1. Introduction
The working conditions of aerospace vehicles often cover a wide speed domain and various complex environments [
1,
2]. In order to accommodate these diverse working conditions, the designs of aerospace vehicles adopt complex curved aerodynamic contours and a large number of composite materials, putting forward new challenges on the manufacture and assembly of space vehicles [
3,
4,
5]. For aerospace vehicles, contour accuracy is a key parameter for determining the performance of the product. However, the manufacturing characteristics of composite parts requires greater dimensional accuracy than metal parts, necessitating secondary processing during the production [
5,
6,
7,
8]. Achieving the assembly accuracy requirements of multi-part components often requires iterative grinding of the parts, leading to further degradation in production efficiency.
Therefore, how to reflect the actual manufacturing error in the assembly’s accumulated deviation, predict the accumulation process of assembly deviation in key parts in advance, and realize quality process control and data-driven adjustments based on a prediction model has become the key to improving the assembly efficiency. To address this issue, this paper applies the geometric deviation modeling method to the assembly adjustment of aerospace vehicles. Various geometric deviation modeling methods have been studied. Desrochers et al. [
9] proposed a matrix model from the TTRS model by using the homogeneous transform matrix to describe the tolerance zones and the clearances in 3D space. Desrochers et al. [
10] also introduced topologically and technologically related surfaces (TTRSs), where parts are represented by a successive binary tree formed by associated elementary surfaces. Chase and Gao [
11,
12] proposed the direct linearization method (DLM) based on the vector loop method (VLM) for 2D/3D tolerance analysis. Dimensional deviation and assembly deviation are comprehensively represented by vectors. Laperriere [
13] combined the Jacobian model [
14] with the Torsor model [
15] to introduce the unified Jacobian–Torsor model. Mujezinovic [
16] proposed the Tolerance-Map (T-Map) model. A hypothetical Euclidean point space is established, whose size and shape reflect the variational possibilities of the target feature. Some other methods, such as feature-based topologically and technologically related surfaces (FTTRSs) [
17] and Manufacturing-Map (M-Map) [
18], etc., are derived from the above methods.
However, most of the existing methods simplify the complex surface morphology of the part to an ideal surface, allowing easy description and analysis using regular geometric features. But this also results in the loss of surface morphology information and assembly analysis accuracy. The geometric deviation caused by the morphology of the mating surfaces of different parts during assembly is non-negligible for high-precision systems [
19]. With the development of computer technology, studies use numerical methods to represent morphology features caused by manufacturing and perform assembly simulation analysis to address the above problems. One of the most representative approaches is Skin Model Shapes (SMS), proposed by Schleich [
20]. This method utilizes discrete surfaces and finite data to describe and characterize workpiece surfaces’ morphologies, allowing for precise assembly analysis [
21,
22].
The problem of geometric deviation control, especially contour deviation, in aerospace vehicle frame assembly is highly prominent in production. In order to realize high-precision analysis of geometric deviations, and to improve productivity by increasing the assembly qualification rate, this paper presents an assembly simulation method combining VLM and SMS to optimize contour surface accuracy: Assembly dimensional deviation transfer analysis is realized by VLM, and SMS is adopted for surface morphological deviation modeling and mating analysis.
The rest of this paper is structured as follows.
Section 2 describes the main idea of the VLM-SMS modeling method.
Section 3 introduces the details of the aerospace vehicle frame structure assembly deviation simulation and optimization method. In
Section 4, the experimental process and test results are demonstrated.
Section 5 presents the conclusions of this work.
2. Data-Driven VLM-SMS Modeling Approach
It is very important to bring real-time measurement data into the analysis model for assembly-oriented analysis. Therefore, a data-driven analytical method combined with VLM-SMS is demonstrated for aerospace vehicle assembly. Elastic deformation on geometric accuracy is not considered for the following reasons: (1) the target structure is an underconstrained structure; assembly internal forces are negligible. (2) Parts made of composite materials have high specific strength and high specific stiffness.
2.1. Vector Loop-Based Assembly Deviation Transfer Model
The VLM method has advantages in terms of computational speed, brought by the direct linearization method (DLM) [
23], which is important for assembly stage analysis. The basic idea of the method is to use vectors to represent geometric features in the assembly, as is shown in
Figure 1.
The assembly deviation analysis method based on the VLM consists of several steps [
24]. First, establishing the assembly kinematic constraint equations. Second, calculating the derivation evaluation matrix from the above kinematic constraint equations. Third, linearizing the assembly constraint equations and using DLM to enable rapid evaluation of the deviation matrix. Finally, incorporating the measured data to the established model.
Since the frame assembly of an aerospace vehicle is performed on a flat surface, the assembly process can be simplified to assembly in 2D space. The rotational translation matrix in 2D space can be expressed by
A closed vector loop in 2D space [
12] is expressed by
where:
is the rotation matrix;
is the translation matrix at joint i;
is the final rotation required to bring the loop to closure;
is the identity matrix;
n is the total number of vectors.
Equation (
1) represents the closed loop formed by a series of rotations and translations.
Kinematics in 2D space always has three degrees of freedoms (DOFs), including two translational DOFs and one rotational DOF. A 2D vector loop should satisfy constraints on those DOFs. Based on the small displacement assumption, kinematic equations can be linearized, expressed by
where:
are variations in the manufactured dimensions and angles
are variations in the dependent assembly variables representing the kinematic adjustments required to produce closure;
are the translational constraints and is the rotational constraint in the , and z directions, respectively;
is the resultant assembly variation in the corresponding global direction, here equal to zero.
Assembly constraint derivatives are obtained by the perturbation method [
23]: A translational deviation
is added to the nominal translational variation
L, represented by
An angular deviation
is added to the nominal rotational variations
, represented by
where:
By omitting the higher-order perturbations, the first-order Taylor series expansion of assembly constraint Equation (
2) is rewritten in matrix form as
where:
represents the vector of the clearance variations;
represents the vector of the variations in the manufactured variables;
represents the vector of the variations in the assembly variables;
represents the matrix of the first-order partial derivatives of the manufactured variables;
represents the matrix of the first-order partial derivatives of the assembly variables;
represents zero vector.
Matrices
and
are determined by
Assuming
is a full-rank matrix, then
can be further obtained from Equation (
2):
In Equation (
10), matrix
and matrix
impose the geometric sensitivity to component variations
, and the adjustments along the correct kinematic joint axes to achieve closure, respectively. The above equation indicates the relationship between assembly variations
and manufactured variables
.
When a described system is over-determined, the matrix
is singular, a least-squares fit must be applied to solve Equation (
2):
From Equation (
11), it can be concluded that two main factors determine the geometrical deviation of a system: (1) The geometrical configuration and deviation of the manufactured structure, represented by matrix
A and matrix
. (2) The geometrical configuration of the assembled structure, represented by matrix
B. For certain systems with a fixed structure, the geometric deviation can be evaluated by determining only the deviations due to manufacturing and assembly. For ease of description, a sensitivity matrix
S is defined by
2.2. SMS-Based Assembly Mating Surface Deviation Modeling
According to the previous section, determining manufacturing assembly deviations is crucial for analyzing assembly geometric deviations. In order to realize high-precision simulation, it is vital to consider the impact of surface morphology deviations caused by manufacturing and complex surface mating status on assembly accuracy. Therefore, the concept of SMS is applied to the modeling of manufacturing and assembly deviations.
The concept of SMS is derived from a skin model, which is defined as a geometrical model of the physical boundary between a product and its external environment [
25]. It is a non-ideal continuous surface model with an infinite number of points conceived to satisfy the tolerance specification, and serves as a bridge between the nominal surface model and the real surface of the workpiece. SMS is a discrete surface model with a finite number of data points extracted from the skin model. It can be used to analyze and predict the impact of a given tolerance value on the performance of the product at a later stage and to visualize deviations in real time [
20], as shown in
Figure 2.
The application of Skin Model Shapes is highly dependent on the observable sources of the workpieces’ geometric deviations. Previous work on obtaining observable geometric deviations and simulating SMS is limited to two stages [
20]: the prediction stage, where only the designed tolerances are available; and the observation stage, where the simulation’s deviation and limited observed data are available.
By summarizing the existing methodologies, the following features are present:
Predicting qualification rates for batch products, rather than individual products.
Quality prediction for future assemblies based on previously available data, rather than on-site analysis.
Tolerance design in the design phase rather than assembly stage parameter optimization.
Existing SMS methods do not meet the demands of the assembly phase. Thus, this work proposes a new assembly-stage Skin Model Shape simulation method, as illustrated in
Figure 3.
