
Particle Scale Insights into a KG-Pharma RoTab Tablet Press Feed-Frame System Using the Discrete Element Method (DEM) Modeling

Abstract
:
1. Introduction
2. The Discrete Element Method Model Development
2.1. Hertz-Mindlin Contact Force Model
2.2. Cohesion Model
2.3. Rolling Friction Model
2.4. Shear Work Done on Particles
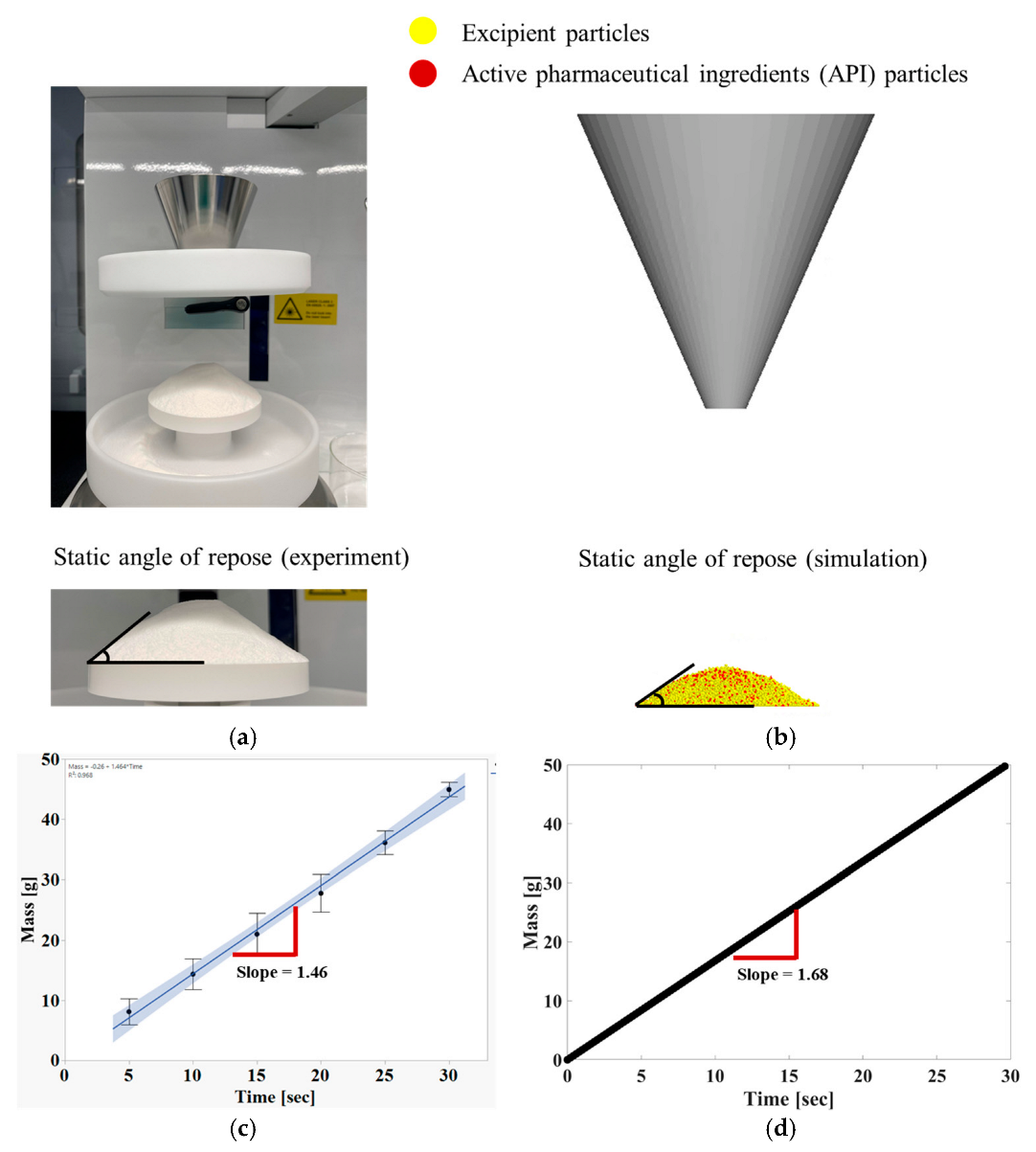
2.5. Particle Properties Calibration
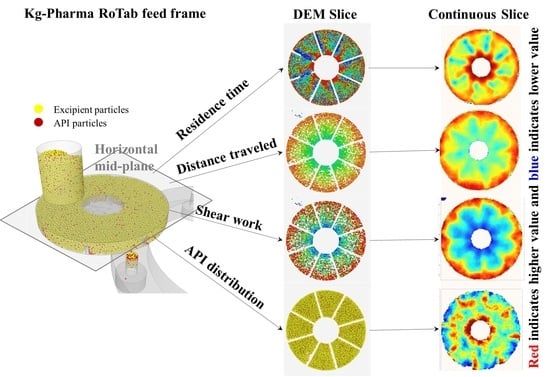
2.6. Kg-Pharma RoTab Tablet Press Feed-Frame
3. Results and Discussion
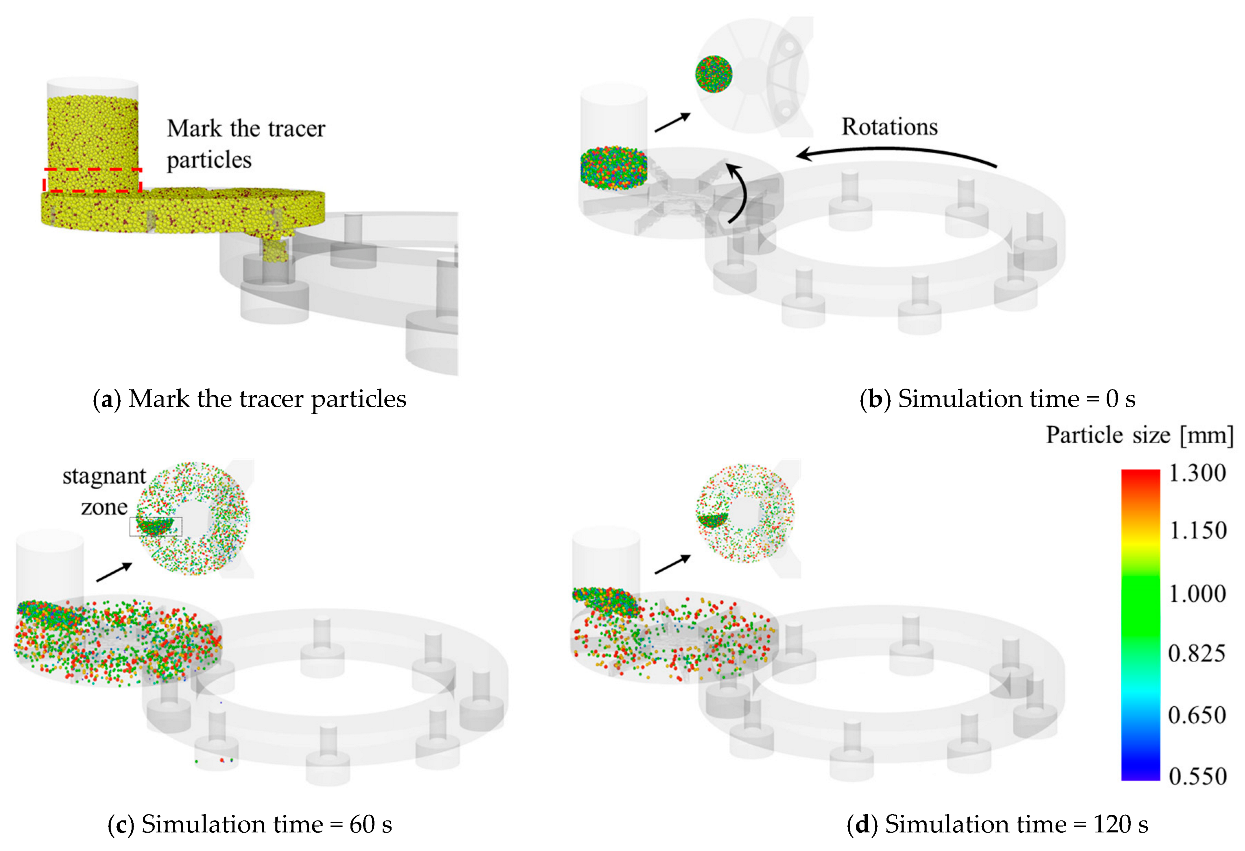
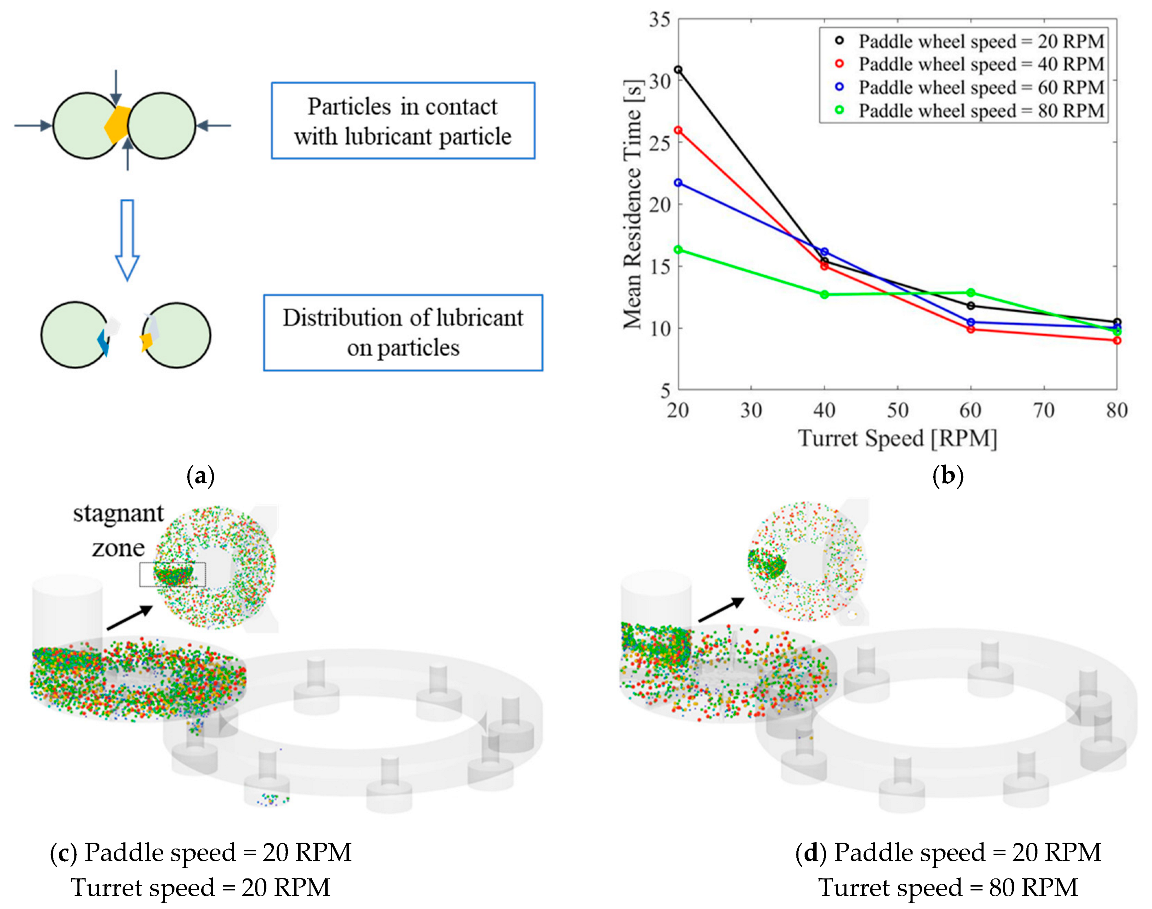
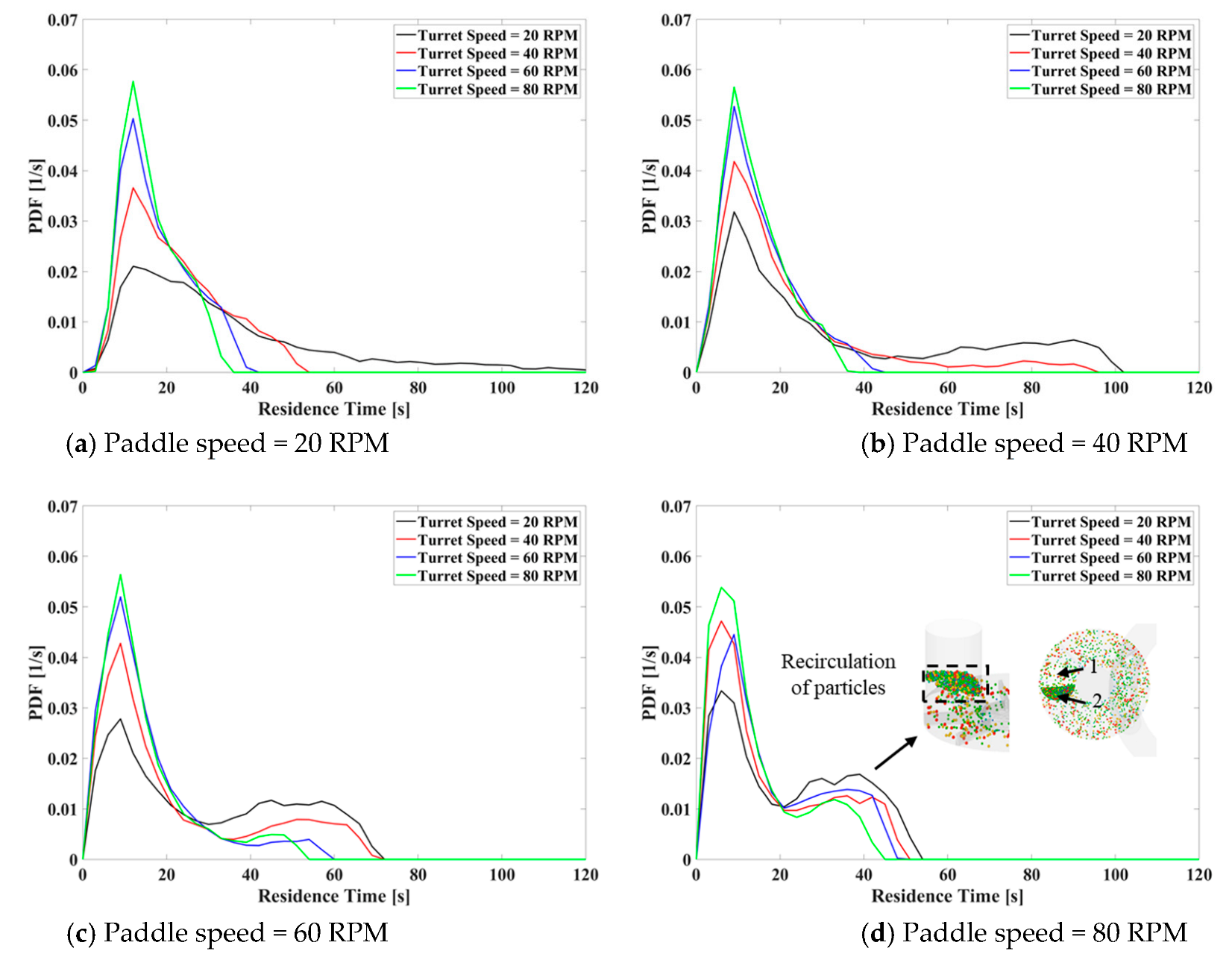
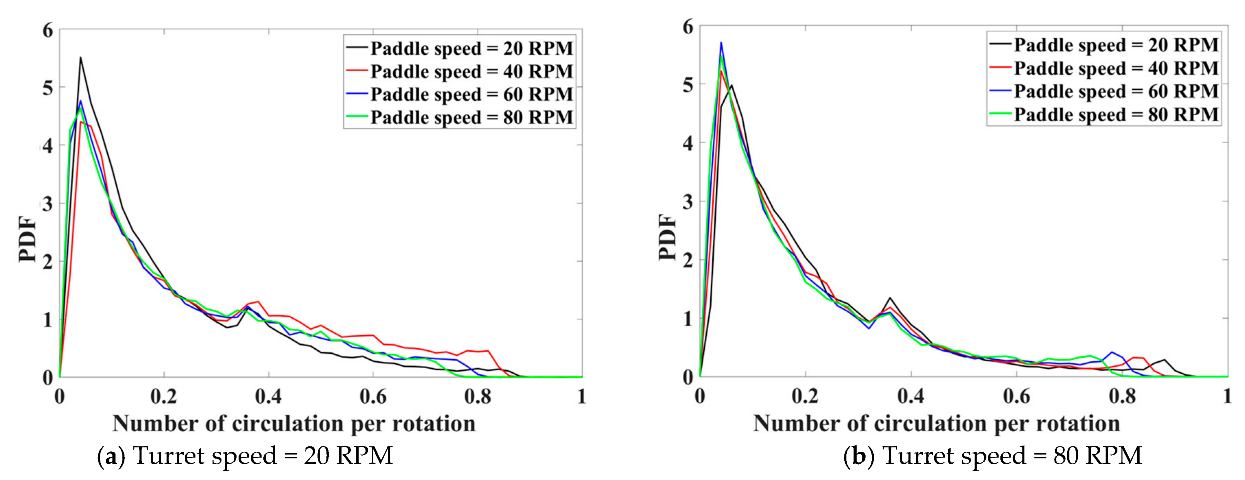
3.1. Residence Time
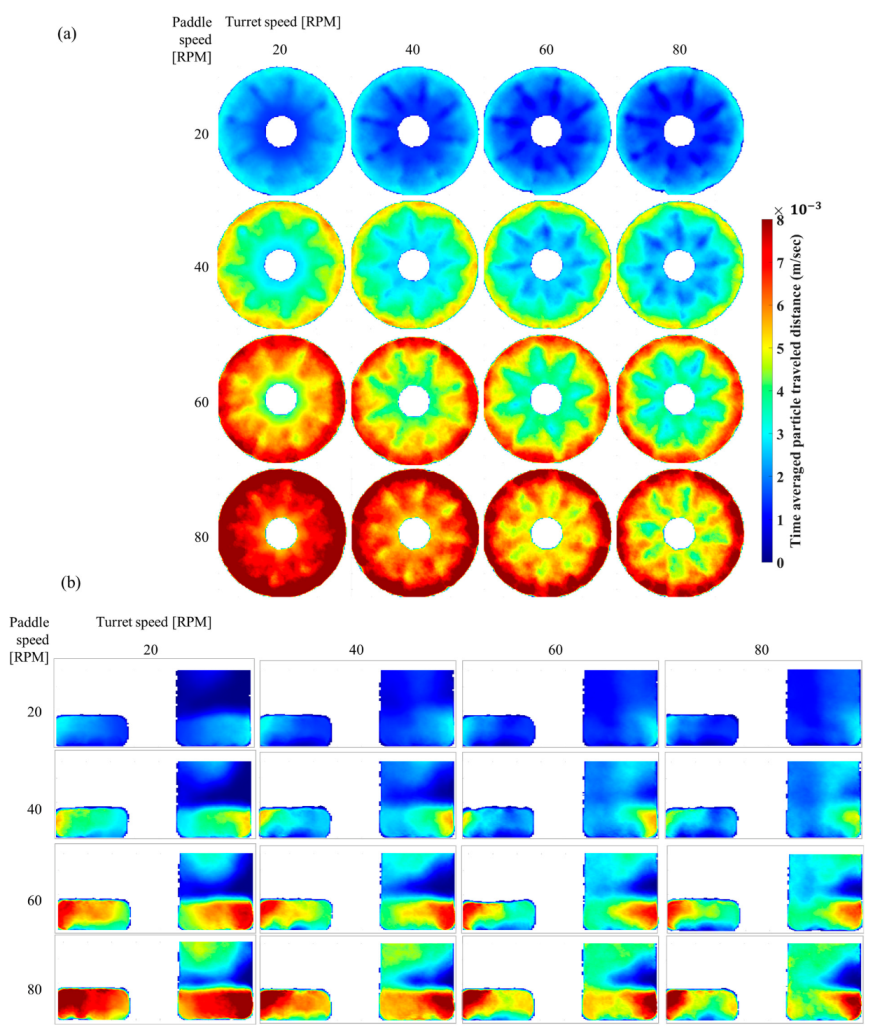
3.2. Particle Traveled Distance
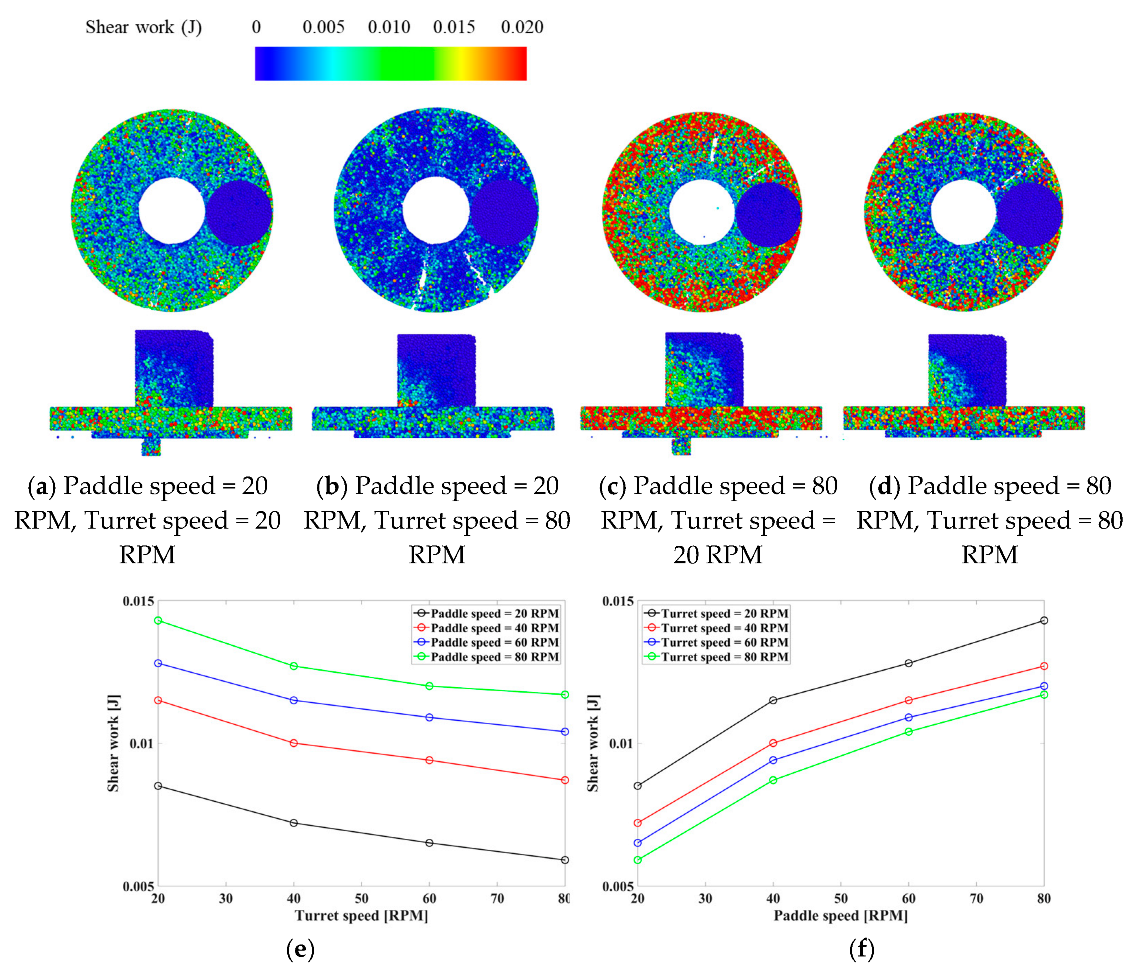
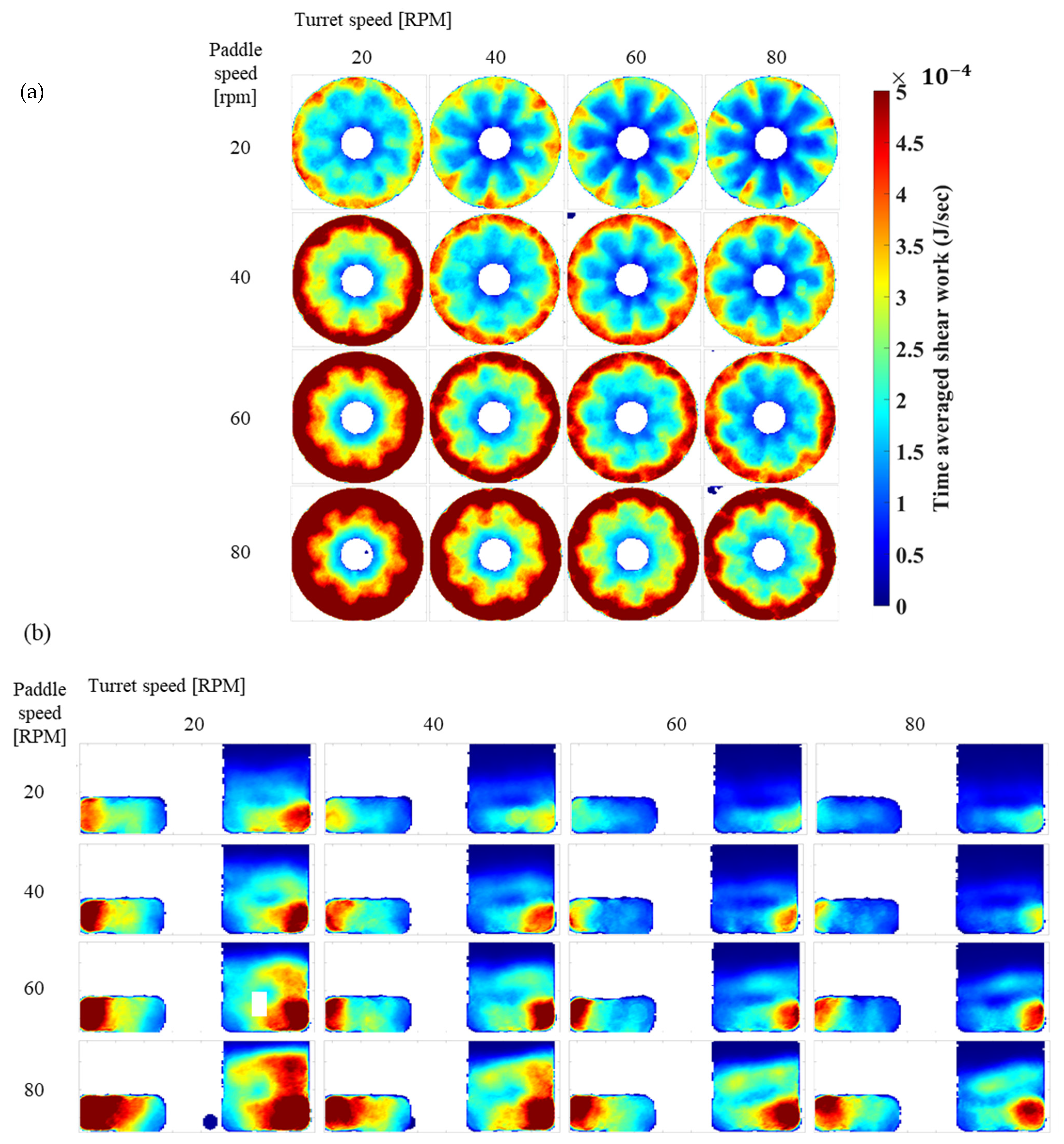
3.3. Shear Work Done
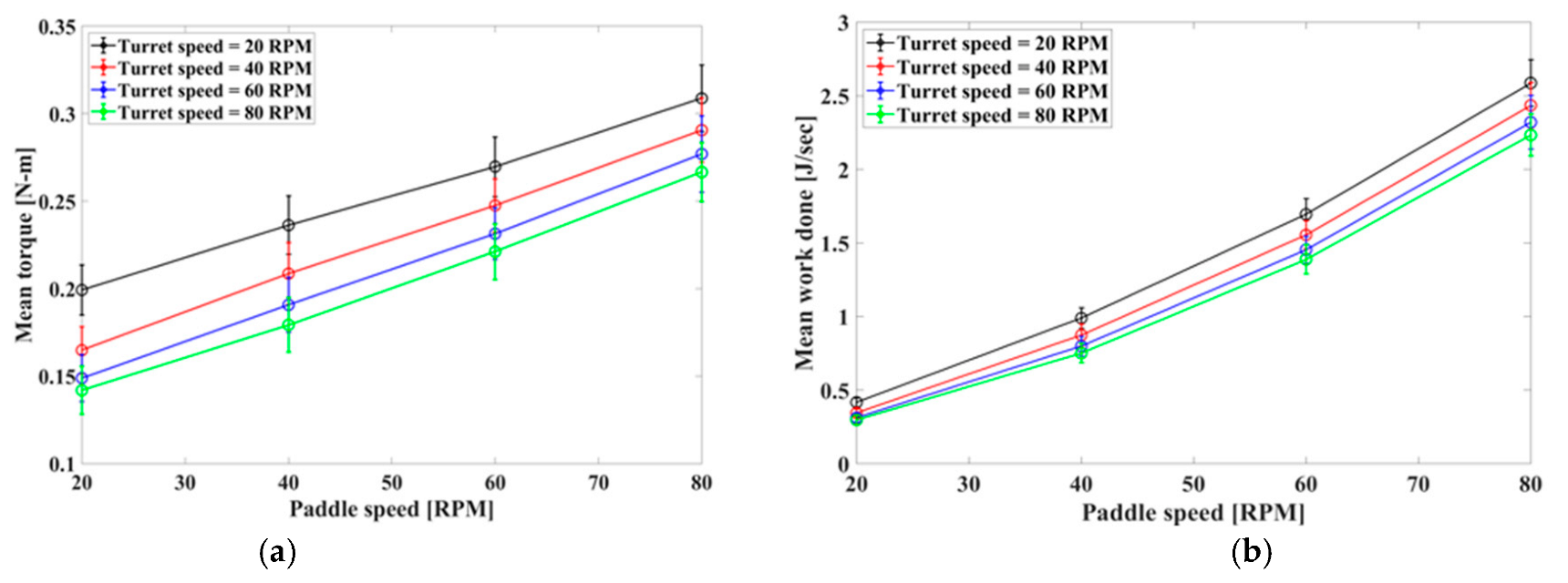
