1. Introduction
The generation of fuel and/or energy from waste plastics has significant environmental benefits. However, any process must have a profitable economic incentive, one way or the other, to attract investment and professional acknowledgement.
Plastics are one of the cheapest and most versatile materials available in modern society. For these reasons, a surge in plastic production has been observed in recent years, with 50% of all plastics ever created being made in the last decade and a half [
1]. Global production has rapidly increased from the initial introduction of plastics in 1950 [
2], where approximately 2 million metric tonnes per annum (MMTPA) of plastics were generated, reaching 407 MMTPA by 2015 [
1]. At this time, it is estimated that over 8000 Mt of plastics have been produced, with 6300 Mt being disposed of as wastes [
3]. The majority of these waste plastics are polyethylene (PEs), as emphasised in work done by Chiemchaisri et al. [
4]. According to Aguado and Serrano [
5], PEs constitute more than 40% of this municipal waste plastic (MWP), with HD topping it. The dominance of HDPEs in MWP and the environment, in general, put it among the top list of plastic feedstocks utilised in the pyrolysis conversion process. This is emphasised in work done by Yansaneh and Zein [
6], where they highlighted the large frequency in the use of HDPEs for feedstock in pyrolysis and their production, mainly fuel oils.
Due to the ‘throw-away’ mindset of most modern societies, plastic pollution can spread across the land in the form of litter and landfills, polluting terrestrial areas and ruining ecosystems because of poor waste management and systems [
7]. In Europe, approximately 25.8 million tonnes of waste plastics are generated yearly [
8]. Most of these wastes would be sent to landfills and/or for incineration after the product has fulfilled its single-use purpose [
9]. The packaging industry contributed 42% of all plastics consumed in 2016 [
10].
To ultimately prevent and simultaneously reduce current plastic pollution, a hierarchy of the most desirable to the least desirable outcome of waste plastic was established [
11]. Hence, redesigning business models surrounding plastic production, application, and consumption is of utmost importance [
12]. Note that the pollution associated with these waste plastics constitutes highly toxic compounds, which are produced as by-products and are similar to those produced during pyrolysis reactions [
13].
The focus of this project is on HDPE, most often seen as product packaging, being converted to liquid fuel via pyrolysis. Waste HDPE is recognised to be a major environmental problem. There are several methods to dispose of HDPE wastes, i.e., landfilling, incineration, and pyrolysis. Landfill treatment and incineration processes are quite expensive and may raise problems with unacceptable emissions [
14,
15]. This occurs because these emissions are uncontrollable, unlike pyrolysis, in which case, the emissions associated with thermal cracking are contained and controlled using pipes. In catalytic cracking, chemicals are used to eliminate emissions. Treatment cost for HDPE, and waste plastic, in general, is inarguably huge. As such, it could cost approximately £12 billion, if not far much more, to treat/manage waste plastics across Europe [
14]. Nevertheless, the pyrolysis process has been investigated in a wide range of research work types through which waste plastics were converted into fuel oil and valuable chemicals, as depicted in
Table 1.
Although pyrolysis is a consistently successful system for converting waste plastic to fuel, the process requires substantial energy to power the extreme temperature conditions dependably and consistently within the reactor [
31]. The high-energy demand associated with the pyrolysis process can make it difficult to permit industrial and economic feasibility. Nevertheless, there are methods to reduce or control temperature conditions and energy demands. For example, decreasing the pressure in the vessel can drastically decline the temperature/energy requirements [
32]. This alteration to the process design offers a far greater industrial feasibility and ultimately allows for potential scaled-up operations. Furthermore, the ensuing reduction in reactor energy demand indicates that implementing renewable energy sources and recycling streams could cover the total energy demand [
32].
Since this paper focuses on HDPE, a common municipal waste plastic, for its conversion into liquid fuel via pyrolysis, the waste can be used as an easily accessible and abundant feedstock. This work seeks to economically analyse the conversion of HDPE waste plastics to liquid fuels via pyrolysis to find a positive relationship between economic investment and the reduction in anthropogenic environmental harm. The question is how to minimise the cost to manage, sustainably, waste plastic pyrolysis so that it remains more cost-effective than the probable cost to respond and fix any health damage those waste plastics may cause to humans and/or the environment if they had not been pyrolysed. As such, the novelty of this study, which syncs with the Aspen HYSYS simulation model, yielded pyrolysis oil with HDPE as waste plastics. It showcased the economic deficiencies in the process of solving the environmental challenges posed by HDPE waste plastics and recommended its non-applicability for implementation. To the best of the authors’ knowledge, this has not been investigated in this manner. Other studies that use some of these parameters did not apply all the parameters used here. Since the need for alternative approaches is significant in the contemporary energy, material science, and economic world, this study followed a path leading to this objective. This study shared that, even with a proposed increased retail price of the yield, the process’ profits are negligible and insignificant. In addition, the novelty further revealed the detrimental effect of the undesirably high operational expenditures. This paper can then serve as a fundamental resource for future research work, including optimisation processes and other advanced pyrolysis technologies. It provides a guide for future research studies, informing researchers to not follow this approach in their quest for further alternative approaches to yielding simulated oil from waste HDPE.