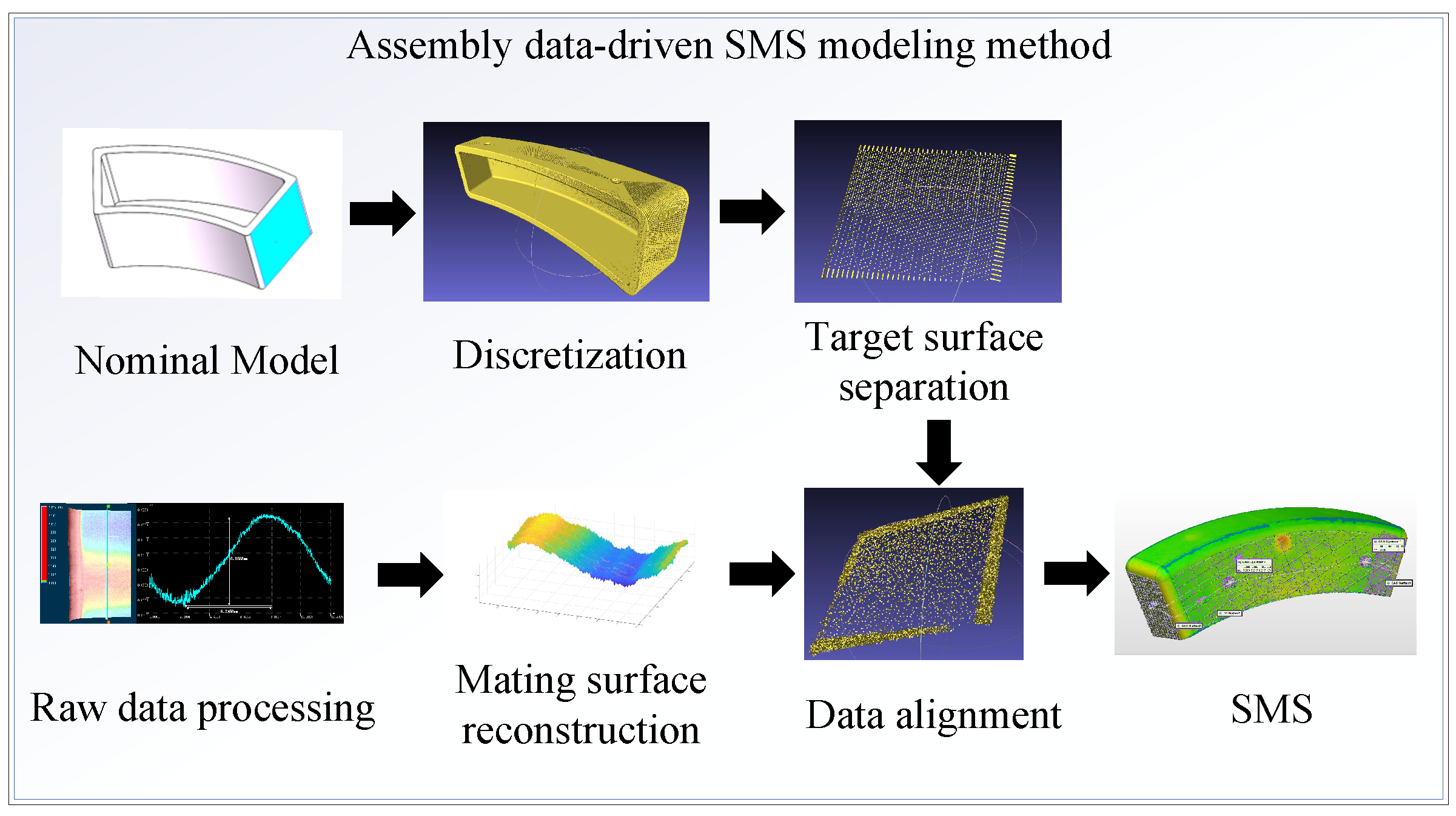
The establishment of an assembly-phase-oriented SMS consists of the following main steps:
First, workpieces’ SMSs, in the form of point clouds, are discretized from the CAD design models. The resolution of the discrete point cloud is determined by the measurement equipment and analysis accuracy.
Second, the point clouds belonging to the mating surface geometric features, such as plane, cylinder, and curved surface, are extracted and separated from the SMSs.
Meanwhile, based on the requirements of different assembly processes, the appropriate equipment is utilized to measure mating surfaces, and the collected data undergo filtering and de-noising. It is important to note that various scales of micro-geometric features exist on the surface, including roughness, waviness, and lay errors. Overly rough surface profiles can lead to inaccurate simulation results, while overly detailed surface morphology reduces computational efficiency. Thus, it is necessary to normalise the scale of the measured data to ensure the validity and efficiency of the simulation at the same time. According to Scheleich’s work [
20], the effect of roughness on assembly accuracy is negligible for precision-machined surfaces. Thus, in this work, assembly simulations only consider the lay and waviness level of surface deviation.
Then, the collected data are aligned, with separated mating face point clouds, and the processed surfaces are joined back to the nominal model.
If the effect of measurement errors of the measurement equipment on the assembly needs to be taken into account, the measurement uncertainty can also be added to the point cloud data in the form of random errors.
2.3. VLM-SMS Assembly Deviation Analysis Method
In current VLM, the deviation of translation and the deviation of rotation are determined by designed tolerances, rendering it incapable of meeting the needs of on-site assembly analysis. In addition, traditional geometric deviation models that use ideal geometric features, such as plane and cylinder, to represent the assembly mating surfaces can only consider rotational and translational features, without considering the effect of the mating surface morphology on the assembly.
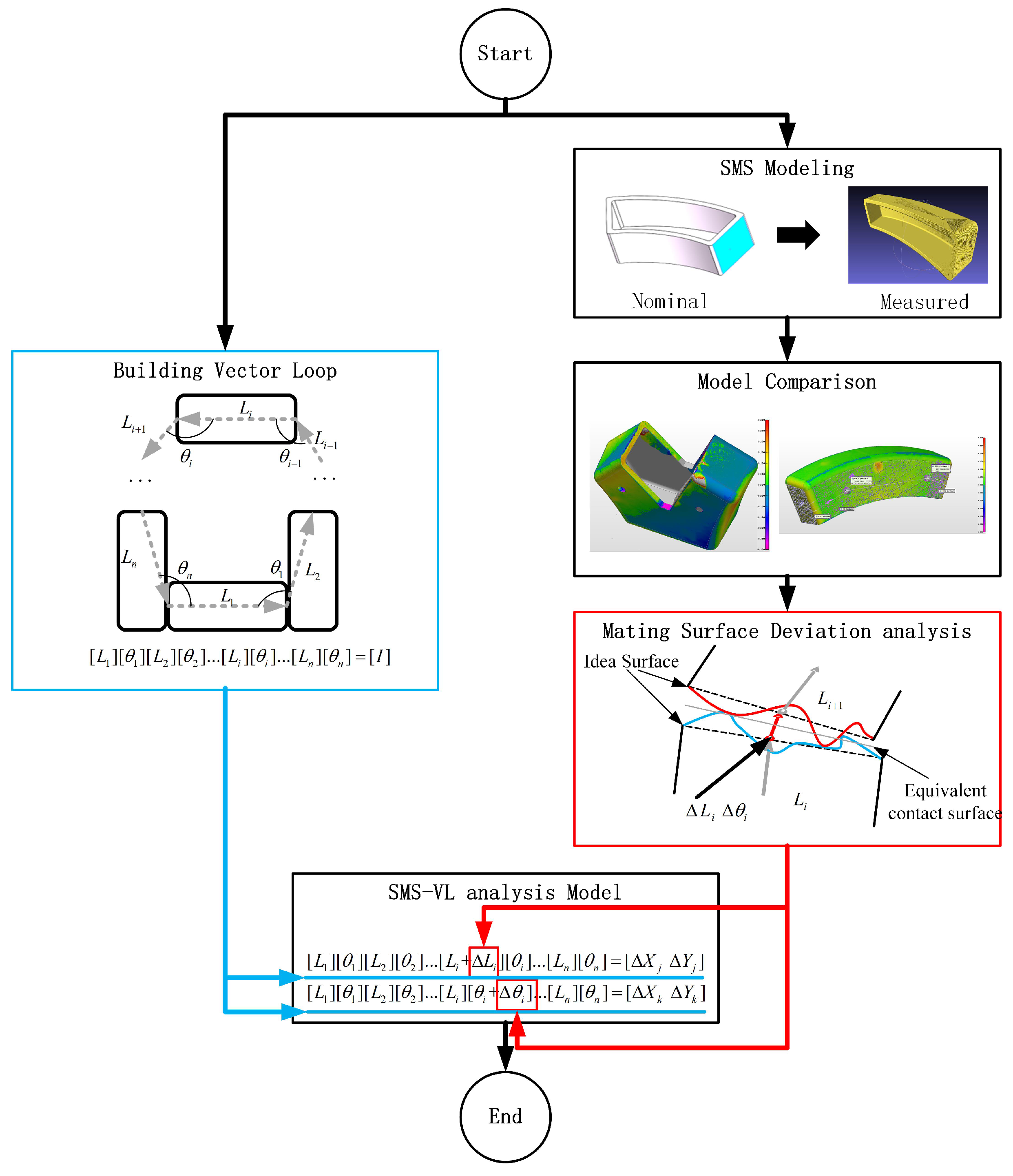
Therefore, in this work, VLM is combined with SMS. The implementation steps of the SMS-VLM method and the analysis process are shown in
Figure 4.
First, based on VLM, a vector loop in the form of Equation (
1) is generated according to the nominal geometric parameters of the target structure. Meanwhile, using measured data, the SMS of the structure in the form of point clouds is generated. Then, generating the equivalent contact planes based on SMS, here a least-squares fit is applied.
By this method, the dimensional deviations, including translation deviation
and rotation deviation
, of mating surfaces can be obtained by on-site measured data. Surface morphology deviations are analyzed by SMS, and then, incorporated into the established vector loop in the form of Equations (
5) and (
6).
