1. Introduction
Spaceborne electronics, such as satellite applications, are exposed to sine and random vibration loads over broad frequency ranges and acceleration levels during the lift-off event of a launch vehicle. They are also subjected to different forms of pyro-shock loads induced by the holding and release activation mechanism used to separate deployable structures or the stage separation of the launch vehicle. After the launch phases are completed, they are exposed to periodic thermal cycling loads induced by the intermittent of power-on and -off of electronics and the temperature variation of orbital thermal condition. This on-orbit thermal condition of electronics is crucial to the components of lead wires and solder joints that end up on printed circuit boards (PCBs), owing to the different coefficient of thermal expansion (CTE) mismatches between PCBs and solder materials. Extensive military testing experience over a period of several years has demonstrated that approximately 80% of electromechanical failures are due to thermal conditions, while the remaining 20% are triggered by vibration and shock loads [
1]. Most electronic failures are caused by solder joint, and the failure mechanism of solder joints have been investigated by several researchers. Ghaffarian [
2] performed a reliability evaluation on ceramic column grid array (CCGA) packages for space applications. Representative cycles to failure, failure mechanisms, and cross-sectional photomicrographs for these package assemblies under different thermal cycle regimes were investigated via thermal vacuum tests to simulate space environments. Using a global–local modeling technique, Cinar et al. [
3] investigated the effect of solder pad size on the fatigue life of fine-pitch ball grid array (FPGA) solder joints in memory modules triggered by harmonic excitation. The effectiveness of these technical approaches experimentally verified that the solder pad size in solder joints influences the fatigue life, as well as the reliability of solder joints under harmonic excitation. Kim et al. [
4] investigated the plastic ball grid array (PBGA) reliability assessment for satellite applications under harsh random vibrations and thermal shock environments. They also verified that the application of underfill on the solder junction remarkably enhanced its structural integrity and reduced solder stresses.
The mechanical loads induced by vibration, shock, and thermal loads encountered during launch and on-orbit environments can trigger various types of failures in spaceborne electronic equipment unless the proper design is considered to be the thermo-mechanical design of the electronics. In general, to guarantee the structural safety of electronic components under launch environments, the margin of safety with respect to the allowable deflection of PCBs under sine, random and shock loading conditions are evaluated according to the Steinberg’s vibration theory [
1]. Establishing a thermal design for spaceborne electronics is usually a two-part process. The first step is to perform the thermal design at the electronic equipment level, such that the estimated junction temperature for each component at the worst qualification temperature satisfies the derating requirements and application rules for electronic components [