2. Techno-Economic Analysis for the Conversion of HDPE Plastic Waste to Liquid Fuel via Pyrolysis
The intention of this techno-economic analysis (TEA) is to evaluate the industrial feasibility and competitive capability qualitatively and quantitatively for the conversion of HDPE waste plastic to liquid fuels via pyrolysis. This aligns with a decade-old (approximately) research work reported by Alla et al. [
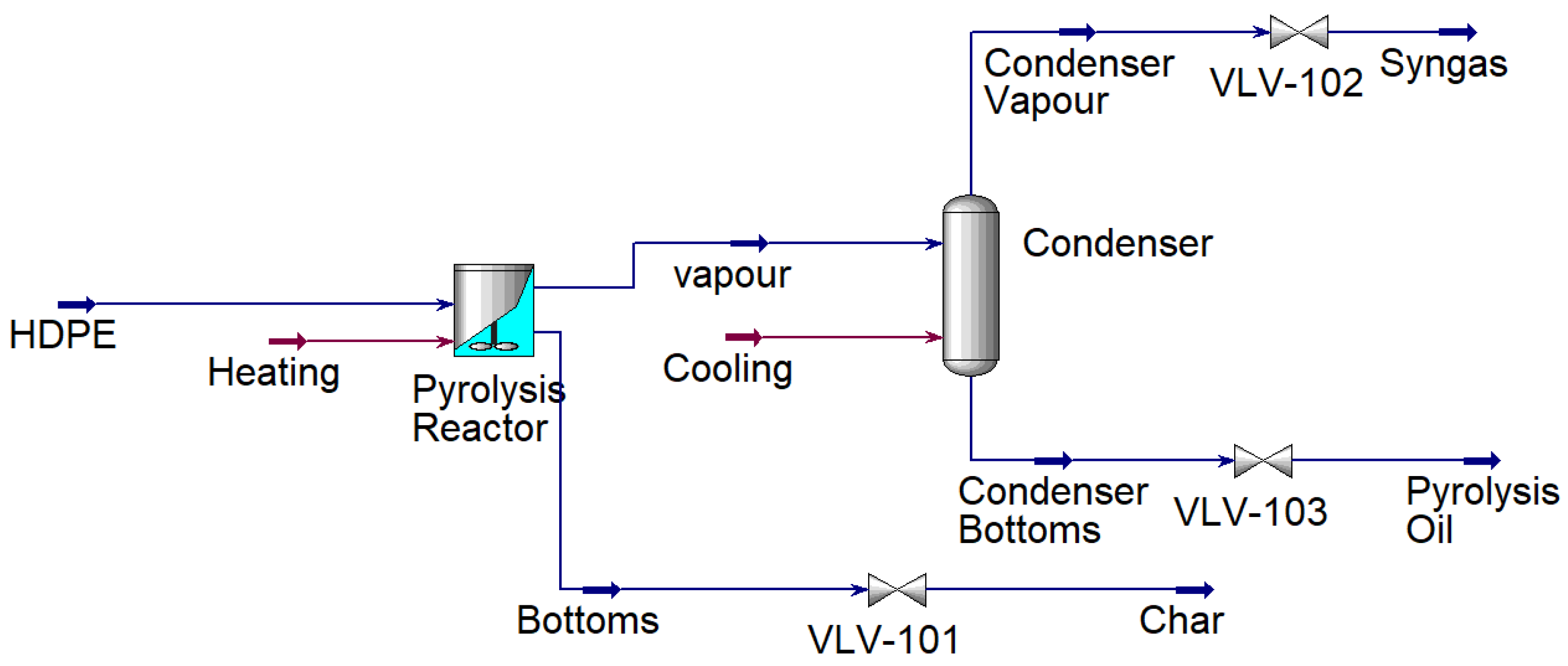
32] in which they utilised Aspen Hysys to produce simulated thermos-fuel for improved efficiency of the process. A feed rate of 100 kg/h, as done in research work by Ghasem and Henda [
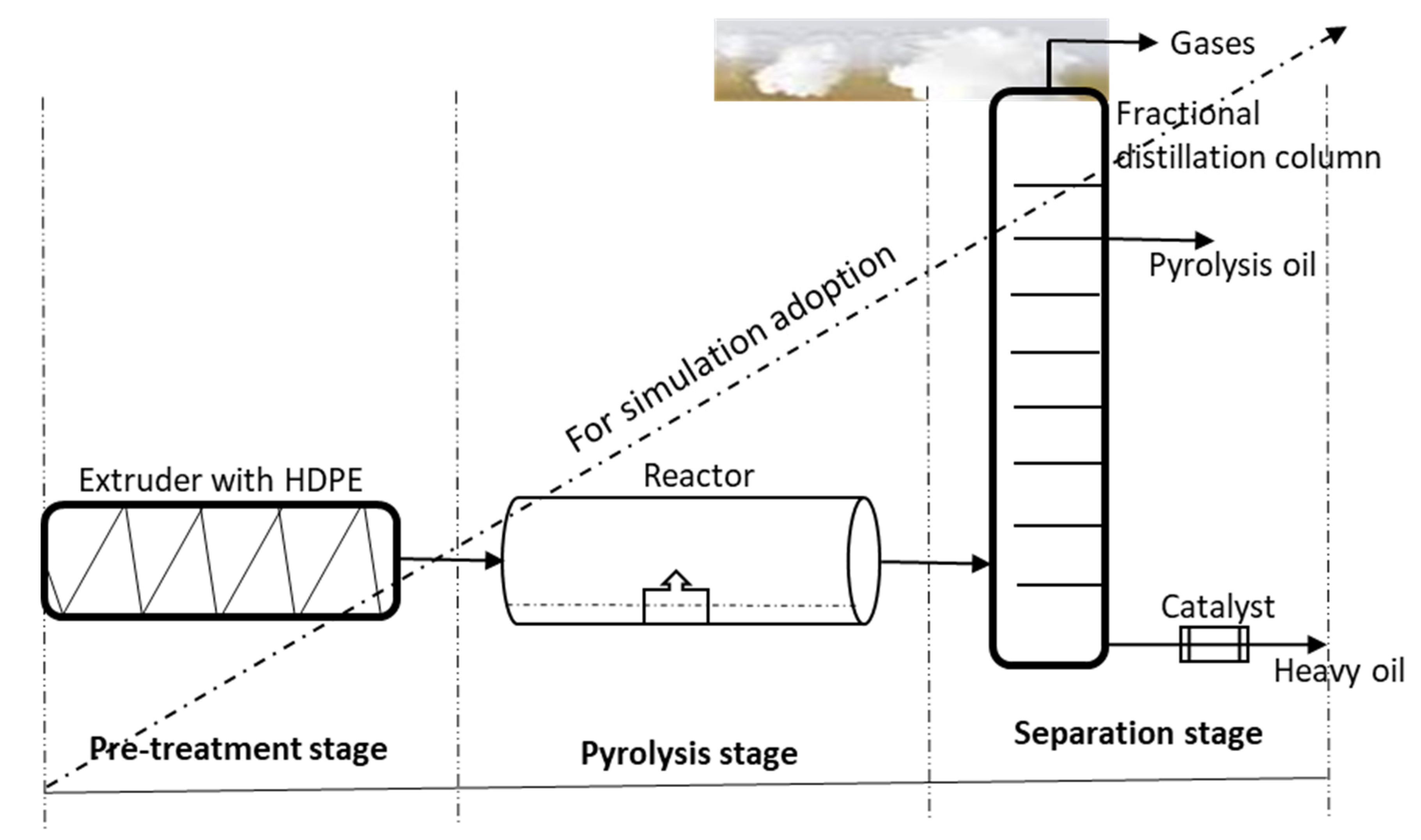
33], of HDPE waste plastic was chosen as a suitable initial throughput quantity to analyse for a small industrial application; this equates to 876,600 kg/yr on an 8766 h per annum basis. To allow continuous processing of the HDPE, a continuous stirred tank reactor is employed as the pyrolysis reactor, followed by a condenser to separate and isolate the predominant pyrolysis oils and lesser syngas fuel products. The plant location has been chosen as the UK, and the process economics are calculated on a 2019 UK basis, as depicted in
Figure 1 below and as per the original research date of this study. This is a flow diagram adopted from work done by [
34] which correlates to the simulated idea of this study. However, the location can be altered to suit product demand and reduce potential expenditures or production costs.
The experimental schematic adopted is categorised into four process stages which provide a simplified exploration of the Aspen Simulation tool to achieve the objective of the study.
A preliminary risk assessment is provided to identify the possible financial, environmental, and social risks associated with pyrolysis. Succeeding this, a range of benefits of the process is explained in detail to highlight the aims and their potential. To truly determine whether the process was industrially viable, the process economics were evaluated via computational modelling and simulation in Aspen HYSYS. An indicative yet simple representation of the process was established in the software. This permitted a detailed economic analysis via computational calculations and assumptions. From