4. Case Study
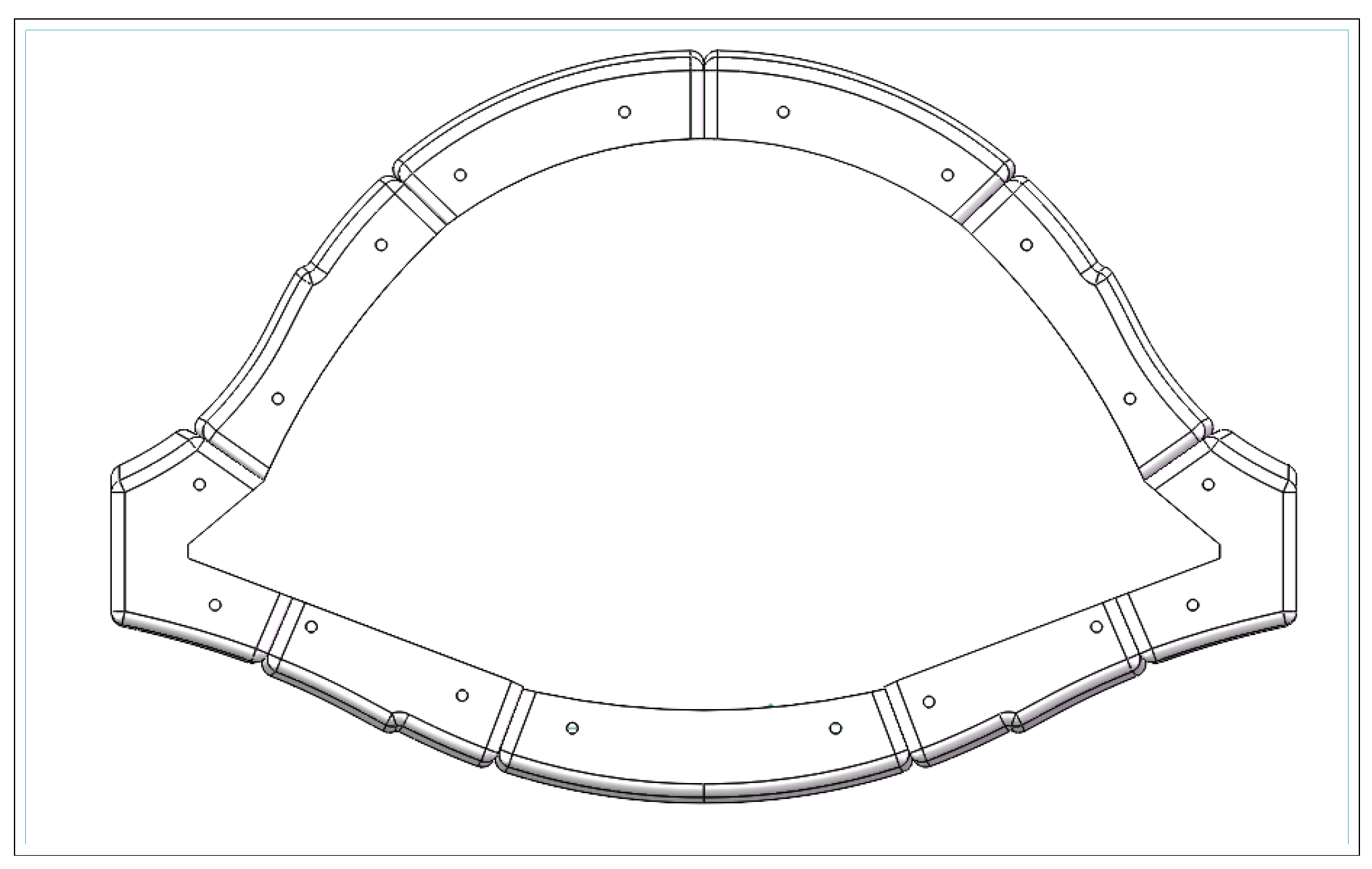
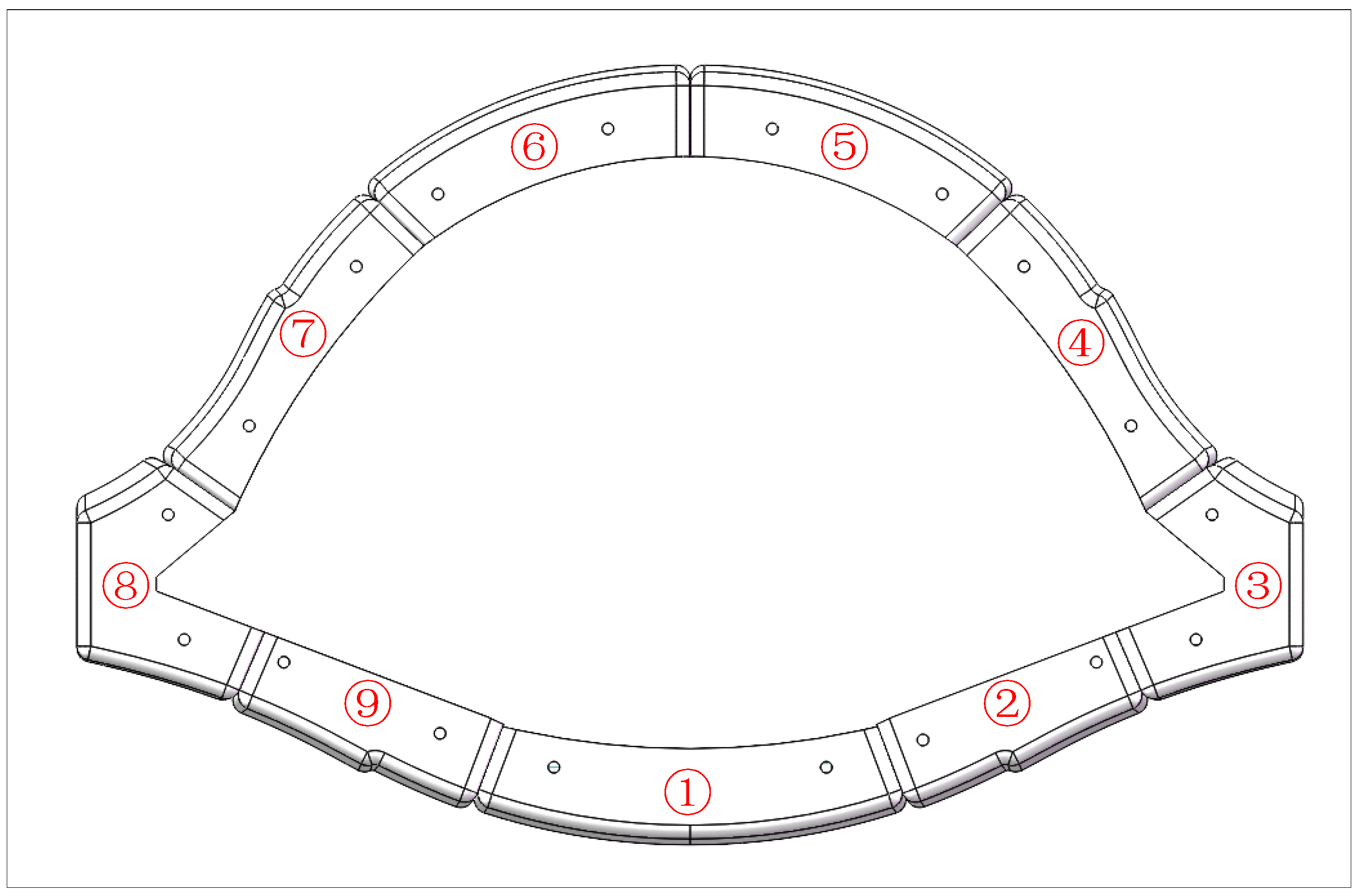
For the assembly experiments, a set of aerospace vehicle structural assembly test parts is designed, as is shown in
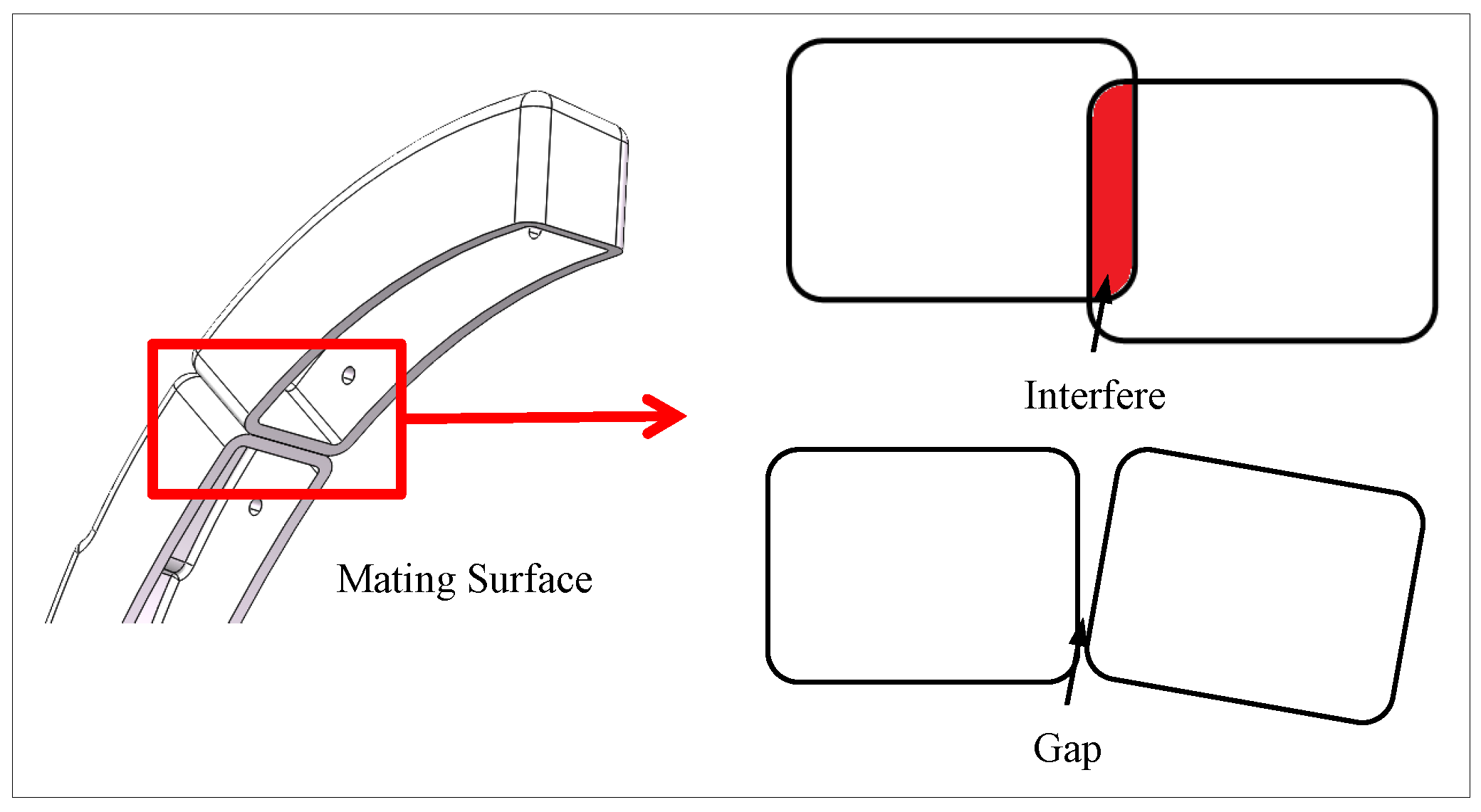
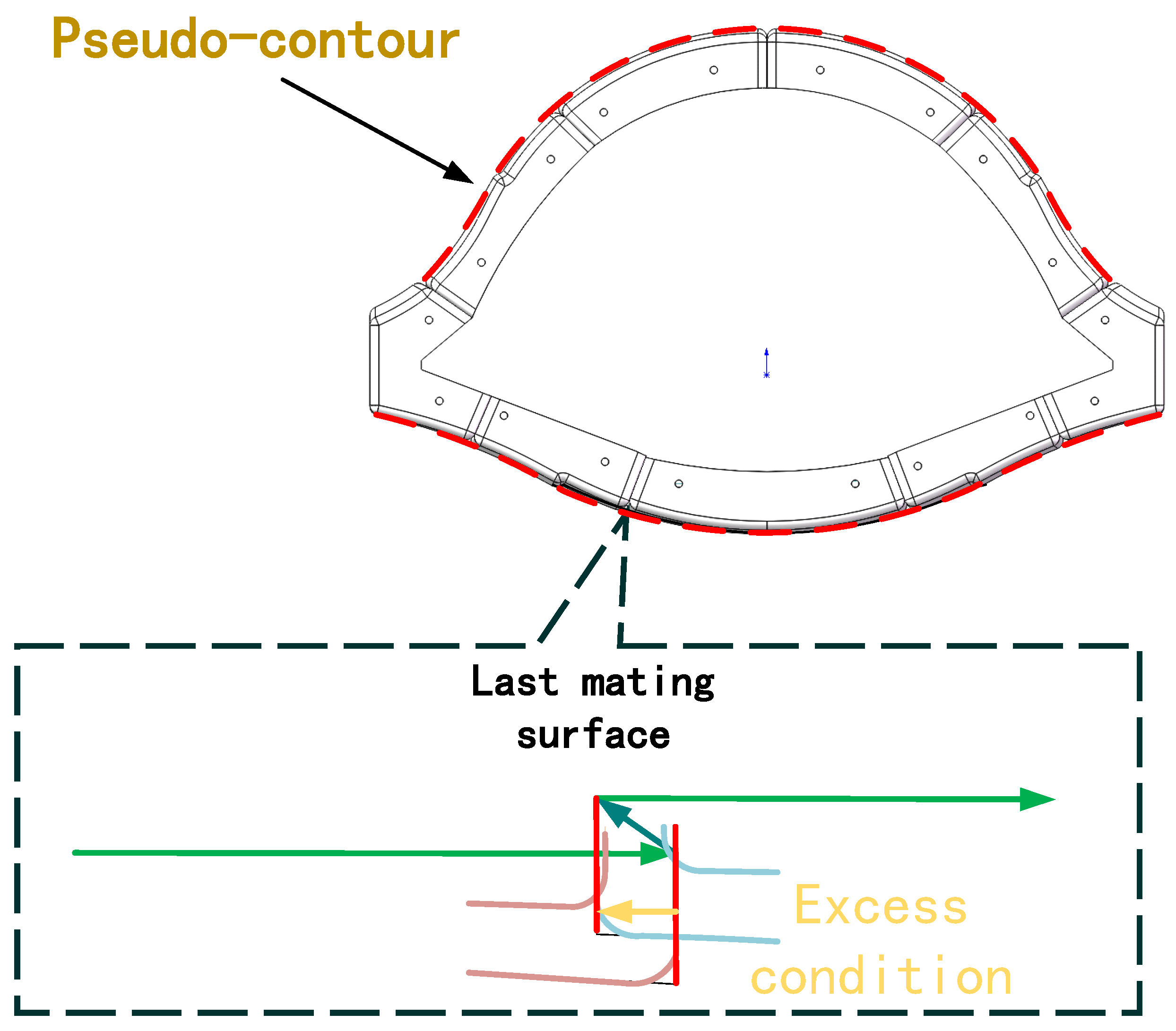
Figure 11. Each part has two positioning holes on its lower surface. The outer contour surfaces, upper and lower surfaces, and left and