1. Introduction
When analyzing any industry on a global scale, presently, it is identified that the rapidly growing competitions in the global markets and frequently increasing raw material costs have led the manufacturing industries to adopt lean manufacturing policies. Taiichi Ohno, an engineer in Toyota recognized as a master of lean philosophy, provided the basis of various lean manufacturing techniques. His focused policies involved labor empowerment, inventories reduction, productivity improvement, and waste minimization. In this way, Toyota managed to accommodate frequent changes in market demands by applying a made-to-order strategy. Currently, almost all types of manufacturing industries have adopted lean culture in an appropriate proportion to minimize resource utilization, improve process reliability, enhance employee skills, and minimize system costs to achieve the ultimate goal of remaining noticeable in the sturdy market competition.
Productivity improvement is among the top application of lean culture due to its tangible and operative benefits to a manufacturing business. In order to focus on productivity improvement in a manufacturing industry, four strategic pillars of lean are simultaneously applied, namely; Poka-yoke, 5S, visual controls, and Kanban [
1]. Poka-yoke is a fool-proof system, which prevents the occurrence of a mistake or defect [
2]. 5S is a five-phase program of each phase starting with an alphabet “S”; (a) sort, (b) set in order, (c) shine, (d) standardize, and (e) sustain. 5S ensures workplace safety, waste minimization, and improved plant efficiency [
3]. Posters, diagrammatic presentations, pictures, color codes, and symbols are effective visual tools for productivity improvement of the manufacturing facility [
4]. Kanban is a production control tool for optimum utilization of the workforce capacity in order to achieve just-in-time (JIT) production [
5].
With the formation of lean culture, a cleaner production approach is mandatory to reduce the environmental impacts of the manufacturing industries, which are combinedly termed as lean-green strategies. This task can be efficiently performed by applying waste control policies. According to a project carried out by Fresner [
6], a cleaner production approach has the potential to minimize 0.5%–1.5% of the system cost by eradicating nonvalue added activities. Similarly, Ozturk et al. [
7] analyzed implementation of 22 different environmental protection working techniques and achieved a significant reduction in resource utilization, while achieving comparable plant efficiency and product quality. They identified that the contribution of motivated decision-makers and leaders is mandatory to achieve desired results. Otherwise, lean-green strategies provide little to no benefit to the manufacturing process.
In order to attain economic sustainability, managers attempt to decide the optimal lot size for the manufacturing process. Since the first development of Economic Production Quantity (EPQ) model by Taft [
8], a broad number of researchers have studied and extended the model to various real-life production scenarios. The elementary shortcoming of the basic EPQ model is the non-consideration of process imperfections. None of the real-world manufacturing processes are perfect in nature. Hence, they produce defective products due to their “out-of-control” states. Therefore, many researchers have extended the model by considering defective proportions in the manufacturing systems. Some researchers have considered a constant defective rate, whereas various others have studied a random defective rate in their production models. In addition, to convert defective products into perfect quality products by incurring additional reworking cost, several researchers have devised rework opportunity.
Sarkar et al. [
9] determined the optimal reliability of a manufacturing process with random imperfection using control theory. Chiu et al. [
10] developed a production model with the aim of reducing suppliers’ carrying cost by considering random imperfections in the production process. Sarkar et al. [
11] provided a production model with a random defective rate and provided optimal strategies for setup cost reduction and process improvement of the system. Tayyab and Sarkar [
12] considered random defective proportion following beta distribution function in a manufacturing process and obtained the optimal lot size through the analytical optimization technique. Kim and Sarkar [
13] further considered random imperfections in their production model and provided optimal investment policies for process improvement in a manufacturing process. They found that the spread of randomness in defective proportion data has a direct effect on the system cost.
In most of the scenarios, determining precise distribution function of the product demand and the random defective rate is not possible. In these situations, managers need to apply fuzzy theory, which can grasp the uncertainty involved in demand and the defective proportion information of the system. Zadeh introduced fuzzy theory in 1978 to handle the uncertain conditions, after which various researchers utilized the fuzzy approach to solve production models with imprecise parametric values. Chang [
14] considered product demand and defective proportion as a fuzzy number in a single-stage manufacturing process and found that the uncertainty in defective proportion can be better dealt with using fuzzy theory on a cost of additional expenditure in the process. Priyan and Manivannan [
15] considered defective proportion as a fuzzy number, along with inspection errors, in a manufacturing process and provided optimal delivery policies for the vendor-buyer integrated system in a supply chain.