this, it was possible to determine the initial capital investment and the annual operational expenditure incurred by all processes. Pre-emptively and accurately comprehending all conceivable incomes and expenditures is vital in correctly portraying the economic potential of the process in the form of a cash flow or financial statement. Finally, the visual aid of a cumulative cash flow graph and the calculated net present value of the process indicate its true economic potential.
2.1. Risk Assessment
A potential hazard to life becomes evident when very high temperatures are operated within any reactor vessel. In pyrolysis, fires and explosions are a potential, although very unlikely, hazardous occurrence linked with the process. One typical example of fire incidents at a pyrolysis plant can be linked to the 2014 HDPE production plant explosion in Budennovsk [
35]. According to the report, the fire was known to have initiated in the pyrolysis gas separation unit due to the depressurisation of the aluminium heat exchanger. It was highlighted that, by taking care of the quantum of oxygen enshrined in the feedstock, high temperature and pressure build-up could have been avoided. Hence, the fatal accidents may not have occurred, ensuring the safety of workers. Similarly, during the pyrolytic reaction for any waste plastics, as reported in work done by Yansaneh and Zein [
13], dioxins (impurities) can be emitted into the atmosphere in the thermal pyrolysis process, which is also hazardous to human health. Nonetheless, accidents have arisen in earlier pyrolysis plants because of poor leadership and improper safety culture. Every member of the team, to ensure a safe working environment and company mentality, should ascertain in-depth knowledge of the whole process and its corresponding hazards. Furthermore, multiple levels of primary, secondary, and tertiary containment should be employed on the reactor as a contingency for a potential major accident or hazard. Successfully implementing and maintaining these systems can completely prevent or significantly reduce the extent of a fire/explosion. In addition, Alla et al. [
36] stated that the pyrolysis process is safer than conventional incineration techniques due to the absence of oxygen in the reactor.