right mating surfaces are all refined. The upper and lower surfaces are parallel, and the left and right contact surfaces are perpendicular to the upper and lower surfaces. When assembling the parts, the mating surfaces of each part are adjustable, and the contour surface is the optimization target.
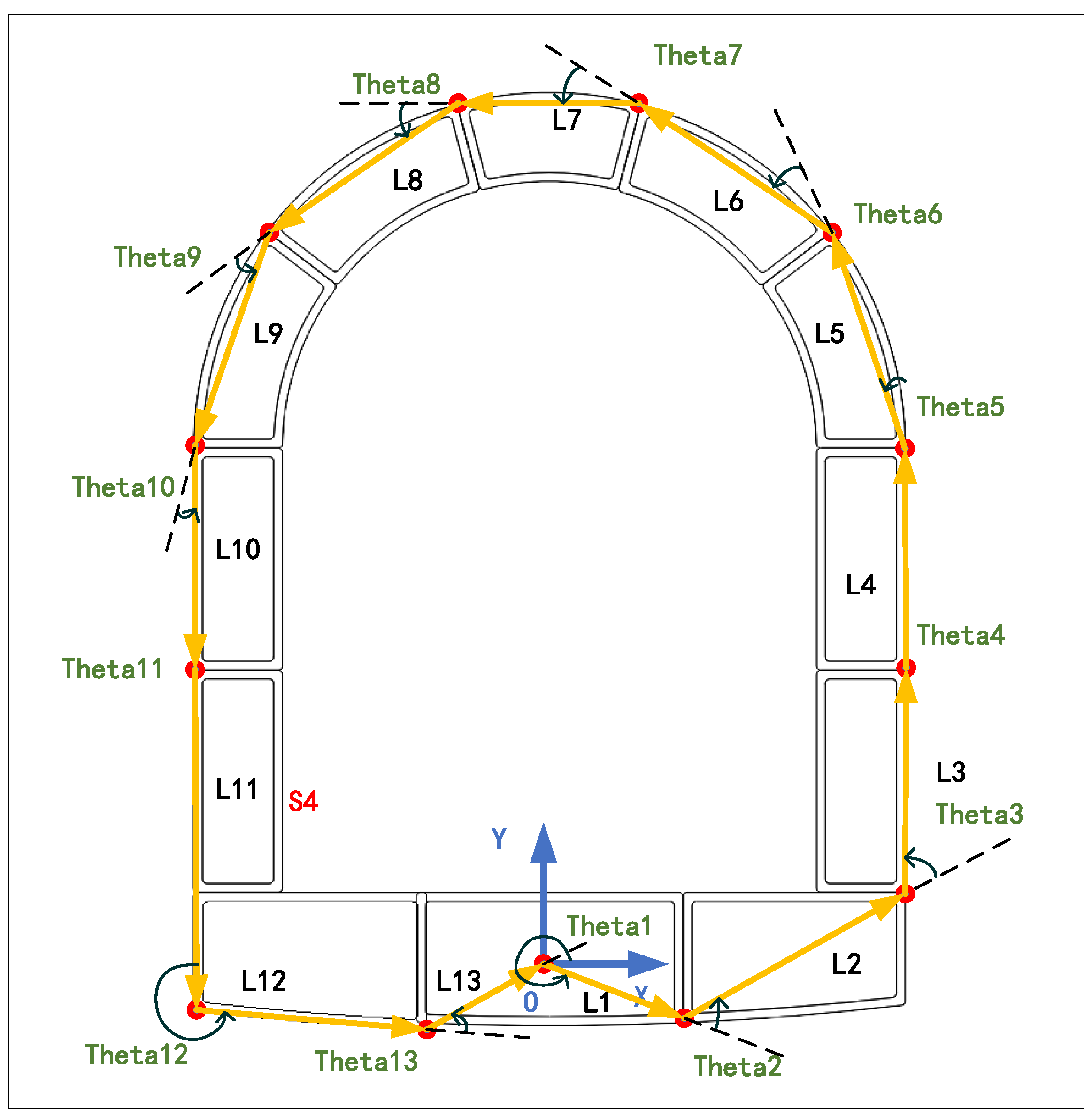
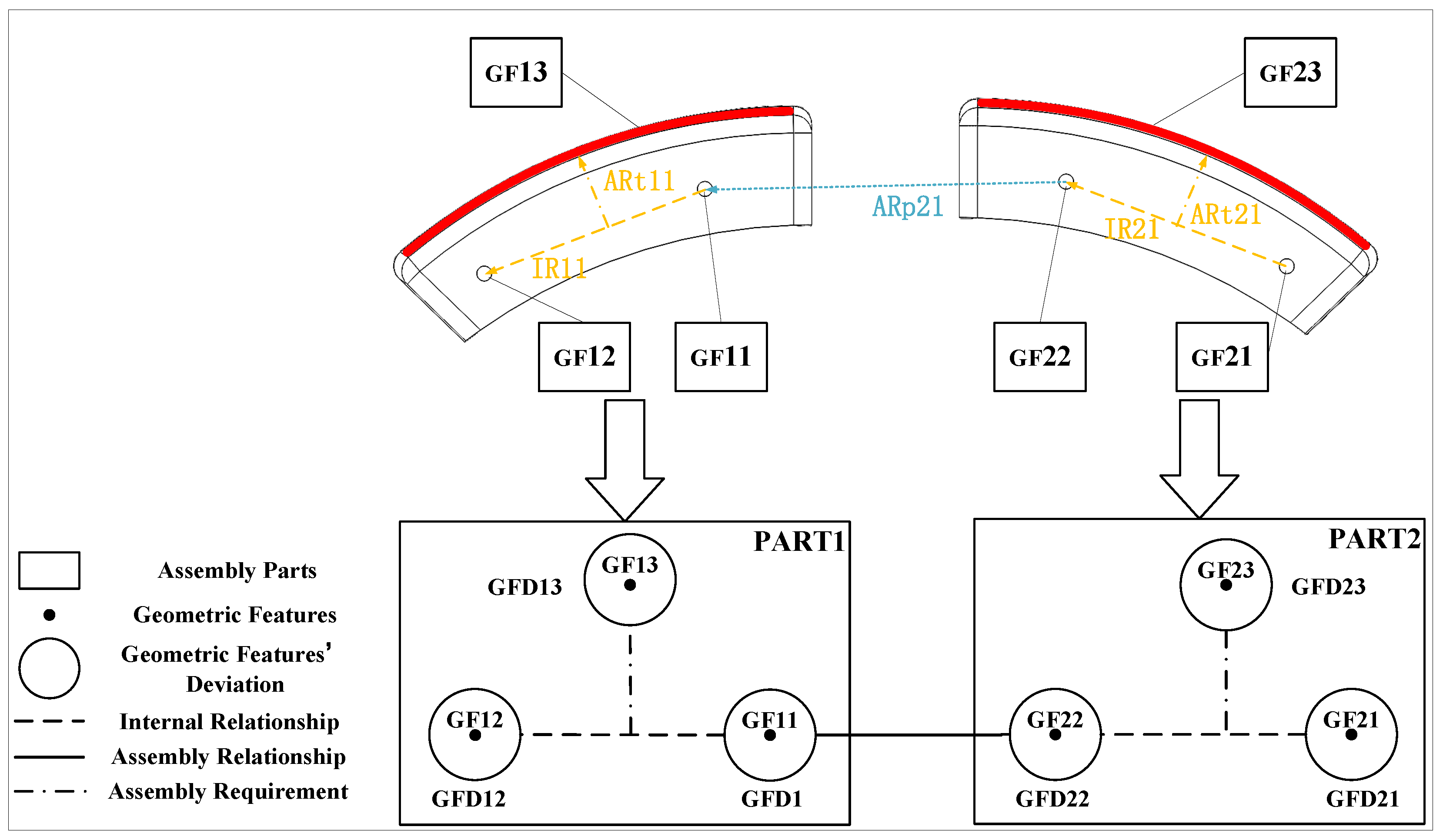
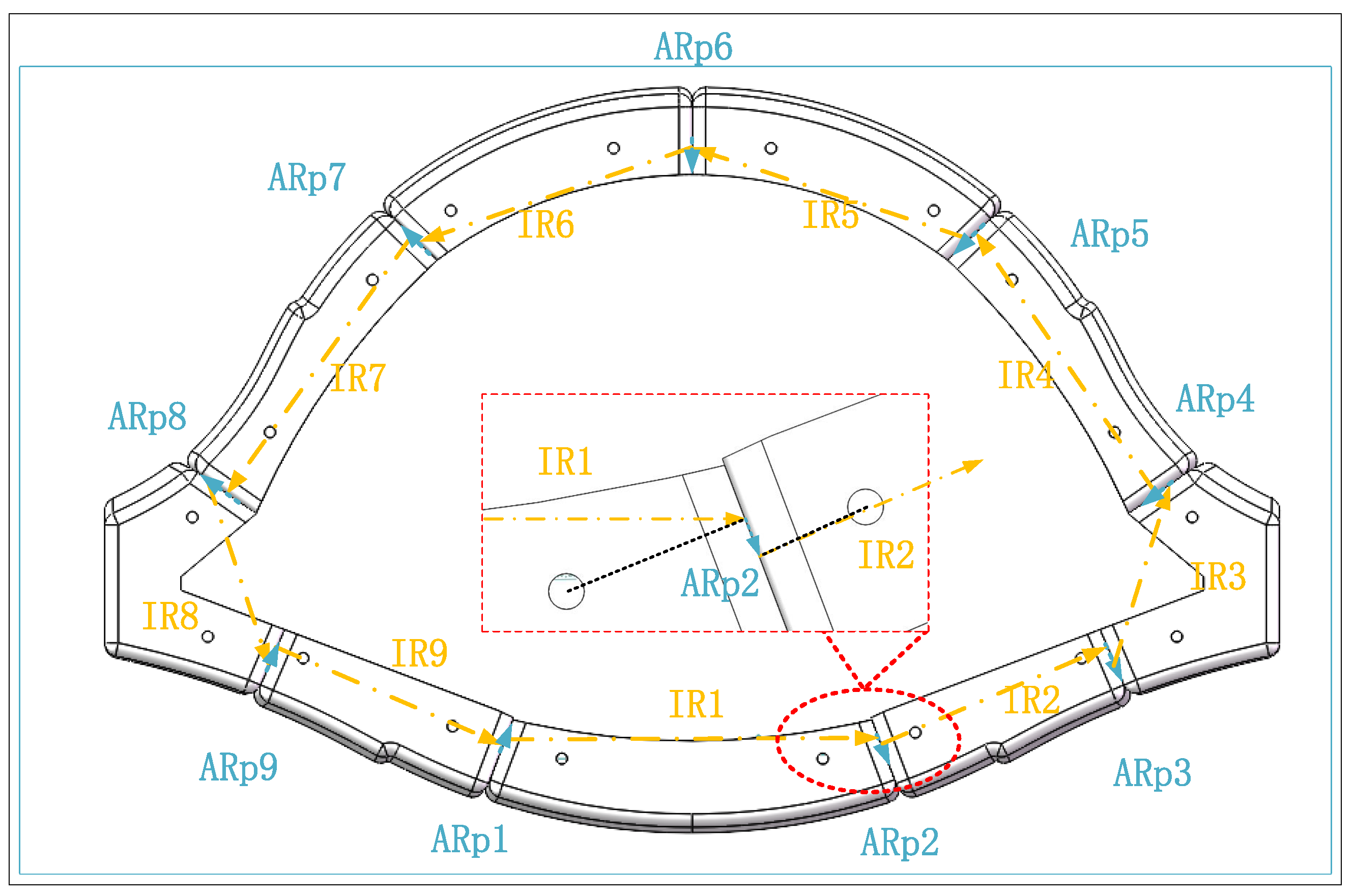
When performing assembly simulations of this structure, the key to analyzing the target parameters lies in how the geometric features are selected. According to the structural characteristics, the connection line of two feet perpendicular to the center of the reference hole to the side grinding surface is selected as one of the key geometric features to establish the vector loop. The established vector loop is shown in
Figure 12.
