1. Introduction
Improving organizational productivity is a global challenge; all organizations need to be highly productive to meet customer demand and stay competitive with similar organizations [
1]. The Toyota production system initiated lean manufacturing to improve productivity in a production plant. Lean manufacturing aims to produce the product and service at the lowest possible cost and as soon as a customer needs it [
2,
3]. The lean manufacturing methodology minimizes waste and increases value-added activities while eliminating non-value-added activities. The definition of different terminologies of lean manufacturing, such as lean production, waste, value-added activities, and non-value-added activities, are mentioned in
Appendix A,
Table A1. Lean manufacturing has several advantages, such as reducing cycle time, lead time, and labor while meeting customer demands and bettering the competitors. Some of the salient benefits of lean manufacturing are presented in
Table 1. Several organizations have employed lean manufacturing to enhance productivity. For example, Guo Jiang implemented lean manufacturing in an air conditioning industry in China and improved the line of balance (LOB) from 72.6% to 87.8%, saving RMB 797,051 per month [
4]. In addition, Singh and Garg applied lean manufacturing in the manufacturing industry, and the result shows that a 12.62% decrease in process inventory also reduced the workforce by 30% and increased individual productivity by 42.86% [
5].
Some essential tools for implementing lean manufacturing are value stream mapping, takt time, single-minute exchange of dies (SMED), 5S, and Kaizen. The lean tools are described in
Table A2.
Apart from lean manufacturing, Six Sigma is another technique widely used for waste elimination, process, and product quality improvement, along with achieving customer satisfaction [
12]. Six Sigma was first invented at Motorola in 1980 [
13,
14] and has been adopted by many companies, such as Bank of America, to reduce late transaction problems, encoding errors, and omissions from customers [
15]. Caterpillar Inc., Glen Barton, improved profitability [
16], and General Electronic saved around USD 400 to 500 million through Six Sigma [
17]. According to [
18], “Six Sigma is a business tool that enable companies to improve their bottom line by arranging and monitoring business strategy in such way to minimize waste, resources and increase customer satisfaction”. Six Sigma has many advantages, such as reducing defects, reducing product costs by improving processes, and improving the cultural values of the organization while meeting customer demands and bettering the competitors. Some of the salient advantages of Six Sigma are presented in
Table 2.
Different tools are used for Six Sigma implementations, such as cause-and-effect analysis (Fishbone), 5-Why, Pareto, and Kanban. Six Sigma tools’ descriptions are mentioned in
Table A3.
Although lean manufacturing and Six Sigma improve an organization’s productivity, combining both strategies, referred to as lean Six Sigma (LSS), has shown great promise and benefit for organizations worldwide [
26,
27]. Lean reduces waste and unimportant steps during production and only focuses on the steps that add value to a product. On the other hand, Six Sigma eliminates defects and verity in the process and ultimately reduces product cost without affecting product quality [
27,
28]. Several organizations have implemented the lean Six Sigma approach, such as Motorola, General Electric, and Honeywell [
29,
30]. Lean Six Sigma has many advantages, which are mentioned in
Table 3.
There are two widely acknowledged methodologies to implement lean Six Sigma in the combined form [
30,
35]:
- i.
Define, Measure, Analyze, Improve, and Control (DMAIC);
- ii.
Define, Measure, Analyze, Design, and Verify (DMADV).
The DMAIC methodology is employed to reduce variation in existing processes, while the DMADV methodology is used to design something new [
36]. DMAIC cycle is a popular and important tool of lean Six Sigma and refers to five interconnected phases that can help organizations improve their process [
37]. The description, output, tools, and techniques of DMAIC methodology are mentioned in
Table A4.