3.4. Torque on the Paddle and Work Done
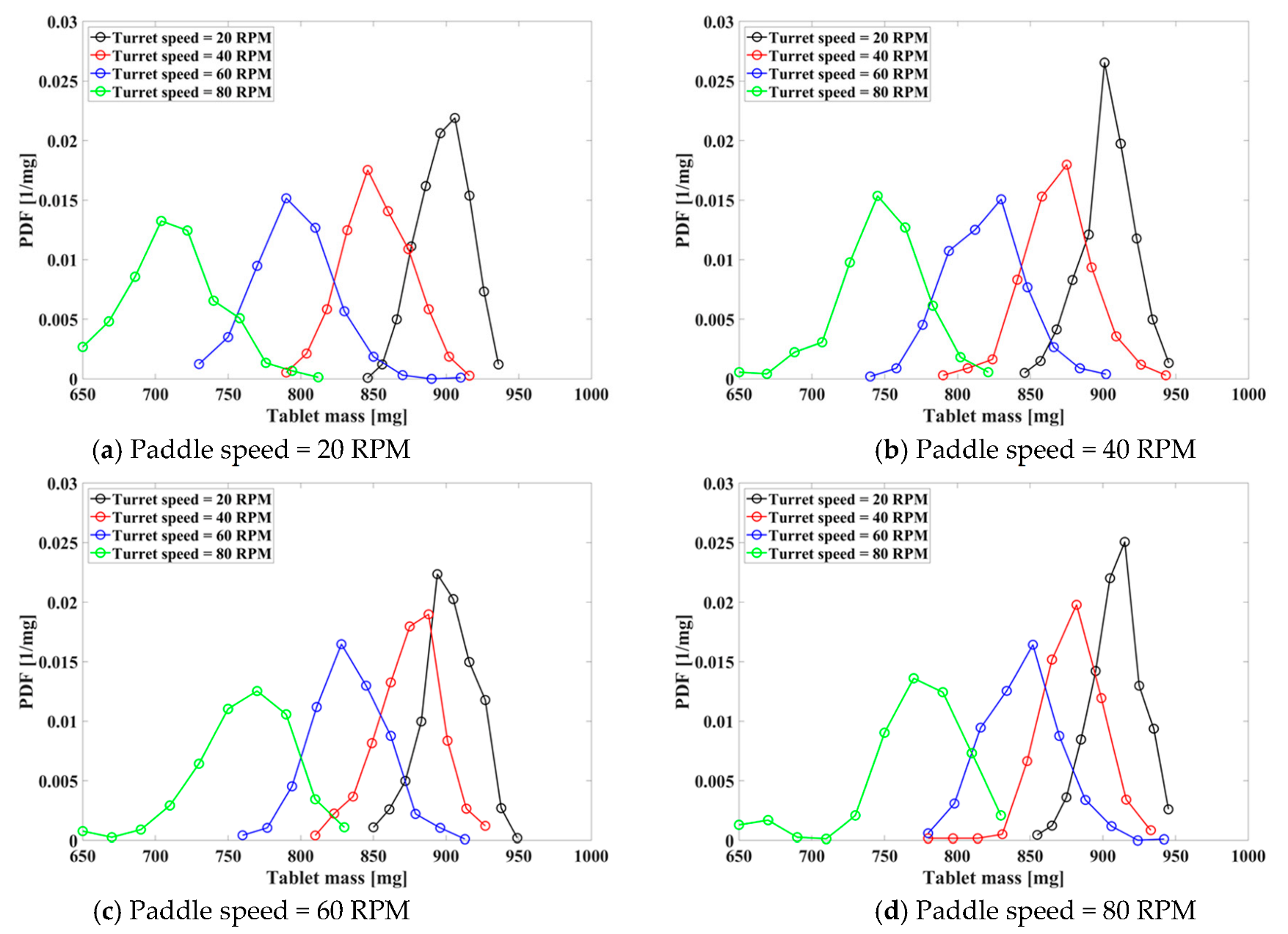
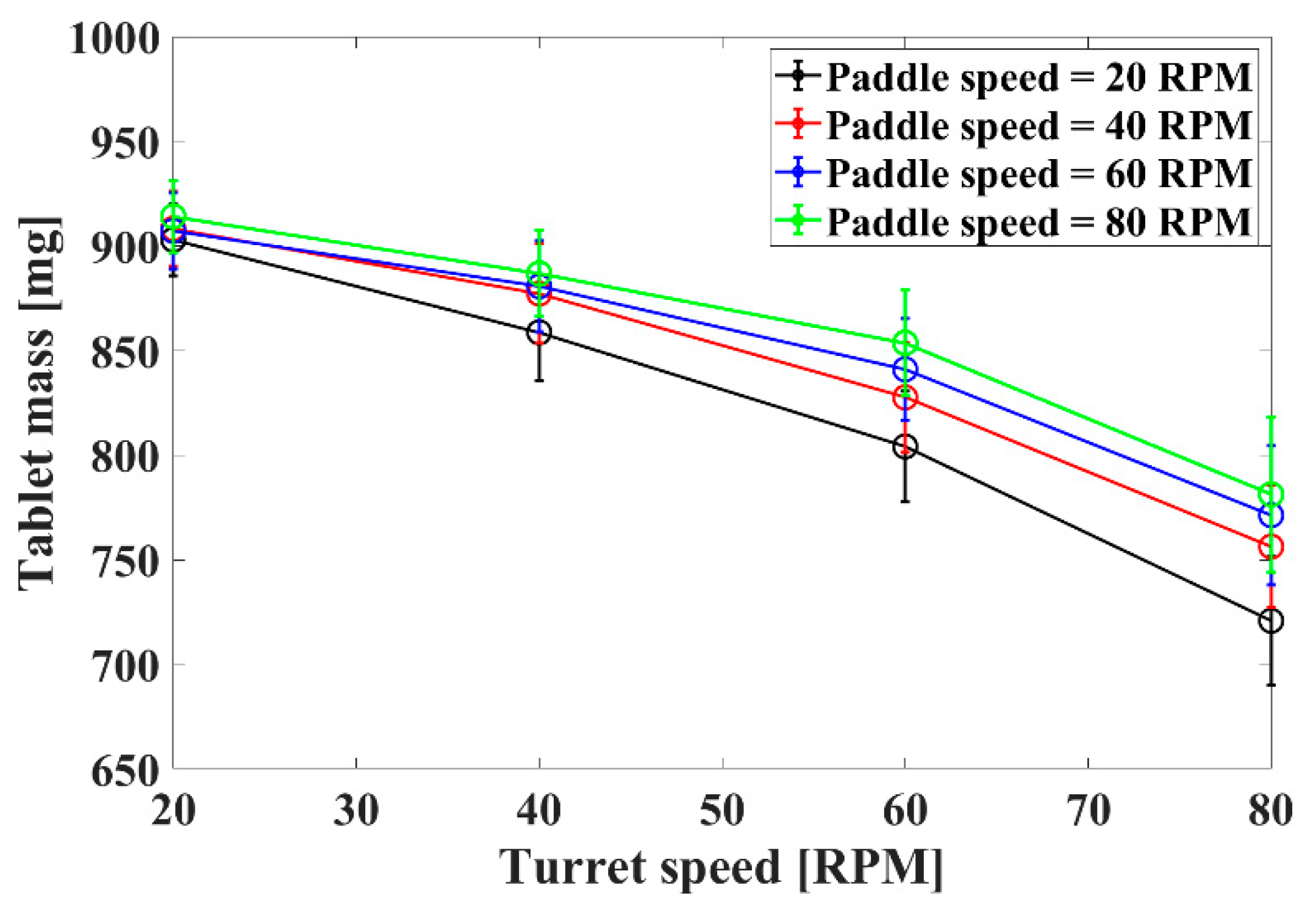
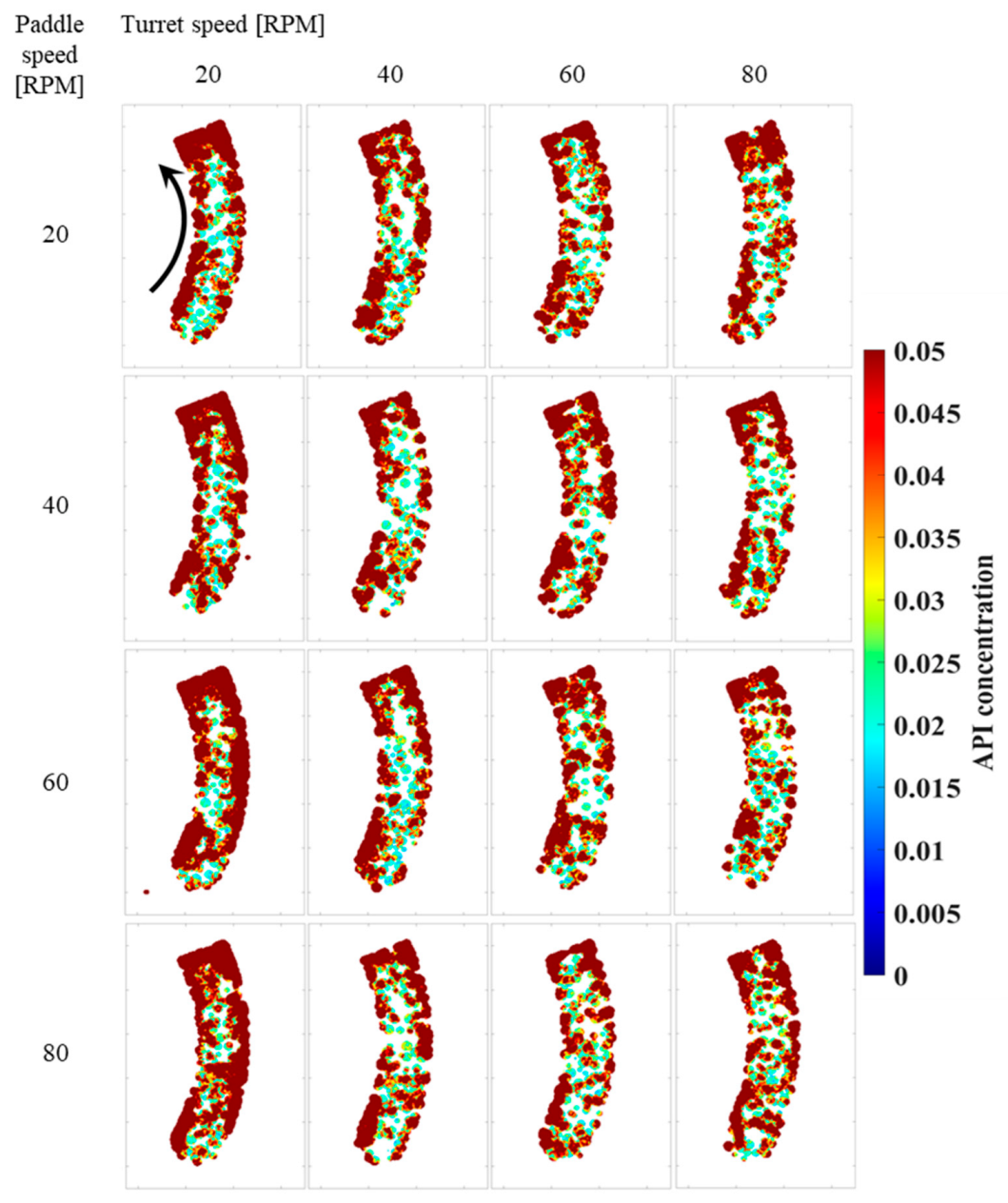
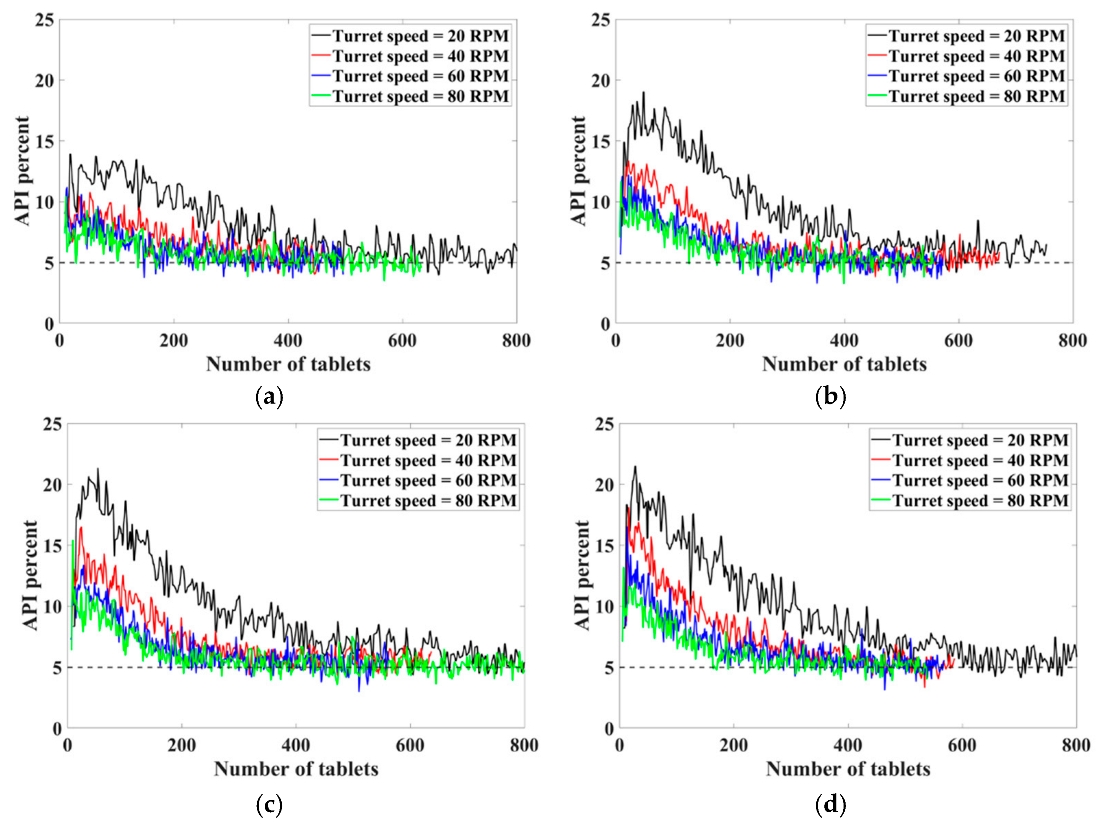
3.5. Tablet Mass and API Content
4. Conclusions
- Increasing the turret speed and the paddle speed reduces the mean residence time, with turret speed having a more significant effect on residence time than paddle speed. Therefore, changing the turret speed is more effective at controlling over lubrication.
- Increasing the paddle speed increases the particle traveled distance and thus increases particle attrition. Turret speed has a small effect on the particle traveled distance.
- An increase in turret speed reduces paddle torque and particle shear work slightly; an increase in paddle speed significantly increases paddle torque and particle shear work. In tablet manufacturing, proper reduction of the paddle speed can reduce the particle shear work in the feed-frame chamber, thereby reducing the particle attrition.
