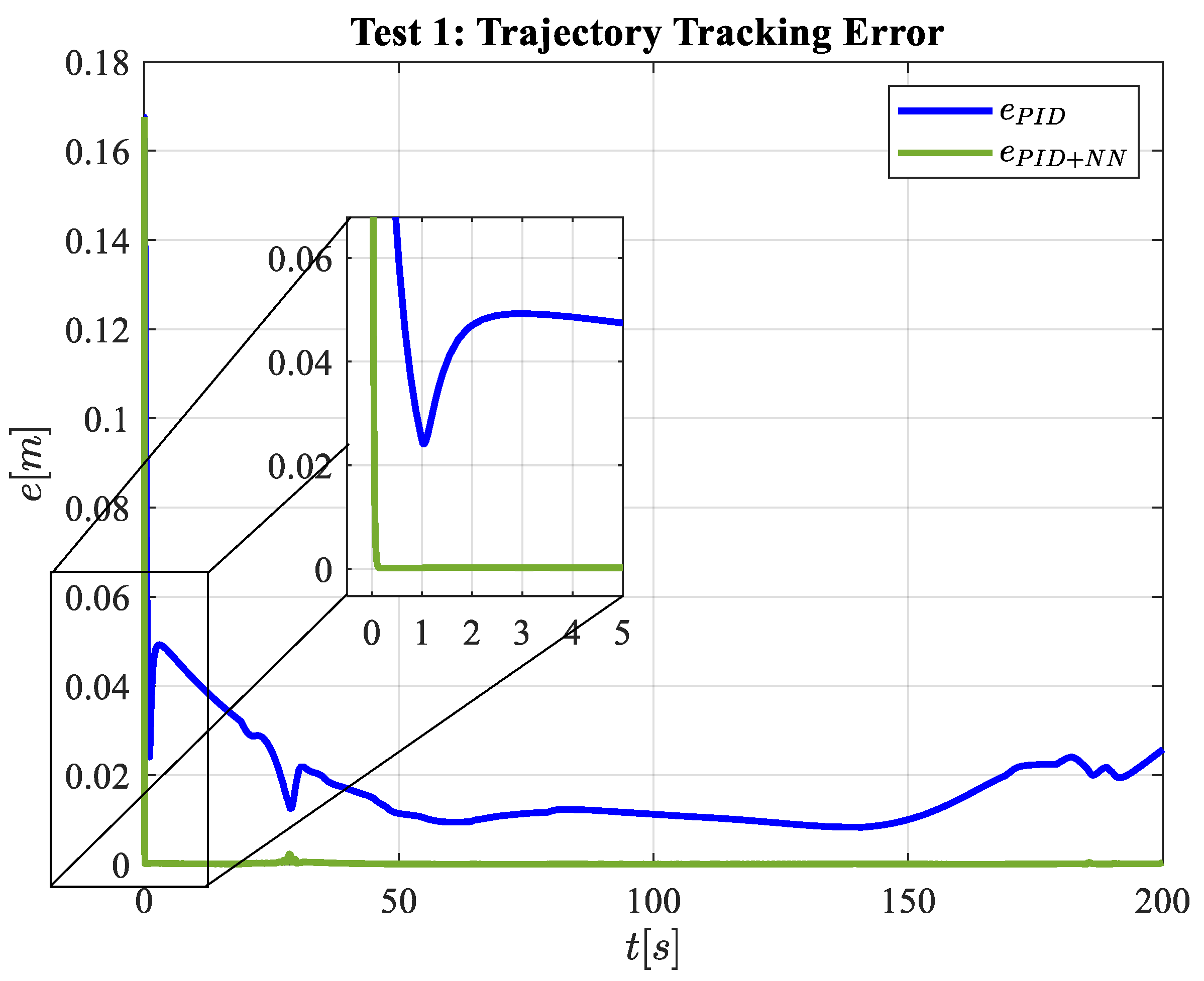
- SCENARIO II. In this scenario, the robustness of the intelligent control algorithm is tested in the presence of variable disturbances, such as the effects of tool friction on the contact surface and unmodeled dynamics. Subsequently, a comparison is made with the classical PID/PI controllers, both controls evaluated under the same conditions.