Operating expenditure for the procedure of pyrolysis is usually higher than the initial capital investment; this is a consequence of the intense temperature/energy requirements within the reactor. If the demand for the fuel product is not met, the highest operating expenditure will surpass the revenue from sales, presenting a considerable decline in profit. Nevertheless, this is likely an improbable event due to the ever-increasing requirement for conventional and substitute fuel/energy sources. However, although the demand for fuel products is prevalent, it is essential that they are retailed at a competitive price or, once again, the expenditure will exceed the profitable income due to lower sale prices.
A movement away from wasteful mindsets within modern societies prompts difficulties with the abundance of waste plastic feedstock. Nevertheless, copious amounts of waste plastics exist as anthropogenic pollution in marine and terrestrial environments alike, with the storage of plastic waste being prevalent in every single landfill site in the UK. This is a positive and significant indication that the feedstock will not be exhausted in the lifespan of the HDPE-to-fuel pyrolysis plant. In the extremely unlikely event that all waste plastic is depleted, biomass can be used as an alternate feedstock without modifying the reactor.
2.2. Benefit Assessment
A fine necessity for alteration to existing waste management infrastructure is validated when a product’s shelf life is inconsequential to its degree of degradation. Storage for municipal solid waste plastic (MSWP) is declining rapidly and the international plastic pollution problem is growing irrepressibly [
14]. Exploiting the constituent chemical foundations of waste plastic via the thermal degradation method of pyrolysis permits beneficial economic opportunities through the sale of the produced fuel oils. Pyrolysis diesel fuel is among the common fuel oils derived from the pyrolysis of HDPE [
6]. Their detailed literature review work also highlighted gasoline and kerosene liquid for chemical feedstock, and olefins, alcohols, paraffins, and aromatics as common pyrolytic products of HDPE feedstock. However, and as discussed earlier, these waste plastics pollute the environment in a range of harmful ways. An evident prospect succeeds in diminishing the exponential growth of anthropogenic waste plastic, whilst concurrently converting the ‘waste’ into high-demand products, as mentioned earlier. A realistic beneficial economic motive, backed by environmentally conscious actions, defines the aim and potential of this project. The use of waste plastics (HDPEs in this case) as feedstock, complements eco-friendly environmental management, socio-economy, and related economic pursuits.
Acknowledging the profusion of plastic pollution problems worldwide makes it apparent that a highly abundant feedstock is readily available. HDPE plastic feedstock, being considered waste, can usually be obtained for free from landfill sites [
14]. However, the feedstock’s quality can be lacking, and transfer fees can be incurred but are generally insignificant. Furthermore, a range of plastics (not including chlorinated plastics) can be pyrolysed concurrently within the continuous stated process, exploiting a large amount of potential plastic waste feedstock materials [
31].
The absence of oxygen within the pyrolysis reactor facilitates a more efficient and safer process than conventional incineration techniques [
36]. As aforesaid, secondary reactions cannot emerge, thus, diminishing possible harmful effluents and decreasing the extent of unit operations that are required [
31]. A minimum of two-unit operations are obligatory to successfully produce each desired fuel product. The modification process of the turbine used in the pyrolysis process was facilitated to function in two separate units to produce two different products of pyrolysed oil and diesel [
37]. This subsequently reduces the initial capital cost and the necessity for substantial amounts of personnel. Additionally, the design can be adapted and enhanced through further testing and simulation to accomplish an efficient process with true economic gain.
Though the process is comparatively simple, high yields of pyrolysis oils (≈92%) can be attained due to the rapid bond breaking and vaporisation of HDPE feedstock within the pyrolysis reactor [
38]. Condensing the vapour isolates, the sought-after pyrolysis oils and syngas have a clear economic market with further refining. Syngas can be retailed to natural gas companies and directly implemented into the present natural gas pipeline infrastructure, resulting from the highly calorific gas generating a more effective vaporous blend [
39]. The manufactured pyrolysis oils can be sold as a feedstock for the petroleum industry, a high-demand sector that could reap profitable economic gain. Alternatively, the oils can be developed into a distinct and specific fuel with unique and beneficial applications in various forms, including at the industrial level. Research has shown that pyrolysis oils are high-value chemical potentials, applicable in the browning/flavouring of adhesives for wood, acetic acid, food, sugars, fertiliser, and other chemicals used in the industry [
40].
Owing to the environmentally-conscious intentions of the project, government officials may present potential grants to cover specific operating costs, especially if priorities are placed on reducing the necessary energy usage or replacing it with renewable sources. General positive support should also transpire from the public, as environmentally friendly options are now considered significantly more favourable and the new standard of practice.