5,
6]. In the second step, the thermal control subsystem at a satellite level provides moderate temperature conditions within the allowable temperature limits to electronics by implementing heat rejection to deep space using a radiator and an additional heater control in the cold conditions.
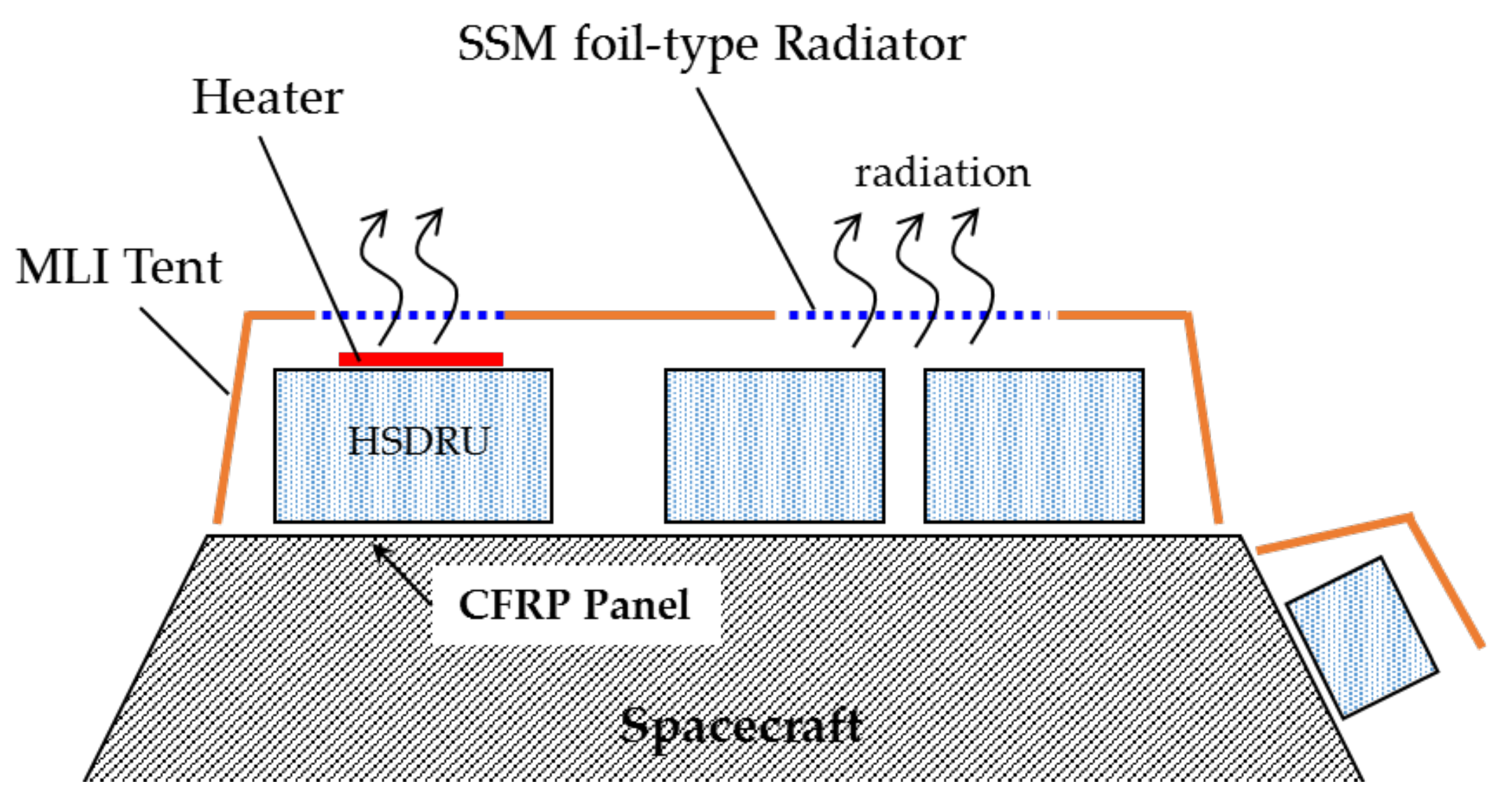
In general, spaceborne electronics are installed on the internal side of sandwich panels of spacecraft. This installation is effective for reducing cosmic ray effects on integrated circuits of electronics. The heat waste of electronics during mission operations is generated by radiation to deep space environments, using radiators attached to the external side of spacecraft panels. Because the external surfaces of a spacecraft with radiators, such as a second surface mirror or thermal-control coatings for various purposes, are radiatively coupled to deep space environments, securing the thermal path from high heat dissipation units to the mounting interface of the electronics is important for the thermal design of electronics installed on the internal side of sandwich panels of spacecraft. This indicates that the bottom side of the electronics conductively couple to the internal panel structure with a radiating area on the outside of the spacecraft’s panel.
The main features of the high-speed digital receiver unit (HSDRU) developed for spaceborne synthetic aperture radar applications is its mounting position on the spacecraft. It is installed on the external side of a carbon fiber-reinforced panel (CFRP) honeycomb panel structure of spacecraft with low thermal conductivity owing to its mechanical design constraints, which is in contrast to the conventional electronics installed on the internal side of the spacecraft’s panel structure. In addition, an HSDRU has high-heat dissipation units of FPGAs owing to its high-speed signal processing capability. The main heat waste mechanism of electronics during mission operation is achieved by radiation through upper housing surfaces of the electronics because they are coupled with a foil-type radiator installed near the upper housing of electronics. Therefore, a novel thermal design approach is required, in place of the conventional electronics positioned on the internal side of the spacecraft. The thermo-mechanical philosophy of an HSDRU is to apply dual heat sinks with thermal gap pads and secure the heat rejection path to the upper housing of the HSDRU which interfaces with the foil radiator. The heat sink is also adopted as a mechanical stiffener, which contributes to the mass reduction of the HSDRU. In addition, thermal gap pads implemented between the heat sink and heat dissipation components are beneficial in increasing the fatigue life on the solder joint, owing to the restriction of the dynamic response of PCB. In this study, the effectiveness of the design, considering the perspective of heat sinks with additional functions of the mechanical stiffener, was verified via numerical simulation and launch environment vibration tests.