- An increase in paddle speed has less effect on tablet mass than turret speed. An increase in turret speed reduces tablet mass but also increases its variability. Increasing paddle speed only increases tablet mass at low turret speeds.
- At the beginning of tablet manufacture, increasing turret speed or decreasing paddle speed significantly increases the tablet’s API particles (the smallest particles) content and results in particle separation. The impact of paddle speed and turret speed needs to be further investigated with smaller particles to achieve better resolution.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Aij | Particle contact area |
| c | Cohesion energy density |
| dp | Particle diameter |
| E | Young’s modulus |
| Eeq | Equivalent elastic modulus |
| fpp | Particle-particle static friction |
| fpw | Particle-wall static friction |
| Fn | Normal contact force |
| Ft | Tangential contact force |
| Additional normal force for the SJKR2 model | |
| G | Shear modulus |
| Geq | Equivalent shear modulus |
| kn | Normal stiffness |
| kt | Tangential stiffness |
| kr | Rolling stiffness |
| lt,i | Tangential displacement at the contact |
| mi | Mass of particle i |
| mj | Mass of particle j |
| meq | Equivalent mass |
| N | Total number of contacts of the particle |
| rfpp | Particle-particle rolling friction |
| rfpw | Particle-wall rolling friction |
| Ri | Particle radius of particle i |
| Rij | Equivalent particle radius |
| Rj | Particle radius of particle j |
| Req | Equivalent redius |
| s | Number of contacts at each time step |
| Additional torque modeled by EPSD2 model | |
| Torque component modeled as a mechanical spring | |
| Wt | Shear work of a particle |
