
The Development of a Next-Generation Latticed Resistojet Thruster for CubeSats


Abstract
:1. Introduction
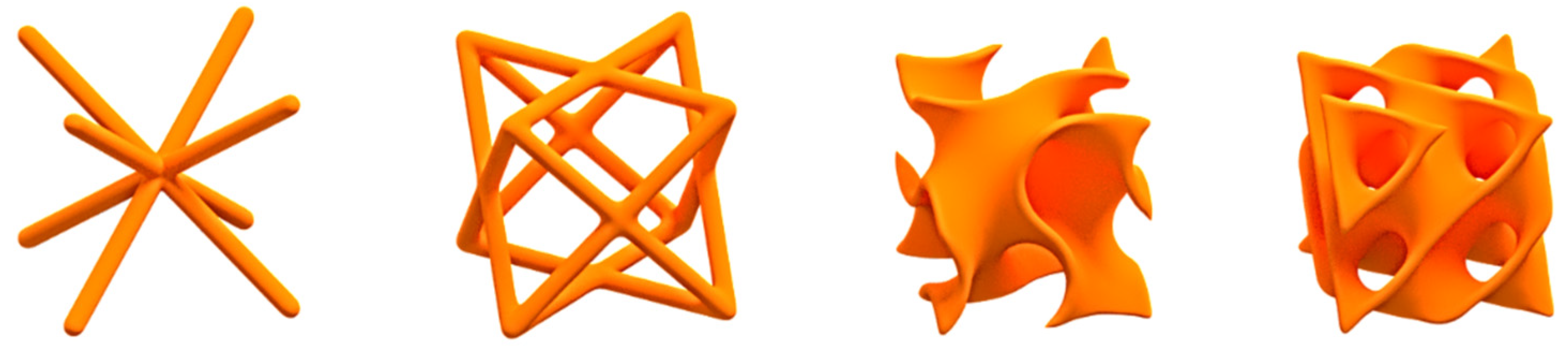
2. Literature Review of Lattice Structures and Their Heat Transfer Applications
3. Resistojet Thruster Design
3.1. Thruster Concept and Parameters
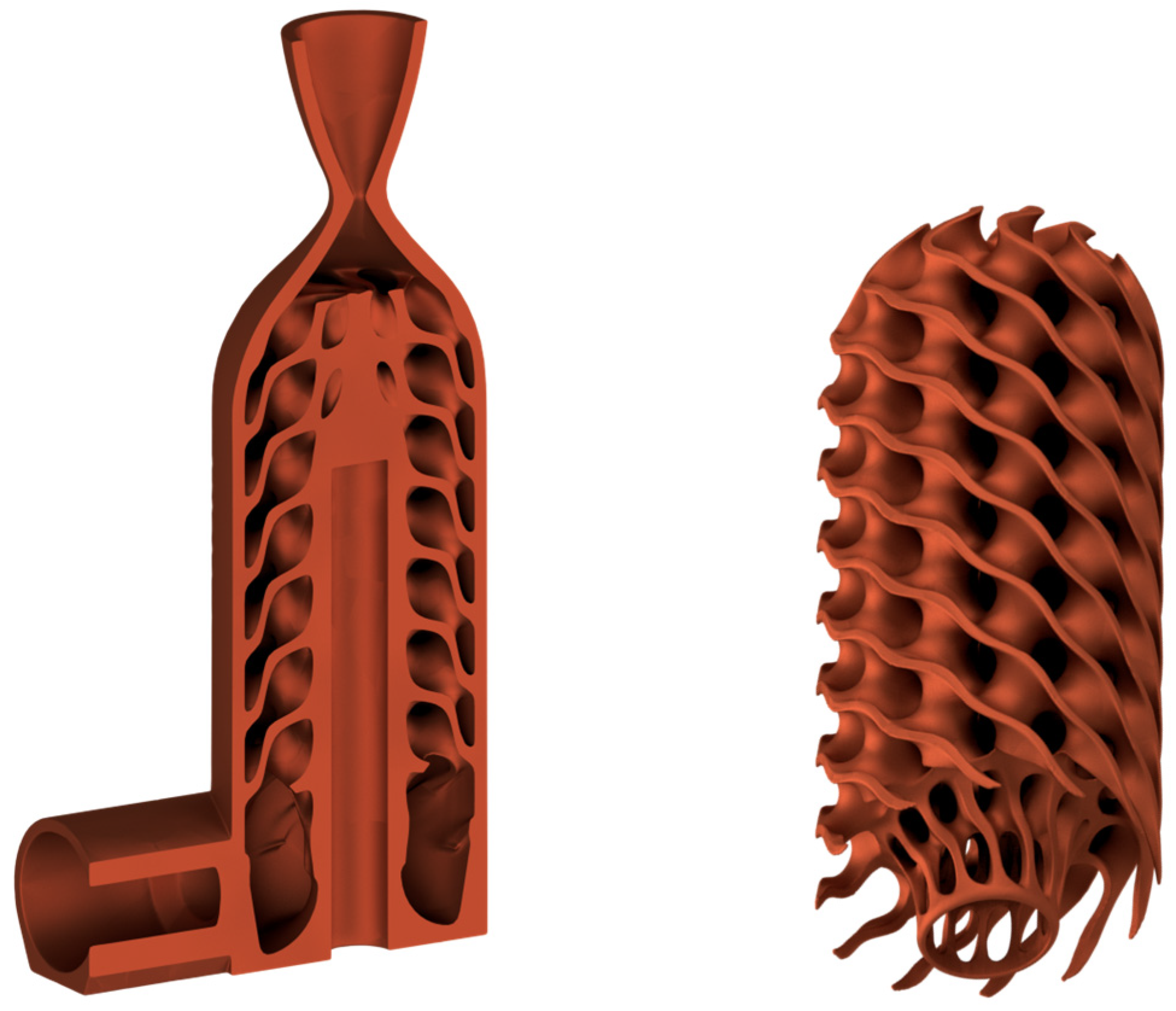
3.2. Heat Exchanger Design
3.3. Material Selection
4. Conjugate Heat Transfer Analysis
4.1. Purpose and Scope
4.2. Meshing and Boundary Conditions
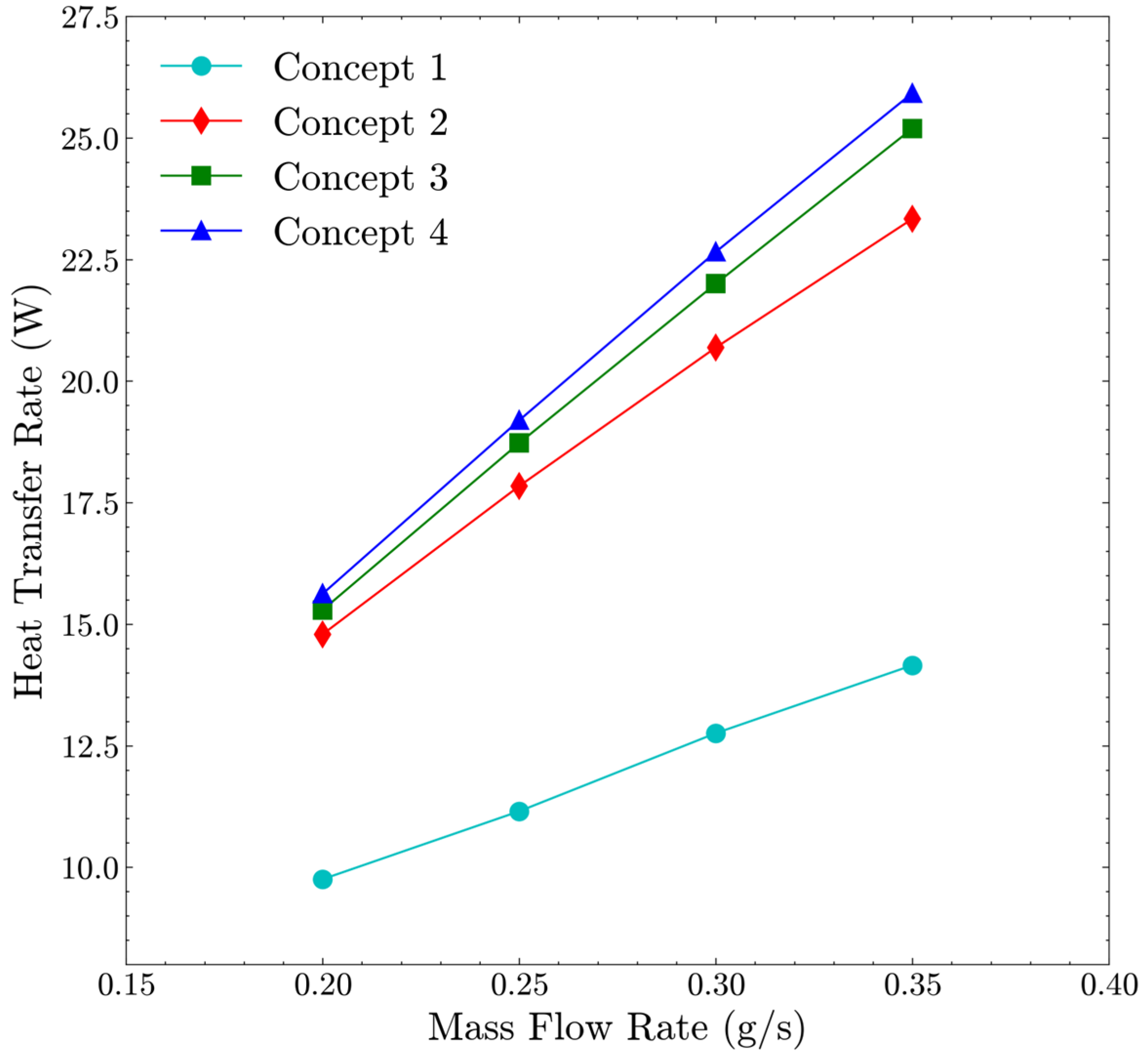