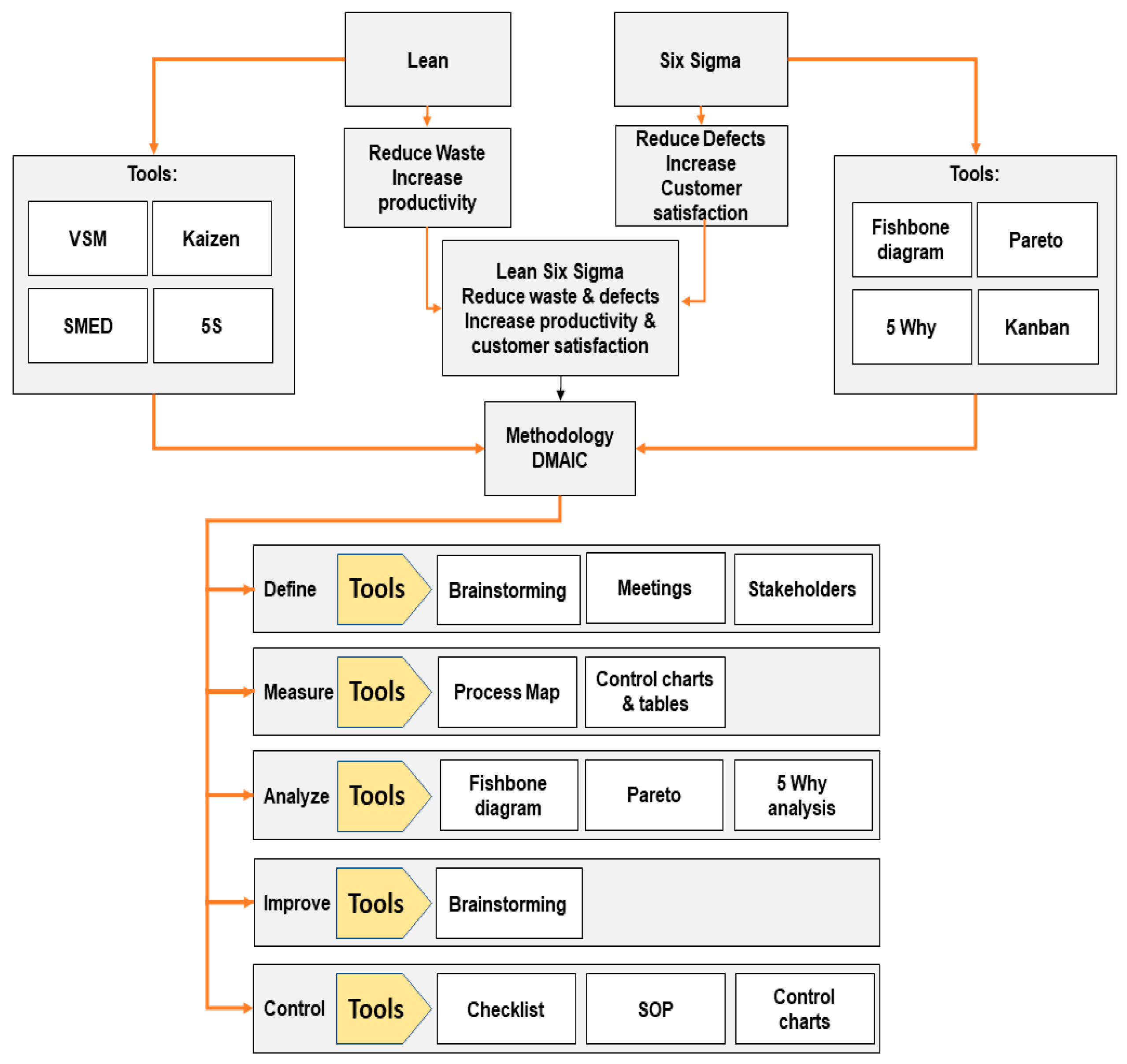
The flow chart of lean Six Sigma is given in
Figure 1.
Figure 1 shows that lean and Six Sigma are used for different purposes. Lean is used to reduce waste and increase productivity, while Six Sigma allows for reducing defects and variation in the product. Both techniques have other tools that can be applied in the combined form under the DMAIC model. Furthermore, DMAIC has five phases, each with a separate tool and method.
In project management, stakeholders are defined as individuals or organizations, such as sponsors, customers, and the people directly involved in the project, whose participation may positively or negatively affect the completion of the project [
38]. A combined economic, financial, and distributive investment is used to find the groups who lose or benefit as a result of the project, and they are called stakeholders [
39,
40]. The precise identification of stakeholders and their roles in a project is a key factor for the successful implementation of the projects; for example, many projects fail because the project manager or team cannot manage various stakeholders properly [
41,
42]. Furthermore, by clearly identifying stakeholders’ impact on the project, we can make a more realistic and accurate assessment of the long-term sustainability of the investment [
39,
40]. Stakeholders can affect the project or its outcomes directly or indirectly, depending on how directly or indirectly they are involved in the project [
38]. The active approach to the key stakeholders depends upon the project’s risk assessment [
43]. Clear, good, and punctual communication with key stakeholders reduces uncertainty and keeps it at an acceptable level [
38].
Including stakeholders in the analysis process takes more time in the beginning but increases the project’s acceptance level [
44]. Most researchers observe that incompetent or improper stakeholder selection may lead the lean Six Sigma project to failure [
45,
46,
47,
48]. For the successful implementation of the lean Six Sigma project, it is necessary to involve stakeholders at different project stages [
49]. Lean Six Sigma researchers acknowledged that it would be difficult to achieve the project’s desired results without a comprehensive agreement with stakeholders during the project [
50,
51]. Generally, the project failure does not mean that project management is lacking or incompetent but may suggest improper relations and communication between the project stakeholders [
52].
The results become more valuable if stakeholder and their role are analyzed and defined in the early stage of DMAIC [
45]. Stakeholders should be involved in the decision-making process of the project as per their defined role [
45]. For the project’s success, the project team must adequately communicate with project stakeholders on time [
53,
54].
Cost increasing from the estimated cost is a big problem in most projects, and the involvement of multiple stakeholders having different stakes and authorities makes successful cost management almost impossible in any type of project. Early counseling of key stakeholders in the cost estimation or calculation of any project reduces the risk of cost overrun [
55]. Cost calculation is fundamental for any project because it provides a clear understanding of resource management and cost scheduling [
56].
To summarize this review, the literature on LSS acknowledges that stakeholders are critical and essential for the successful implementation of LSS projects. There is a need to analyze the importance of stakeholders in LSS projects. Therefore, this study elaborates on the significance of stakeholders using the DMAIC framework in two case studies of LSS projects. The outcome of this research work is to improve productivity and reduce per unit cost with the help of LSS projects and the impact of stakeholders on LSS projects.
2. Methodology
In this paper, an air-conditioning (AC) industry is selected to investigate the effect of stakeholders on the overall implementation of LSS. Two case studies are chosen in this work. The first case study involves outdoor unit testing using air-conditioning with a power cord, while the second case study is related to condenser manufacturing. DMAIC methodology is employed in the current work to investigate the importance of the effect of stakeholders.
2.1. Definitions
Outdoor units of AC are tested through electric testing panels during their manufacturing process to verify their performance against prespecified quality standards. Reusable power cords are employed for the units’ electrical connection with testing panels.
In outdoor unit testing using a power cord, several problems are encountered, such as:
High rejection of thimble and terminal-block material;
Safety problem (units sparking and possibility of unit kits failure);
Several workers on a single process;
High process apparatus maintenance;
Overprocessing.
In condenser manufacturing, the following several problems are occurring:
The LSS is implemented in this research to enhance productivity using DMAIC for both case studies. The current process flow and process cycle time, along with the number of employees of a few workstations for case study 1, are given below in
Figure 2.
A total of 45 s is required for the following:
Power cord connection with units (with the help of fitting three screws);
Power cord connection with the testing panel;
Disconnecting the power cord from the unit (re-opening of screws).
For case study 2, condenser manufacturing involves expanding machines and welding lines. The current situation analysis is shown in
Figure 3. It is shown in
Figure 3 that an expanding machine has a design capacity of 800 units (condenser) per shift of 7.5 h, whereas the welding line capacity is 2400 units per shift. Therefore, expanding machine is kept operational 24/7 to meet the demand of the welding line of just one shift.
Stakeholders
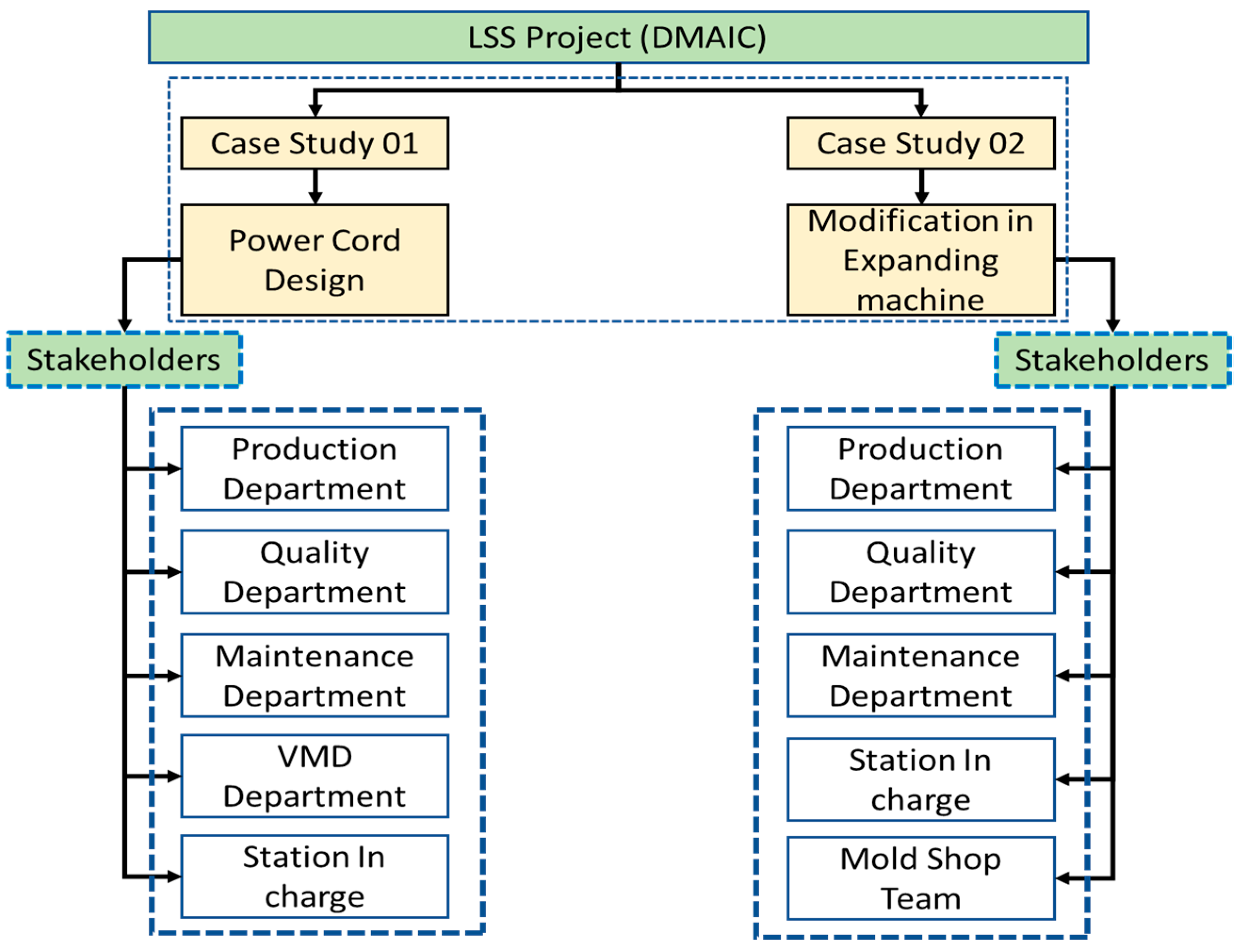
Key stakeholders defined by the project team for both case studies are given below in
Figure 4.
The project team identified some critical stakeholders in the define phase of the project in both case studies, as mentioned in
Figure 4, but the project team did not consider some other key stakeholders; for instance, the R &D department was not taken on board while implementing LSS in case study 1. Similarly, the project team did not consider a key stakeholder like the machine supplier that was not taken on board while implementing LSS in case study 2.
2.2. Measure
Data were collected in both case studies after defining the problems. Two project team members were assigned to collect the data from both case studies. In case study 1, the following data are collected during power cord usage in peak production season (from February 2020 until August 2020):
Thimble rejection;
Terminal block damages;
Safety sparking issues.
In case study 2, data were collected in the same period as in case study 1 with the following parameter:
The critical parameters required to analyze and measure the improvement are discussed in Equations (1)–(8).
The capacity is calculated using Equation (1) [
57]
where
cp,
ta, and
tt represent capacity, available time, and takt time, respectively.
Takt time is calculated using Equation (2) [
58]
where
cd represents customer demand.
Unit per hour (
UPH) is defined as the “production of units in one hour” which is calculated using Equation (3)
where
UPH,
Pt, and
Ht represent unit per hour, total production, and total available hours, respectively.
Unit per person/hour (
UPMH), which is defined as “Production quantity produced by one man in one hour”, is calculated using Equation (4) [
59]
where
UPMH and
Mh represent units per man per hour and total man hours, respectively.
Man hours are calculated using Equation (5) [
59]
where
En and
Hw represent No. of employees and total working hours.
Labor cost is calculated by using Equation (6)
where
Lc and
Se represent labor cost and total labor salaries.
Kilowatts per unit are calculated using Equation (7)
where
kc and
P represented total kilowatts consumed and total power, respectively.
Return on investment is calculated using Equation (8)
where
Ri,
It, and
Nt represent the return on investment, total investment, and net profit, respectively.
DPMO is calculated using Equation (9)
where
DPMO is defects per million opportunities,
D represents defects, U is units (lot size), and
O is defect opportunities [
60]. Sigma level (
σ) is a representation of the process capability in terms of opportunities and defects [
60].
2.3. Analysis
To analyze the root causes of the problem in both case studies, fishbone [
61,
62] and 5-Why [
63] analysis tools of lean Six Sigma are used. In fishbone and 5-Why analysis, the problem is analyzed from a different perspective to obtain the actual reasons and move toward solutions.
The fishbone diagram for a power cord connection with an outdoor unit and testing panels is based on man, the machine method, and material. In contrast, for expanding machines, fishbone is based on man, machine, material, and concept [
64]. The results for both fishbone diagrams are shown in
Figure 5 and
Figure 6, respectively, in
Section 3.2. For further investigation of the power cord process, a 5-Why analysis is also conducted, and the result is presented in
Figure 7 in
Section 3.2.
2.4. Improvement
After pointing out the root causes of the problem in both case studies, eliminate, combine, rearrange, and simplify (ECRS) method is applied to resolve it. ECRS is basically used to simplify the process by eliminating unnecessary steps or works, combining similar processes, and rearranging processes [
65]. The project team arranges meetings and brainstorming sessions to identify possible solutions in both cases. During brainstorming sessions following suggestions were discussed for case study 1:
To improve the design of the thimble only;
To improve terminal block only;
To improve the connection procedure of the power cord with the unit;
To change the whole design of the power cord.
For case study 2, various scenarios were discussed, such as:
Add another new machine to match the welding line capacity;
Outsource condenser manufacturing to meet the demand for welding line capacity;
Making modifications in the current machine to meet welding line capacity.
In case study 2, the project team also measured the dimensions of the machine and condenser for further understanding, and the result is presented in
Table 6 in
Section 3.3.
2.5. Control
The purpose of the control phase is to sustain the achievements from processes that have been improved [
66]. In this research work, the new processes of both cases have been controlled with the help of the following activities:
Training of operators regarding new processes;
Display standard procedure on workstations;
Lock production capacity based on improved processes.
3. Results and Discussions
3.1. Measure
A total of 4855 problems were reported, of which thimble rejection is at the top, followed by sparking issues and terminal block damages, as shown in
Table 4.
Table 4.
Summary of problems in the power cord process (Before LLS improvement).
Table 4.
Summary of problems in the power cord process (Before LLS improvement).
| Problems | Unit | No of Problem
(Feb to Aug) | Percentage % of
Problems |
|---|
| Thimble rejection | No. | 2100 | 43% |
| Terminal block damage | No. | 803 | 17% |
| Sparking issue | No. | 1952 | 40% |
| No. of defects | No. | 6 | |
| No. of units | No. | 135 | |
| No. of opportunities | No. | 3 | |
| DPMO | -- | 14,815 | |
| Sigma level (Initial) | σ | 3.7 (taken from [67]) | |
Table 5.
Summary of expanding machine data (Before LLS improvement).
Table 5.
Summary of expanding machine data (Before LLS improvement).
| Parameters | Unit | Data (Feb to Aug) |
|---|
| Capacity | No. | 800 |
| Unit Per Hour (UPH) | No. | 100 |
| kW loss per unit | kW | 0.17 |
| No. of units | No. | 1 |
| No. of opportunities | No. | 1 |
| DPMO | - | 170,000 |
| Sigma level (Initial) | σ | 2.4 (Taken from Table [67]) |
| Per unit energy consumption | USD | 0.021 |
| Running Hours | Hrs. | 24/7 |
The energy cost per unit (condenser) is USD 0.021, while the machine runs 24/7 to meet welding line demand. Currently, only one condenser is expanding at a time on expanding machine based on machine design capacity.
3.2. Analysis
Major causes related to the problems with the power cord process at the main outdoor assembly line are mentioned in
Figure 5.
Figure 5.
Fishbone diagram for power cord process.
Figure 5.
Fishbone diagram for power cord process.
After considering all the possibilities in both fishbone and 5-Why analysis, it was found that improper or wrong design of the power cord had an impact, causing the problem discussed in case study 1.
Figure 6.
Fishbone diagram for expanding machine (Condenser manufacturing).
Figure 6.
Fishbone diagram for expanding machine (Condenser manufacturing).
Figure 7.
The 5-Why analysis for power cord process.
Figure 7.
The 5-Why analysis for power cord process.
In the fishbone analysis mentioned in
Figure 7, the problem was analyzed from different angles to obtain the possible causes and a possible solution. There are several possible causes shown in the figure, but based on brainstorming and experience of the project and manufacturing team, it was concluded that the main cause is improper utilization of the machine by expanding only one condenser at a time.
3.3. Improve
After a detailed discussion, the project team decided to change the design of the power cord in such a way as to eliminate the usage of thimble and screws and resolve all related issues because all other suggestions are indirectly connected with the design of the power cord. The decision was based on experience and eliminated the elements or parts that created the problem. The project team then made possible a new drawing/layout of the power cord with the help of the design engineer of the project team. The layout is given below in
Figure 8.
In the new power cord design, magnets are used to connect the power cord with a terminal block of AC instead of screws and thimbles.
In case study 2, the project team again arranged meetings and brainstorming sessions to finalize the solution to the problem. The project team also discussed possible solutions mentioned in
Section 3.4 with industry management because some suggestions involved high investment. After a detailed discussion and study of the overall situation, the project team decided to make some modifications and rearrange the process for improvement. Before initiating modifications in the machine, the project team calculated the dimension of the machine and condenser, as given in
Table 6.
Table 6.
Machine and condenser width.
Table 6.
Machine and condenser width.
| Equipment | Unit | Width |
|---|
| Machine | mm | 1500 |
| Condenser | mm | 708 |
The width of the machine is almost double the width of the condenser, as shown in the table. Based on this calculation, the project team knows that two condensers can be expanded on the machine simultaneously. To expand two condensers on the machine at a time, the project team made the following modifications to the machine, shown in
Table 7.
3.4. Control
Now, to control and sustain the new power cord during the process, the project team arranged online training sessions for the operator. The project team initially provided 20 power cords and guided the maintenance person to maintain new power cords regularly. The project team also displayed the procedure for the new power cord on the workstation to control mistakes.
For controlling and sustaining the new process of expanding two condensers on the machine, the project team arranged training sessions for the operator on the workstation. The project team provided all the required expanding rods, sockets, and supporting clamps. The project team also displayed the standard procedure on the workstation.
3.5. Effect of Implementation of LSS (DMAIC)
In the improvement phase, corrective action has been taken in both cases, leading to the improvement of the process. By improving the design of the power cord following parameter has been enhanced, as shown in
Table 8. The return on investment (ROI) on a power cord design project is 0.61 years, as shown in
Table 8.
Capacity, UPH, and UPMH increased by 14%, while labor cost per unit was reduced by 4%. The labor cost of USD 0.019 has been saved per unit, which means that after the production of 188,802 units, the project investment is returned to the company. In addition, thimble rejection and terminal block damage have been eliminated 100% as there are no thimble and screws used in the new power cord, as shown in
Figure 9.
By rearranging the process and making modifications in the machine following parameter has been improved, as shown in
Table 9. The machine can now expand two condensers simultaneously, as shown in
Figure 10. To fulfill welding line demand, the machine is now run 12/7 instead of 24/7, resulting in savings in employees and energy consumption of one complete shift.
In this case, capacity, UPH, and UPMH increased by 100% while labor and electricity costs were reduced by 33% and 43%, respectively; a total saving of USD 3446. The ROI of the project is 0.13 years. USD 0.022 has been saved per unit, which means that after the production of 40,033 units, project investment is recovered by the company.
The total saving in both case studies is given below in
Table 10.
3.6. Stakeholder Effect on the Overall Implementation of LSS
The new power cord is successfully used without facing any problems, and the process becomes very simple and easy. Still, during the following year’s development from the R&D side, the size of the terminal block of the outdoor AC unit was changed, so the new power cords could not be used. In this way, these power cords become useless and a loss for the company; the company then scraps all the power cords and starts the development of new power cords as per requirement for the following year. In this case study, the key stakeholder was the R&D team which was ignored by the project team during the project. The project team then again developed a new drawing of the power cord with the help of the design engineer. Both design drawings of the power cords are shown below in
Figure 11.
There is only a dimension difference in each drawing, and everything else is the same. The project team again invested USD 4167 in the new power cord development after the change to the terminal block design prompted by the R&D team, which is a total loss for the company caused by ignoring key stakeholders (R&D in this case) at the beginning of the project.
Similarly, the expansion of a small 1-ton air-conditioner condenser model is performed successfully without facing any problems; the machine capacity becomes doubled and thus reduces labor costs by simultaneously increasing production. Still, when the manufacturing team expanded the two condensers of the big model (2 tons) at the same time, the expanding machine rods became badly damaged. The condensers also become damaged as they need to expand carefully with the required pressure. In this case study, the key stakeholder was the machine supplier, which the project team ignored during the project.
To expand two condensers in the big models (2 tons), the project team again made some more modifications to the machine with the help of the machine supplier. The supplier suggested installing springs in machine dies to properly manage pressure during the expansion process, which was then implemented by the project team, as shown in
Figure 12. The total cost of installing the springs and new expanding rods in expanding machine was USD 446, a total loss for the company resulting from ignoring stakeholders at the beginning of the project.
By ignoring key stakeholders in both case studies, the organization faced a loss of USD 9077. The precise amounts lost are given in
Table 11.
Net Loss
Net loss caused by ignoring some key stakeholders in both case studies is given below in
Table 12. A total of USD 2709 has been lost in both case studies.
4. Conclusions
This paper investigated the impact of stakeholders on the implementation of lean Six Sigma project cost and outcomes. Two case studies—power cord design and expanding machine modification—have been selected for improving productivity, reducing per-unit cost, and investigating the impact of stakeholders on the project. The study involves the implementation of lean Six Sigma principles and the DMAIC problem-solving technique. After the analysis carried out in the analysis phase of DMAIC, it has been found that improper power cord design and inefficient use of expanding machines had a major impact on productivity and per-unit cost.
The application of the DMIAC tool made it possible to improve productivity, reduce per-unit cost, and analyze the impact of stakeholders on the project in five essential phases. During these phases, problems were defined in detail in both case studies, important and necessary data were gathered in both case studies, and the causes of the problems were analyzed with the help of fishbone and 5-Why techniques. After a detailed analysis of the root causes, different improvement measures were proposed and subsequently implemented in the processes. Therefore, both projects significantly improve productivity and reduce per-unit cost.
The following results have been achieved in the first case study project:
Capacity improved from 1080 to 1227 (14%);
UPH improved from 135 to 153 (14%);
UPMH improved from 0.94 to 1.07 (14%);
Cost savings of USD 0.019 per unit and a total savings of USD (2923) (4%);
Improved Sigma level from 3.7 to 4.7
For the second case study project, the results are given below:
Capacity improved from 800 to 1600 (100%);
UPH improved from 100 to 200 (100%);
UPMH improved from 36 to 71 (100%);
Cost saving of USD 0.022 per unit and a total saving of USD (3446) (37%);
Improved Sigma level from 2.4 to 6 (kW loss after improvement).
Although the implementation of LSS in both projects resulted in an increase in productivity and reduced per-unit cost, inadequate selection of all stakeholders has impacted the overall outcome of the aforementioned projects. This research has shown that inadequate selection of stakeholders can affect the LSS project. By ignoring the key stakeholder, such as the research and development department in case study 1 (power cord design) and the supplier in case study 2 (expanding machine modification), the project not only failed, but the project cost also increased. For both selected case studies, the total loss was USD 9077. If savings resulting from the implementation of LSS in both projects is included, then the net loss was USD 2709.
The present research has also shown that both internal and external stakeholders must be considered before the implementation of LSS. In the first case study (power cord design), the ignored stakeholder was the R&D department, an internal stakeholder, and in the second case study (expanding machine modification), the ignored stakeholder was the supplier, an external stakeholder.
Suggestions
The project team must identify key stakeholders, both internal and external, before starting the LSS projects;
The project team must define stakeholders and their responsibilities in the definition phase of DMAIC.
This research could encourage empirical researchers to build links and relations between stakeholder literature and LSS project management literature. Furthermore, this work can help researchers to expand their search to stakeholders in LSS projects. Finally, further research in this area can help to build a theory relating to stakeholder management in LSS projects. This research work is limited to stakeholder importance in LSS projects only.

 and
and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}