


A Development of Welding Tips for the Reflow Soldering Process Based on Multiphysics



Abstract
:1. Introduction
2. Theoretical Background
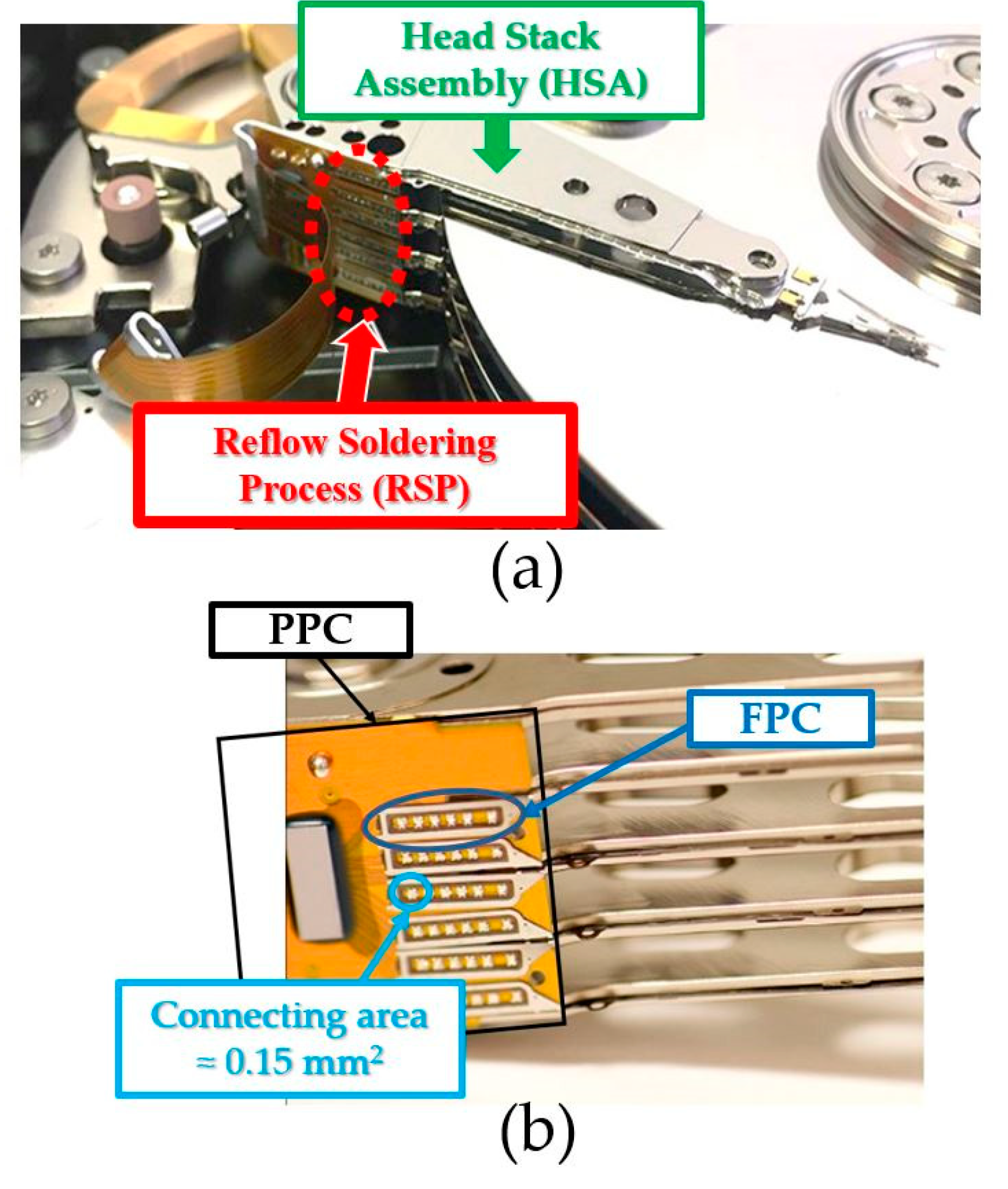
2.1. RSP Mechanism and Defects
2.2. Multiphysics
2.2.1. Transient Thermal-Electric Simulation
2.2.2. Structural Simulation
3. Methodology
3.1. Welding Tip Design
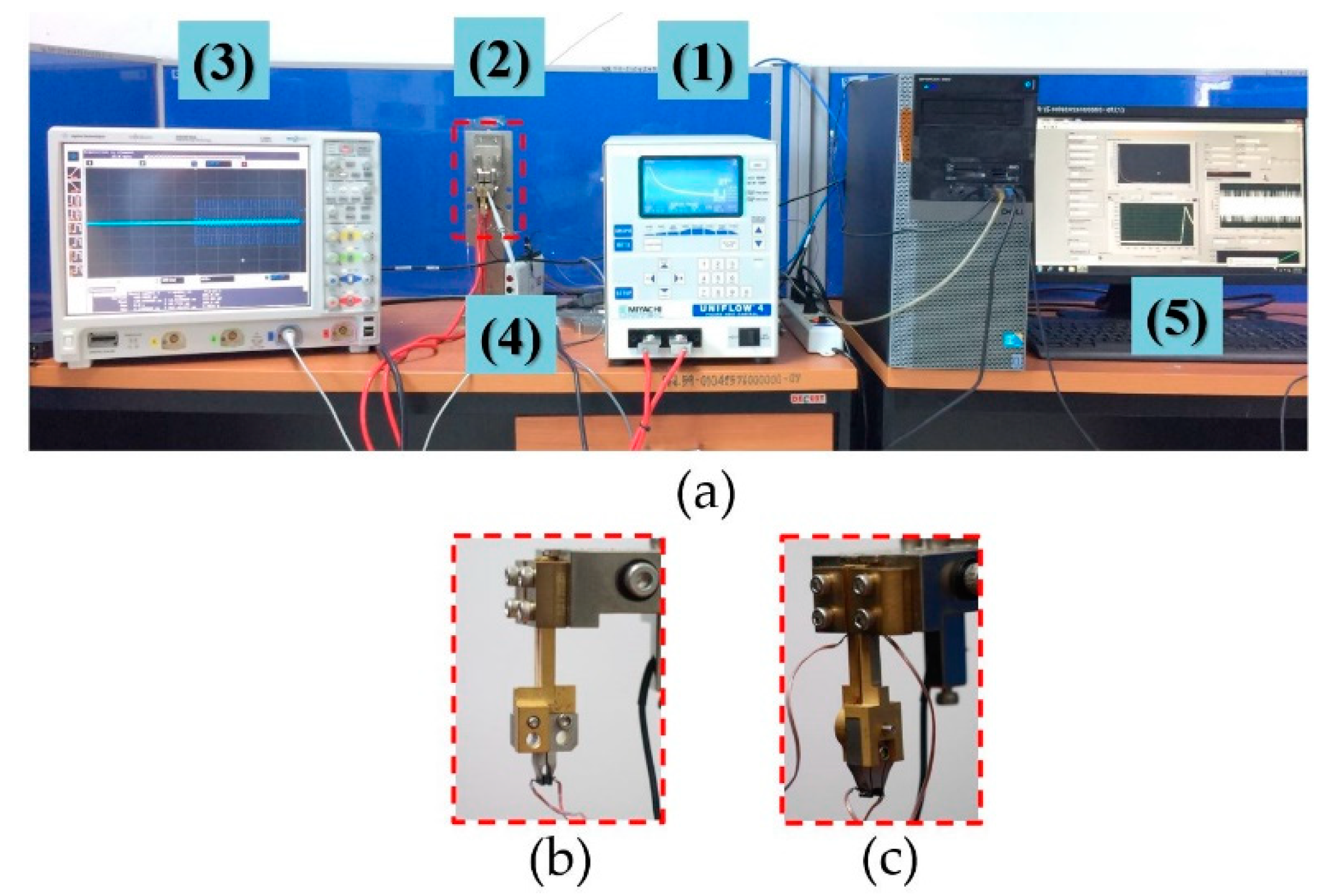
3.2. Experiment and WT Prototypes
3.3. Multiphysics
3.3.1. Mesh Model
3.3.2. Boundary Conditions
- Transient Thermal-Electric Simulation
- Structural Simulation
4. Results and Discussion
4.1. Validation and Heat Transfer Behavior
4.2. Development of Reflow Soldering Process
5. Conclusions and Limitations
- Conclusion
- Limitations
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| [C] | damping matrix (N s/m) |
| [CVV] | dielectric damping matrix (A s/V) |
| {Q} | combined heat generation load (J) |
| [KVV] | electric stiffness matrix (A/V) |
| {I} | electric current load vector (A) |
| external load vector (N) | |
| FPC | flexible print circuit |
| HDD | hard disk drive |
| HSA | head stack assembly |
| nodal acceleration vector (m/s2) | |
| nodal displacement vector (m) | |
| nodal electric potential vector (V) | |
| nodal temperature vector (K) | |
| nodal velocity vector (m/s) | |
| nodal velocity vector of electric potential (V/s) | |
| nodal velocity vector of temperature (K/s) | |
| PCC | print circuit cable |
| RSP | reflow soldering process |
| SB | solder ball |
| [M] | structural mass matrix (kg) |
| [K] | stiffness matrix (N/m) |
| [CTT] | thermal damping matrix (J s/K) |
| TES | thermal-electric simulation |
| [KTT] | thermal stiffness matrix (J/K) |
| WT | welding tip |
References
- Floyer, D. QLC Flash HAMRS HDD. Available online: https://wikibon.com/qlc-flash-hamrs-hdd/ (accessed on 10 September 2022).