Along with economic policies of the manufacturing processes, various other researchers have considered environmental policies to reduce detrimental impacts of the manufacturing systems on the outer environment. For this, carbon emission reduction is measured as an environment-friendly policy. Efforts are made through lot size adjustment, process improvement, better recourse utilization, and renewable energy consumption to reduce the carbon emissions of the system. Zeballos et al. [
16], Sarkar et al. [
17], and Xu et al. [
18] considered the effects of carbon emissions in their production models and provided optimal production policies for the development of a sustainable manufacturing process. Our research work also considers carbon emission as an indicator of environmental influence of the manufacturing process analyzed in this study. Variable carbon emissions are considered during each operational activity of the manufacturing process, and the optimal lot size of the system is determined, which reduces the adverse environmental effects of the process.
The current focus of researchers is toward combinedly targeting operational and environmental scopes of the production environment through the integration of lean manufacturing and green manufacturing strategies [
19]. Adopting lean practices provides green benefits, and further green policies often pave paths for lean benefits [
20]. Diaz-Elsayed et al. [
21] found that the collective implementation of lean and green practices has significantly reduced the production cost up to 10.80% in an automotive manufacturing firm, which is evidently a noticeable realization of implementing lean-green policies together. Recently, Thanki and Thakkar [
22] developed a value-value load diagram (VVLD) tool to access the operational (lean) as well as environmental (green) performance of the organizations in combination with each other. This approach evaluates the lean-green performance of the firm established on various factors including resource utilization, value addition, and various others.
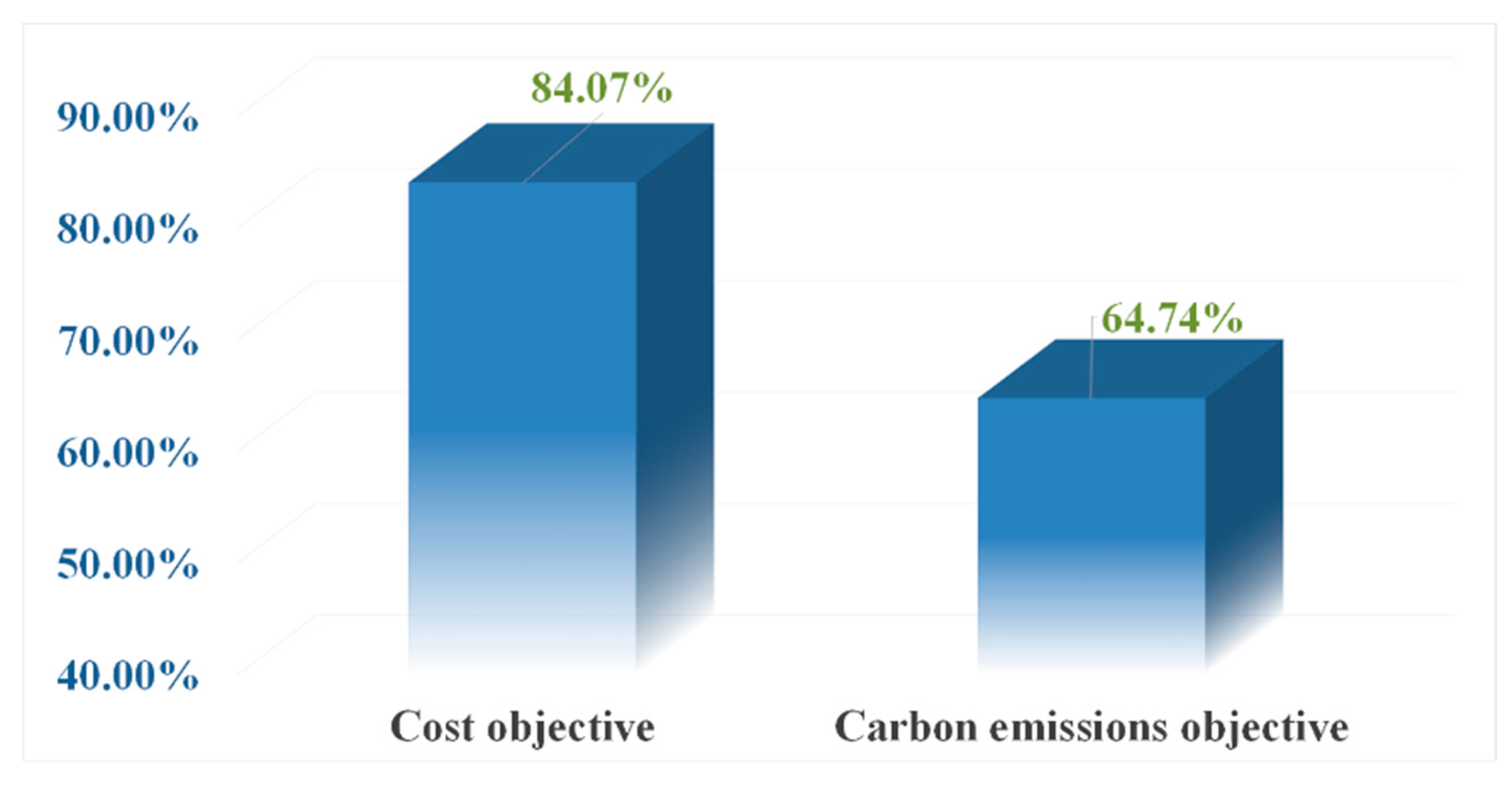
The above considerations promote the simultaneous implementation of lean and green policies to improve economic, as well as environmental, sustainability of the manufacturing industries. In view of the extensive association among lean and green practices and their combined benefits, this research work studied the simultaneous implementation of lean-green policy. Economic sustainability is aimed toward the implementation of the lean manufacturing strategy