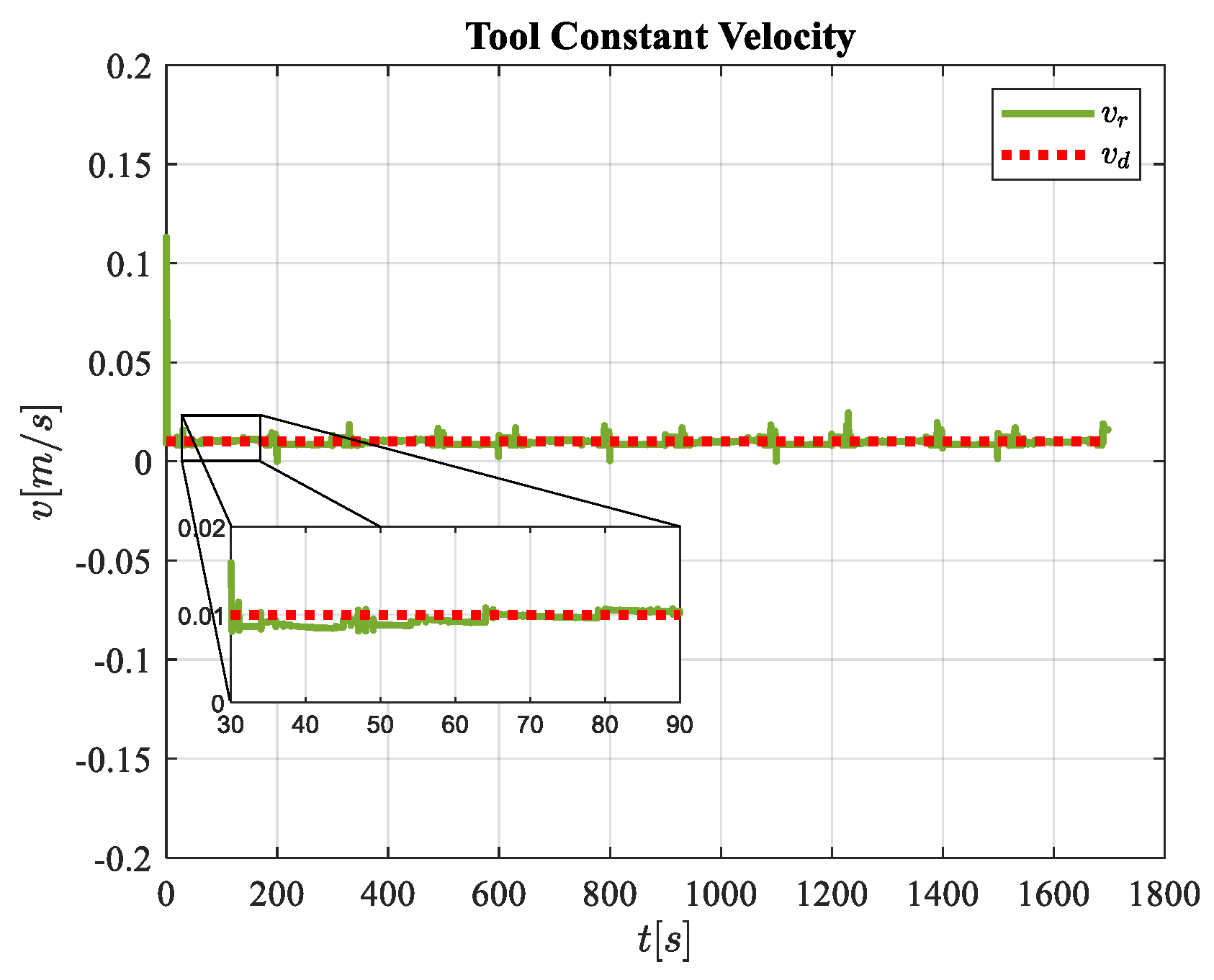
5.1. Intelligent Control Execution for Complex Surface Tracking with Force Control
5.2. Controllers Comparison: Classical PID vs. Adaptive PID-NN
5.3. Performance Index
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
| Algorithm A1 Pseudo-code for complex trajectory generation |
|
References
- Marsh, G. Automating aerospace composites production with fibre placement. Reinf. Plast. 2011, 55, 32–37. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, X.; Pei, J.; Zhou, Y. Review of automated fibre placement and its prospects for advanced composites. J. Mater. Sci. 2020, 55, 7121–7155. [Google Scholar] [CrossRef]
- Lukaszewicz, D.H.J.; Ward, C.; Potter, K.D. The engineering aspects of automated prepreg layup: History, present and future. Compos. Part Eng. 2012, 43, 997–1009. [Google Scholar] [CrossRef]
- Brasington, A.; Sacco, C.; Halbritter, J.; Wehbe, R.; Harik, R. Automated fiber placement: A review of history, current technologies, and future paths forward. Compos. Part Open Access 2021, 6, 100182. [Google Scholar] [CrossRef]
- Crosky, A.; Grant, C.; Kelly, D.; Legrand, X.; Pearce, G. 4—Fibre placement processes for composites manufacture. In Advances in Composites Manufacturing and Process Design; Boisse, P., Ed.; Woodhead Publishing: Sawston, UK, 2015; pp. 79–92. [Google Scholar] [CrossRef]
- Yan, L.; Chen, Z.C.; Shi, Y.; Mo, R. An accurate approach to roller path generation for robotic fibre placement of free-form surface composites. Robot. Comput.-Integr. Manuf. 2014, 30, 277–286. [Google Scholar] [CrossRef]
- Zhang, W.; Liu, F.; Jiang, T.; Yi, M.; Chen, W.; Ding, X. Overview of current design and analysis of potential theories for automated fibre placement mechanisms. Chin. J. Aeronaut. 2022, 35, 1–13. [Google Scholar] [CrossRef]
- Hu, P.; Zhou, H.; Chen, J.; Lee, C.; Tang, K.; Yang, J.; Shen, S. Automatic generation of efficient and interference-free five-axis scanning path for free-form surface inspection. Comput.-Aided Des. 2018, 98, 24–38. [Google Scholar] [CrossRef]
- Belnoue, J.P.H.; Mesogitis, T.; Nixon-Pearson, O.J.; Kratz, J.; Ivanov, D.S.; Partridge, I.K.; Potter, K.D.; Hallett, S.R. Understanding and predicting defect formation in automated fibre placement pre-preg laminates. Compos. Part Appl. Sci. Manuf. 2017, 102, 196–206. [Google Scholar] [CrossRef]
- Lukaszewicz, D.H.J.; Potter, K.D.; Eales, J. A concept for the in situ consolidation of thermoset matrix prepreg during automated lay-up. Compos. Part Eng. 2013, 45, 538–543. [Google Scholar] [CrossRef]