4. Cost Assessment from Aspen HYSYS Simulation Results
Successfully obtaining accurate and representative operational results for the conversion of HDPE to fuel permits the opportunity for examination of the overall economic feasibility of the process. Through a comprehensive analysis of an estimated economic potential calculated by simulation software, it is possible to determine the predominant contributing economic factors and whether or not a project is economically feasible on an industrial scale. The software utilised can calculate the initial capital cost of the designed plant and the ongoing operating costs that will be incurred annually.
4.1. Capital Expenditure
Calculating the capital expenditure (CAPEX) of the process was essential for determining the initial cost that would need to be invested in bringing the facility into working operation. These expenditures can include but are not limited to the total cost of the process’ required equipment, fees for the land, and costs to cover the construction of the plant. A contingency allowance is also typically employed in a process’ capital investment to avoid bankruptcy should a worst-case scenario transpire.
Supplemental
Table 3 highlights the key areas of capital economic investment, calculated by Aspen HYSYS, which is utilised to achieve a working operational status for converting HDPE waste plastic to fuel via pyrolysis. A considerable portion of the fixed capital investment is designated for the purchase of the process’ vital unit operations and equipment. Without these essential components, the feasibility of the process becomes questionable. Therefore, they are considered fixed capital expenditures. A 10 m
3 vertical pyrolysis CSTR has been calculated by the simulation to cost roughly £1,000,000, based on a 2019-cost index. This is an anticipated value due to the specific application and precise conditions that need to be attained. The two-phase condensing unit operation is computationally calculated to be significantly cheaper than the reactor at approximately £200,000. This is due to condensers being much simpler and more commonly employed in unit operations than pyrolysis reactors. Both unit operations cover a substantial portion of the equipment expenditure. However, miscellaneous equipment such as pipes and valves also need to be accounted for. Thus, the software designates £12,000. Therefore, a total capital cost of £1,210,000 will be required to purchase all the unit operations and relevant supporting equipment. The capital expenditure of the process is not solely determined by the cost of the equipment; hence, other foreseeable preliminary costs must be accounted for.
The land on which the plant will be located must be bought and the necessary documentation must be done before any construction can commence. This fee was insignificant in comparison to the entirety of the capital cost. Nonetheless, it must be included as it is a necessary expenditure. Thus, succeeding in the purchase of the land, it would be possible to start construction of the plant and the necessary surrounding buildings. This requires funds for the construction and consultation associated with the project’s design. The technology presented in the process is not new, however, the process itself needs to be patented to prevent replication. Furthermore, the relevant licences to operate the process safely and coherently with the expected standard of practice also need to be purchased. Finally, a contingency allowance of 20% was designated in order to provide emergency funds should unforeseen circumstances arise, and sales of the product pause/diminish. The Aspen HYSYS simulation estimated about £600,000 for the total expenditure of these additional costs. Upon combining the designated expenditure, equipment, and the other supplementary costs, it is found that the total fixed capital expenditure for the conversion of HDPE waste plastic to fuel via pyrolysis, with a feed rate of 100 kg/h, was approximately £1,800,000.
4.2. Operational Expenditure
In addition to the initial capital investment of the plant, variable and fixed operational expenditures (OPEX) will be incurred on an annual basis. Variable expenditures consist of outgoings that are subject to change, contingent on the current economic market. In contrast, fixed costs will predominantly remain consistent throughout the plant’s lifespan, supported by work done by Papapetrou and Kosmadakis [
47]. Merging the variable and fixed costs displays the direct product cost of the process. Furthermore, applying additional costs that succeed the production phase (costs of goods sold), provides details of profit or loss, which are reflected in the income statement of the business with reference to its total annual production cost. From this, the production cost per kilogram of HDPE waste plastic conversion to fuel via pyrolysis can be determined and compared to conventional fuels.
The estimated operational expenditure for this project, calculated by the Aspen HYSYS simulation, is presented in
Table 4. As aforementioned, due to the raw material of HDPE being considered waste, it can typically be obtained free of charge from landfill sites. Therefore, the cost of the raw materials is stated to be zero. Similarly, the costs of other materials, shipping, and packaging of the product are all considered negligible because of the software’s calculations. No physical material (product) is produced in this study, thus, there will not be any packaging and shipment. The only noticeable variable cost that is witnessed in
Table 4 is the expenditure allocated for the utilities of the process: this includes the cost of the energy required to achieve the high-temperature conditions within the reactor vessel. This expenditure should be reduced as low as possible to increase the efficiency of the process and its economics. In addition, the utilities cost can be lessened via direct implementation in developing countries with cheap electricity; the demand for fuel is also prevalent in economically evolving nations.
Aspen HYSYS calculated the fixed operational expenditures based on individual and representative percentages of the capital cost. The projected maintenance cost of approximately £1700 appears accurate, as water is utilised to rinse and clean the reactor interior on a regular and systematic basis. Nevertheless, this cost could be higher in practice. Operating labour expenditure is the highest continuous cost due to the trained specialists and supervisors, along with all other members of staff that are required to safely operate and monitor the process.