and economic lot size is obtained to attain the minimum cost of the system. Then, environmental sustainability is focused on the implementation of the green policy, considering emissions at each activity of the complete production system and the optimal lot size for minimal environmental impacts is achieved. A sustainable lot size is then obtained through the combined implementation of lean and green policies to improve eco-environmental performance of the multistage production system.
Most of the researchers have provided production models for a single-stage process, whereas almost all the products are manufactured through multistage manufacturing systems. Few researchers have studied multistage production processes. Among these researchers, Jaber and Khan [
23] analyzed effects of learning and forgetting in multistage production process. Tayyab and Sarkar [
12] developed a multistage lean manufacturing model by considering random imperfections at each stage of the system to obtain the optimal lot size through the analytical optimization technique. They found that the lean culture implementation has great potential to improve the economic sustainability of the multistage production process. Recently, Kim and Sarkar [
13] provided optimum investment policies for setup cost reduction at all the process stages in an imperfect multistage production process. Their results showed that the reduction in imperfect production stabilizes the manufacturing process.
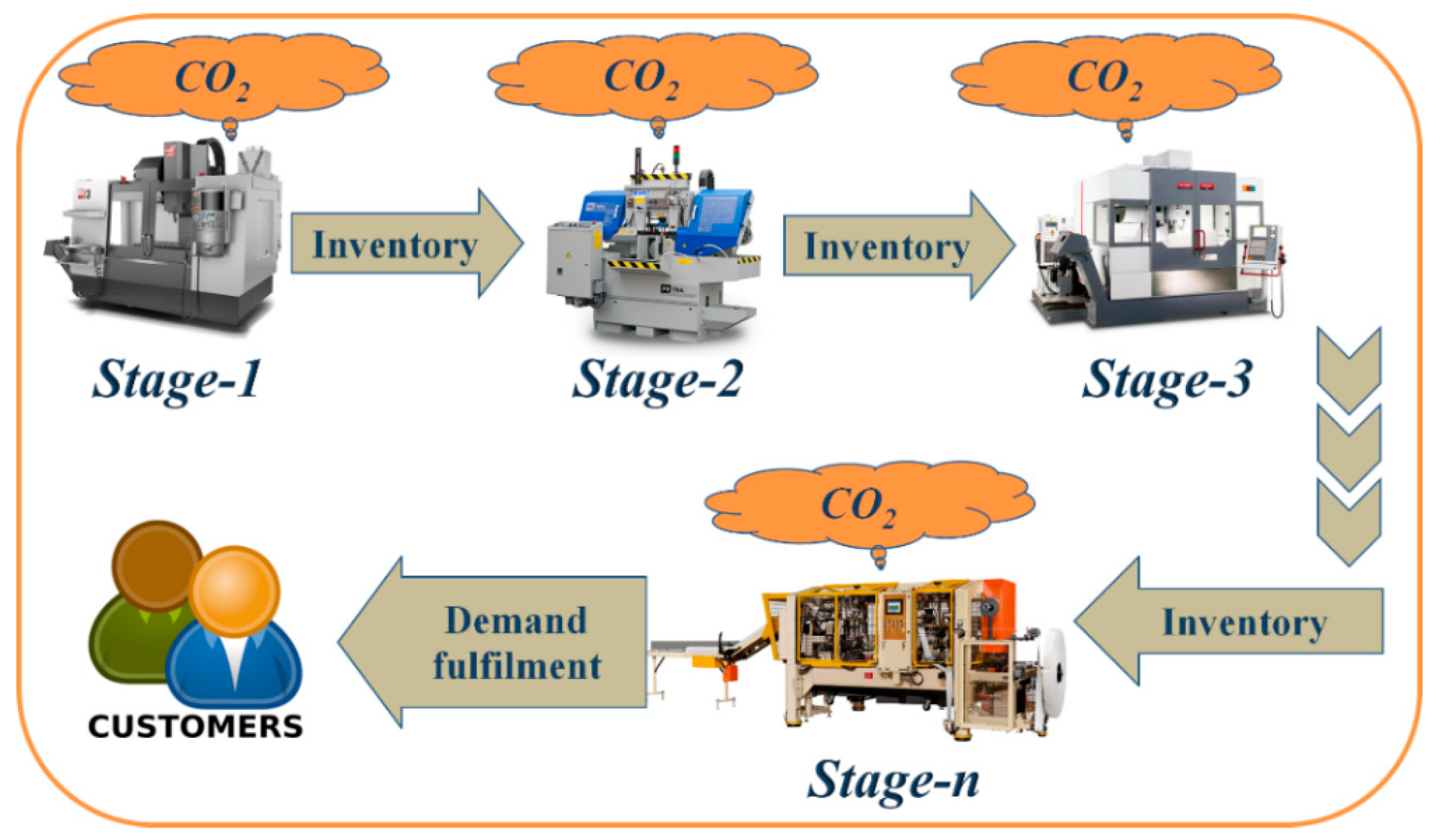
Figure 1 shows a general flow of a multistage manufacturing process.
Literature review indicates that there exists a significant research gap in the field of the multistage manufacturing process, specifically under uncertain process conditions. Therefore, this research work extends the study of Tayyab and Sarkar [
12] by taking initiative to consider highly uncertain product demand and defective proportion at all stages of the multistage manufacturing process. A Triangular Fuzzy Number (TFN) represents the product demand and the defective proportion at each manufacturing stage. The decomposition principle and signed distance method [
14] of the fuzzy theory are applied to handle this uncertainty and de-fuzz the fuzzy objective function of the developed model. As this is a multi-objective multistage manufacturing model with conflicting objectives of cost-minimization and carbon emissions minimization, both the analytical optimization technique and the metaheuristic approach are applied to solve the model. The aspiration level of each objective function is determined by the individual solution of each objective function, then the Weighted Fuzzy Goal Programing (WFGP) model is developed for linearization of the multi-objective model, which is solved through the metaheuristic approach.