3. Launch Environment Test
To validate the effectiveness of the thermo-mechanical design of the HSDRU proposed in this study, launch environment vibration test campaigns such as sine, random and shock tests were conducted at qualification levels described in
Table 3,
Table 4,
Table 5.
Figure 13 presents an example of a vibration test set-up in each axis. Vibration input level control was conducted using the average input level control sensors of P1 and P2. The output sensor for checking the dynamic response of the HSDRU was located on the upper housing of the HSDRU. The qualification tests for the random and shock tests were performed according to the specification summarized in
Table 3,
Table 4,
Table 5. The test condition tolerance of the PSD level and overall grms were ±3 dB and ±10%, respectively. In the test, to validate the structural safety of the HSDRU, a resonance survey test (LLSS: low-level sine sweep) was performed at 0.5 g (5~2000 Hz, 2 Oct/min) before and after the test campaign. The success criteria for LLSS are less than 5% in the frequency shift and 20% in the amplitude shift for modes with effective mass greater than 10% [
14]. In addition, abbreviated electrical function tests such as power measurement and state transition according to the operation scenario were also conducted before and after the test campaign.
Figure 14 illustrates the dynamic responses to the random vibration test in each axis. A narrow notching profile based on the maximum design load was applied to circumvent the over testing of the proposed HSDRU.
Table 7 presents the frequency, power spectral density (PSD) and grms level of each axis. In the
y-axis case, the vibration response in the
z-axis is relatively high, which is ascertained to be the structural characteristics of the HSDRU with the first global bending mode in the
x axis and stacked module.
The first Eigen-frequencies of the X-, Y-, and Z-axes are 337.5 Hz, approximately 654 Hz, and 1460 Hz, respectively.
The first mode is the global bending mode of the HSDRU about the x-axis. The structural characteristics of the HSDRU with the stacked module and screw-fastened structure resulted in a high vibration response in the z-axis direction during the y-axis test.
The structural integrity of the HSDRU was verified via the low-level sine sweep test. The frequency shift (5%) and amplification shift (20%) requirements were satisfied on all axes.
Table 8. Summarizes the Low level sine sweep test results before and after random vibration.
According to the low-level sine sweep test results, the first Eigen-frequency of the x-axis was 359.55 Hz, and the difference was approximately 5.6% compared to that of the modal analysis result, 338.9 Hz.
As illustrated in
Figure 3, the basic structure of the HSDRU is a module stacking structure in which several modules are fixed in contact with each other, as well as a structure in which the assembled modules are fixed with a radiation plate at the top. When vibration is introduced via external excitation, vibration energy is dissipated via friction of the coupling surface, and the damping effect is generated by the thermal pad and Sigraflex for heat conduction, according to the fastening strength of the modules and radiating plate.
Table 9 and
Figure 15 presents the first Eigen-frequency and the change of Q factor calculated via the half power method according to the rise in the vibration level.
In the previous study [
10], fatigue life tests and analyses of FPGA (CCGA624 package) according to the thermal pad compression ratios from 0% to 50% were conducted in a random vibration environment of 20 grms by adopting a CCGA624 daisy-chain, which has the same mechanical structure and electrical form/fit [
15].
Figure 16 and
Figure 17 present the test setup and the results of time histories for daisy-chain resistances for each specimen. The specimens were exposed to the random vibration environment at
Table 10. The resistance value of the CG0 specimen rapidly reached a failure of the solder joint after 5.38 min of excitation, but there was no change in CG10 AB (10%) and CG50 (50%). Because the resistance values of the specimens with thermal pads did not vary in 1 h, the CG0 specimen exhibited 73 fractured solder joints, including partially cracked ones during the 20 min of random vibration. However, the other three specimens also exhibited cracks on solder joints, although their resistance values were not varied during the test. This is because the initial compressive static load of the pad maintained the electrical connection of the daisy-chain circuit, despite the crack propagation on the solder joint. However, the number of fractured solder joints of specimens with thermal pads was significantly fewer than that without the pad.
These test results indicate that the initial compressive static load of the pad is more beneficial than the case without a thermal pad in guaranteeing structural safety on the solder joint under a random vibration environment. This is because the initial compression load of the pad applied on the package reduces the dynamic deflection of the PCB, which incurs stress on the solder joint under random vibration excitation.
However, in the tests, the exact time to failure on the solder joints could not be observed from the PCB specimens with thermal pads owing to the difficulty in detecting failure on the solder joint under initial static load of the pad via daisy-chain resistance monitoring. Hence, we predicted the fatigue life on the solder joint of the tested specimens with and without the initial compressive static load of the pad via structural analyses.