The above-mentioned and remaining fixed costs were summated with the calculated variable expenditure to display the direct production cost of converting HDPE waste to fuel and was found to be £1,220,000. This direct production cost was then combined with anticipated fees incurred following the manufacture and sale of the product. Therefore, the total annual production cost and operating expenditure for converting HDPE waste plastic to fuel via pyrolysis are found to be £1,460,000. Furthermore, an annual feed rate of 876,600 kg or 1,168,800 L of HDPE waste plastic equates to an individual production cost of £1.66/kg or £1.25/L, respectively, on a 2019 UK basis. A standard barrel of crude oil contains 159 L [
40]. Therefore, for potential comparative analysis, it is assumed that a barrel of pyrolysis oil would be the same. Thus, a potential total of 7350 barrels of pyrolysis oil can be produced annually, making the production cost of converting HDPE to pyrolysis oils £198.40 per barrel. A barrel of oil in 2020 can cost as little as £20 but is typically around £60 [
41], converted from U.S. dollars. Additionally, it is stated by the U.S. Energy Information Administration [
48] that this huge drop in price (−59.9% from 2019) is a result of a complete deficiency in the global storage of crude oil. Hence, in the current economic market, the production cost of pyrolysis oils derived from HDPE plastic waste is tenfold compared to conventional crude oil.
4.3. Cash Flow Statement
A cash flow statement is a crucial indicator of a process’ economic potential within its designated lifespan. The statement displays all the necessary outgoings, potential incomes, and taxes to permit a complete economic analysis of the project on an annual basis. Two varying cash flow statements have been produced to provide an evaluation of the required sale price (per barrel) to successfully achieve a profit. The sale of syngas is specified in the cash flow statement but with no monetary value. In this instance, the recycle stream would be transformed to produce and sell the gaseous product. Similarly, the feedstock has no economic fee but is subject to change.
Table 5 reveals the cash flow statement of the HDPE conversion process with a sale price of £60 per barrel for 5 years. A short-term time analytical horizon of up to 5 years for a budget impact analysis is highly recommended [
49]. A sale price of £60 was chosen, as it is concurrent with the average price of crude oil in the same quantity [
50], thus, comparing the economic feasibility of the project to a conventional fuel source. From interpolation of
Table 2 (results of this study) and the production cost of one barrel of pyrolysis oil, it is obvious that selling the product at the same rate as crude oil is not economically sustainable. Retailing the pyrolysis oils at £60 per barrel would consequentially give rise to a loss of over a million pounds in revenue annually and bankrupt the business if even an analytical horizon of 5 years is anticipated, as reported in other research work types.
Moreover, this is assuming all the manufactured products were to be sold. In this regard, the product has to be sold as a uniquely usable fuel that can demand a sale price over its respective production costs. However, this is unlikely due to the high fluctuation in chemical composition and quality of the pyrolysis oils. Nevertheless, the extraction of crude oil is considerably more cost-effective.
Table 6 applies a profoundly optimistic retail value of £300 per barrel in an attempt to achieve an industrially feasible and profitable business plan. £300 per barrel is utilised here with reference to current news on the speculated increase in oil price if the world completely stops crude oil from Russia, according to their deputy prime minister, Alexander Novak [
51]. This is in nexus with the current invasion of Ukraine by Russia, as of May 2022. Note that the price reported by the deputy prime minister is in dollars, but pound sterling is utilised instead in this study for uniformity, and the figure (300) is maintained to anticipate a bigger profit margin in pound sterling. The results show that even with an over-priced product, the profit margins are scarce due to an exceedingly high OPEX. This economic imbalance needs to be offset to produce a highly profitable business. As such, increasing the CAPEX to reduce the OPEX can serve as a reputable method for this analysis to lessen the annual cost of production. The anticipated payback period on the manufacture of pyrolysis oils, with a retail price of £300 per barrel, is in the 5th year of production and approached a total profit of £5,000,000 achieved at the plant’s end of life.
4.4. Cumulative Cash Flow and Net Present Value
A graphical presentation of the cumulative cash flow is performed to visually analyse the economic projection of the project. From this, the calculation of the net present value (NPV) indicates the investment potential of the process. Equation (3) is utilised to determine the NPV of the project, with a positive NPV representing a potentially investable process and a negative NPV indicating an economically unviable design [
52]. The monetary values obtained from the NPV calculations ultimately decide whether the conversion of HDPE to fuels via pyrolysis is economically feasible.
where
Rn (£): net cash flow in year ‘
n’, 𝒾: discount factor (%), and
n: economic year being analysed.
In addition,
[
53],
where 𝒾
c is the cost capital, as depicted in (5) [
54].
Details of these parameters are shared in
Table 7.
The authors believe that applying an equity risk premium of 10.7% in this process can better reflect the true long-term opportunity cost for equity capital and will yield more accurate valuations for the simulated oil production, owing to the cash flow statement. Meaning, that any percent between 10 and 11 can serve this purpose. This percent is approximately equal to the 10.9% cost of equity used in research work done by Kenton [
57]. In their work, similarly, they used the capital asset pricing model (CAPM) to establish the cost of equity financing.