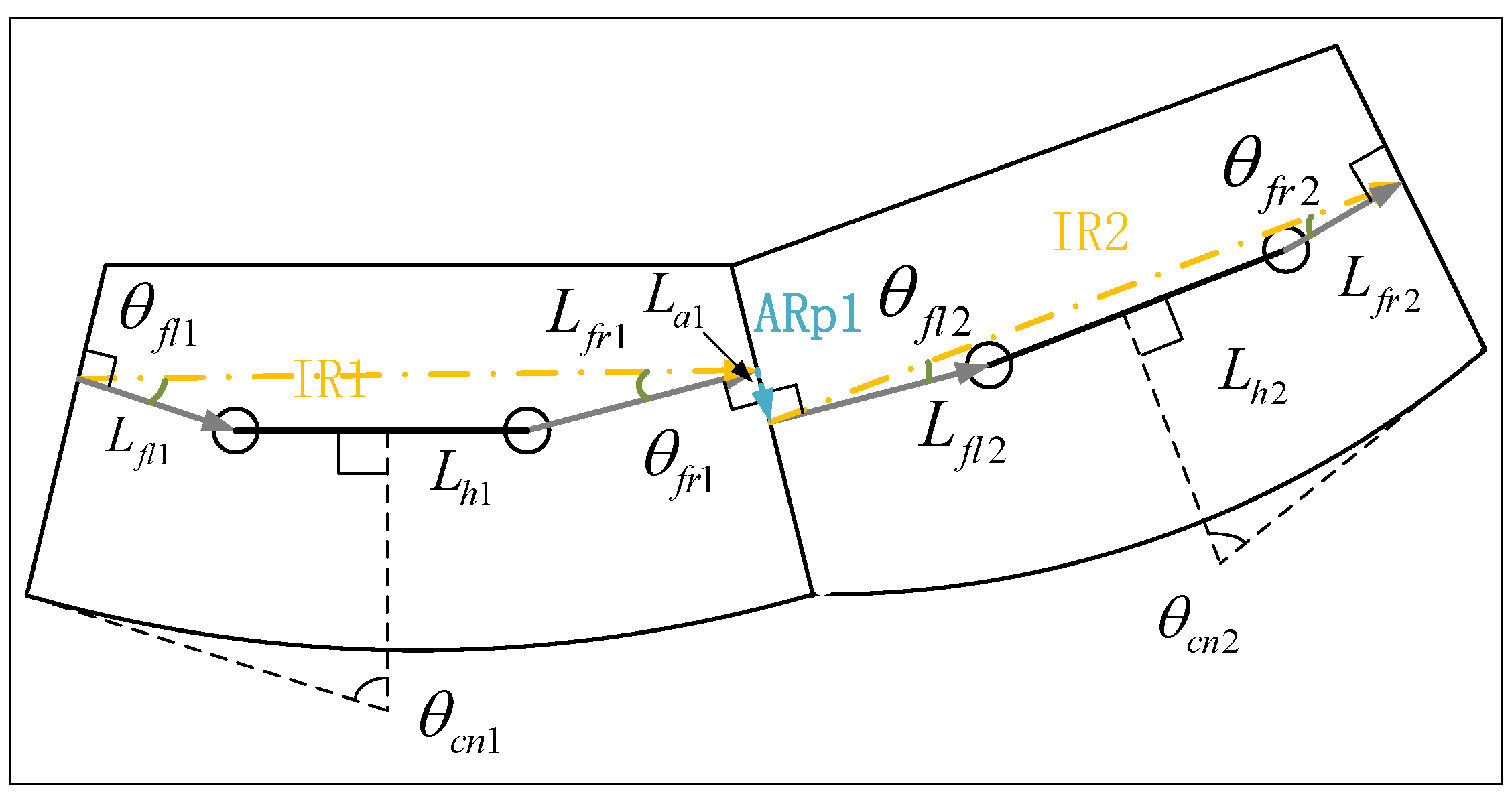
The vectors of the above-constructed vector loop include two types, IR and ARp, as shown in
Figure 13. The IR vectors are determined by reference lines
, established by two reference holes; and the distance from the reference hole to the grinding surface
, the angle between reference lines and vertical line
. The ARp vectors are determined by the vector
, connecting two feet of perpendiculars on one mating surface. The angle between the normal vector on the contour and the line connecting the reference hole is represented by
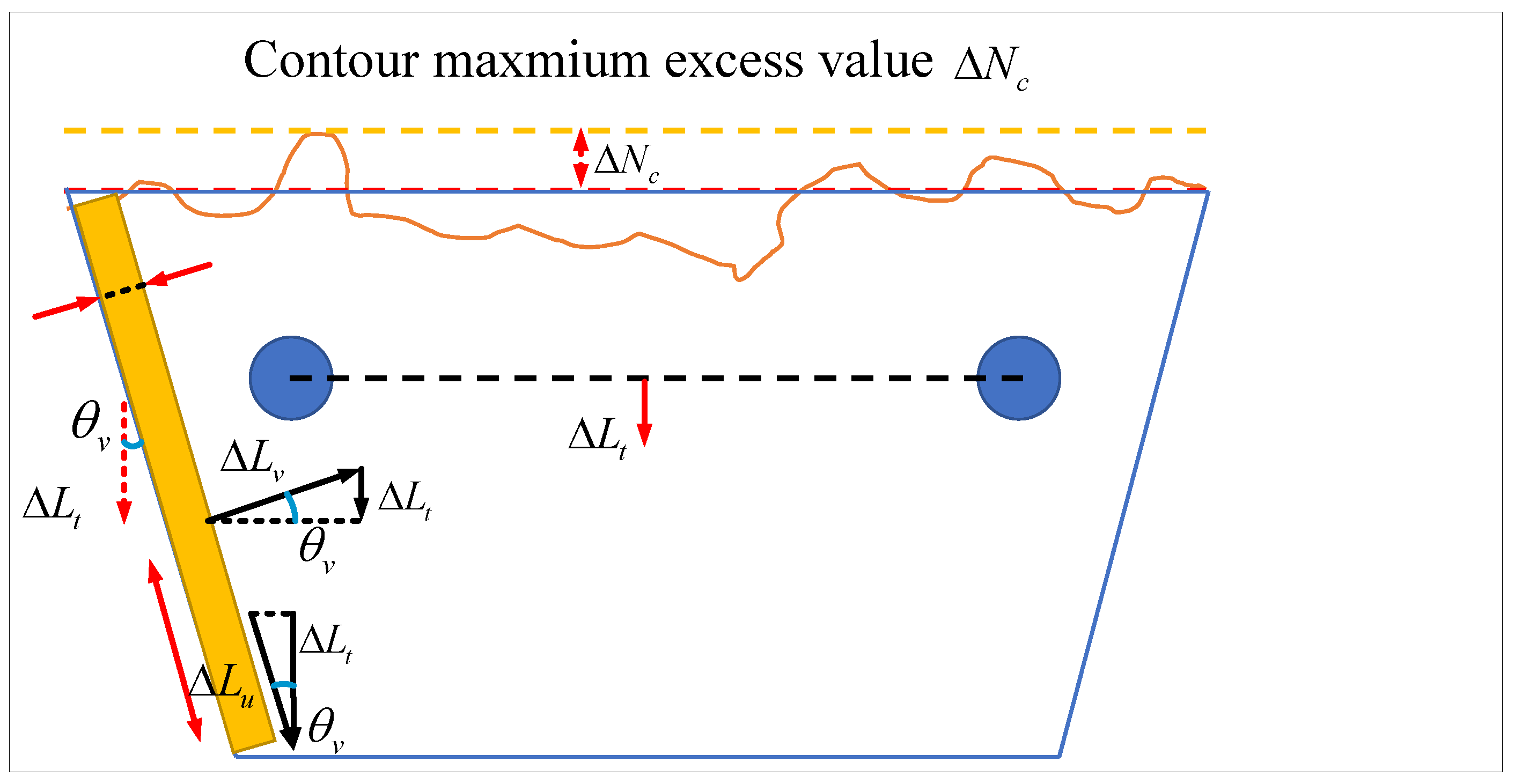
. The impact of the grinding amount on the mating surfaces
to changes in the contour surfaces
(in the vertical direction of the reference hole connection line, as shown in
Figure 8) of each component can be expressed by
The above equation shows the relationships between the measurable value and the IR and ARp parameters in the vector loop. The nominal variables of each part are shown in
Table 1. In order to simplify the measurement in the actual calculation, the minimum angle on a contour, denoted as
), is directly incorporated into the above equation. This ensures that the contour is not exceeded after grinding, according to the calculated value.
According to the coordinate system established in
Figure 12, the VLM for this structure can be expressed as
where:
;
;
is the angle from vector to vector ;
is the angle from vector to vector .