- Jiang, J.; He, Y.; Wang, H.; Ke, Y. Modeling and experimental validation of compaction pressure distribution for automated fiber placement. Compos. Struct. 2021, 256, 113101. [Google Scholar] [CrossRef]
- Gao, J.; Pashkevich, A.; Caro, S. Optimization of the robot and positioner motion in a redundant fiber placement workcell. Mech. Mach. Theory 2017, 114, 170–189. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, X.; Pei, J.; Nian, C. Adaptive Path Planning of Fiber Placement Based on Improved Method of Mesh Dynamic Representation. Appl. Compos. Mater. 2019, 26, 785–803. [Google Scholar] [CrossRef]
- Uhart, M.; Patrouix, O.; Aoustin, Y. Improving manufacturing of aeronautical parts with an enhanced industrial Robotised Fibre Placement Cell using an external force-vision scheme. Int. J. Interact. Des. Manuf. 2016, 10, 15–35. [Google Scholar] [CrossRef]
- Zhang, X.; Zhou, H.; Liu, J.; Ju, Z.; Leng, Y.; Yang, C. A practical PID variable stiffness control and its enhancement for compliant force-tracking interactions with unknown environments. Sci. China Technol. Sci. 2023, 66, 2882–2896. [Google Scholar] [CrossRef]
- Wahballa, H.; Duan, J.; Dai, Z. Constant force tracking using online stiffness and reverse damping force of variable impedance controller for robotic polishing. Int. J. Adv. Manuf. Technol. 2022, 121, 5855–5872. [Google Scholar] [CrossRef]
- Amersdorfer, M.; Kappey, J.; Meurer, T. Real-time freeform surface and path tracking for force controlled robotic tooling applications. Robot. Comput.-Integr. Manuf. 2020, 65, 101955. [Google Scholar] [CrossRef]
- Song, X.; Li, B.; Xu, W.; Li, Z. Coupled Force–Position Control for Dynamic Contact Force Tracking in Uncertain Environment. Actuators 2022, 11, 150. [Google Scholar] [CrossRef]
- Gan, Y.; Duan, J.; Chen, M.; Dai, X. Multi-Robot Trajectory Planning and Position/Force Coordination Control in Complex Welding Tasks. Appl. Sci. 2019, 9, 924. [Google Scholar] [CrossRef]
- Wahballa, H.; Duan, J.; Wang, W.; Dai, Z. Experimental Study of Robotic Polishing Process for Complex Violin Surface. Machines 2023, 11, 147. [Google Scholar] [CrossRef]
- Xu, X.; Zhu, D.; Zhang, H.; Yan, S.; Ding, H. Application of novel force control strategies to enhance robotic abrasive belt grinding quality of aero-engine blades. Chin. J. Aeronaut. 2019, 32, 2368–2382. [Google Scholar] [CrossRef]
- Ohhira, T.; Yokota, K.; Tatsumi, S.; Murakami, T. A Robust Hybrid Position/Force Control Considering Motor Torque Saturation. IEEE Access 2021, 9, 34515–34528. [Google Scholar] [CrossRef]