This implies that .
Now recalling (4),
10This implies that, considering
Table 3 and
Table 4, the NPV for each scenario becomes as follows.
This implies that (3) becomes
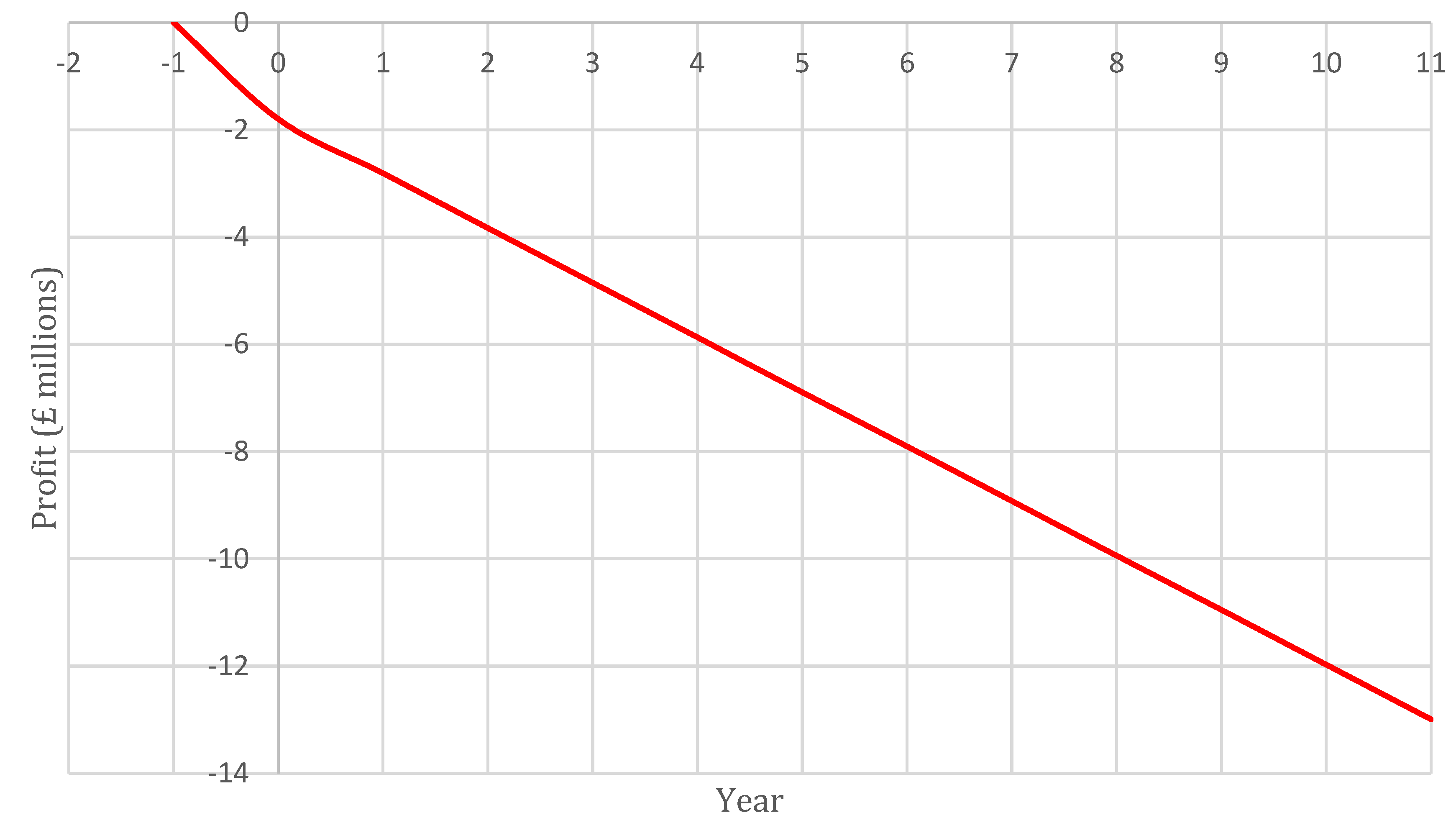
It is clear from
Figure 3 that a competitive retail price of £60 per barrel is not economically feasible due to loss. Additionally, the NPV of −£148,585 (calculated in Equation (6)) further indicates the project should not commence as a competitor to conventional fuels, with a retailed price of £60 per barrel, as a loss will be incurred on an annual basis.