4.3. Design Screening Analysis
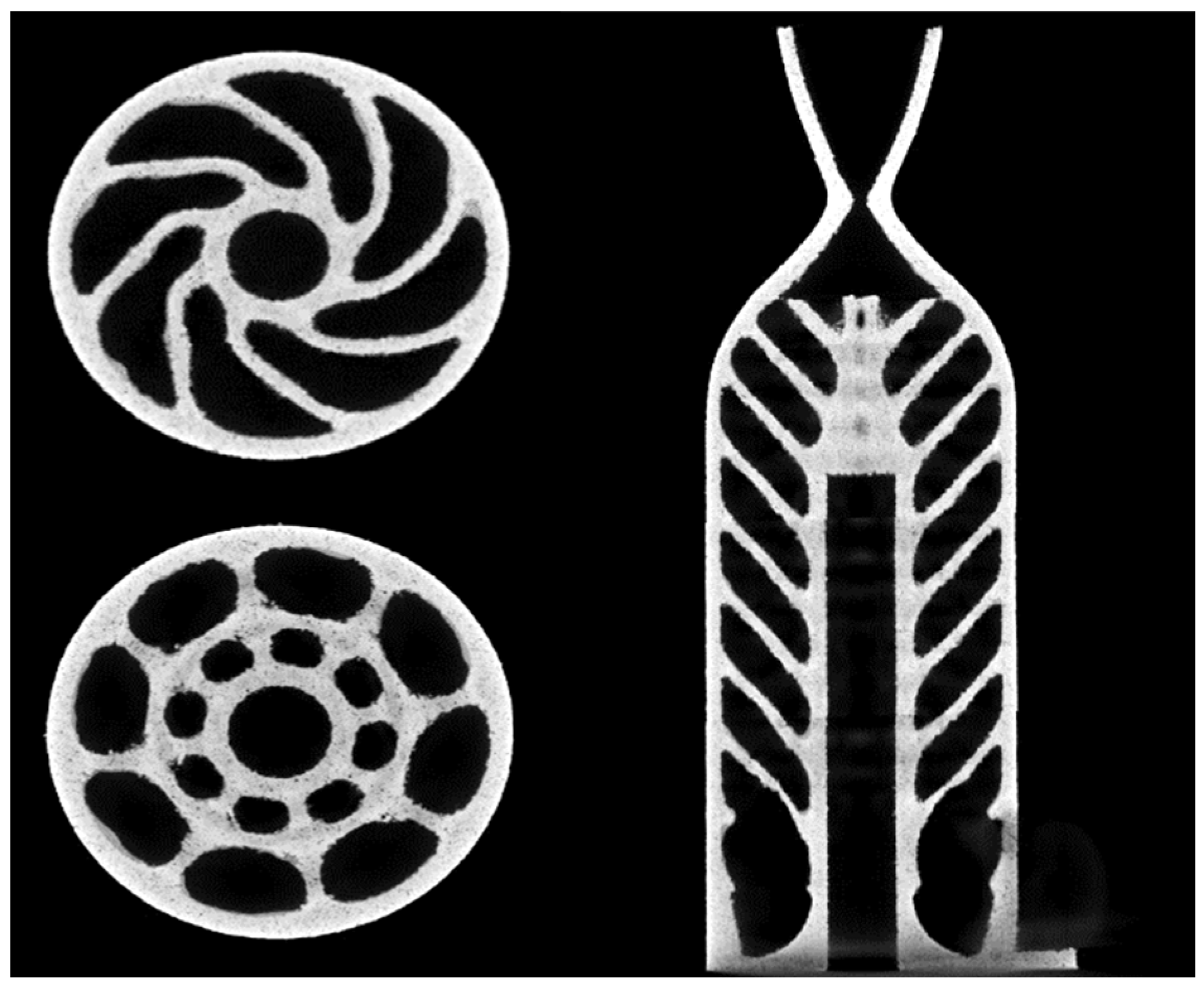
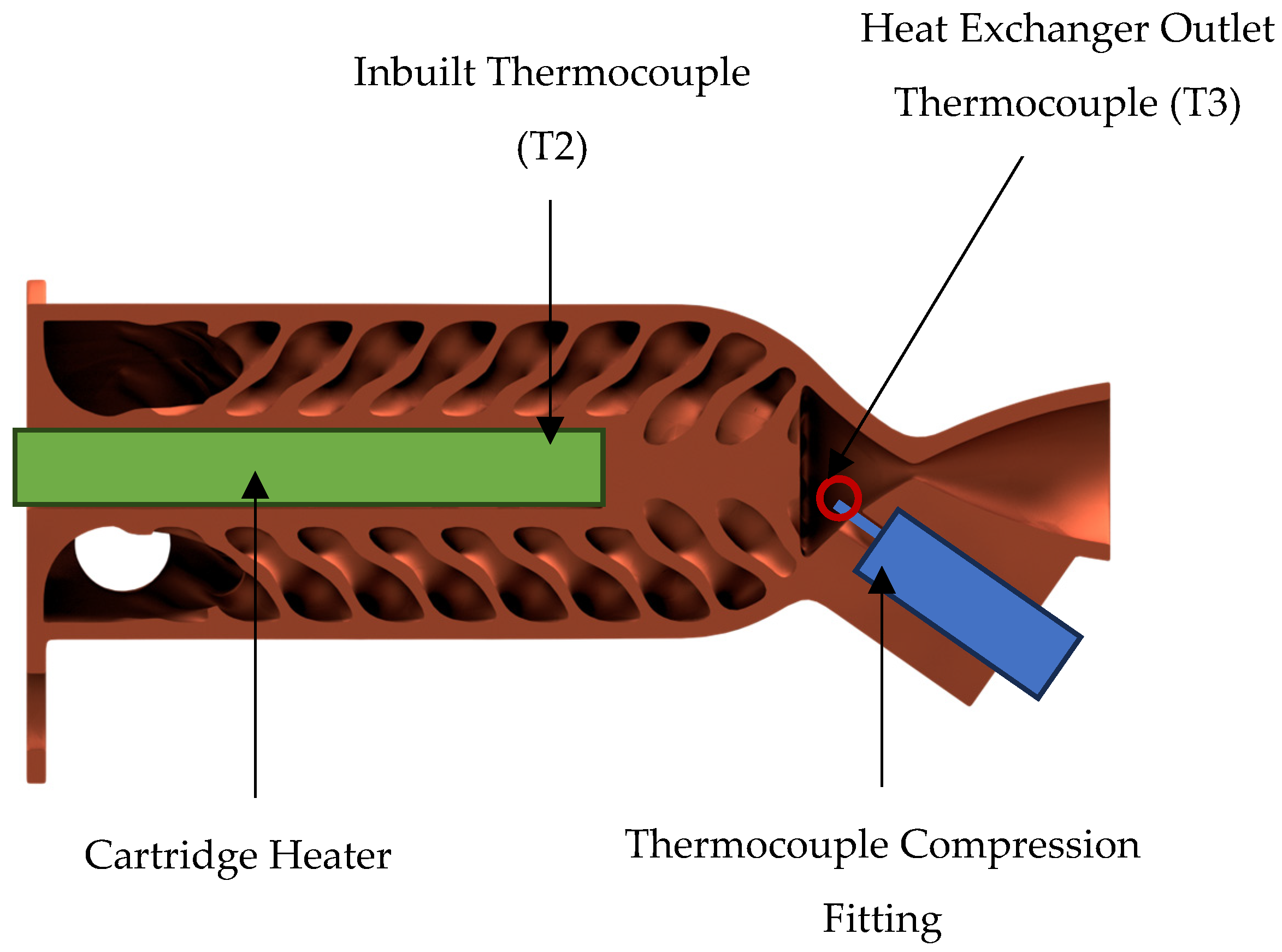
5. Prototype Thruster
6. Experimental Methodology
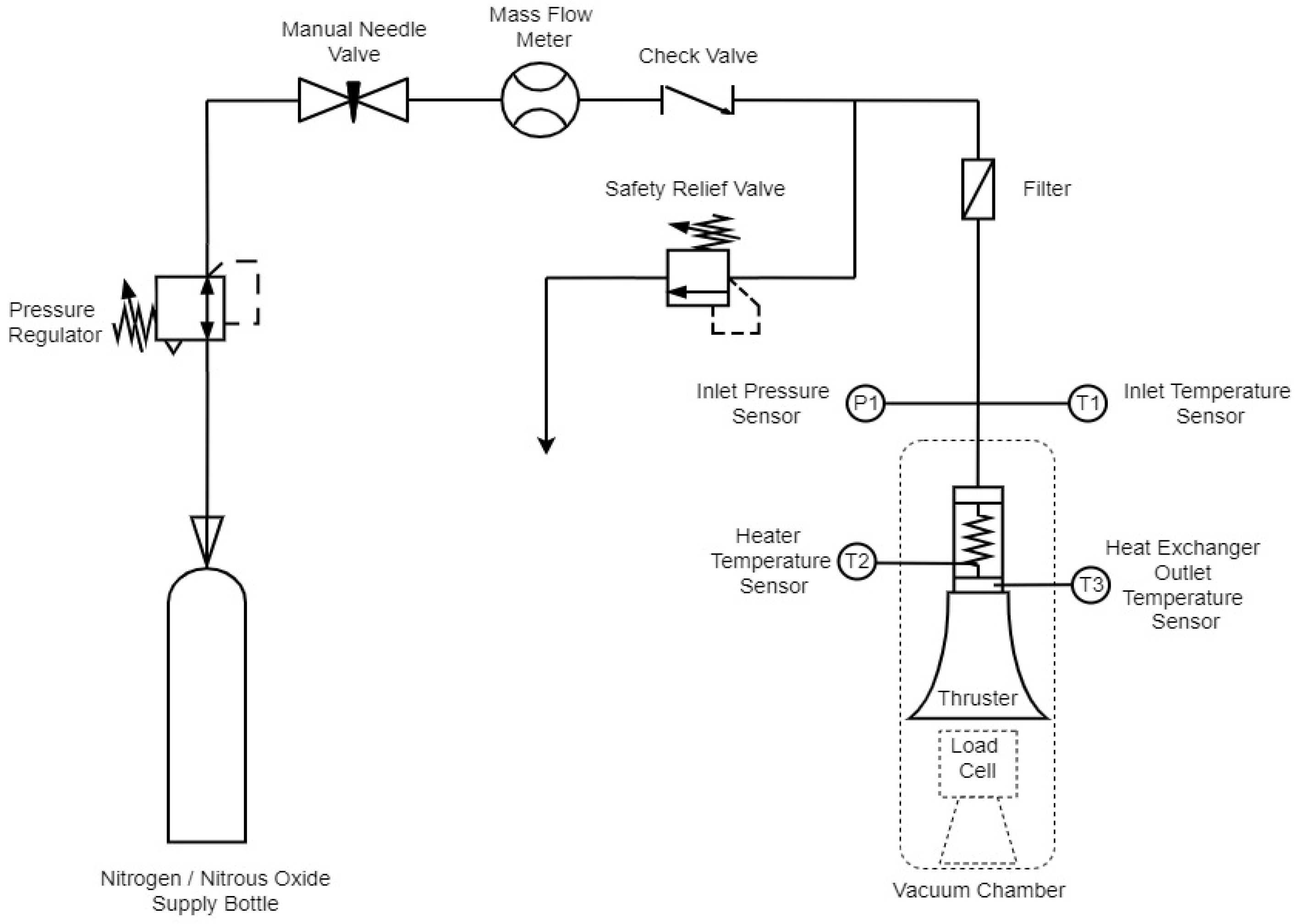
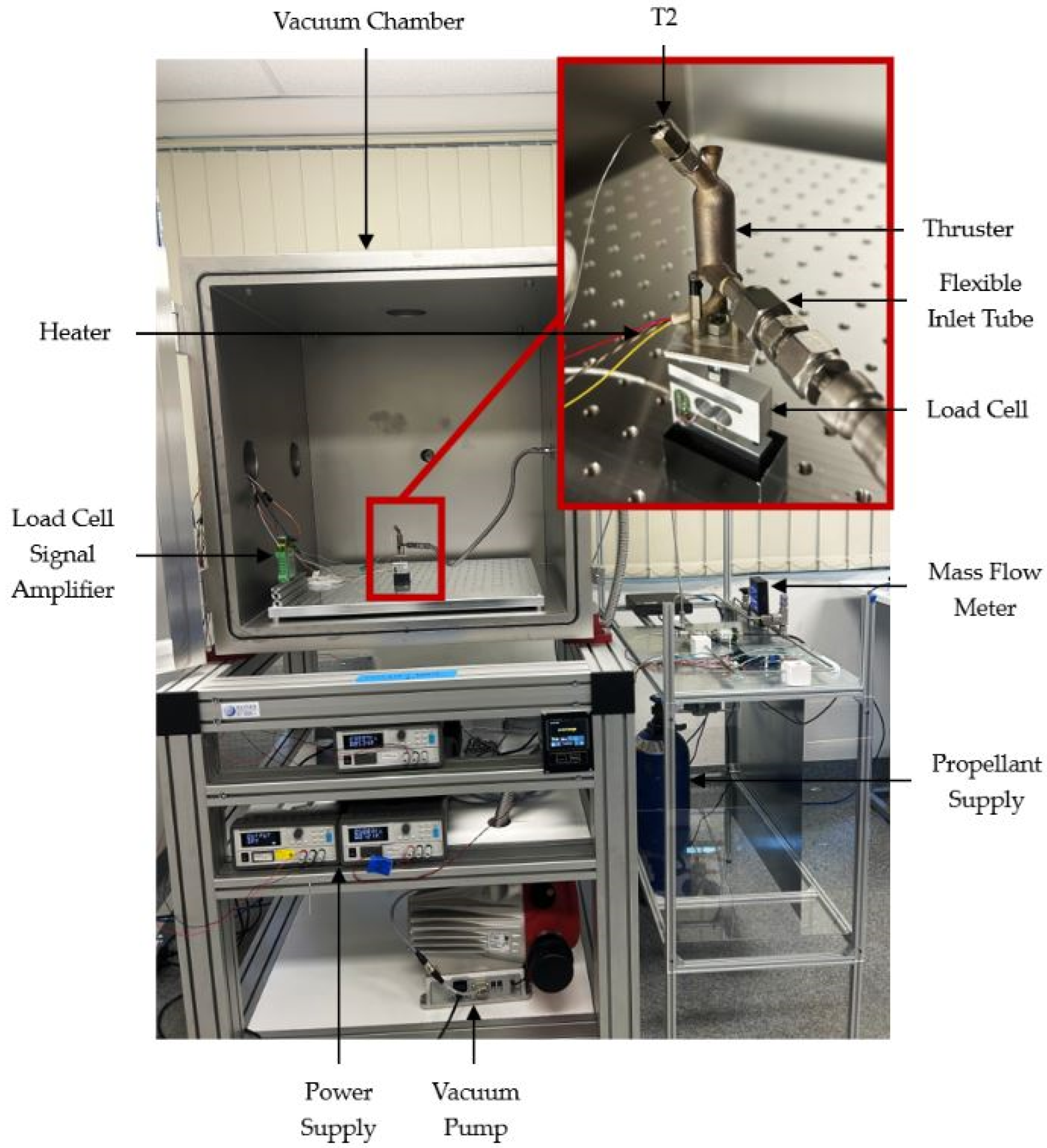
6.1. Experimental Setup
6.2. Experimental Test Cases
7. Results
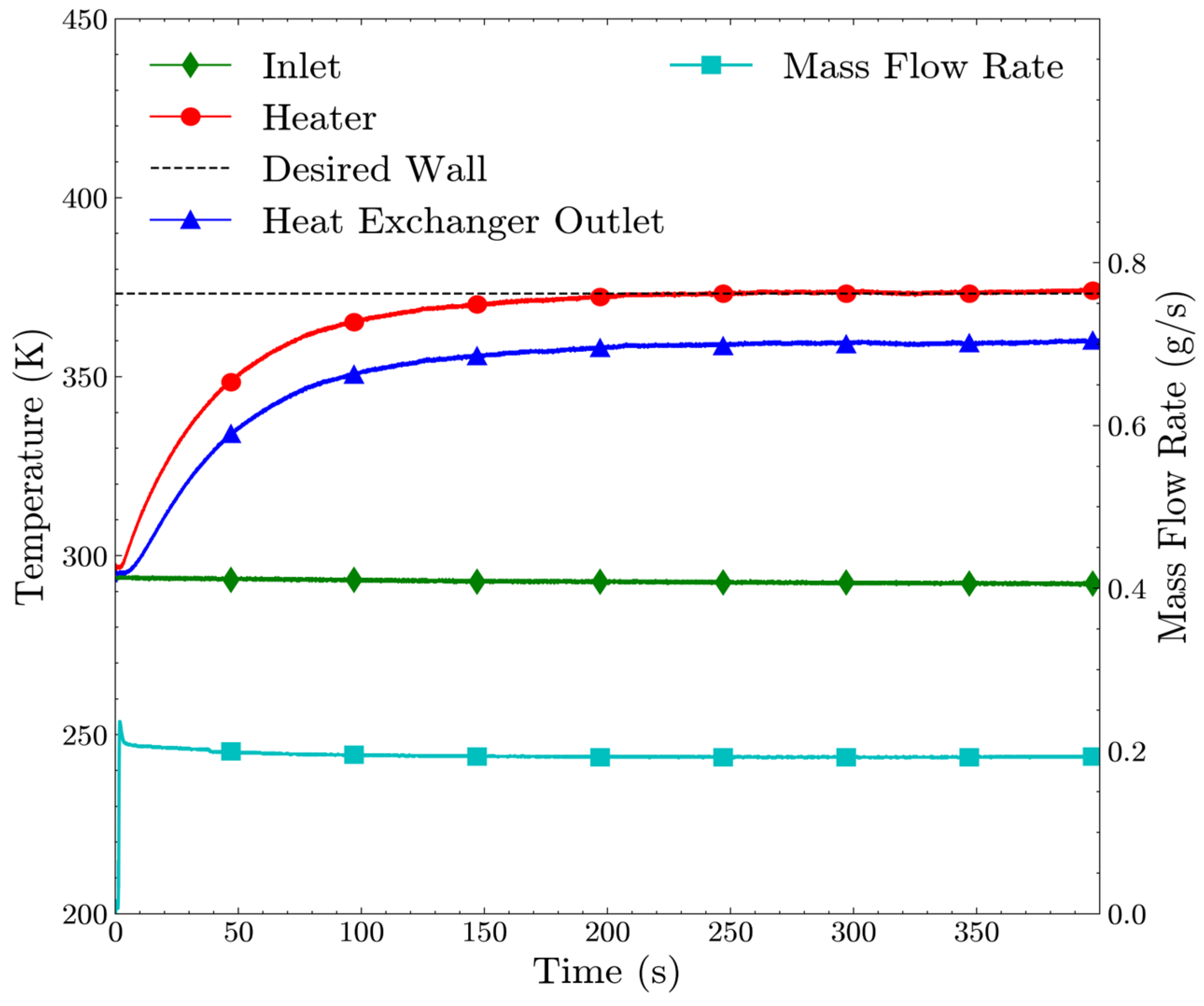
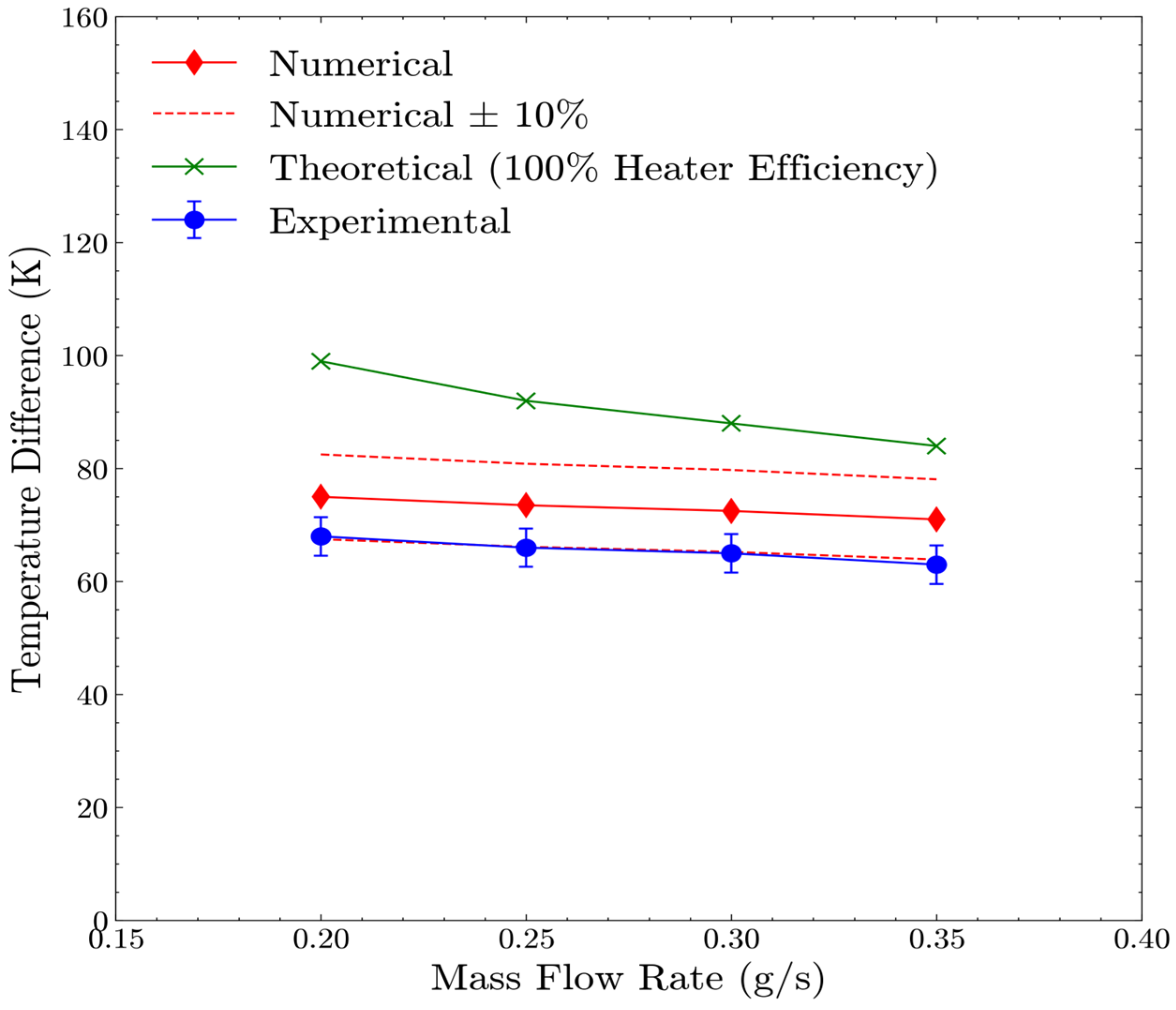
7.1. Computational Model Validation
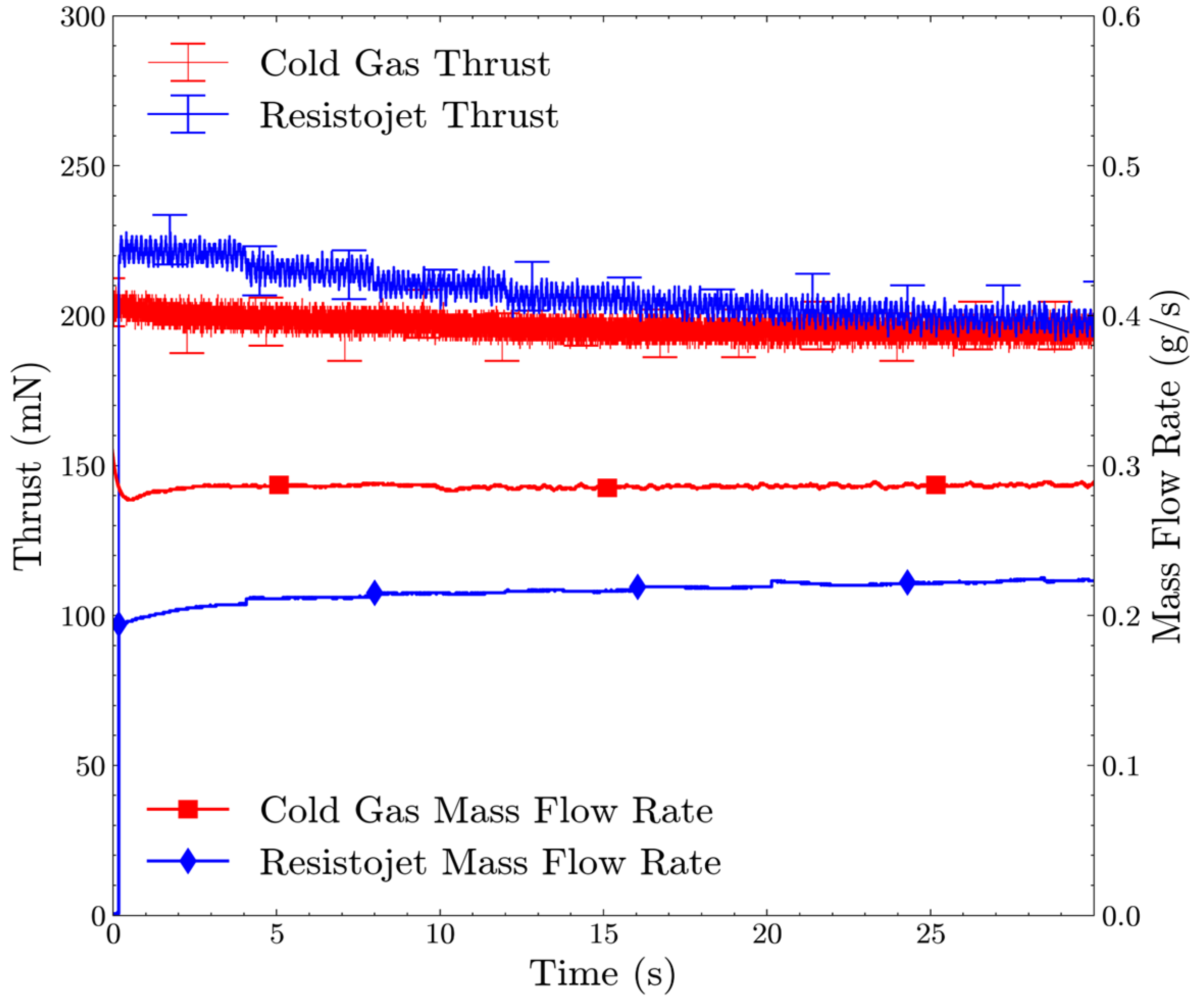
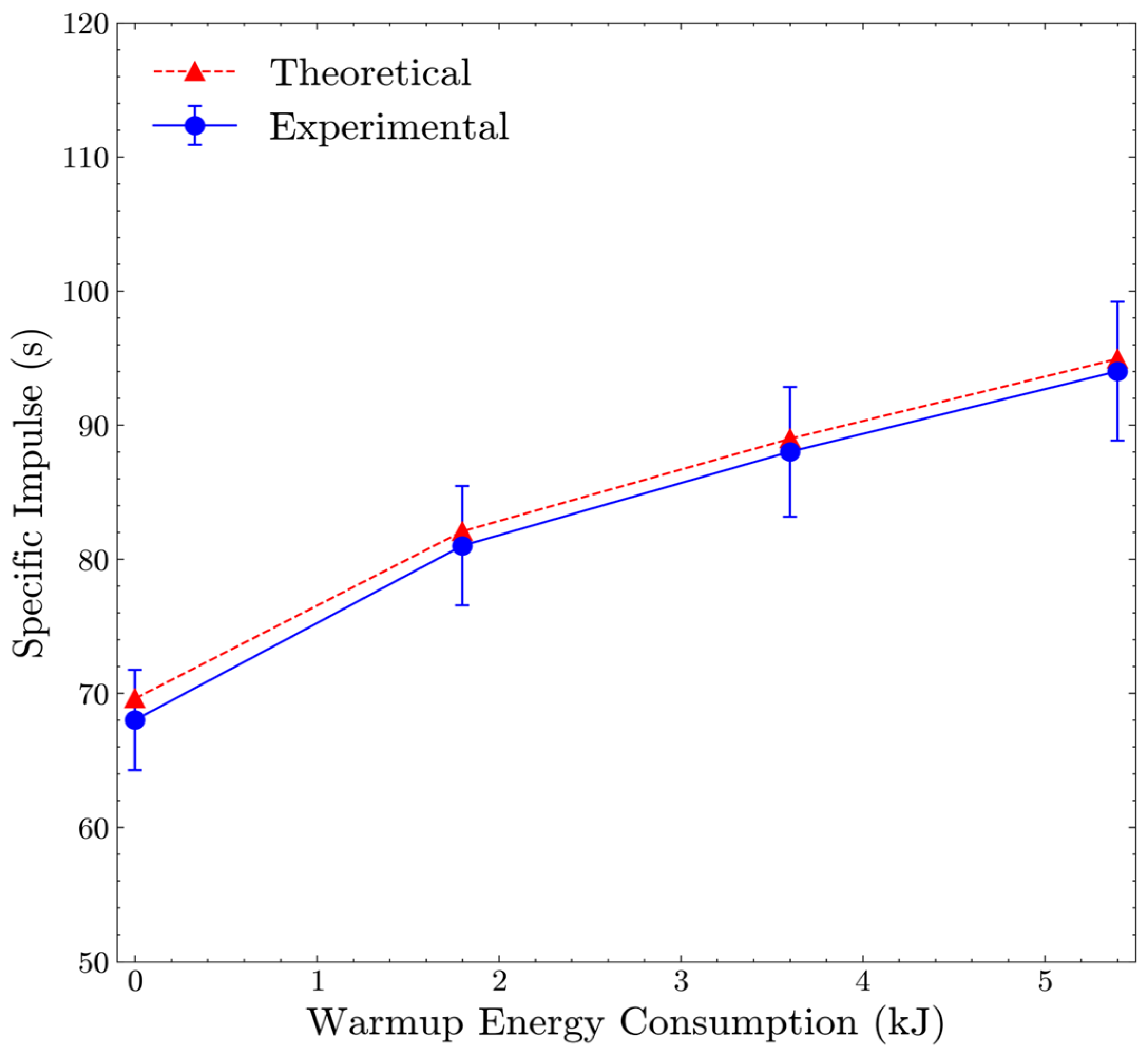