By summing the vectors in three DOFs, which are translation in the x and y directions and rotation
, Equation (
4) gives the following three equations:
Arranging the above equation into matrix form in Equation (
7), then the matrix in the equation is represented as
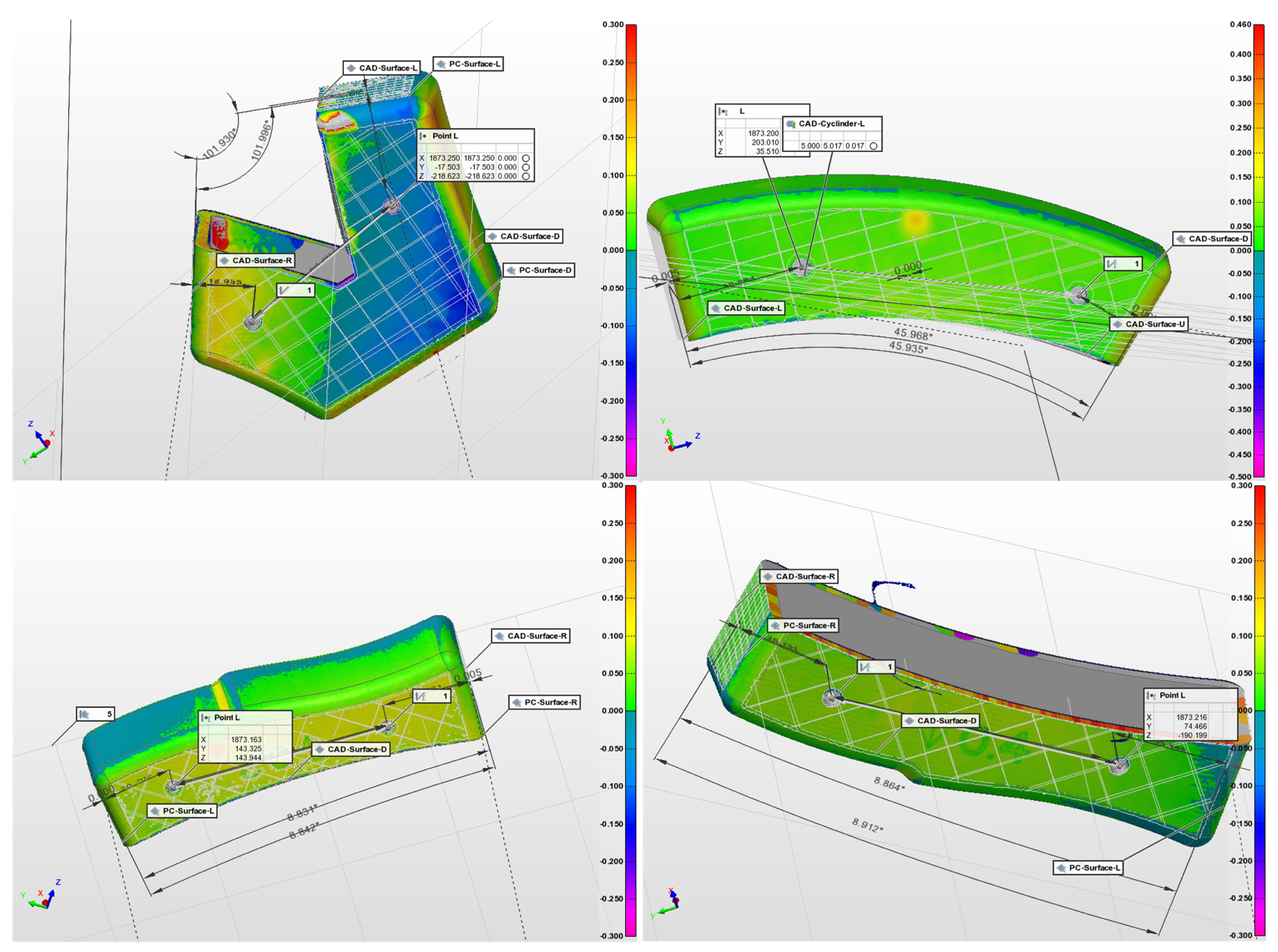
Then, the SMS of each part is generated based on the measured data, as is shown in
Figure 14. And the deviation of each geometric parameter and contour are obtained through the SMS, and the assembly deviation of each assembly mating surface is obtained through the SMS and the contact state analysis method, as shown in
Table 2.
The maximum allowable excess value (unit in mm) of each contour is set as below, on the basis of assembly requirements for corresponding structures of aerospace vehicles.
Combined with the measured data in
Table 2, the need for grinding is analyzed based on the model expressed in Equations (
7) and (27)–(30) and the criterion proposed in
Section 3.3. The closed-loop excess values are analyzed based on the objective function method, and the “fmincon” function in MATLAB is used for practical calculations. The calculated results indicate that the closed loop of the vector loop is interfering, with a value of 0.883 mm, as shown in
Figure 15, and therefore, further grinding on mating surfaces is required.
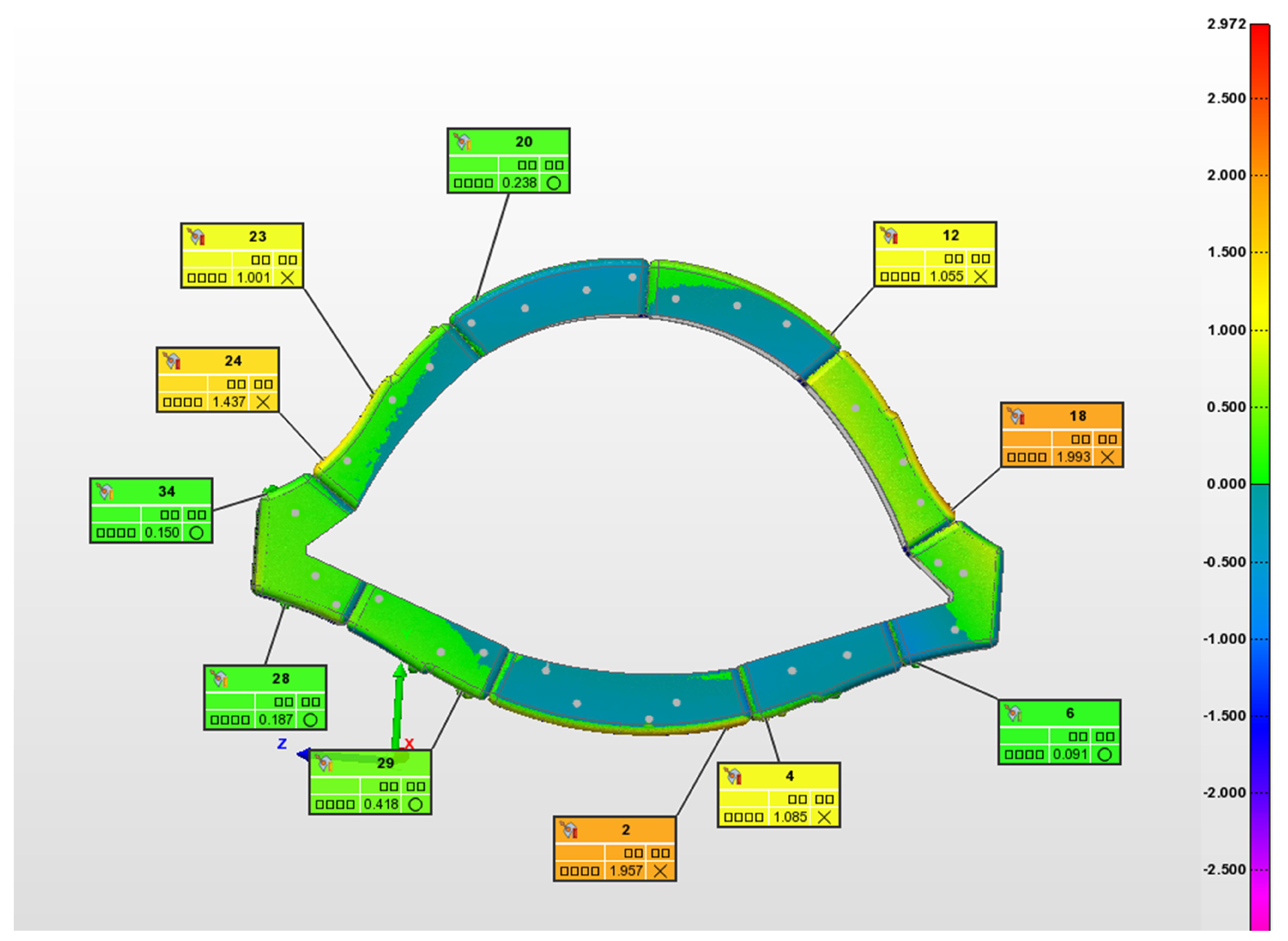
Three assemblies and measurements are carried out by directly assembling the parts that have not been ground. The measured contours of the assembly are shown in
Figure 16 and
Table 3. The results indicate that a qualified assembly could not be completed without grinding and repairing the mating surfaces, which is consistent with the algorithm’s prediction. The contour excess rate of the assembled body parts is 51.9%, and the average value of the contour excess value is 0.867 mm.
The maximum allowable grinding amounts (unit in mm) of each grinding surface were set as below, on the basis of grinding requirements for corresponding structures of aerospace vehicles.
By combining Equations (12), (27) and (28), the relationship between the grinding amount
and the closed-loop deviation
, represented by the sensitive matrix
, can be calculated. Along with the calculated deviation values in the closed loop and the grinding amount limitation, the sensitive matrix and the grinding solution are presented in
Table 4.