- Jinjun, D.; Yahui, G.; Ming, C.; Xianzhong, D. Symmetrical adaptive variable admittance control for position/force tracking of dual-arm cooperative manipulators with unknown trajectory deviations. Robot. Comput.-Integr. Manuf. 2019, 57, 357–369. [Google Scholar] [CrossRef]
- Dai, J.; Zhang, Y.; Deng, H. Novel Voltage-Based Weighted Hybrid Force/Position Control for Redundant Robot Manipulators. Electronics 2022, 11, 179. [Google Scholar] [CrossRef]
- Wang, H.; Xie, Y. Adaptive Jacobian position/force tracking control of free-flying manipulators. Robot. Auton. Syst. 2009, 57, 173–181. [Google Scholar] [CrossRef]
- Jiang, J.; Luo, J.; Wang, H.; Tang, X.; Nian, F.; Qi, L. Force Tracking Control Method for Robotic Ultrasound Scanning System under Soft Uncertain Environment. Actuators 2024, 13, 62. [Google Scholar] [CrossRef]
- Rayguru, M.M.; Elara, M.R.; Gómez, B.F.; Ramalingam, B. A Time Delay Estimation Based Adaptive Sliding Mode Strategy for Hybrid Impedance Control. IEEE Access 2020, 8, 155352–155361. [Google Scholar] [CrossRef]
- Gracia, L.; Solanes, J.E.; Muñoz-Benavent, P.; Valls Miro, J.; Perez-Vidal, C.; Tornero, J. Adaptive Sliding Mode Control for Robotic Surface Treatment Using Force Feedback. Mechatronics 2018, 52, 102–118. [Google Scholar] [CrossRef]
- Vázquez-Alberto, L.F.; Arteaga, M.A. A continuous terminal sliding mode algorithm for robot manipulators: An application to force control. Int. J. Control. 2023, 96, 2812–2826. [Google Scholar] [CrossRef]
- Al-Dujaili, A.Q.; Falah, A.; Humaidi, A.J.; Pereira, D.A.; Ibraheem, I.K. Optimal super-twisting sliding mode control design of robot manipulator: Design and comparison study. Int. J. Adv. Robot. Syst. 2020, 17, 1729881420981524. [Google Scholar] [CrossRef]
- Ahmed, S.; Wang, H.; Tian, Y. Adaptive Fractional High-order Terminal Sliding Mode Control for Nonlinear Robotic Manipulator under Alternating Loads. Asian J. Control. 2021, 23, 1900–1910. [Google Scholar] [CrossRef]
- Gutiérrez-Giles, A.; Arteaga-Pérez, M.A.; Sira-Ramírez, H. Control de Fuerza de Robots Manipuladores Basado en Observadores Proporcionales Integrales Generalizados. Rev. Iberoam. AutomáTica InformáTica Ind. Riai 2016, 13, 238–246. [Google Scholar] [CrossRef]
- Piltan, F.; Kim, C.H.; Kim, J.M. Advanced Adaptive Fault Diagnosis and Tolerant Control for Robot Manipulators. Energies 2019, 12, 1281. [Google Scholar] [CrossRef]
- Cao, P.; Gan, Y.; Dai, X. Finite-Time Disturbance Observer for Robotic Manipulators. Sensors 2019, 19, 1943. [Google Scholar] [CrossRef]
- Sánchez-Sánchez, P.; Arteaga-Pérez, M.A. Improving force tracking control performance in cooperative robots. Int. J. Adv. Robot. Syst. 2017, 14, 1729881417708969. [Google Scholar] [CrossRef]