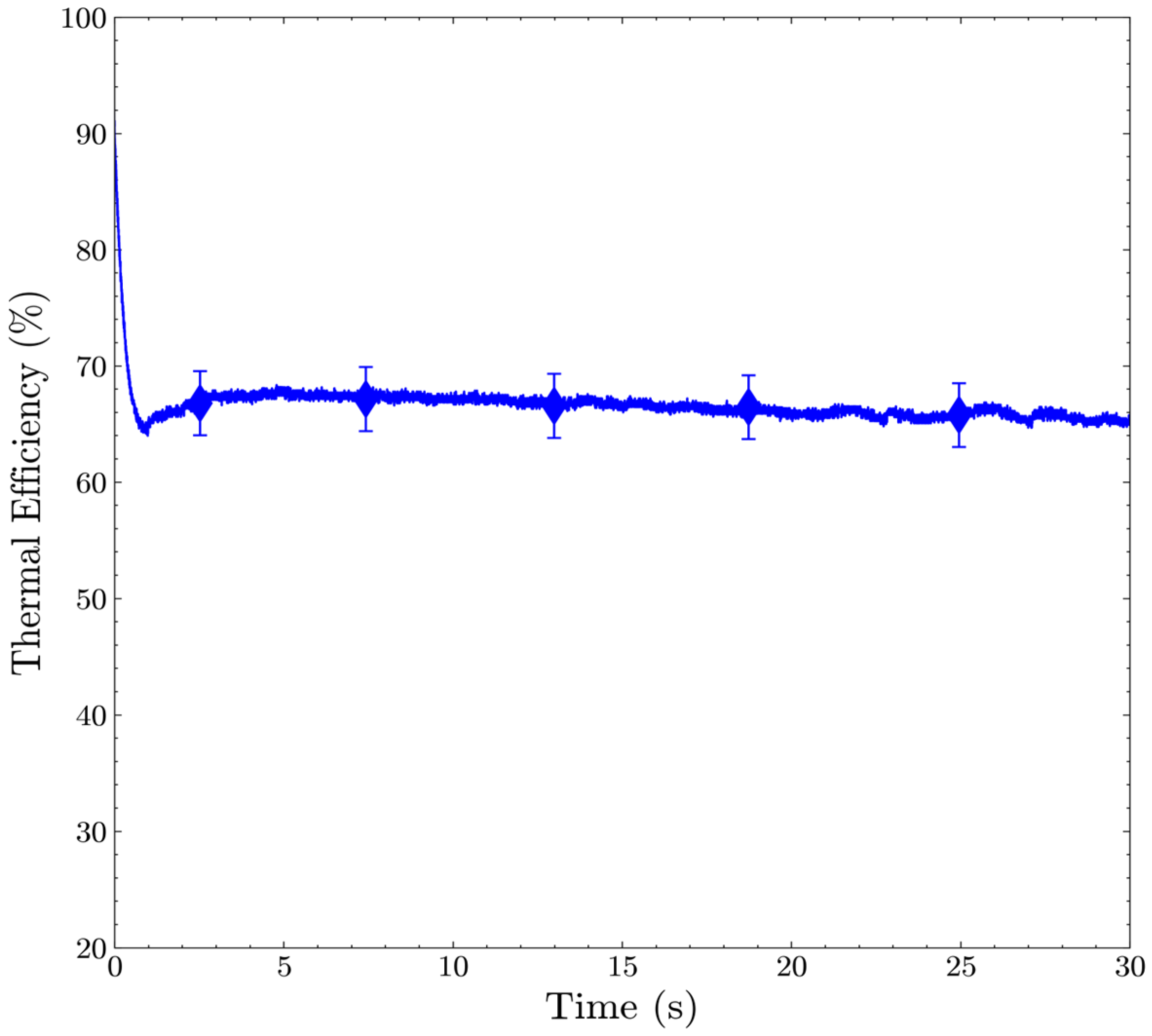
7.2. Propulsive Performance Testing
8. Discussion
9. Conclusions
10. Patents
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Malphrus, B.K.; Freeman, A.; Staehle, R.; Klesh, A.T.; Walker, R. Interplanetary CubeSat missions. In Cubesat Handbook; Elsevier: Amsterdam, The Netherlands, 2021; pp. 85–121. ISBN 978-0-12-817884-3. [Google Scholar]
- Alnaqbi, S.; Darfilal, D.; Swei, S.S.M. Propulsion Technologies for CubeSats: Review. Aerospace 2024, 11, 502. [Google Scholar] [CrossRef]