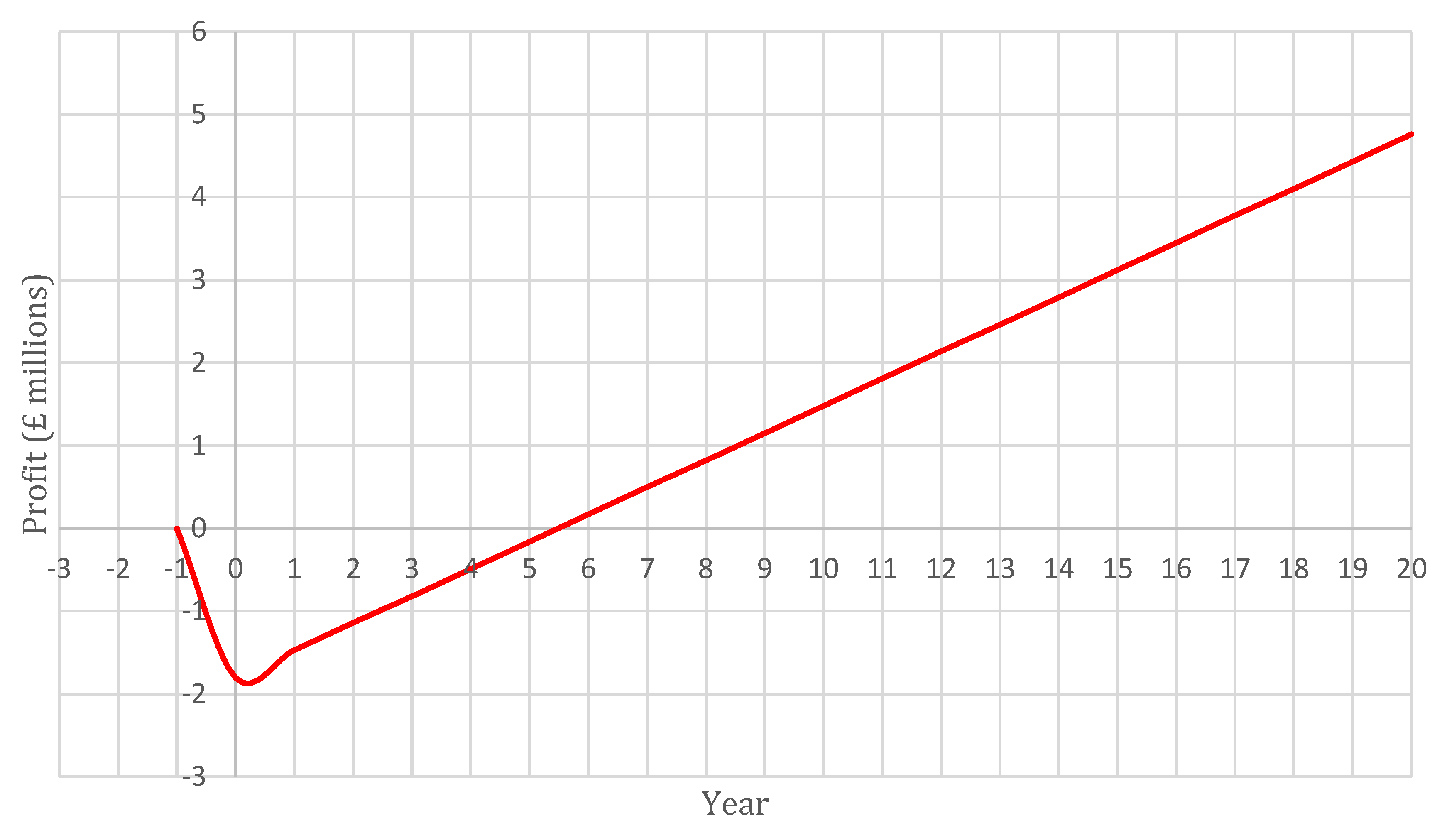
Figure 4 demonstrates the cumulative cash flow graph for a considerably more optimistic retail price of £300 per barrel. Although this is almost certainly unachievable, the cumulative cash flow has been provided to highlight the detrimental effect of the high OPEX even with the relatively high, yet unrealistic profit margins exhibited. The NPV obtained in Equation (7) displays a positive value, representing a potential for investment appraisals that are more concerned with environmentally conscious processes, relating to such polymeric municipal wastes, rather than significant economic gains. Ansari et al. [
58] stressed the issue surrounding the eco-friendliness of such municipal waste materials during their research work on multi-walled Carbon Nanotubes with related polymeric composites. As aforementioned, this process would break even in the 5th year of production and generate a total profit of roughly £5,000,000 throughout its lifetime. However, the extremely unlikely sale price of £300 per barrel indicates this process is unobtainable and further signifies that the project should not commence.
In an attempt to offset the exceedingly high OPEX, it is recommended to investigate and improve the process design, i.e., boost the feed rate of the HDPE. HDPE has been extensively reported in research work types being substantially available globally [
59]. Increasing the throughput of feedstock could allow a profitable income if it is possible to lessen the OPEX whilst simultaneously increasing sales. Furthermore, the production cost per barrel should be reduced if larger quantities of feedstock are processed annually. The project proposal is currently situated in the UK, similar to work done by Fivga [
60] in which the UK is used as the default country owing to its defined economic parameters (such as utilities and equipment costs) as enshrined in the APEA. However, the cost of utilities and operational labour is significantly higher than in countries that are economically evolving. Relocating the plant to another country that provides cheaper operational expenditures and investigating the economics surrounding the relocation, may also successfully result in reducing the OPEX of the process. Oil production levels can increase, attracting further interest in investments and expansion, among other things, just as the production of hydrogen from natural gas has captured the interest of researchers and industrialists [
61].










{kind=link}
{kind=link}
{kind=link}
{kind=link}