- Tuan, D.M.; Hieu, P.D. Adaptive Position/Force Control for Robot Manipulators Using Force and Velocity Observer. J. Electr. Eng. Technol. 2019, 14, 2575–2582. [Google Scholar] [CrossRef]
- Arteaga, M.A.; Gutierrez–Giles, A. On the robustness of force estimation methods for robot manipulators: An experimental study. J. Frankl. Inst. 2023, 360, 11705–11735. [Google Scholar] [CrossRef]
- Karami, A.; Sadeghian, H.; Keshmiri, M.; Oriolo, G. Force, orientation and position control in redundant manipulators in prioritized scheme with null space compliance. Control. Eng. Pract. 2019, 85, 23–33. [Google Scholar] [CrossRef]
- Peng, J.; Yang, Z.; Ma, T. Position/Force Tracking Impedance Control for Robotic Systems with Uncertainties Based on Adaptive Jacobian and Neural Network. Complexity 2019, 2019, 1406534. [Google Scholar] [CrossRef]
- Ding, S.; Peng, J.; Zhang, H.; Wang, Y. Neural network-based adaptive hybrid impedance control for electrically driven flexible-joint robotic manipulators with input saturation. Neurocomputing 2021, 458, 99–111. [Google Scholar] [CrossRef]
- Luan, F.; Na, J.; Huang, Y.; Gao, G. Adaptive neural network control for robotic manipulators with guaranteed finite-time convergence. Neurocomputing 2019, 337, 153–164. [Google Scholar] [CrossRef]
- An, H.; Ye, C.; Yin, Z.; Lin, W. Neural Adaptive Impedance Control for Force Tracking in Uncertain Environment. Electronics 2023, 12, 640. [Google Scholar] [CrossRef]
- Lin, S.T.; Tsai, H.C. Impedance Control with On-Line Neural Network Compensator for Dual-Arm Robots. J. Intell. Robot. Syst. 1997, 18, 87–104. [Google Scholar] [CrossRef]
- Gómez-Espinosa, A.; Castro Sundin, R.; Loidi Eguren, I.; Cuan-Urquizo, E.; Treviño-Quintanilla, C.D. Neural Network Direct Control with Online Learning for Shape Memory Alloy Manipulators. Sensors 2019, 19, 2576. [Google Scholar] [CrossRef]
- Liu, M.; He, L.; Hu, B.; Li, S. Recurrent neural network with noise rejection for cyclic motion generation of robotic manipulators. Neural Netw. 2021, 138, 164–178. [Google Scholar] [CrossRef]
- Su, H.; Hu, Y.; Karimi, H.R.; Knoll, A.; Ferrigno, G.; De Momi, E. Improved recurrent neural network-based manipulator control with remote center of motion constraints: Experimental results. Neural Netw. 2020, 131, 291–299. [Google Scholar] [CrossRef]
- Xu, Z.; Li, S.; Zhou, X.; Cheng, T. Dynamic neural networks based adaptive admittance control for redundant manipulators with model uncertainties. Neurocomputing 2019, 357, 271–281. [Google Scholar] [CrossRef]
- Wang, Y. Robot algorithm based on neural network and intelligent predictive control. J. Ambient. Intell. Humaniz. Comput. 2020, 11, 6155–6166. [Google Scholar] [CrossRef]
- Rossomando, F.G.; Serrano, E.; Soria, C.M.; Scaglia, G. Neural Dynamics Variations Observer Designed for Robot Manipulator Control Using a Novel Saturated Control Technique. Math. Probl. Eng. 2020, 2020, 3240210. [Google Scholar] [CrossRef]
- Ferguene, F.; Toumi, R. Dynamic External Force Feedback Loop Control of a Robot Manipulator Using a Neural Compensator—Application to the Trajectory Following in an Unknown Environment. Int. J. Appl. Math. Comput. Sci. 2009, 19, 113–126. [Google Scholar] [CrossRef]
- Parra-Vega, V.; García-Rodríguez, R.; Ruiz-Sanchez, F. Second Order Sliding Mode Adaptive Neurocontrol for Robot Arms with Finite Time Convergence. Ifac Proc. Vol. 2005, 38, 235–240. [Google Scholar] [CrossRef]
- Sun, C.; Li, G.; Xu, J. Adaptive neural network terminal sliding mode control for uncertain spatial robot. Int. J. Adv. Robot. Syst. 2019, 16, 1729881419894065. [Google Scholar] [CrossRef]
- Truong, H.V.A.; Tran, D.T.; Ahn, K.K. A Neural Network Based Sliding Mode Control for Tracking Performance with Parameters Variation of a 3-DOF Manipulator. Appl. Sci. 2019, 9, 23. [Google Scholar] [CrossRef]
- Zhang, W.; Ye, X.; Jiang, L.; Zhu, Y.; Ji, X.; Hu, X. Output feedback control for free-floating space robotic manipulators base on adaptive fuzzy neural network. Aerosp. Sci. Technol. 2013, 29, 135–143. [Google Scholar] [CrossRef]
- Parra-Vega, V.; García-Rodríguez, R.; Armendariz, J. Neurofuzzy self-tuning of the dissipation rate gain for model-free force-position exponential tracking of robots. Neurocomputing 2016, 171, 209–219. [Google Scholar] [CrossRef]
- Kelly, R.; Davila, V.S.; Loria, A. Control of Robot Manipulators in Joint Space; Springer: London, UK, 2005. [Google Scholar] [CrossRef]
- Pliego-Jiménez, J.; Arteaga-Pérez, M.A. Adaptive position/force control for robot manipulators in contact with a rigid surface with uncertain parameters. Eur. J. Control. 2015, 22, 1–12. [Google Scholar] [CrossRef]
- Li, J.; Guan, Y.; Chen, H.; Wang, B.; Zhang, T.; Hong, J.; Wang, D. Real-time normal contact force control for robotic surface processing of workpieces without a priori geometric model. Int. J. Adv. Manuf. Technol. 2022, 119, 2537–2551. [Google Scholar] [CrossRef]
- SCHUNK. Force/Torque Sensor FT Mini58. 2024. Available online: https://schunk.com/de/en/automation-technology/force/torque-sensors/ft/c/PGR_1680 (accessed on 2 May 2024).