- Powell, S. Industry Update: Prevalence of Nitrous-Based In-Space Propellants. Available online: https://www.dawnaerospace.com/latest-news/prevalence-of-nitrous-based-in-space-propellants (accessed on 12 July 2024).
- Chandran, S.; Yli-Opas, P.; Hämäläinen, I.; Peitso, P.; Vilenius, V. Miniaturizing a Resistojet: Design, Analysis and Manufacturing. In Proceedings of the The Space Propulsion Conference, Estoril, Portugal, 17–19 March 2020. [Google Scholar]
- Lemmer, K. Propulsion for CubeSats. Acta Astronaut. 2017, 134, 231–243. [Google Scholar] [CrossRef]
- Zakirov, V.; Sweeting, M.; Lawrence, T.; Sellers, J. Nitrous oxide as a rocket propellant. Acta Astronaut. 2001, 48, 353–362. [Google Scholar] [CrossRef]
- Rovey, J.L.; Lyne, C.T.; Mundahl, A.J.; Rasmont, N.; Glascock, M.S.; Wainwright, M.J.; Berg, S.P. Review of multimode space propulsion. Prog. Aerosp. Sci. 2020, 118, 100627. [Google Scholar] [CrossRef]
- NASA LunaH-Map Mission. Available online: https://blogs.nasa.gov/lunah-map/ (accessed on 10 December 2023).
- Smith, C.; Cheek, N.; Burnside, C.; Baker, J.; Adell, P.; Picha, F.; Kowalkowski, M.; Lightsey, G. The Journey of the Lunar Flashlight Propulsion System from Launch through End of Mission. In Proceedings of the 37th Annual Small Satellite Conference, SSC23-VI-03, Logan, UT, USA, 26 July 2023. [Google Scholar]
- Lauck, F.; Werling, L.; Dobusch, J.; Gritzka, M.; Stratmann, V.; Merz, F.; Hã, T. From Lampoldshausen to Orbit: DLR Spin-off GreenDelta and the Development Status of Green Propellant Thrusters Based on H2O2 and N2O. In Proceedings of the 37th Annual Small Satellite Conference, SSC23-VI-07, Logan, UT, USA, 5–10 August 2023. [Google Scholar]
- Walton, M. Introducing Resistojet Thruster Technology. May 2022. [Benchmark Space Systems]. Available online: https://www.benchmarkspacesystems.com/news/post/benchmark-introduces-resistojet-thruster-technology (accessed on 31 July 2024).
- Mirtich, M. Resistojet Propulsion for Large Spacecraft Systems; NASA Technical Memorandum; Lewis Research Center: Cleveland, OH, USA, 1982.