Structure of the paper is as follows:
Section 2 provides problem definition, assumptions, and mathematical model of this research;
Section 3 provides solution methodology of the model. Numerical experiment, results analysis and important managerial insights are provided in
Section 4. Finally,
Section 5 presents concluding remarks and future research opportunities related to the proposed model.
3. Solution Procedure
Goal programming (GP) is a well-known method of solving multi-objective optimization problems. There are several variants of GP used under different conditions. WFGP is proven to outperform in the scenario of an uncertain environment [
12,
20]. In this method, decision-makers decide the aspiration level and maximum acceptable level of each objective, which is then converted into a fuzzy membership function and the satisfaction level of each objective is determined. Then, the satisfaction level of each objective is maximized according to the predetermined importance criteria provided by the decision-makers. This research work applies WFGP to solve the proposed multi-objective nonlinear programing model.
Solution steps for the proposed multi-objective multi-stage lean manufacturing model are provided below.
1. Determineextreme solutions
Each objective function is solved separately to obtain target (aspiration) level of the function. Then maximum acceptable level of each objective function is determined by keeping aspiration level of other objective as an equality constraint, and a pay-off table (POF) is developed.
2. Develop Fuzzy membership function (FMF)
Fuzzy membership function
for satisfaction level (TFN) of each objective is developed in this step by using aspiration level and maximum acceptable level of each objective determined in the previous step.
where
and
are the
extreme solutions of objective function
.
3. Develop WFGP model
WFGP is an interactive technique which requires expert human intervention to assign priority weights to each objective function in accordance with the decision-maker’s choice. Thus, the decision-makers determine importance weight
for satisfaction level of each objective function
k. WFGP model is then developed as below, which is in turn solved through a metaheuristic approach.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}