| γn | Normal dissipation constant |
| γt | Tangential dissipation constant |
| 𝜌 | Particle density |
| ν | Poisson’s ratio |
| ɛ | Coefficient of restitution |
| Maximum constant overlap | |
| Relative velocity in the normal direction of the contact | |
| Relative tangential displacement | |
| Relative velocity in the tangential direction of the contact | |
| Incremental relative rotation between the two particles |
References
- Macmillan, R.H. The Mechanics of Fluid-Particle Systems with Special Reference to Agriculture: Theory and Worked Examples; UoM Custom Book Centre: Manchester, UK, 2010. [Google Scholar]
- Dühlmeyer, K.P.; Özcoban, H.; Leopold, C.S. A novel method for determination of the filling level in the feed-frame of a rotary tablet press. Drug Dev. Ind. Pharm. 2018, 44, 1744–1751. [Google Scholar] [CrossRef] [PubMed]
- Dülle, M.; Özcoban, H.; Leopold, C.S. Analysis of the powder behavior and the residence time distribution within a manufacture scale rotary tablet press. Eur. J. Pharm. Sci. 2018, 125, 205–214. [Google Scholar] [CrossRef] [PubMed]
- Dühlmeyer, K.P.; Özcoban, H.; Leopold, C.S. In line monitoring of the powder filling level within a rotary tablet press feed-frame. Powder Technol. 2019, 351, 134–143. [Google Scholar] [CrossRef]
- El Hebieshy, J.F. Die filling of aerated powders. Doctoral dissertation, University of Surrey, Guildford, Surrey, UK, 2019. [Google Scholar] [CrossRef]
- Sun, Z.; Li, Z.; Espinoza, D.N.; Balhoff, M.T. Fluid-driven fractures in granular media: Insights from numerical investigations. Phys. Rev. E 2020, 101, 042903. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Espinoza, D.N.; Balhoff, M.T. Fluid-driven fracture mechanisms in granular media: Insights from grain-scale numerical modeling. Granul. Matter 2021, 23, 1–18. [Google Scholar] [CrossRef]
- Li, Z.; Song, H.; Espinoza, D.N.; Balhoff, M.T. Experimental Study of the Effects of Non-Newtonian Polymers on Fracture Opening and Leakoff Patterns. Rock Mech. Rock Eng. 2022, 55, 7021–7034. [Google Scholar] [CrossRef]
- Grymonpré, W.; Vanhoorne, V.; Van Snick, B.; Prudilova, B.B.; Detobel, F.; Remon, J.P.; De Beer, T.; Vervaet, C. Optimizing feed frame design and tableting process parameters to increase die-filling uniformity on a high-speed rotary tablet press. Int. J. Pharm. 2018, 548, 54–61. [Google Scholar] [CrossRef]
- Ilium, L. Chitosan and its use as a pharmaceutical excipient. Pharm. Res. 1998, 15, 1326–1331. [Google Scholar] [CrossRef]
- Varma, K. Excipients used in the Formulation of Tablets. Research and Reviews. J. Chem. 2016, 5, 143–154. Available online: https://www.test.tjori.com/download/1c198c_excipients-used-in-the-formulation-of-tablets (accessed on 25 May 2022).