- Gibbon, D.; Baker, A.; Coxhill, I.; Sweeting, M. The Development of a Family of Resistojet Thruster Propulsion Systems for Small Spacecraft. In Proceedings of the 17th Annual AIAA/USU Conference on Small Satellites, Logan, UT, USA, 11–14 August 2003. [Google Scholar]
- Lawrence, T. Research into Resistojet Rockets for Small Satellite Applications. Ph.D. Thesis, University of Surrey, Surrey, UK, 1998. [Google Scholar]
- Romei, F.; Grubišić, A.N. Validation of an additively manufactured resistojet through experimental and computational analysis. Acta Astronaut. 2020, 167, 14–22. [Google Scholar] [CrossRef]
- Nakata, D.; Kinefuchi, K. Thermal Design and Experimental Verification of the 3D-printed Registojet. In Proceedings of the 2018 Joint Propulsion Conference, Cincinnati, OH, USA, 9–11 July 2018; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 2018. [Google Scholar] [CrossRef]
- Evans, A.G.; Hutchinson, J.W.; Fleck, N.A.; Ashby, M.F.; Wadley, H.N.G. The topological design of multifunctional cellular metals. Prog. Mater. Sci. 2001, 46, 309–327. [Google Scholar] [CrossRef]
- Pan, C.; Han, Y.; Lu, J. Design and Optimization of Lattice Structures: A Review. Appl. Sci. 2020, 10, 6374. [Google Scholar] [CrossRef]
- Sokollu, B.; Gulcan, O.; Konukseven, E.I. Mechanical properties comparison of strut-based and triply periodic minimal surface lattice structures produced by electron beam melting. Addit. Manuf. 2022, 60, 103199. [Google Scholar] [CrossRef]
- Dutkowski, K.; Kruzel, M.; Rokosz, K. Review of the State-of-the-Art Uses of Minimal Surfaces in Heat Transfer. Energies 2022, 15, 7994. [Google Scholar] [CrossRef]
- Maconachie, T.; Leary, M.; Lozanovski, B.; Zhang, X.; Qian, M.; Faruque, O.; Brandt, M. SLM lattice structures: Properties, performance, applications and challenges. Mater. Des. 2019, 183, 108137. [Google Scholar] [CrossRef]
- Kaur, I.; Singh, P. State-of-the-art in heat exchanger additive manufacturing. Int. J. Heat Mass Transf. 2021, 178, 121600. [Google Scholar] [CrossRef]
- Kaur, I.; Singh, P. Critical evaluation of additively manufactured metal lattices for viability in advanced heat exchangers. Int. J. Heat Mass Transf. 2021, 168, 120858. [Google Scholar] [CrossRef]
- Mahmoud, D.; Tandel, S.R.S.; Yakout, M.; Elbestawi, M.; Mattiello, F.; Paradiso, S.; Ching, C.; Zaher, M.; Abdelnabi, M. Enhancement of heat exchanger performance using additive manufacturing of gyroid lattice structures. Int. J. Adv. Manuf. Technol. 2023, 126, 4021–4036. [Google Scholar] [CrossRef]
- Li, W.; Yu, G.; Yu, Z. Bioinspired heat exchangers based on triply periodic minimal surfaces for supercritical CO2 cycles. Appl. Therm. Eng. 2020, 179, 115686. [Google Scholar] [CrossRef]
- Tang, W.; Zhou, H.; Zeng, Y.; Yan, M.; Jiang, C.; Yang, P.; Li, Q.; Li, Z.; Fu, J.; Huang, Y.; et al. Analysis on the convective heat transfer process and performance evaluation of Triply Periodic Minimal Surface (TPMS) based on Diamond, Gyroid and Iwp. Int. J. Heat Mass Transf. 2023, 201, 123642. [Google Scholar] [CrossRef]
- Dixit, T.; Al-Hajri, E.; Paul, M.C.; Nithiarasu, P.; Kumar, S. High performance, microarchitected, compact heat exchanger enabled by 3D printing. Appl. Therm. Eng. 2022, 210, 118339. [Google Scholar] [CrossRef]
- Romei, F. High Temperature Resistojets for All-Electric Spacecraft. Ph.D. Thesis, University of Southampton, Faculty of Engineering and Physical Sciences, Southampton, UK, 2019. [Google Scholar]
- Mankavi, F.; Rezaeiha, A. Design and Development of a Low Power Laboratory Resistojet. In Proceedings of the AJCPP2012, Xi’an, China, 1–4 March 2012. [Google Scholar]
- Samson, S.; Tran, P.; Marzocca, P. Design and modelling of porous gyroid heatsinks: Influences of cell size, porosity and material variation. Appl. Therm. Eng. 2023, 235, 121296. [Google Scholar] [CrossRef]
- Gradl, P.R.; Protz, C.S.; Cooper, K.; Ellis, D.; Evans, L.J.; Garcia, C. GRCop-42 Development and Hot-fire Testing Using Additive Manufacturing Powder Bed Fusion for Channel-cooled Combustion Chambers. In Proceedings of the AIAA Propulsion and Energy 2019 Forum, Indianapolis, IN, USA, 19–22 August 2019; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 2019. [Google Scholar]
- Lawrence, T.J.; Sweeting, M.; Paul, M.; Sellers, J.J.; LeDuc, J.R. Performance Testing of a Resistojet Thruster for Small Satellite Applications; Air Force Research Laboratory California: Boron, CA, USA, 1998. [Google Scholar]
- Sweeting, M.N.; Lawrence, T.; Leduc, J. Low-cost orbit manoeuvres for minisatellites using novel resistojet thrusters. Proc. Inst. Mech. Eng. Part G J. Aerosp. Eng. 1999, 213, 223–231. [Google Scholar] [CrossRef]
- Zakirov, V.; Sweeting, M.; Erichsen, P.; Lawrence, T. Specifics of Small Satellite Propulsion: Part 1. In Proceedings of the 15th AIAA/USU Conference on Small Satellites, SSC01-XI-6, Logan, Utah, 13–16 August 2001. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thruster Parameter | Target Value |
|---|---|
| Chamber Pressure | 400 kPa |
| Mass Flow Rate | 0.2 g/s |
| Throat Diameter | 0.6 mm |
| Expansion Ratio | 100 |
| Material Property | Value |
|---|---|
| Thermal Conductivity | 280 W/mK |
| Specific Heat Capacity | 385 J/kgK |
| Density | 8790 kg/m3 |
| Boundary Condition | Boundary Type | Specification |
|---|---|---|
| Inlet | Mass flow | 0.2–0.35 g/s; 293 K |
| Outlet | Outflow | NA |
| Heater | Constant temperature | 373.15 K |
| External surface | Radiation | ε = 0.6; ambient = 293 K |
| Purpose | Test Case | Fluid | Mass Flow Rate (g/s) | Heater Power (W) [Volts, Amps] | Heater Warm-up Time (s) | Firing Duration (s) |
|---|---|---|---|---|---|---|
| Computational Validation | 1 | Nitrogen | 0.20 | 21.4 [19.8, 1.08] | 0 | 400 |
| 2 | Nitrogen | 0.25 | 24.2 [21.0, 1.15] | 0 | 400 | |
| 3 | Nitrogen | 0.30 | 27.6 [22.6, 1.22] | 0 | 400 | |
| 4 | Nitrogen | 0.35 | 31.0 [24, 1.29] | 0 | 400 | |
| Propulsive Performance Evaluation | 5 | Nitrous Oxide | 0.20 | 30 [24, 1.25] | 60 | 30 |
| 6 | Nitrous Oxide | 0.20 | 30 [24, 1.25] | 120 | 30 | |
| 7 | Nitrous Oxide | 0.20 | 30 [24, 1.25] | 180 | 30 | |
| Cold Gas Mode Reference | 8 | Nitrous Oxide | 0.20 | 0 | NA | 30 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Turner, D.; Howie, R.; Bland, P. The Development of a Next-Generation Latticed Resistojet Thruster for CubeSats. Aerospace 2024, 11, 714. https://doi.org/10.3390/aerospace11090714
Turner D, Howie R, Bland P. The Development of a Next-Generation Latticed Resistojet Thruster for CubeSats. Aerospace. 2024; 11(9):714. https://doi.org/10.3390/aerospace11090714
Chicago/Turabian StyleTurner, Daniel, Robert Howie, and Phil Bland. 2024. "The Development of a Next-Generation Latticed Resistojet Thruster for CubeSats" Aerospace 11, no. 9: 714. https://doi.org/10.3390/aerospace11090714