Abstract
3D printing manufacturing is used to manufacture hybrid rocket fuel grains featuring a special grid-like structure in order to control combustion performance. An innovative penetrative combustion mechanism, capable of affecting regression rate, was noticed during the combustion of low-packing density grains. The 3D printing manufacture was implemented using acrylonitrile-butadiene-styrene (ABS) material to clarify this mechanism and the corresponding combustion performance. Grid-like structure fuels with different packing densities were prepared to assess the effects of penetrative combustion on fuel combustion performance. The thermal decomposition of ABS was analyzed by infra-red spectroscopic analysis (FTIR) and thermogravimetric analysis-differential thermal scanning (TG-DSC). The internal structure of the ABS grains was observed by high-resolution 3D micro-computed tomography (μCT). All fuel grains were burned in a hybrid 2D radial burner, allowing visualization of the combustion process and evaluation of the ballistic parameters. The experimental results suggest that the combustion process of the ABS porous grains includes two regimes, both featuring an increased regression rate. In the normal layer-by-layer burning regime, at , the regression rates of 100% and 90% ABS increased by 29.6% and 38.1%, respectively, compared with solid ABS which was manufactured by a computerized numerical control (CNC) lathe. In the fracture-led volumetric burning regime, data acquisition is more difficult, but the regression rate is again observed to increase as the packing density decreases.
1. Introduction
Compared with solid and liquid rocket propulsion systems, hybrid rocket engines have the advantages of excellent safety, reliability, less impact on the environment, flexible controllability, and lower cost, making them a better choice for suborbital flight and small satellite orbital injection missions [1,2,3,4,5,6]. However, for commonly used fuels, such as paraffin, while the regression rate is high, their mechanical properties are extremely poor and they easily collapse under high operating temperatures; this makes paraffin unable to perform long-term combustion missions. On the other hand, hydroxyl-terminated polybutadiene (HTPB) features good mechanical properties, but it suffers from a low regression rate. Both problems hinder the development of hybrid rockets [7,8,9,10,11]. In order to overcome these difficulties, various solutions have been proposed [12]. Tang et al. [13] enhanced the mechanical properties of paraffin-based fuels by combining additives with paraffin. Six of the additives were tested, such as stearic acid, polyethylene (A-C®6A), ethylene vinyl acetate copolymer (EVA), low-density polyethylene (LDPE), polypropylene (PP), and high-density polyethylene (HDPE); they also increased the fuel viscosity and depressed the grain regression rates. Sun et al. [14] demonstrated that adding 40 wt% aluminum powder to HTPB-based fuels could increase the regression rate. Yu et al. [15] proved that the pyrolysis catalyst such as Nickel acetylacetonate (Ni(acac)2) can increase the regression rate of HTPB by decreasing the activation energy of the polymer matrix.
With the development of hybrid rocket engines and the subsequent request for increased ballistic characteristics, the design of the fuel grain geometric structure is becoming more and more complex. At present, hybrid fuel grains are mainly manufactured based on rheological principles. Liquid binders, metal fuels, functional additives, curing agents, and other raw materials are uniformly mixed, and then the slurry is poured into the mold or rocket engine by some vacuum casting method. The finished propellant is obtained by heat preservation and curing for a long time. However, the traditional grain molding process has three deficiencies: (1) The properties and structures of the resulting fuel grains are relatively simple, implying that the combustion rate cannot be adjusted on demand, and the energy management is difficult; (2) The production process of grain pouring is opaque, and the grain structure is restricted by the core mold structure and de-molding requirements; (3) The manufacturing process is complicated by severe requirements for the involved personnel, and the charging production cycle is too long, which makes it impossible to flexibly realize rapid manufacturing. These problems heavily impact the rapid mass production of grains with complex geometries. The innovative 3D printing technology is additive manufacturing based on digital model printing, and the product is prepared by layer-by-layer printing. Since it is not affected by the shape of the structure, it allows mold-free molding and can produce fuel grains with various complex gradient structures in space [16,17]. The emergence of this technology has broken through the traditional production mode of hybrid rocket fuel grains, provided a new technique to realize complex structures, and made the rapid and continuous integrated charge at the same location a reality.