- Hildebrandt, C.; Gopireddy, S.R.; Scherließ, R.; Urbanetz, N. Numerical analysis of the die filling process within a pharmaceutical tableting machine. Chem. Ing. Tech. 2018, 90, 483–492. [Google Scholar] [CrossRef]
- The tableting cycle. 2015. Available online: https://www.youtube.com/watch?app=desktop&v=4xggZRckfTE&t=65s (accessed on 25 May 2022).
- Hildebrandt, C.; Gopireddy, S.R.; Scherließ, R.; Urbanetz, N.A. Assessment of material and process attributes’ influence on tablet quality using a QbD and DEM combined approach. Powder Technol. 2019, 345, 390–404. [Google Scholar] [CrossRef]
- Gopireddy, S.R.; Hildebrandt, C.; Urbanetz, N.A. Numerical simulation of powder flow in a pharmaceutical tablet press lab-scale gravity feeder. Powder Technol. 2016, 302, 309–327. [Google Scholar] [CrossRef]
- Ketterhagen, W.R. Simulation of powder flow in a lab-scale tablet press feed-frame: Effects of design and operating parameters on measures of tablet quality. Powder Technol. 2015, 275, 361–374. [Google Scholar] [CrossRef]
- Jarosz, P.J.; Parrott, E.L. Effect of lubricants on tensile strengths of tablets. Drug Dev. Ind. Pharm. 1984, 10, 259–273. [Google Scholar] [CrossRef]
- Tang, X.; Zakhvatayeva, A.; Zhang, L.; Wu, Z.F.; Sun, P.; Wu, C.Y. Flow behaviour of pharmaceutical powders during rotary die filling with a paddle feeder. Int. J. Pharm. 2020, 585, 119547. [Google Scholar] [CrossRef]
- Hildebrandt, C.; Gopireddy, S.R.; Scherließ, R.; Urbanetz, N.A. Simulation of particle size segregation in a pharmaceutical tablet press lab-scale gravity feeder. Adv. Powder Technol. 2018, 29, 765–780. [Google Scholar] [CrossRef]
- Dülle, M.; Özcoban, H.; Leopold, C.S. Investigations on the residence time distribution of a three-chamber feed-frame with special focus on its geometric and parametric setups. Powder Technol. 2018, 331, 276–285. [Google Scholar] [CrossRef]
- Dülle, M.; Özcoban, H.; Leopold, C.S. The effect of different feed-frame components on the powder behavior and the residence time distribution with regard to the continuous manufacturing of tablets. Int. J. Pharm. 2019, 555, 220–227. [Google Scholar] [CrossRef]
- Hildebrandt, C.; Gopireddy, S.R.; Scherließ, R.; Urbanetz, N.A. A DEM approach to assess the influence of the paddle wheel shape on force feeding during pharmaceutical tableting. Adv. Powder Technol. 2020, 31, 755–769. [Google Scholar] [CrossRef]
- Mendez, R.; Velazquez, C.; Muzzio, F.J. Effect of feed-frame design and operating parameters on powder attrition, particle breakage, and powder properties. Powder Technol. 2012, 229, 253–260. [Google Scholar] [CrossRef]
- Li, Z.; Yang, H.; Sun, Z.; Espinoza, D.N.; Balhoff, M.T. A Probability-Based Pore Network Model of Particle Jamming in Porous Media. Transp. Porous Media 2021, 139, 419–445. [Google Scholar] [CrossRef]
- Li, Z.; Sun, Z.; Espinoza, D.N.; Matthew, T.B. Grain-Scale Modeling of Polymer-driven Fracture Initiation and Wellbore Injectivity. In Proceedings of the SPE Improved Oil Recovery Conference, Virtual, 31 August–4 September 2020. [Google Scholar] [CrossRef]
- Hildebrandt, C.; Gopireddy, S.R.; Scherließ, R.; Urbanetz, N.A. Investigation of powder flow within a pharmaceutical tablet press force feeder–A DEM approach. Powder Technol. 2019, 345, 616–632. [Google Scholar] [CrossRef]
- Li, Z.; Sun, Z.; Balhoff, M.T.; Espinoza, D.N. Coupled CFD-DEM modeling of immiscible fluid injection into granular media. In Proceedings of the 54th US Rock Mechanics/Geomechanics Symposium, Virtual, 28 June–1 July 2020; Available online: https://onepetro.org/ARMAUSRMS/proceedings-abstract/ARMA20/All-ARMA20/ARMA-2020-1295/447489 (accessed on 25 May 2022).
- Li, Z.; Sun, Z.; Balhoff, M.T.; Espinoza, D.N. Impact of Suspended Solid Particles on Initiation of Fluid-Driven Fractures in Granular Media. In Proceedings of the 55th US Rock Mechanics/Geomechanics Symposium, Virtual, 18–25 June 2021; Available online: https://onepetro.org/ARMAUSRMS/proceedings-abstract/ARMA21/All-ARMA21/ARMA-2021-1770/468130 (accessed on 25 May 2022).
- Li, Z.; Espinoza, D.N.; Balhoff, M.T. Simulation of Polymer Injection in Granular Media: Implications of Fluid-Driven Fractures, Water Quality, and Undissolved Polymers on Polymer Injectivity. SPE J. 2022, SPE-200412-PA, 1–12. [Google Scholar] [CrossRef]
- Jia, C.; Huang, Z.; Sepehrnoori, K.; Yao, J. Modification of two-scale continuum model and numerical studies for carbonate matrix acidizing. J. Pet. Sci. Eng. 2021, 197, 107972. [Google Scholar] [CrossRef]
- Jia, C.; Sepehrnoori, K.; Huang, Z.; Yao, J. Modeling and analysis of carbonate matrix acidizing using a new two-scale continuum model. SPE J. 2021, 26, 2570–2599. [Google Scholar] [CrossRef]
- Zhang, X.; Jia, C.; Yao, J.; Huang, Z.; Gong, L.; Yang, W.; Yan, X.; Li, Y. An evaluation framework for production performance of high-temperature fractured and karstified geothermal reservoirs: Production mechanism, sensitivity study, and key parameters ranking. Gondwana Res. 2022, in press. [Google Scholar] [CrossRef]
- Siegmann, E.; Forgber, T.; Toson, P.; Martinetz, M.C.; Kureck, H.; Brinz, T.; Khinast, J. Powder flow and mixing in different tablet press feed-frames. Adv. Powder Technol. 2020, 31, 770–781. [Google Scholar] [CrossRef]
- Cundall, P.A.; Strack, O.D. A discrete numerical model for granular assemblies. Geotechnique 1979, 29, 47–65. [Google Scholar] [CrossRef]
- Hildebrandt, C.; Gopireddy, S.R.; Scherließ, R.; Urbanetz, N.A. Powder flow within a pharmaceutical tablet press–a DEM analysis. In Proceedings of the PARTICLES 2017: V International Conference on Particle-based Methods—Fundamentals and Applications, Hannover, