1. Introduction
Currently, the provision of conventional oil and gas resources cannot meet the rapid growth of energy consumption [
1]. Hence, the developed activities of unconventional reservoirs have drawn growing attention from energy companies [
2]. It is well known that more than half of unconventional resources generally exist in deeper formations, which also means a high-temperature and high-pressure (HTHP) environment [
3,
4]; the downhole temperature could be up to 150~240 °C, and the original formation pressure could be up to 140~240 MPa [
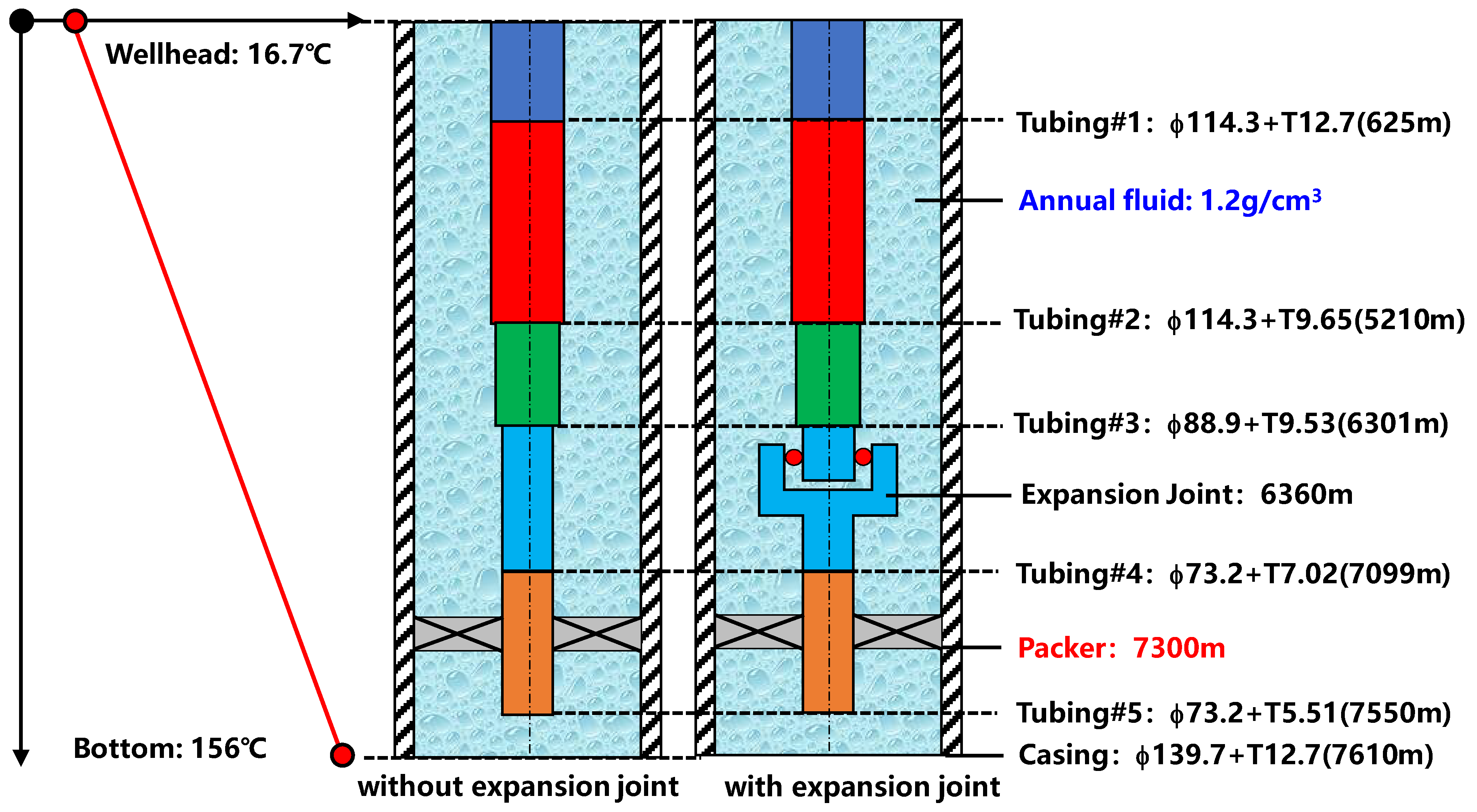
5]. Under such a harsh environment, the high fracture pressure is necessary to ensure the smooth development of a fracturing job. Meanwhile, the high fracture pressure usually accompanies a large injection rate of fracture fluid, which leads to a drop in temperature. These factors would cause the tubing to have a tendency to shrink, and excessive force would act on the packer, thereby causing it to fail. Consequently, to avoid the occurrence of packer failure, installing an expansion joint is a feasible mitigation to compensate for and absorb the axial deformation of the tubing during fracturing.
Actually, the importance of an expansion joint had been highlighted in some previous research and its application covers numerous fields, e.g., chemical industry, petroleum, electricity, etc. Some scholars researched the mechanical properties of expansion joints by creating simplified formula and FEM. Rao et al. [
6] studied the dynamic stability and natural frequency of an expansion joint, and the correctness of the simplified formula (defined in EJMA, expansion joint manufacturers association) is verified by a dynamic model. Kiryukhin et al. [
7] carried out influence-factor analysis of expansion joint vibration using the theory of vibration mechanics, and the high-pressure pipeline expansion joint is designed to avoid fatigue damage caused by pipeline vibration. Kiryukhin et al. [
8] analyzed the vibration deformation of expansion joints in a pipeline with the physical model of fluid–solid coupling, and found that the effect of vibration frequency was a change in pressure in the pipeline.
The above research results present that the expansion joint can alleviate the vibration of ground pipelines based on dynamic calculation. However, more features of the expansion joint are put forward to meet the increasingly demanding working environment. Belilovets et al. [
9] studied the compensation effect of underground heating pipelines with expansion joints, and developed a joint design to deal with a large-temperature-difference environment. Guo et al. [
10] analyzed the flexibility of UHV (ultra-high vacuum) transmission pipelines based on the stress distribution by Caesar II software. Novikov et al. [
11] developed a physico-mathematical model to measure the reliability performance of bellows expansion joints, and found that fatigue and wear are the two most significant factors that reduce the strength of the joint. Liu et al. [
12] calculated the load change of the hydrostatic pressure at the flange connection after the expansion joint was installed and found that the bolt load and the flange moment were significantly reduced because of the expansion joint. Sun et al. [
13] carried out the calculation of the change in a Mises stress distribution in an expansion joint under high-temperature and high-flow-rate media by fluent software; meanwhile, the temperature distribution of the joint is obtained. Yang et al. [
14] studied the protective effect of an expansion joint in the string at high temperature, and declared that an expansion joint could alleviate the elongation of the pipe string when the temperature reaches 360 °C.
Most of the expansion joints mentioned in the above studies were attachments on surface pipelines; the downhole service environment is even harsher (e.g., higher temperature and pressure, more corrosive media, more varied conditions, etc.) compared to the ground environment. Research on the application of expansion joints in wellbores has only begun in recent years. Yang et al. [
15] used a three-dimension finite element method to perform the deformation of the tubing string, and developed a process for calculating the mechanical behavior of the completion and testing the tubing string with the expansion joint. Song et al. [
16] reported the case involving the application of expansion joints during zonal fracturing in HTHP gas wells, and the results presented that the existing problems, such as the high axial stress of the packer, poor sealing performance of the packer, and the high tubing stress, were improved through the addition of expansion joints in the tubing string.
Previous work thus clearly demonstrated the mechanical characteristics of expansion joints and their specific applications in some fields; however, the whole well section string model with expansion joints has not been reported in previous research. Furthermore, such technical guidance and support are urgently needed in the oil field. Therefore, the FEM of the tubing string with expansion joints in the whole well section is established in this work for calculation and analysis to guide the field about using expansion joints to reduce the occurrence of packer failure and tubing damage during fracturing.
2. Physical Model during Fracturing
The temperature of the fracturing fluid inside the tubing string could drop significantly in a short period (≤30 min generally according to the field data) during fracturing, and this change is the main reason for the accumulation of internal force in a tubing string.
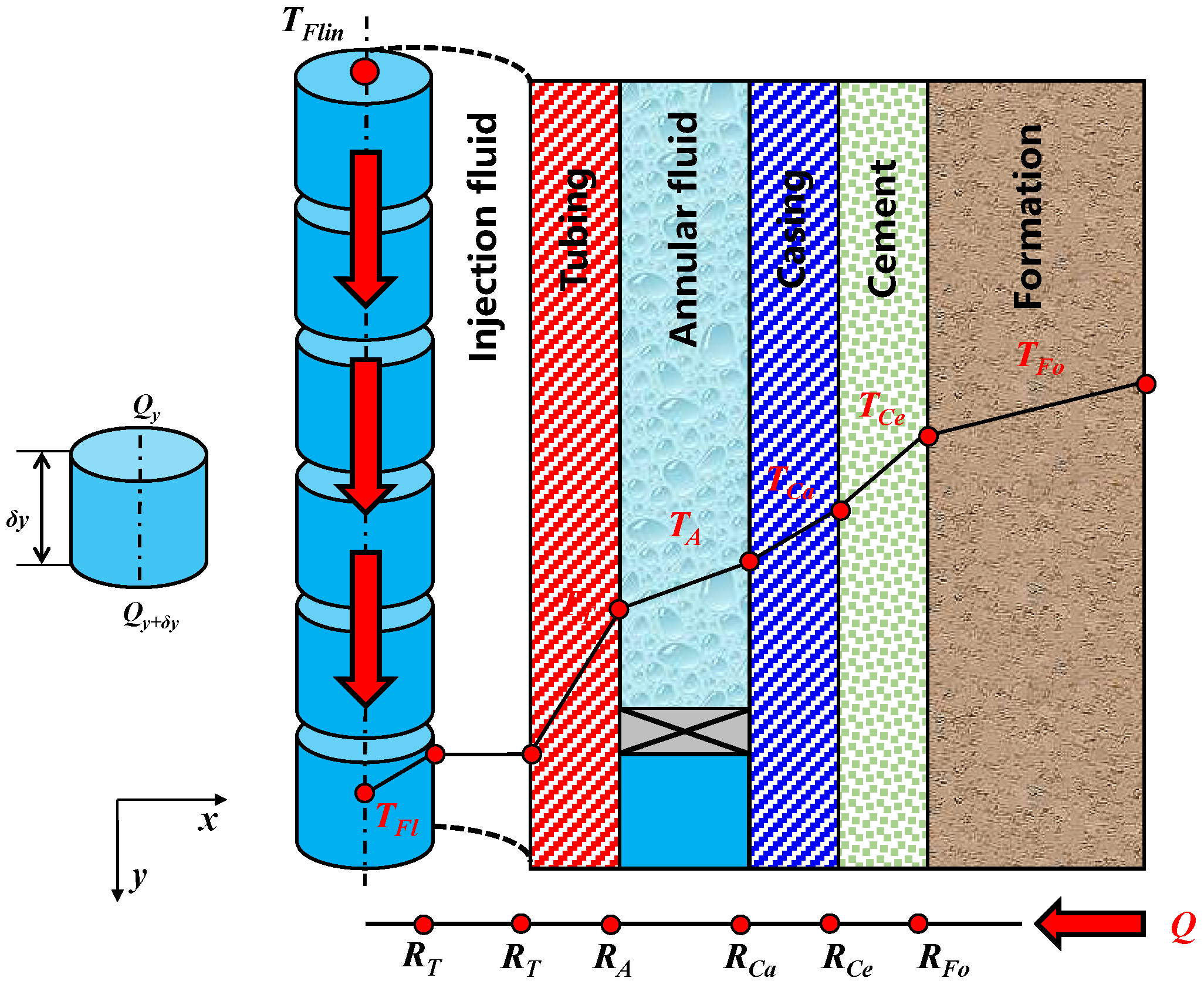
Figure 1 shows the physical model of the injection fluid and heat transfer in the borehole. It can be found that the injection fluid enters the tubing string at the wellhead with a temperature (
TFlin) and flows down into the reservoir [
17]. The rate of heat convection between the injection fluid and the inner wall of the tubing could affect fluid temperature (
TFl) significantly. The heat generated is continuously carried out of the inside of the tubing, and a decrease of the temperature surrounding the borehole is caused. In general, heat generated in the far distance of the borehole diffuses to the wellbore by heat conduction because of the effect of temperature difference [
17,
18].
Fracturing fluid flowing in tubing can be divided into several units (the Y-axis is the axial direction of the wellbore), and the heat of a unit consists of four parts: (i) heat generated by convection heat transfer between fracturing fluid and tubing, (ii) the change of internal energy of the fracturing fluid, (iii) the heat carried by the down-flowing fracturing fluid, and (iv) thermal friction between fracturing fluid and tubing.
The heat generated by convection heat transfer
Q1 between fracturing fluid and tubing per unit time
dt can be presented as [
17]:
where
TT is the tubing temperature,
TFl is the temperature of the fracture fluid in the tubing,
RT is the inside radius of the tubing, and
hT is the convection coefficient of the inner wall of the tubing.
The change in internal energy
E of the fracturing fluid per unit time
dt can be expressed as [
17]:
where
ρfr is the density of fracture fluid and
cfr is the specific heat capacity of fracture fluid.
The heat
Q2 carried by the down-flowing fracturing fluid per unit time
dt can be illustrated as [
17]:
where
q is the injection rate.
The work from thermal friction
W between fracturing fluid and tubing per unit time
dt can be presented as [
17]:
where
QFl is the energy source of fracture fluid unit. In addition, the equilibrium equations can be obtained as follows [
17]:
Tubing string can be divided into several units; the heat of a unit consists of four parts [
18]: (i) the change of internal energy, (ii) heat conduction between the outer wall and annular fluid, (iii) convection heat transfer between the inner wall and fracturing fluid, and (iv) axial heat conduction.
The change in internal energy
E of a tubing unit per unit time
dt can be illustrated as [
18]:
where
ρt is the density of the tubing material,
ct is the specific heat capacity of the tubing material, and
RA is the inside radius of the annular fluid.
The equilibrium equations including the heat conduction
Qra of the outer wall of the tubing—the annular fluid and the convection heat transfer of the inner wall—and the fracturing fluid per unit time
dt can be presented as [
18]:
where
μT is the thermal conductivity of the tubing material and
TA is the temperature of annular fluid.
The axial heat conduction
Qax of a tubing unit per unit time
dt can be expressed as [
18]:
The equilibrium equations can be obtained as follows [
18]:
The heat transfer relation of annular fluid–casing wall (inside radius of casing
RCa, temperature
TCa)–cement (
RCe,
TCe)- formation (
RFo,
TFo) could all be regarded as the heat conduction between multi-layer cylinder walls [
19].
From the mechanical perspective, if there is no constraint on the tubing string, the structural stress could not occur as the temperature changes. However, when the string is fixed at wellhead and packer, the accumulation of the total internal forces Δ
Fall in the structure could be mainly caused by the effect of thermal expansion and contraction. Meanwhile, the internal force of the tubing string is also affected by buckling effect Δ
F2, a friction effect caused by fluid flow Δ
F3, ballooning effect Δ
F4, and piston effect Δ
F5 in ultra-deep HTUHP wells [
20]. The total internal forces Δ
Fall of the tubing string could be calculated by different effects, as shown in Eq. (10). In our work, these effects are taken into account to calculate the mechanical behavior of the whole section of the tubing string.
3. Experimental
3.1. Materials and Specimen Preparation
The studied works on the micro-structure and mechanical properties of the tubing material have a positive effect on the accuracy of the mechanical calculation results. Therefore, a series of tests of metallographic observations and the macro-mechanical properties of 13Cr110 are carried out, manufactured according to 110 ksi (758 MPa) nominal yield strength [
4].
The samples for the metallographic tests are cut from 13Cr110 tubing, and different grits of sandpaper (80, 200, 400, and 800) are used to grind the surface gradually [
1].
In addition, in to obtain the mechanical property of 13Cr110, samples of base material are cut from a tubing section (
Figure 2), and
Figure 2 presents the schematic diagrams of the sample used for tensile test.
3.2. Metallographic Tests
A HCS 140 high-frequency infrared-ray carbon–sulfur analyzer (Shanghai Dekai Instruments Co., Shanghai, China) is employed to measure their chemical composition.
Moreover, an Axio Scope A1 (Carl Zeiss, Oberkochen, Germany) optical microscope is used for the metallographic observation of 13Cr110. Meanwhile, a ZEISS Gemini 500 (Carl Zeiss, Oberkochen, Germany) field-emission scanning electron microscope is employed to obtain the mapping maps.
3.3. Tensile Tests Method
To obtain the static mechanical properties of the 13Cr110, tensile tests are carried out at a temperature of 25 ± 1 °C. An MTS-180 tensile machine (MTS System Corp., Eden Prairie, MN, USA) is employed to run stress-strain tests with a velocity of 1 mm/min.
It is worth noting that the fluid temperature in the tubing varies dramatically during fracturing. Therefore, to further consider the change of material strength with the ambient temperature, the tensile tests of the tubing material are carried out at different temperatures. The testing process can be divided into three steps: ⅰ) the samples are placed in a heating furnace with air as the medium, ⅱ) the air is heated to a specified temperature by an electric heater and held for 10 min, with the testing temperatures determined to be 50 °C, 75 °C, 100 °C, 125 °C, and 150 °C, respectively, and ⅲ) the heated samples are stretched by the MTS-180 in time.
The metallographic observation of 13Cr110 is acquired, as shown in
Figure 3a,b. It can be found that the inclusion in the study material is cyclic oxide, and the metallographic structure includes martensitic grains and a small amount of ferrite (Fe
3C). Subsequently, a field-emission scanning electron microscope coupled with an EBSD probe is employed. Diffractograms are acquired at a tube voltage and current of 40 kV and 40 mA, respectively, a scan range of 5–90°, and a scan speed of 5°/min. Finally, to further explore the changes in grain size quantitatively, the results of the EBSD are analyzed by data analysis software. It is notable that the mapping maps (
Figure 3c,d) can be used as an auxiliary diagram to clearly distinguish different grains in the inverse pole figure maps. The red region is the body-centered cubic grain, while the green region is the face-centered structure Fe
3C. Meanwhile, grain size analysis reveals that the average grain size is 19.38 μm in the base alloy. In general, the grain distribution of the tubing material studied is uniform.
3.4. Mechanical Property Results
The mechanical property results of 13Cr110 can be characterized from the stress-strain curve in
Figure 4, and the mechanical parameters are listed in
Table 1. According to the curve, it can be seen that this material presents obvious elastic and plastic stages, and when the strain reaches about 6%, the stress of the material reaches the tensile strength
σu. Based on the curve in
Figure 4, several key parameters can be extracted in
Table 1, and it can be found that the tested average yield strength
σy of 13Cr110 is 831.76 MPa, the average ultimate strength
σu is 922.46 MPa, and the average percentage elongation
δ is 19.16%. Meanwhile, the test results of material strength at different temperatures are presented in
Figure 5. It can be seen that the yield strength, tensile strength, and elongation of the material obviously decrease with the increase of temperature. The yield strength
σy of 13Cr110 under different temperatures (50 °C, 75 °C, 100 °C, 125 °C, and 150 °C) are 831.7 MPa, 805.8 MPa, 786.5 MPa, 765.3 MPa, and 742.7 MPa, respectively. The ultimate strengths
σu are 922.4 MPa, 902.7 MPa, 885.6 MPa, 865.5 MPa, and 846.5 MPa, respectively. The percentage elongations
δ are 19.16%, 18.01%, 17.2%, 16.11%, and 14.99%, respectively. These experimental results consider the strength change because the change in temperature is also extended to modeling the tubing string to obtain an accurate simulation.
5. Discussion
5.1. Buckling
Another important factor affecting the force distribution of the whole section of tubing string is the position of the expansion joint, also presented as expansion joint–packer length in this work. From the above simulation results, it appears that the longer the expansion joint–packer length, the safer the packer. However, it is worth noting that buckling deformation could be triggered when the compression axial force of the tubing string exceeds a certain critical value. Buckling of the tubing string is the primary cause of many accidents, e.g., the decrease in residual strength of the pipe, an increase in the erosion of wall thickness, an increase in stress corrosion cracking risk, and galvanic corrosion between casing and tubing [
21].
Figure 14 illustrates the axial force of the tubing string above the packer (
Fap) vs. injection rate and expansion joint–packer length. It can be found that
Fap increases significantly with the increase of the injection rate and expansion joint–packer length, the comparison from
Figure 14 shows that the expansion joint–packer length has a more obvious effect on
Fap than the injection rate.
To further study the relationship between axial force and tubing buckling deformation, the buckling deformation of the tubing string calculated by FEM under five working conditions (defined as I, II, III, IV, and V in
Figure 14) is extracted and compared. In addition, several working conditions are injection rate 2 m
3/min–expansion joint–packer length 700 m, injection rate 2 m
3/min–expansion joint–packer length 850 m, injection rate 2.5 m
3/min–expansion joint–packer length 950 m, injection rate 3 m
3/min–expansion joint–packer length 1100 m, and injection rate 4.5 m
3/min–expansion joint–packer length 1200 m, respectively.
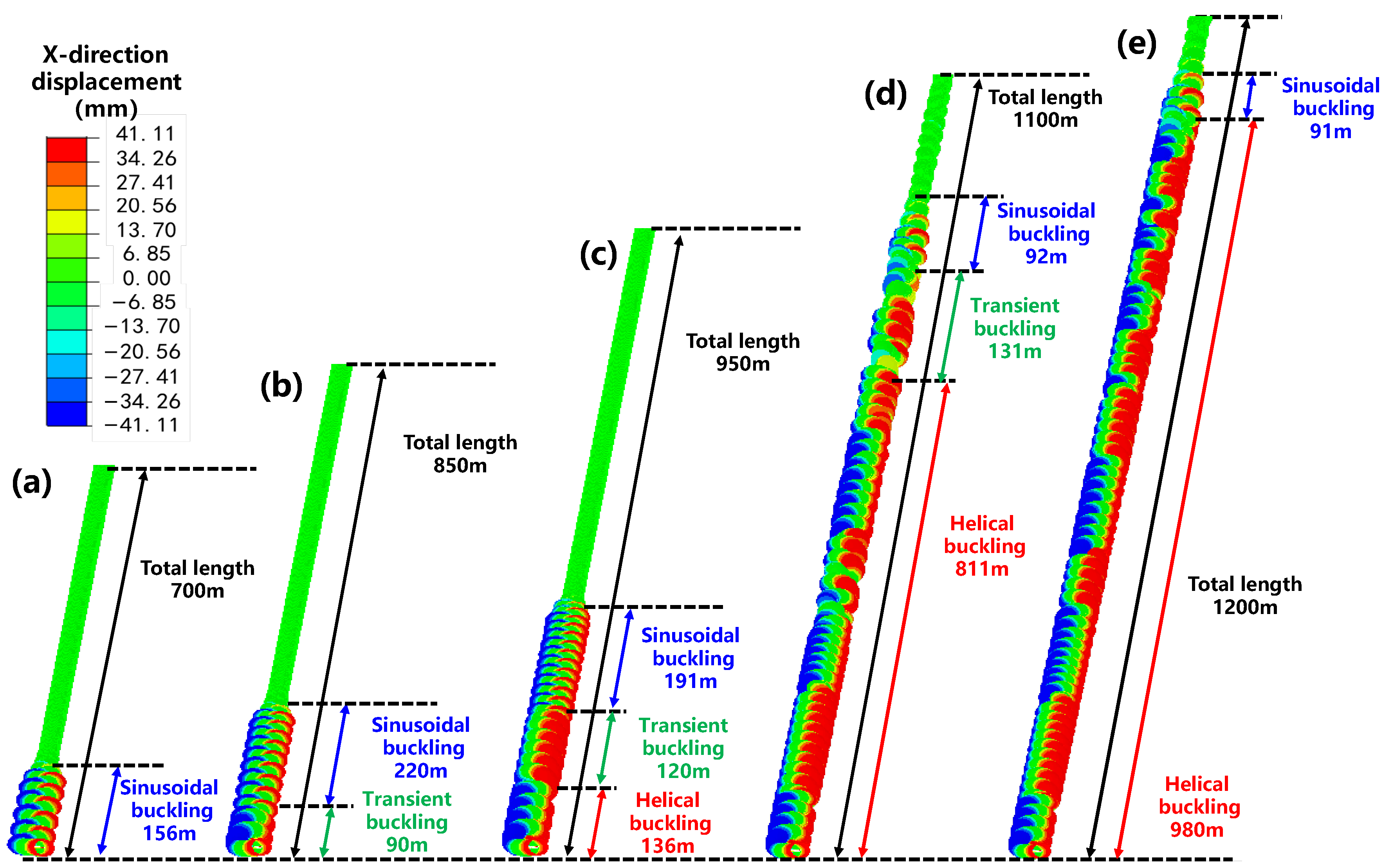
Figure 15 presents the tubing buckling deformation (expansion joint–packer) under five defined working conditions. It is obvious that the buckling deformation of the tubing string becomes more serious with the increase of expansion joint–packer length.
The severity of the buckling deformation of the tubing can be evaluated in two ways: (i) the length of the buckling tubing string and (ii) the categories of buckling deformation (including sinusoidal buckling, transient buckling, and helical buckling). It is known that sinusoidal buckling is a relatively mild deformation, while helical buckling is a more serious form according to reference [
22]. When expansion joint–packer length increases from 700 m to 1200 m, the buckling deformation of the tubing changes significantly: (i) the length of the buckling tubing string are 156 m, 310 m, 447 m, 992 m, and 1071 m, respectively, and (ii) the form of buckling deformation changes from sinusoidal buckling to helical buckling.
Moreover, the contact between tubing and casing caused by buckling deformation is the initial cause of many risks, e.g., (i) the galvanic corrosion of dissimilar joints (tubing (13Cr110) and casing (150 V) in HTHP wells) could be caused, and this phenomenon has been reported by many scholars, (ii) the contact force as an additional load could reduce the safety factor of the tubing string; meanwhile, excessive contact forces may cause secondary deformation of the tubing, and (iii) helical buckling may cause the self-lock of the tubing string in the casing.
Figure 16 shows contact between tubing and casing under six working conditions from the perspective of the well bottom. When the axial force at the bottom is 100 kN, no deformation occurred, but the sinusoidal buckling of the tubing is initiated at 180 kN axial force. Then, when axial forces reach 250 kN, a typical helical buckling is triggered, and the contact region between tubing and casing is approximately a spiral belt. It can be seen that the helical buckling becomes more pronounced as the axial force increases.
5.2. Movement of Expansion Joint
Moreover, the stroke length of the expansion joint is also an important factor to be considered in the design because if the expansion joint is pulled apart during high-pressure fracturing, it could have disastrous consequences. When the deformation (
Lup +
Ldo) exceeds the stroke length limit of the expansion joint under the specified working condition, the expansion joint would be stretched. It can be imagined that this tensile force is determined by the injection rate and the position of the joint along the well depth.
Figure 17a illustrates the changes in movement of an expansion joint under different field conditions. When the joint is placed in a certain position, the movement increases with the increase of rate. Meanwhile, the movement increases with the increase of the depth of placement position. However, it is worth noting that the movement reaches 7.38 m (7.38 m is the stroke limit of the expansion joint in this work) under five conditions (placement position 6200 m–injection rate 4.5 m
3/min, 6200 m–5 m
3/min, 6360 m–4.5 m
3/min, 6360 m–5 m
3/min, 6450 m–5 m
3/min); it can be believed that the expansion joint is stretched in these conditions. Therefore, the values of the corresponding five tensile forces are presented in
Figure 17b. It can be seen that the values of the tensile forces of the joint exceed the force limit (150 kN) in two conditions (167.34 kN in 6200 m–5 m
3/min and 158.46 kN in 6360 m–5 m
3/min).
It can be known from the above systematic analysis that the packer’s safety factor can be significantly improved by adding an expansion joint to the tubing string to meet the requirements of high-rate injection. However, the expansion joint could be pulled out under certain working conditions; meanwhile, string buckling is also easily caused. Therefore, packer safety, stress distribution of the tubing string, buckling deformation of the tubing string, and stroke length of the expansion joint all need to be considered simultaneously when using it. Hence, the design principle is to minimize the stress level of the tubing string to ensure the safety of the packer, while avoiding string buckling and joint fracture. If these factors cannot meet the requirements simultaneously, sinusoidal buckling is acceptable. However, helical buckling is definitely not allowed because such deformation can cause a series of hidden dangers, e.g., erosion, wear, galvanic corrosion, etc. Eventually, there is a suggestion that if the expansion joint is necessary to meet the fracturing conditions, the supply of the specific identification plate for a well could provide a theoretical basis for the design of the string and expansion joint (including the placed position and stock length limit). It could play a positive role in the safety construction of the site.
6. Conclusions
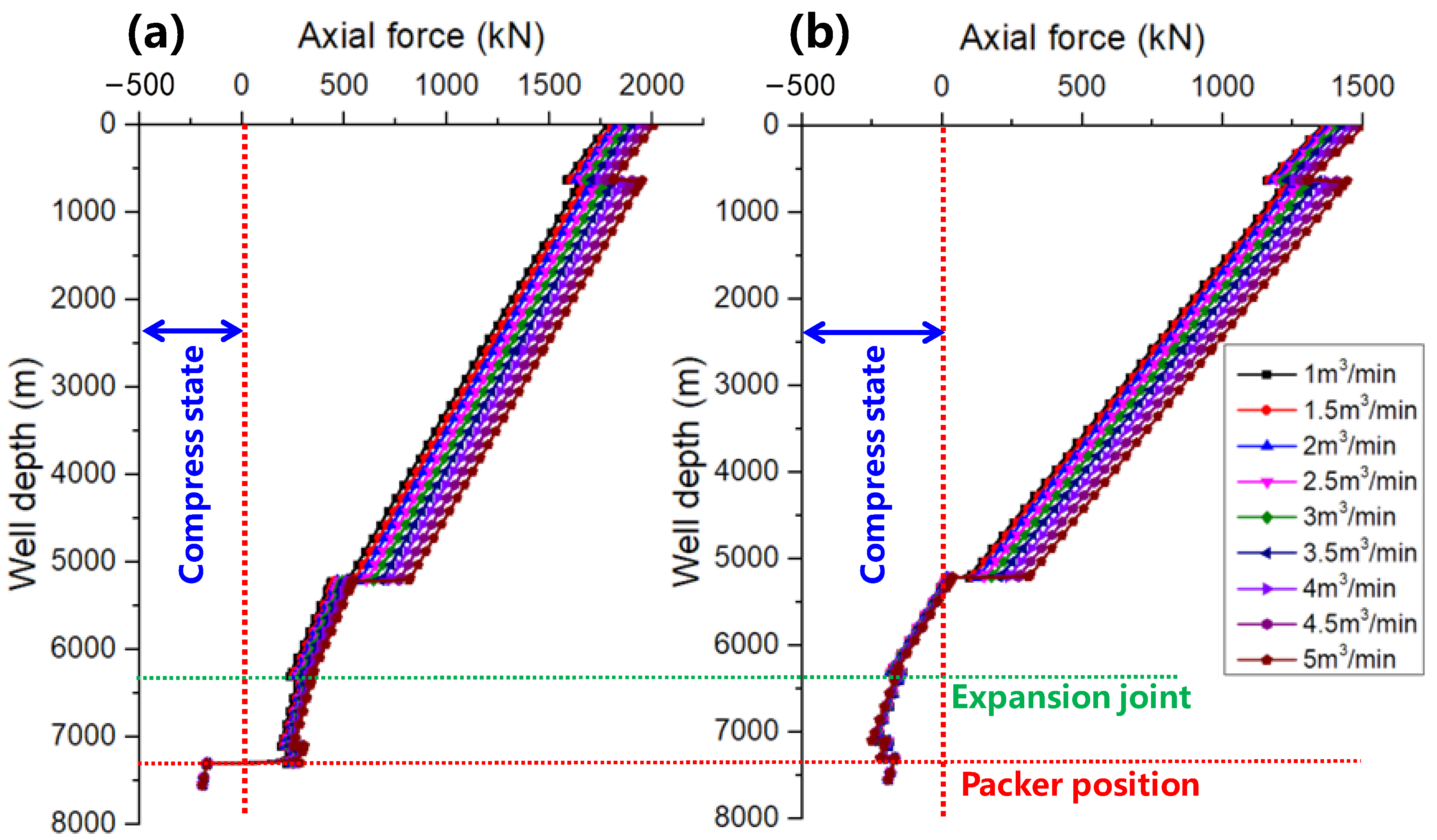
(1) The axial force of the tubing string without an expansion joint in the section of wellhead–packer is the tensile state that is due to a rapid drop of temperature during fracturing (in our case, the axial force increases from 215 kN to 283 kN when the injection rate increase from 1 m3/min to 5 m3/min). In addition, the direction of the axial load from the tubing on the packer is upward, and the upward force could increase with the injection rate.
(2) Due to the working mechanism of the expansion joint, the axial force of the tubing string in the section of joint–packer changes to the compression state. Moreover, the direction of the axial force from the tubing string on the packer becomes downward, and the downward force could also increase with the injection rate; this force on the packer is caused by two factors: (i) the weight of the tubing string (section of expansion joint–packer) and (ii) the inner pressure from the fracturing fluid on end of joint.
(3) The expansion joint can significantly change the distribution of internal forces in the tubing string, and this change can effectively reduce the load on the packer. The axial force could change from a tensile state to a compression state. Numerically, the absolute value of the axial force in the compression state is 80%~95% of that in the tensile state under different injection rates.
(4) The packer safety, stress distribution of the tubing string, buckling deformation of the tubing string, and stroke length of the expansion joint all need to be considered simultaneously when using an expansion joint in the design of the tubing string. If these factors cannot meet the requirements simultaneously, sinusoidal buckling is acceptable, but helical buckling is definitely not allowed. Meanwhile, the supply of the specific identification plate for a well could provide a theoretical basis for the design of the string and expansion joint (including the placed position and stock length limit).
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}