The 3D printing technology has been applied to both solid propellants [18,19] and solid fuels. Aside from solving the problem of charging, the production of fuel grains by 3D printing is also a way to increase the regression or combustion rate [18,20,21]. Armold et al. [22] used paraffin and acrylic fuels to print star-swirl honeycomb grain and three-vane turbulator (TRB) shell, which increased the regression rate. Creech et al. [23] developed a 3D printer for paraffin-mixed particles and conducted ignition experiments. McFarland et al. [24] conducted printing and small-scale ignition tests on a variety of materials including acrylonitrile butadiene styrene (ABS), acrylonitrile styrene acrylate (ASA), polylactic acid (PLA), polypropylene (PP), polyethylene terephthalate glycol (PETG), Nylon, and AL (PLA with aluminum particles), using 3D printing technology and pointed out that compared with the common HTPB, ABS and ASA show relatively high regression rates. Oztan et al. [25] investigated the combustion performance of novel composite hybrid rocket fuel particles composed of ABS and paraffin to understand the effect of incorporating a novel nanomaterial (gelatinous carbon dots (CDs) in the paraffin component). The regression rate increased due to the increased specific surface contact area, the presence of oxygen-containing functional groups, and the enhanced catalytic activity. Bisin et al. [26] printed PLA, ABS, and nylon into gyroid-reinforced grains and embedded a paraffin wax matrix into them, increasing the yield stress and yield strain of paraffin-based fuels. Wang et al. [27] fabricated a novel fuel grain that utilizes ABS as a helical structural framework to provide mechanical support for paraffin-based fuels; fuel grains of this structure increase the regression rate and combustion efficiency. Zhang et al. [28] carried out simulation calculations on the star-swirl fuel grain: compared with the tubular particles, under the same operating conditions, the results showed higher combustion efficiency, more stable combustion, and the burning surface increased by about two times while the average regression rate increased by about 60%. Wu et al. [29] compared the combustion effects of 3D-printed polymer frameworks embedded in paraffin-wax fuel grains under swirl and direct oxygen injection conditions, conducted laboratory-scale static ignition experiments, and obtained higher regression rates as well as better mechanical strength. Most researchers printed the grains near the fuel’s theoretical density; if the printed density is lower, the fuel grain will allow gas penetration, and its combustion will be affected by the corresponding permeability.
In this work, we discuss the effect of penetrative combustion on ABS fuel grains printed by 3D printing technology with different packing densities. Various combustion properties of the ABS grains were studied by analyzing the sample components as well as thermal decomposition, grain microstructure, and combustion phenomena. Overall, we propose the concept of penetrative combustion as an efficient mechanism to increase the fuel regression rate.
2. Fuel Grain Fabrication
The 3D printing raw material, Acrylonitrile-butadiene-styrene (ABS) wire, was obtained from Polymaker Co., Ltd. (Suzhou, China). The 3D printer (Raised3D Pro2) was supplied by Raised3D (Shanghai, China), in which the selected printing nozzle was 0.4 mm of inner diameter (ID) and the layer step selected was 0.2 mm of single layer thickness.
The 3D printing process of fuel grains is shown in Figure 1. The temperature of the print head is set to 250 °C, the temperature of the heated bed holding the printed sample is set to 100 °C, and the Raft on the heated bed enables the removal of the printed sample easily without damage. The printed grain is a cylinder with an inner hole of 30 mm in length, 16 mm OD, and 4.6 mm ID. The fuel grains are packed tightly into a stainless-steel tube to test their combustion performance. Five ABS grain samples were prepared in different packing densities (60%, 70%, 80%, 90%, and 100%) by a 3D printing manufacturer. Due to the different packing densities, it takes approximately 3–5 h to prepare each group of samples (including 5 samples for each packing density). As the baseline or reference group, another set of solid ABS grains was also manufactured by a computerized numerical control (CNC) lathe.
Figure 1.
Experimental process from manufacture to combustion.
3. Characteristics of ABS Fuel Grains
3.1. FTIR Analysis
The FTIR analysis spectra of samples taken from original ABS grains and burned ABS grains were analyzed by an FTIR spectrometer (Thermo Scientific Nicolet iS10, Waltham, MA, USA), shown in Figure 2.
Figure 2.
FTIR spectra of the ABS grain before and after burning.
The absorption peak at 3074 cm−1 is the C−H stretching vibration on the aromatic benzene ring. The absorption peaks at 2860 cm−1 and 2923 cm−1 are attributed to the C−H antisymmetric stretching vibration of the CH2 group. The stretching vibration of ketone C=O is located at 1730 cm−1. The absorption peaks are located at 1450 cm−1, 1496 cm−1, and 1602 cm−1, corresponding to the skeleton vibration on the aromatic benzene ring. The C=C out-of-plane twists of 1,2 and 1,4−polybutadiene correspond to the absorption peaks at 910 cm−1 and 965 cm−1, respectively. There are substituted tertiary carbon atoms in the polybutadiene phase, it is beneficial for oxygen to extract hydrogen from butadiene and initiate oxidation to accelerate the decomposition of ABS. There are triazine unit peaks at 698 cm−1 and 757 cm−1, which are out−of−plane bends of aromatic C−H. The pyrolysis products of ABS are olefins and aromatics, and the spectrum shows all expected bands [30,31,32,33].
Compared with that before combustion, the FTIR analysis spectrum of ABS after combustion shows that the intensity of absorption peaks of functional groups decreases as a whole. The absorption peak at 3027 cm−1 is the C−H stretching vibration of the C=C group. This indicates that the pyrolysis products located on the combustion surface do not contain conjugated double bonds. This is because the polybutadiene component in the ABS matrix will undergo cyclization and crosslinking during the pyrolysis process, and promote the disappearance of conjugated double bonds. A broad absorption peak of −NH and −OH association products appeared at 3320 cm−1. The absorption peak of the cyano group C≡N at 2237 cm−1 disappears, which is caused by the pyrolysis of the butadiene moiety to produce unsaturated components, which quickly reacted with HCN. The absorption peak at 2160 cm−1 is the stretching vibration of C≡O, which is due to the partial incomplete combustion to generate CO during combustion. It can be concluded that during combustion, most of the polybutadiene and acrylonitrile depolymerize to accelerate the ABS oxidation reaction, the intermediate product HCN continues to react quickly, and partial incomplete combustion releases CO.