- Yongpisanphob, W. Industry Outlook 2021–2023: Electronics. Available online: https://www.krungsri.com/en/research/industry/industry-outlook/Hi-tech-Industries/Electronics/IO/io-Electronics-21 (accessed on 11 September 2022).
- Thongsri, J. Transient Thermal-Electric Simulation and Experiment of Heat Transfer in Welding Tip for Reflow Soldering Process. Math. Probl. Eng. 2018, 2018, 4539054. [Google Scholar] [CrossRef]
- Keyes, D.E.; McInnes, L.C.; Woodward, C.; Gropp, W.; Myra, E.; Pernice, M.; Bell, J.; Brown, J.; Clo, A.; Connors, J.; et al. Multiphysics simulations: Challenges and opportunities. Int. J. High Perform. Comput. Appl. 2013, 27, 4–83. [Google Scholar] [CrossRef] [Green Version]
- Peksen, M.; Peksen, M. Chapter 1—Introduction to Multiphysics Modelling. In Multiphysics Modeling: Materials, Components, and Systems; Academic Press: Cambridge, MA, USA, 2018; pp. 1–35. [Google Scholar]
- Bazzo, T.d.P.M.; Kölzer, J.F.; Carlson, R.; Wurtz, F.; Gerbaud, L. Multiphysics Design Optimization of a Permanent Magnet Synchronous Generator. IEEE Trans. Ind. Electron. 2017, 64, 9815–9823. [Google Scholar] [CrossRef]
- Jansaengsuk, T.; Kaewbumrung, M.; Busayaporn, W.; Thongsri, J. A Proper Shape of the Trailing Edge Modification to Solve a Housing Damage Problem in a Gas Turbine Power Plant. Processes 2021, 9, 705. [Google Scholar] [CrossRef]
- Thongsri, J.; Tangsopa, W.; Kaewbumrung, M.; Phanak, M.; Busayaporn, W. Derosion Lattice Performance and Optimization in Solving an End Effect Assessed by CFD: A Case Study in Thailand’s Beach. Water 2022, 14, 1358. [Google Scholar] [CrossRef]
- Tangsopa, W.; Thongsri, J. A Dual Frequency Ultrasonic Cleaning Tank Developed by Transient Dynamic Analysis. Appl. Sci. 2021, 11, 699. [Google Scholar] [CrossRef]
- Srathonghuam, K.; Wonganu, B.; Busayaporn, W.; Thongsri, J. Vibration Analysis and Development of a Submersible Ultrasonic Transducer for an Application in the Inhibitory Activity of Pathogenic Bacteria. IEEE Access 2021, 9, 142362–142373. [Google Scholar] [CrossRef]
- Phophayu, S.; Kliangklom, K.; Thongsri, J. Harmonic Response Analysis of Tank Design Effect on Ultrasonic Cleaning Process. Fluids 2022, 7, 99. [Google Scholar] [CrossRef]
- Boonma, K.; Mesgarpour, M.; NajmAbad, J.M.; Alizadeh, R.; Mahian, O.; Dalkılıç, A.S.; Ahn, H.S.; Wongwises, S. Prediction of battery thermal behaviour in the presence of a constructal theory-based heat pipe (CBHP): A multiphysics model and pattern-based machine learning approach. J. Energy Storage 2022, 48, 103963. [Google Scholar] [CrossRef]
- Baxi, P.; Jain, R.; Dhadke, Y.; Chhabra, Y.; Khatawate, V.H. In Design and Analysis of Bell-Parabolic De Laval Rocket Exhaust Nozzle. In Proceedings of the 2021 4th Biennial International Conference on Nascent Technologies in Engineering (ICNTE), Navi Mumbai, India, 15–16 January 2021; pp. 1–6. [Google Scholar]
- Thongsri, J.; Srathonghuam, K.; Boonpan, A. Gas Flow and Ablation of 122 mm Supersonic Rocket Nozzle Investigated by Conjugate Heat Transfer Analysis. Processes 2022, 10, 1823. [Google Scholar] [CrossRef]
- Romei, F.; Grubisic, A. Numerical study of a novel monolithic heat exchanger for electrothermal space propulsion. Acta Astronaut. 2019, 159, 8–16. [Google Scholar] [CrossRef]