For the fatigue life prediction of the solder joints of tested specimens, under conditions of an initial compressive static load of the thermal pad in a random vibration environment, the dynamic responses of these specimens were analyzed via structural analyses, with the random vibration profile specified in
Table 10.
Figure 18 illustrates the boundary conditions for the structural analysis and the fatigue life on the solder joints.
Owing to the fatigue life analysis of case 1, the predicted time to failure of a solder joint with the thermal pad at 0% was 3.43 min, when 10% of the compression ratio applied was 10.67 min, which was 3.11 times larger than that of the 0%, and when 50% of the compression ratio applied was 29.1 min, which was 8.49 times larger than that of the 0% ratio.
In this study, the development of the DRX of an HSDRU was designed considering the 10% compression ratio specified
Table 11 and considering the vibration damping and thermal stress caused by the thermal cycle in space.
The component fatigue life was based on the relative motion between the component and the PCB, because this relative motion produces stresses in the lead wires and solder joints. When stress levels are high, the fatigue life is low, and vice versa. Therefore, the stress levels in the lead wires must be reduced. This can be achieved by increasing the damping and PCB resonance frequency. In the design of the DRX of an HSDRU, a thermal pad and heat sink were applied to increase the damping and resonance frequency of the DRX PCB.
Although the influence of the thermal pad applied to space-grade FPGA (CCGA Package) on the fatigue life improvement cannot be directly observed in these test results, a previous study demonstrated that the fatigue life of solder joints of FPGA was improved by the application of a thermal pad compared to the case without a thermal pad.
Considering Steinberg’s fatigue failure theory [
1], the fatigue life of the FPGA of the DRX was estimated to be 6.99 h to fail at a resonance frequency of 794 Hz to apply an MoS of zero. In addition, it is expected that the fatigue lifetime would be further extended by applying a minimum MoS of 1.61, presented in
Table 6. The fatigue lifetime to fail is defined as:
where
is the number of cycles to failure (20 × 10
6 cycles);
is the first Eigen-frequency of PCB.
Using the random vibration test, it was confirmed that the structural integrity of the main electrical components with applied thermal pad to reduce dynamic deflection was also effective.
The abbreviated function test was conducted to verify the electrical requirements of the HSDRU before and after the vibration test. The state transition action test and power consumption test were conducted, and it verified that there was no abnormality in the electrical performance after the vibration test.
The history dump data check and the state transition action test were performed after the x-axis random vibration test.
Figure 19 indicates that the
x-axis power consumption is 112.324 W and the power margin is 45.676 W. The test results on the
x-axis and confirms that the requirements are satisfied for the rest of the axes.
The shock test demonstrates the ability of the HSDRU to withstand the shocks encountered during its lifetime, such as fairing separation, space segment equipment separation, booster burn out, apogee boost motor ignition, solar arrays, and antenna deployment, as well as shocks from the landing of reusable elements. A shock input profile was derived from the satellite system environmental specification. The HSDRU hardware integrity was assessed via visual inspection and an abbreviated function test.
The shock test was performed using a pyro-shock tester that pressurizes pneumatic pressure and applies impact to the sphere, and the main specifications of the test machine are presented in
Table 12.
For shock control, the average value control was performed using two control sensors P1 and P2, and a monitoring sensor was mounted on the top plate of the HSDRU to check the response characteristics of the HSDRU compared to the input shock level. Owing to the characteristics of the pyro-shock tester, the input shock level exceeded the upper limit specification in some frequencies; however, there was no problem in the test because of the worst-case test. It was confirmed that the HSDRU satisfies the shock test requirement in the three axes.
Figure 20 and
Figure 21 presents the shock test results in the
x-axis.
The same abbreviated function test performed during the vibration test was conducted to verify the electrical requirements before and after the shock test. It was confirmed that no abnormality existed in the electrical performance in the three axes after the shock test.
Figure 21 indicates the
x-axis power consumption was 111.2 W and the power margin was 46.8 W. Test results on the
x-axis confirm that the requirements were satisfied for the rest of the axis.
The launch environment tests identified no electrical and mechanical problems, and they verified the design. In addition, although not described in this paper, there were no problems in the thermal vacuum test. Hence, it can be deduced that the proposed heat sink-applied thermo-mechanical design was verified.



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}