- Cuevas, E.; Luque, A.; Escobar, H. Computational Methods with MATLAB; Springer: Berlin/Heidelberg, Germany, 2024. [Google Scholar] [CrossRef]
- Madani, M.; Moallem, M. Hybrid position/force control of a flexible parallel manipulator. J. Frankl. Inst. 2011, 348, 999–1012. [Google Scholar] [CrossRef]
- Siciliano, B.; Sciavicco, L.; Villani, L.; Oriolo, G. Force Control; Springer: London, UK, 2009; pp. 363–405. [Google Scholar] [CrossRef]
- Lewis, F.L.; Yesildirak, A.; Jagannathan, S. Neural Network Control of Robot Manipulators and Nonlinear Systems; Taylor & Francis, Inc.: New York, NY, USA, 1998. [Google Scholar]
- Rashid, T. Make Your Own Neural Network; CreateSpace Independent Publishing Platform: North Charleston, SC, USA, 2016; Volume 29. [Google Scholar]
- Ponce, A.N.; Behar, A.A.; Hernández, A.O.; Sitar, V.R. Neural Networks for Self-tuning Control Systems. Acta Polytech. 2004, 44, 49–52. [Google Scholar] [CrossRef]
- Memar, A.H.; Esfahani, E.T. Modeling and Dynamic Parameter Identification of the SCHUNK Powerball Robotic Arm. In Volume 5C: 39th Mechanisms and Robotics Conference; V05CT08A024; American Society of Mechanical Engineers: New York, NY, USA, 2015. [Google Scholar] [CrossRef]
- Agüera-Vega, F.; Carvajal-Ramírez, F.; Martínez-Carricondo, P. Accuracy of Digital Surface Models and Orthophotos Derived from Unmanned Aerial Vehicle Photogrammetry. J. Surv. Eng. 2017, 143. [Google Scholar] [CrossRef]






















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Villa-Tiburcio, J.F.; Estrada-Torres, J.A.; Hernández-Alvarado, R.; Montes-Martínez, J.R.; Bringas-Posadas, D.; Franco-Urquiza, E.A. ANN Enhanced Hybrid Force/Position Controller of Robot Manipulators for Fiber Placement. Robotics 2024, 13, 105. https://doi.org/10.3390/robotics13070105
Villa-Tiburcio JF, Estrada-Torres JA, Hernández-Alvarado R, Montes-Martínez JR, Bringas-Posadas D, Franco-Urquiza EA. ANN Enhanced Hybrid Force/Position Controller of Robot Manipulators for Fiber Placement. Robotics. 2024; 13(7):105. https://doi.org/10.3390/robotics13070105
Chicago/Turabian StyleVilla-Tiburcio, José Francisco, José Antonio Estrada-Torres, Rodrigo Hernández-Alvarado, Josue Rafael Montes-Martínez, Darío Bringas-Posadas, and Edgar Adrián Franco-Urquiza. 2024. "ANN Enhanced Hybrid Force/Position Controller of Robot Manipulators for Fiber Placement" Robotics 13, no. 7: 105. https://doi.org/10.3390/robotics13070105
APA StyleVilla-Tiburcio, J. F., Estrada-Torres, J. A., Hernández-Alvarado, R., Montes-Martínez, J. R., Bringas-Posadas, D., & Franco-Urquiza, E. A. (2024). ANN Enhanced Hybrid Force/Position Controller of Robot Manipulators for Fiber Placement. Robotics, 13(7), 105. https://doi.org/10.3390/robotics13070105