- Antonova, E.E.; Looman, D.C. Finite elements for thermoelectric device analysis in ANSYS. In Proceedings of the ICT 2005 24th International Conference on Thermoelectrics, Clemson, SC, USA, 19–23 June 2005; IEEE: Piscataway Township, NJ, USA, 2005; pp. 215–218. [Google Scholar]
- ANSYS, Inc. Nonlinear and Transient Thermal Analysis, Ansys Mechanical Heat Transfer; ANSYS, Inc.: Canonsburg, PA, USA, 2016. [Google Scholar]
- ANSYS, Inc. Module 08: Transient Analysis ANSYS Mechanical Linear and Nonlinear Dynamics; ANSYS Inc: Canonsburg, PA, USA, 2016. [Google Scholar]
- Bubpatha, W.; Thongsri, J. A Simulation of Swage Process for Hard Disk Drive Factory Based on Explicit Dynamics Analysis. In Proceedings of the 2022 37th International Technical Conference on Circuit/Systems, Computers and Communications (ITC-CSCC), Phuket, Thailand, 5–8 July 2022; pp. 864–867. [Google Scholar]
- Thongsri, J. A Successful CFD-Based Solution to a Water Condensation Problem in a Hard Disk Drive Factory. IEEE Access 2017, 5, 10795–10804. [Google Scholar] [CrossRef]
- Khongsin, J.; Thongsri, J. Numerical Investigation on the Performance of Suction Head in a Cleaning Process of Hard Disk Drive Factory. ECTI Trans. Electr. Eng. Electron. Commun. 2020, 18, 28–34. [Google Scholar] [CrossRef] [Green Version]
- Puangburee, L.; Busayaporn, W.; Kaewbumrung, M.; Thongsri, J. Evaluation and Improvement of Ventilation System Inside Low-Cost Automation Line to Reduce Particle Contamination. ECTI Trans. Electr. Eng. Electron. Commun. 2020, 18, 35–44. [Google Scholar] [CrossRef] [Green Version]
- Thongsri, J.; Tangsopa, W.; Khongsin, J. A Suitable Shape of the Suction Head for a Cleaning Process in a Factory Developed by Computational Fluid Dynamics. Processes 2021, 9, 1902. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Temperature (°C) | Specific Heat (J/kg- °C) | Thermal Conductivity (W/m- °C) | Isentropic Resistivity (Ω-m) | Convection Film Coefficient (W/m2-K) |
|---|---|---|---|---|---|
| Copper alloy | 25 100 | 385 385 | 401 398 | 1.69 × 10−8 2.28 × 10−8 | 35 35 |
| Density | 8300 kg/m3 | ||||
| Stainless steel | 25 | 480 | 15.1 | 7.70 × 10−7 | 35 |
| Density | 7750 kg/m3 | ||||
| Haynes 230 | 25 | 397 | 8.9 | 1.250 × 10−6 | 1.8 × 1012 |
| 100 | 419 | 10.4 | 1.258 × 10−6 | 8.8 × 1011 | |
| 200 | 435 | 12.4 | 1.265 × 10−6 | 4.5 × 1011 | |
| 300 | 448 | 14.4 | 1.273 × 10−6 | 3.0 × 1011 | |
| 400 | 465 | 16.4 | 1.284 × 10−6 | 1.8 × 1011 | |
| Density | 8970 kg/m3 | ||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thongsri, J.; Jansaengsuk, T. A Development of Welding Tips for the Reflow Soldering Process Based on Multiphysics. Processes 2022, 10, 2191. https://doi.org/10.3390/pr10112191
Thongsri J, Jansaengsuk T. A Development of Welding Tips for the Reflow Soldering Process Based on Multiphysics. Processes. 2022; 10(11):2191. https://doi.org/10.3390/pr10112191
Chicago/Turabian StyleThongsri, Jatuporn, and Thodsaphon Jansaengsuk. 2022. "A Development of Welding Tips for the Reflow Soldering Process Based on Multiphysics" Processes 10, no. 11: 2191. https://doi.org/10.3390/pr10112191
APA StyleThongsri, J., & Jansaengsuk, T. (2022). A Development of Welding Tips for the Reflow Soldering Process Based on Multiphysics. Processes, 10(11), 2191. https://doi.org/10.3390/pr10112191