3.2. Thermal Analyses
Thermogravimetric (TG) and differential scanning calorimetry (DSC) (Netzsch STA449C, Wunsiedel, Bavaria, Germany) were used to obtain the thermal properties of the ABS polymer. Nitrogen and oxygen atmospheres were used, with a flow rate of 30 mL/min. The heating rates are 5, 10, 20, and 30 °C/min, and the temperature range is 30−800 °C.
Figure 3 shows the TG and DTG curves of the ABS matrix, tested under nitrogen and oxygen atmosphere at heating rates of 5, 10, 20, and 30 °C/min. Due to the lag effect of temperature [34], the thermal decomposition temperature of ABS increases, and the weight loss rate becomes faster with the increasing heating rate, but the TG and DTG curve shapes hardly change. Under an oxygen atmosphere, compared with nitrogen, various oxidation reactions and carbon black combustion occur when the temperature is between 403 °C and 573 °C. However, overall, the TG curves under the oxygen atmosphere have a trend similar to that under nitrogen. At the heating rates of 5, 10, 20, and 30 °C/min, the mass participating in the oxidation reaction is 25.01%, 18.12%, 12.84%, and 6.57%, respectively. The main pyrolysis products of ABS are styrene monomer, benzene, dimers, and trimers composed of styrene and acrylonitrile monomer segments, etc. [31,35,36].
Figure 3.
TG and DTG curves of ABS at different heating rates and atmospheres. (a) TG and (b) DTG curves in N2, (c) TG and (d) DTG curves in O2.
The thermal decomposition of ABS is a rapid one−step reaction; the parameters obtained under different heating rates are reported in Table 1 and Table 2. Taking as an example the graph of TG and DTG with a heating rate of 10 °C/min (in nitrogen atmosphere), the initial temperature of ABS pyrolysis is Ti = 371.8 °C, the maximum mass loss rate takes place at the temperature Tm = 423.3 °C and the pyrolysis termination temperature Tf = 493.8 °C. The initial mass of ABS pyrolysis is Mi = 99 wt%, the maximum mass loss is Mm = 49.88 wt%, and the mass of solid residue at the end of pyrolysis is Mf = 2.56 wt%.

Table 1.
TG data of ABS (in nitrogen atmosphere).
Table 2.
TG data of ABS (in oxygen atmosphere).
The TG and DSC curves of ABS in nitrogen and oxygen atmosphere at 10 °C/min of heating rate are shown in Figure 4. In a nitrogen atmosphere, the thermal decomposition of ABS starts at 382 °C and ends at 483 °C, and the decomposition heat is −447.7 J/g. In an oxygen atmosphere, the TG and DSC decomposition curves of ABS are different with respect to those in nitrogen. The first depolymerization is from 373 °C to 422 °C with a decomposition heat of −445.8 J/g. The second depolymerization is from 422 °C to 457 °C with a decomposition heat of 148.4 J/g, in which the butadiene monomer undergoes an oxidation reaction, releasing CO, CO2, H2O, etc. The third depolymerization is from 457 °C to 582 °C with the reaction heat of 1588 J/g, promoting the oxidation reaction of acrylonitrile and styrene, and producing CO2, NO2, N2, and H2O.
Figure 4.
TG and DSC curves of ABS at 10 °C/min and in N2 and O2 atmosphere.
3.3. Microstructure Characterization
To characterize the inner structure of the printed fuel grains, a 3D high-resolution μCT technique (SANYING Precision Engineering nano Voxel-2700) was used with a working voltage of 80 kV and a shooting frame rate of 180 fps.
Some physical pictures and the microstructure diagrams of the ABS fuel grains obtained at different packing densities are shown in Figure 5. It can be clearly observed by μCT, that 3D printing can efficiently manufacture high-complexity custom microstructures, and as the packing density gradually decreases, the gap between the nearby holes of the grain gradually increases. These channels will facilitate the smooth flow of oxygen and increase the combustion surface area. 3D printing technology is to create samples by stacking many lines layer by layer, which is the characteristic of this technology. However, at a certain microscale, very fine voids are still formed [16]. So, even with a 100% packing density, some small pores will appear in the actual printed fuel grains due to the inherent defects of 3D printers.
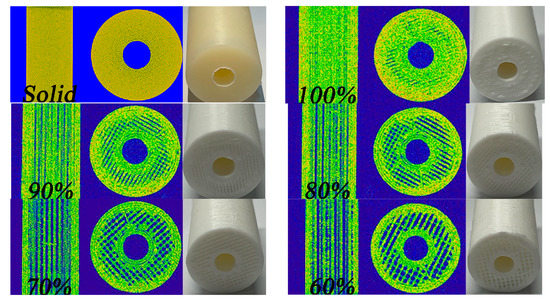
Figure 5.
Microstructure diagrams of ABS fuel grains at different packing densities.
The porosity of the manufactured ABS grains can be calculated from the μCT images, as
where is porosity, is the actual fuel density, and is the ABS wire density. The computed results are reported in Figure 6. As the packing density becomes smaller and smaller, the porosity becomes larger and larger, which is one of the important reasons for the regression rate increase.
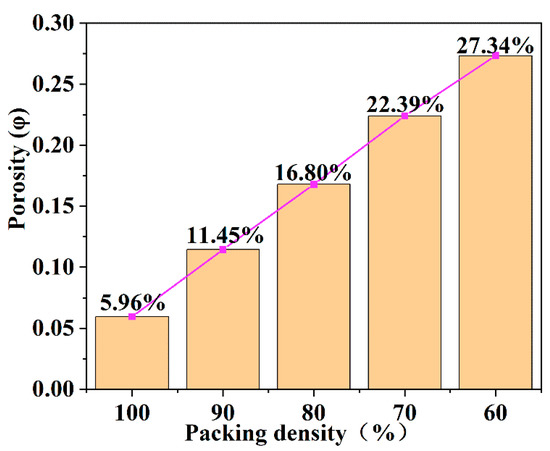
Figure 6.
Porosity (φ) of ABS grains with different packing densities.
3.4. Hybrid Combustion
Combustion tests of the manufactured fuel grains were carried out in the 2D radial hybrid combustion rig based on the original design by the Space Propulsion Laboratory (SPLab) of the Politecnico di Milano, Italy; see Figure 7 [37,38,39]. Pure gaseous oxygen (GOx), controlled by a Bronkhorst F202 mass flowmeter, was used as the oxidizer with a flow rate of 3 g/s. GOx was injected axially into the combustion chamber through the injector at the upper end of the fuel grain port. Gaseous nitrogen (GN2) and air provide pressure to the combustion chamber and GN2 can also be used to terminate combustion. Resorting to an automatic control system, including a solenoid valve and a pressure controller, the chamber pressure is typically set at 1 MPa. The ignition charge consists of a mix of B/KNO3 powders in the ratio of 40/60. A free-running Nd2+: YAG pulsed laser, emitting at 1064 nm wavelength, is used to activate the ignition charge and thus, ignite the solid fuel grain. A 45° reflector allows the combustion of the propellant to be recorded by a high-speed camera (Photron FASTCAM Mini) shooting at 500 fps/s. Several reports are available describing this hybrid combustion rig and the associated data reduction method [13,15,40,41].
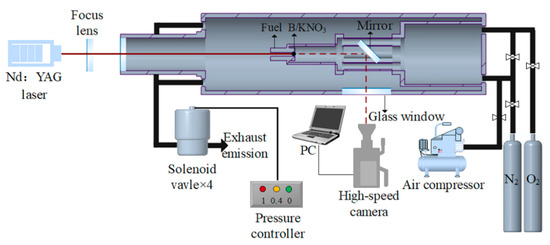
Figure 7.
2D radial hybrid combustion test rig.
3.5. Regression Rate Evaluation
The relationship between the fuel regression rate (mm/s) and the oxygen mass flow rate (kg/(·s)) can be expressed as [42,43]
However, the data reduction method [15,37,38,39] previously used to evaluate the regression rate of the cylindrical solid fuel grain is not applicable in this instance due to the different internal structures of the grain. As a matter of fact, the combustion surface is no longer spreading out uniformly radial (as a growing circle) during burning. Therefore, in this work, the original thickness over time (TOT) method implemented to assess the fuel regression rate had to be replaced by a less accurate method based on a weight difference.
First, the average mass flow (g/s) is determined by the ratio of the measured grain mass difference (g), before and after combustion and the measured burning time (s)
The burning time is obtained by visual inspection of the high-speed camera records. Then, the regression rate is deduced as
where is the solid fuel density (kg/m3), and is the arithmetic mean of the initial and final diameter of the port (mm), and L is the length of the fuel grain (mm). The mean diameter is , where is the initial port diameter before combustion (in this study, = 4.6 mm) while is the final port diameter after combustion. The value of is estimated by the mass of propellant consumed during combustion
The trend of the average total mass flow (kg/(·s)), evaluated as the sum of the average oxygen mass flow (g/s) plus the average mass flow , can be expressed as
being () the surface area where the combustion occurs.
The regression rate can be also expressed in terms of the initial diameter and the final diameter as
4. Results and Discussion
The combustion process of the tested ABS grain can be divided into three stages, as pointed out by the combustion images shown in Figure 8.
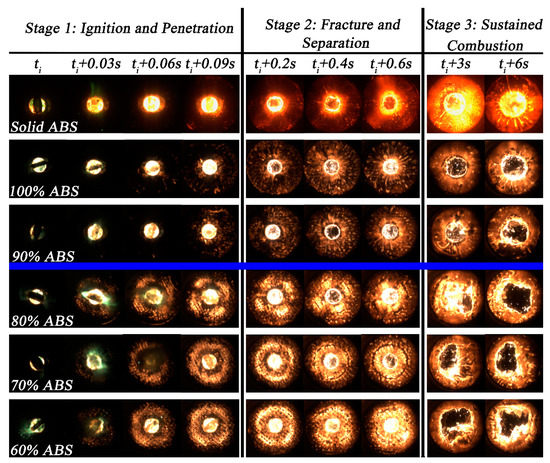
Figure 8.
Combustion history of ABS grains with different packing densities.
Stage 1: Ignition and penetration. The laser ignites the ignition powder, which in turn quickly ignites the ABS grain. ABS begins to crack and evaporate, and the heat generated is fed back to the combustion surface by means of convection heat conduction and radiation heat conduction. The fuel melts, cracks, and volatilizes under the action of thermal feedback. The volatile gas comes into contact with oxygen and is combusted. It can be observed in Figure 9 that the smaller the packing density, the shorter the penetration time (defined as the time-lapse spanning from B/KNO3 charge ignition to the instant when the flame penetrates every part of the fuel). After starting, three types of combustion occur: (1) The gas passes through the combustion product layer, and the gas penetration direction is consistent with the propagation direction of the combustion wave, which is called co-current penetration combustion. (2) When the gas passes through the unreacted material layer, the gas penetration direction is opposite to the direction of the combustion wave, which is called reverse penetration combustion. (3) Co-current and reverse penetration combustion coexist, and this is called bidirectional penetration combustion. The overall oxygen flow trajectory is shown in Figure 10. Short penetration time accelerates the thermal feedback, promoting combustion, and increasing the regression rate.
Figure 9.
Penetration time of ABS with different packing densities.
Figure 10.
Oxygen flow during ABS fuel grain combustion.
Stage 2: Fracture and separation. ABS solid grains, with packing densities of 100% or 90% did not fracture and separate. It can be observed from Figure 8 that a clearly visible circle appears inside each grain when the 80%, 70%, and 60% ABS grains reach a burning time of 0.27 s, 0.21 s, and 0.14 s, respectively. It is because the flame burns first from the inside of the pores, and after bidirectional penetration combustion, the inside of the grain is burned off. Moreover, the grain portions burning from the inside will separate from the original grains and deposit in the combustion chamber under the rapid blowing of the oxidizer gas flow. We call this peculiar grain packing density, which just marks the fracture beginning, the packing density critical value of penetrative combustion. If larger-scale experiments are carried out, it is believed that the critical value of penetrative combustion will become smaller, that is, the packing density that causes fractures during combustion will decrease.
Stage 3: Sustained combustion. After separation, the combustion is divided into three layers, the unmelted layer, the melted layer, and the combustion layer. The flame of the unmelted layer continues to penetrate. In the melting layer, due to the melting of ABS, the pores are blocked and turn to the combustion layer. In the combustion layer, the fuel continues to burn in a uniform shape. At the same time, it can be observed from Figure 8 that during combustion, there are some bright spots, which are formed by small splashing droplets. These small droplets enter the flame area to participate in the combustion reaction together with the droplets generated by the melting layer under the blowing oxidizer flow. This effect greatly improves the mass transport of the fuel per unit time and, also increases the regression rate to a certain extent.
The kind of internal structure exhibited by the fuel grains shown in Figure 5 cannot be achieved by traditional manufacturing techniques. While the extremely fine pores created during printing make the fuel grains appear less dense than those obtained by traditional casting, they also allow the oxygen-driven flame to penetrate every part of the grain, increasing the contact area with the grain as the fuel burns. This mechanism increases the oxygen contact area with the grain and promotes radiation heat transfer, thus increasing the fuel regression rate. We call it penetrative combustion (Penecom).
Five different burning times of 3 s, 6 s, 9 s, 12 s, and 15 s are set for the fuel grain combustion tests in the hybrid combustion chamber (see Figure 7). Since the time is manually controlled, the actual burning time is subject to some minor errors. The experimental results achieved fitting exponential curves to the mean oxidizer mass flow versus regression rate are shown in Figure 11a. The subsequent regression rate () data are summarized in Table 3. The overall combustion process seems to include two regimes.
Figure 11.
(a) Experimental results with exponential fitting curves of regression rate and oxygen mass flux. (b) Regression rate increase of 100% and 90% ABS, compared with solid ABS.
Table 3.
Details of the fitting curves point out an increase in regression rate.
The ABS grains with 100% and 90% packing densities fall in the normal layer-by-layer combustion regime, and the regression rate increases steadily as the packing density decreases. Even fuel grains packed with a density of 100% exhibit a regression rate faster than that of solid fuel grains due to the effect of penetrative combustion. In this regime, the regression rate of ABS increases more significantly when the oxidizer mass flux value is lower. Compared with the solid fuel grain, at , the fuel grains with packing densities of 100% and 90% increased the regression rate by 29.6% and 38.1%, respectively; at = 100 kg/(·s), by 20.0% and 30.7%, respectively. Figure 11b illustrates the regression rate increase of 100% and 90% ABS.
The fuel grains with a packing density of 80%, 70%, and 60% feature a fractured or shattered volumetric combustion regime. Under these circumstances, the time and mass of each fuel drop cannot be accurately determined, thus Figure 11 can only be regarded as indicative. If the fracture and separation time of the fuel grains is particularly short, about 0.2–0.6 s, the flame penetrates rapidly leading the regression rate to increase sharply at the beginning of the combustion. However, after separation and the beginning of the normal layer-by-layer combustion, the same combustion trend takes place as observed with packing densities of 100% and 90%. With decreasing packing density, the regression rate still shows an upward trend in general.
5. Conclusions
In this research, the combustion behavior of the ABS polymer was experimentally investigated by visualizing the combustion behavior of solid ABS and ABS grains with different packing densities in a hybrid 2D radial burner. The innovative concept of penetrative combustion is proposed, which provides a new approach to the combustion process of hybrid rocket fuels. The results of combustion experiments show that, compared with the solid grains, the regression rates of the 3D-printed ABS fuel grains increase to different degrees under the influence of the penetrative combustion mechanism. Several challenges remain to be addressed in future work, including deeper studies on the mechanism of penetrative combustion, extensive analyses of other materials, quantitative evaluations of the density critical value for penetrative combustion, consideration of more complex structural design, etc.
Author Contributions
Conceptualization, R.S. and X.Y.; methodology, H.Y. and X.Y.; software, X.Y.; validation, X.Y.; formal analysis, X.Y.; investigation, X.Y.; resources, R.S. and W.Z.; data curation, X.Y.; writing—original draft preparation, X.Y.; writing—review and editing, H.Y., W.Z., L.T.D. and R.S.; visualization, X.Y.; supervision, W.Z., L.T.D. and R.S.; project administration, R.S. and W.Z.; funding acquisition, R.S. and W.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the National Natural Science Foundation of China (Grant No. 12074187) and the Fundamental Research Funds for the Central Universities (Grant No. 30919012102).
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Chiaverini, M. Review of Solid-Fuel Regression Rate Behavior in Classical and Nonclassical Hybrid Rocket Motors. In Fundamentals of Hybrid Rocket Combustion and Propulsion; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 2007; pp. 37–126. [Google Scholar]
- Mazzetti, A.; Merotto, L.; Pinarello, G. Paraffin-based hybrid rocket engines applications: A review and a market perspective. Acta Astronaut. 2016, 126, 286–297. [Google Scholar] [CrossRef]
- Cantwell, B.; Karabeyoglu, A.; Altman, D. Recent advances in hybrid propulsion. Int. J. Energ. Mater. Chem. Propuls. 2010, 9, 305–326. [Google Scholar] [CrossRef]
- Calabro, M. Overview on hybrid propulsion. Prog. Propuls. Phys. 2012, 2, 353–374. [Google Scholar]
- John, J.; Nandagopalan, P.; Baek, S.W.; Miglani, A. Rheology of solid-like ethanol fuel for hybrid rockets: Effect of type and concentration of gellants. Fuel 2017, 209, 96–108. [Google Scholar] [CrossRef]
- Altman, D. Overview and History of Hybrid Rocket Propulsion. In Fundamentals of Hybrid Rocket Combustion and Propulsion; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 2007; pp. 1–36. [Google Scholar]
- Cardoso, K.P.; Ferrão, L.F.A.; Kawachi, E.Y.; Araújo, T.B.; Nunes, R.F.; Nagamachi, M.Y. Preparation of Paraffin-Based Solid Combustible for Hybrid Propulsion Rocket Motor. J. Propuls. Power 2017, 33, 448–455. [Google Scholar] [CrossRef]
- DeSain, J.D.; Brady, B.B.; Metzler, K.M.; Curtiss, T.J.; Albright, T.V. Tensile tests of paraffin wax for hybrid rocket fuel grains. In Proceedings of the 45th AIAA/ASME/SAE/ASEE Joint Propulsion Conference & Exhibit, Denver, CO, USA, 2–5 August 2009; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 2009; Volume 5115, pp. 1–27. [Google Scholar]
- Sakote, R.; Yadav, N.; Karmakar, S.; Joshi, P.C.; Chatterjee, A.K. Regression Rate Studies of Paraffin Wax-HTPB Hybrid Fuels Using Swirl Injectors. Propellants Explos. Pyrotech. 2014, 39, 859–865. [Google Scholar] [CrossRef]
- Sossi, A.; Duranti, E.; Manzoni, M.; Paravan, C.; DeLuca, L.T.; Vorozhtsov, A.B.; Lerner, M.I.; Rodkevich, N.G.; Gromov, A.A.; Savin, N. Combustion of HTPB-Based Solid Fuels Loaded with Coated Nanoaluminum. Combust. Sci. Technol. 2013, 185, 17–36. [Google Scholar] [CrossRef]
- Sun, X.; Tian, H.; Li, Y.; Yu, N.; Cai, G. Regression rate behaviors of HTPB-based propellant combinations for hybrid rocket motor. Acta Astronaut. 2016, 119, 137–146. [Google Scholar] [CrossRef]
- Pal, Y.; Kumar, V.R. Physical and Ballistic Characterization of Aluminum-Loaded Paraffin Hybrid Rocket Fuels. Energy Fuels 2017, 31, 10133–10143. [Google Scholar] [CrossRef]
- Tang, Y.; Chen, S.; Zhang, W.; Shen, R.; DeLuca, L.T.; Ye, Y. Mechanical Modifications of Paraffin-based Fuels and the Effects on Combustion Performance. Propellants Explos. Pyrotech. 2017, 42, 1268–1277. [Google Scholar] [CrossRef]
- Sun, X.; Tian, H.; Yu, N.; Cai, G. Regression rate and combustion performance investigation of aluminum metallized HTPB/98HP hybrid rocket motor with numerical simulation. Aerosp. Sci. Technol. 2015, 42, 287–296. [Google Scholar] [CrossRef]
- Yu, H.; Chen, S.; Yu, X.; Zhang, W.; Paravan, C.; DeLuca, L.T.; Shen, R. Nickel acetylacetonate as decomposition catalyst for HTPB-based fuels: Regression rate enhancement effects. Fuel 2021, 305, 121539. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Lee, J.-Y.; An, J.; Chua, C.K. Fundamentals and applications of 3D printing for novel materials. Appl. Mater. Today 2017, 7, 120–133. [Google Scholar] [CrossRef]
- Bauer, C.; Metsker, Y.; Sethe, C.; Mutschler, M.; Bambauer, M.; Lungu, P.; Brandl, M. Application of Additive manufacturing in Solid and Hybrid Grain Design. In Proceedings of the 52nd AIAA/SAE/ASEE Joint Propulsion Conference, Salt Lake City, Salt Lake City, UT, USA, 25–27 July 2016; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 2016; pp. 2016–4697. [Google Scholar]
- Chandru, R.A.; Balasubramanian, N.; Oommen, C.; Raghunandan, B.N. Additive Manufacturing of Solid Rocket Propellant Grains. J. Propuls. Power 2018, 34, 1090–1093. [Google Scholar] [CrossRef]
- Armold, D.; Boyer, J.E.; Kuo, K.; Fuller, J.K.; Desain, J.; Curtiss, T.J. Test of Hybrid Rocket Fuel Grains with Swirl Patterns Fabricated Using Rapid Prototyping Technology. In Proceedings of the 49th AIAA/ASME/SAE/ASEE Joint Propulsion Conference, San Jose, CA, USA, 14–17 July 2013; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 2013; pp. 2013–4141. [Google Scholar]
- Whitmore, S.A.; Walker, S.D.; Merkley, D.P.; Sobbi, M. High Regression Rate Hybrid Rocket Fuel Grains with Helical Port Structures. In Proceedings of the 50th AIAA/ASME/SAE/ASEE Joint Propulsion Conference, Cleveland, OH, USA, 28–30 July 2014; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 2015; pp. 1727–1738. [Google Scholar]
- Armold, D.; Boyer, E.; McKnight, B.; DeSain, J.; Fuller, J.K.; Kuo, K.; Brady, B.; Curtiss, T. Performance Characterization of Hybrid Rocket Fuel Grains with Complex Port Geometries Fabricated Using Rapid Prototyping Technology. Int. J. Energetic Mater. Chem. Propuls. 2014, 13, 287–307. [Google Scholar] [CrossRef]
- Creech, M.; Crandell, A.; Eisenhauer, N.; Marx, S.; Busari, T.; Link, A.; Gabl, J.; Pourpoint, T.L. 3D Printer for Paraffin Based Hybrid Rocket Fuel Grains. In Proceedings of the 53rd AIAA Aerospace Sciences Meeting, Kissimmee, FL, USA, 5–9 January 2015; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 2015; p. 0924. [Google Scholar]
- McFarland, M.; Antunes, E. Small-Scale Static Fire Tests of 3D Printing Hybrid Rocket Fuel Grains Produced from Different Materials. Aerospace 2019, 6, 81. [Google Scholar] [CrossRef]
- Oztan, C.; Ginzburg, E.; Akin, M.; Zhou, Y.; Leblanc, R.M.; Coverstone, V. 3D printed ABS/paraffin hybrid rocket fuels with carbon dots for superior combustion performance. Combust. Flame 2021, 225, 428–434. [Google Scholar] [CrossRef]