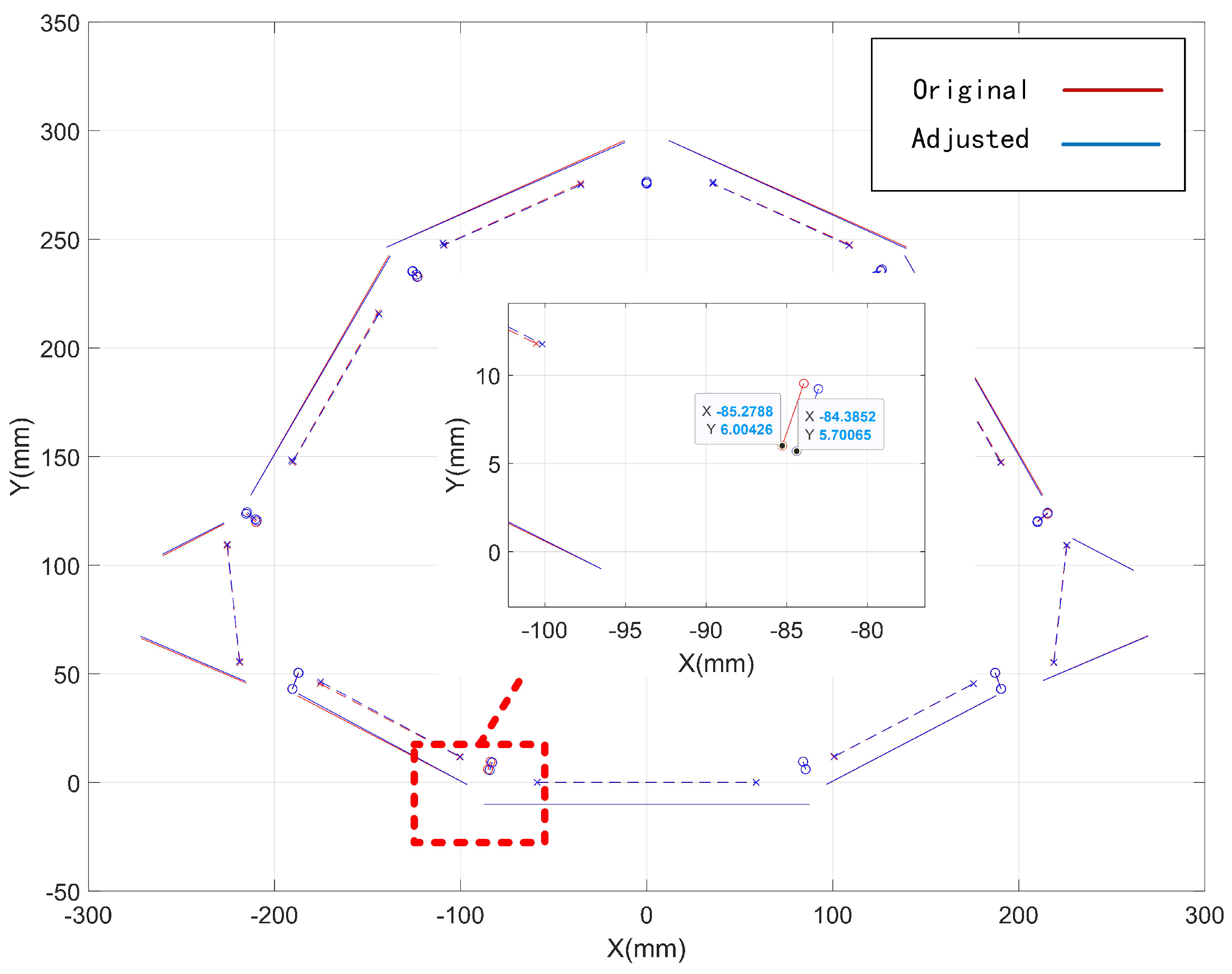
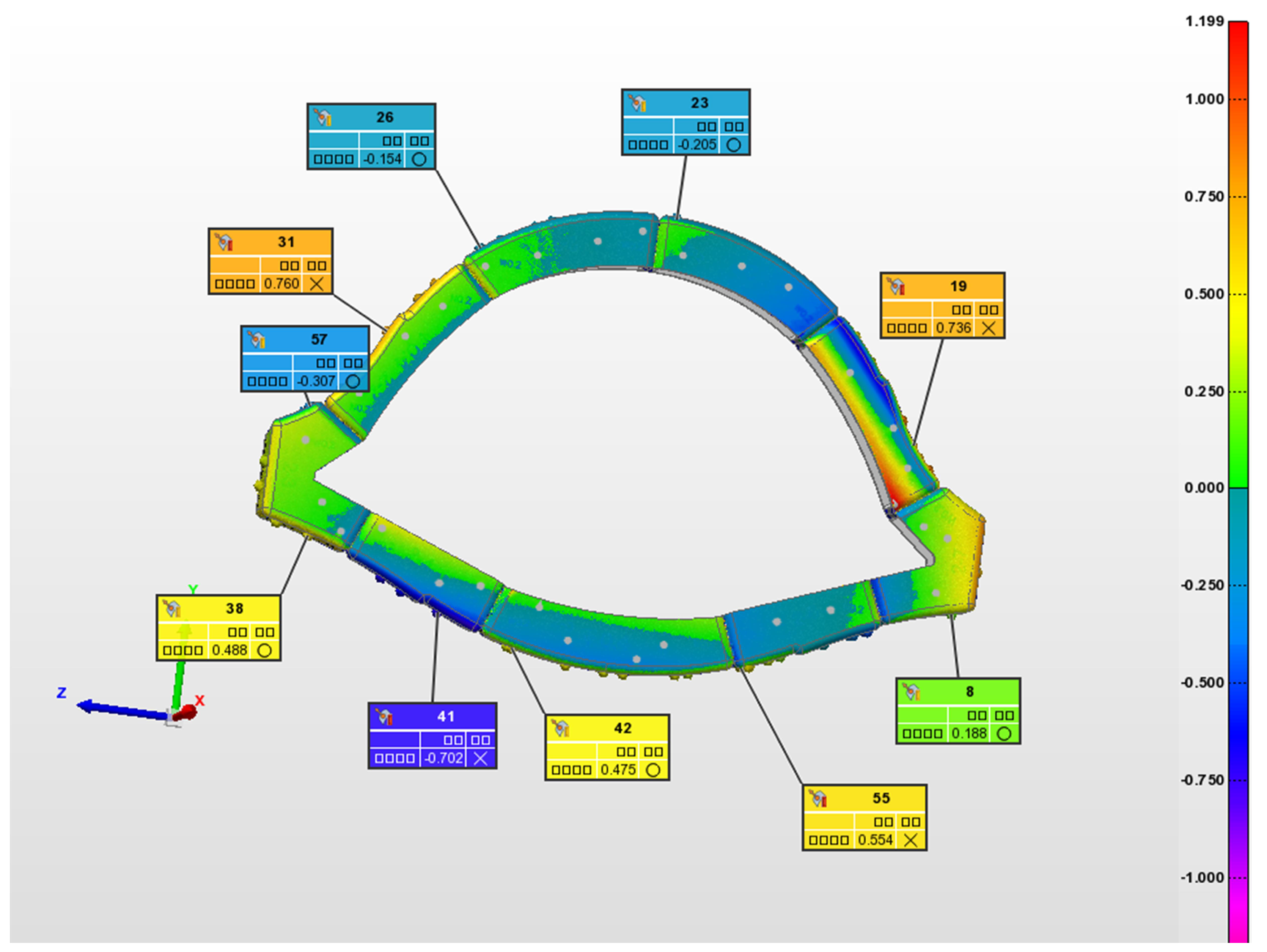
According to the algorithm’s analysis results, the parts were ground, and then, assembled. Three assemblies and measurements were carried out, and the results are shown in
Figure 17 and
Table 5.
The results show that after grinding the contour excess rate is reduced to 14.8% and the average value of contour excess is reduced to 0.286 mm. Some values still exceed the allowed range after the adjustment. It is presumed that the lack of assembly precision in the laboratory environment has led to the matching surfaces not being fully adhered, leading to inaccurate adjustments of the assembly relationship and the grinding value . In order to solve this problem, it is planned to determine an adjustment correction factor through more assembly tests in future work.
5. Conclusions
This work proposes a data-driven assembly geometric precision analysis and optimization method for underconstrained structures. The main contributions are as follows:
A VLM-SMS modeling method is proposed. Dimensional features and dimensional deviation transfer paths of the target structure are described by the VLM. The SMS method is employed to describe the surface morphology deviation of the part’s surface and analyze its influence on the assembly accuracy of the mating surfaces.
An assembly-stage-oriented optimization method for underconstrained structures is proposed. By considering the actual process, additional constraints are established to facilitate the analysis. This method determines whether a group of parts needs to be ground through the objective function, then allocates the amount of grinding through sensitivity analysis to improve assembly efficiency by reducing the number of grinding surfaces.
The effectiveness of the proposed method is verified through assembly experiments. The experiment results show that under the guidance of the proposed method, there is a significant improvement in the contour excess rate and average contour excess value of the assembly after grinding.
However, there are still shortcomings in the existing methods: (1) After grinding and repairing according to the guidance of the proposed methodology, some excess deviations still exist. It is hypothesized that this is due to the insufficiency of the existing assembly tools, resulting in the precision of the adjustment amount not being accurate. (2) There might be a situation where the mating surfaces are not fully adherent, which introduces a rotational deviation. (3) The proposed method can only optimize structure in series connections. However, in the case of real products, where structures with parallel connections exist, the proposed method is not applicable. Deformations due to internal stresses are also omitted in these assembly scenarios, while in some assembly scenarios deformations cannot be ignored. Future work will consider the impact of rotational errors introduced by mating surface misalignment on assembly, and determine a set of adjustment correction factors through more assembly tests; data analysis methods will also be applied to find potential data correlations based on measurement data. Simultaneously, efforts will be directed towards developing high-precision assembly tooling applicable for more complex structures. Supplementary optimization algorithms suitable for parallel structures, as well as algorithms that can take deformation into account, will be explored in future work.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}