- Bisin, R.; Paravan, C.; Alberti, S.; Galfetti, L. A new strategy for the reinforcement of paraffin-based fuels based on cellular structures: The armored grain—Mechanical characterization. Acta Astronaut. 2020, 176, 494–509. [Google Scholar] [CrossRef]
- Wang, Z.; Lin, X.; Li, F.; Yu, X. Combustion performance of a novel hybrid rocket fuel grain with a nested helical structure. Aerosp. Sci. Technol. 2020, 97, 105613. [Google Scholar] [CrossRef]
- Zhang, S.; Hu, F.; Zhang, W. Numerical investigation on the regression rate of hybrid rocket motor with star swirl fuel grain. Acta Astronaut. 2016, 127, 384–393. [Google Scholar] [CrossRef]
- Wu, Y.; Zhang, Z.; Wang, Q.; Wang, N. Combustion characteristics of skeleton polymer reinforced paraffin-wax fuel grain for applications in hybrid rocket motors. Combust. Flame 2022, 241, 112055. [Google Scholar] [CrossRef]
- Andersen, E.; Bertelsen, L.H.; Salomonsen, M.; Kristensen, M.; Kybelund, P.; Sørensen, M.B.; Hinge, M. Accelerating effect of pigments on poly(acrylonitrile butadiene styrene) degradation. Polym. Degrad. Stab. 2020, 178, 109183. [Google Scholar] [CrossRef]
- Liu, G.; Liao, Y.; Ma, X. Thermal behavior of vehicle plastic blends contained acrylonitrile-butadiene-styrene (ABS) in pyrolysis using TG-FTIR. Waste Manag. 2017, 61, 315–326. [Google Scholar] [CrossRef] [PubMed]
- Feng, J.; Sun, Y.; Song, P.; Lei, W.; Wu, Q.; Liu, L.; Yu, Y.; Wang, H. Fire-Resistant, Strong, and Green Polymer Nanocomposites Based on Poly(lactic acid) and Core–Shell Nanofibrous Flame Retardants. ACS Sustain. Chem. Eng. 2017, 5, 7894–7904. [Google Scholar] [CrossRef]
- Zhang, Y.; Hu, Y.; Wang, J.; Tian, W.; Liew, K.M.; Zhang, Y.; Wang, B. Engineering carbon nanotubes wrapped ammonium polyphosphate for enhancing mechanical and flame retardant properties of poly(butylene succinate). Compos. Part A Appl. Sci. Manuf. 2018, 115, 215–227. [Google Scholar] [CrossRef]
- Chen, R.; Lu, S.; Zhang, Y.; Lo, S. Pyrolysis study of waste cable hose with thermogravimetry/Fourier transform infrared/mass spectrometry analysis. Energy Convers. Manag. 2017, 153, 83–92. [Google Scholar] [CrossRef]
- Chen, F.Z.; Qian, J.L. Studies on the thermal degradation of polybutadiene. Fuel Process. Technol. 2000, 67, 53–60. [Google Scholar] [CrossRef]
- Bozi, J.; Czégény, Z.; Blazsó, M. Conversion of the volatile thermal decomposition products of polyamide-6,6 and ABS over Y zeolites. Thermochim. Acta 2008, 472, 84–94. [Google Scholar] [CrossRef]
- DeLuca, L.T.; Galfetti, L.; Maggi, F.; Colombo, G.; Merotto, L.; Boiocchi, M.; Paravan, C.; Reina, A.; Tadini, P.; Fanton, L. Characterization of HTPB-based solid fuel formulations: Performance, mechanical properties, and pollution. Acta Astronaut. 2013, 92, 150–162. [Google Scholar] [CrossRef]
- DeLuca, L.T.; Galfetti, L.; Colombo, G.; Maggi, F.; Bandera, A.; Boiocchi, M.; Gariani, G.; Merotto, L.; Paravan, C.; Reina, A. Time-resolved burning of solid fuels for hybrid rocket propulsion. Prog. Propuls. Phys. 2012, 2, 405–426. [Google Scholar]
- Paravan, Nano-Sized and Mechanically Activated Composites: Perspectives for Enhanced Mass Burning Rate in Aluminized Solid Fuels for Hybrid Rocket Propulsion. Aerospace 2019, 6, 127. [CrossRef]
- Chen, S.; Tang, Y.; Yu, H.; Guan, X.; DeLuca, L.T.; Zhang, W.; Shen, R.; Ye, Y. Combustion enhancement of hydroxyl-terminated polybutadiene by doping multiwall carbon nanotubes. Carbon 2019, 144, 472–480. [Google Scholar] [CrossRef]
- Chen, S.; Tang, Y.; Yu, H.; Bao, L.; Zhang, W.; DeLuca, L.T.; Shen, R.; Ye, Y. The rapid H2 release from AlH3 dehydrogenation forming porous layer in AlH3/hydroxyl-terminated polybutadiene (HTPB) fuels during combustion. J. Hazard. Mater. 2019, 371, 53–61. [Google Scholar] [CrossRef] [PubMed]
- Whitmore, S.A.; Walker, S.D. Engineering Model for Hybrid Fuel Regression Rate Amplification Using Helical Ports. J. Propuls. Power 2017, 33, 398–407. [Google Scholar] [CrossRef]
- Paravan, C.; Galfetti, L.; Bisin, R.; Piscaglia, F. Combustion processes in hybrid rockets. Int. J. Energetic Mater. Chem. Propuls. 2019, 18, 255–286. [Google Scholar] [CrossRef]












Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).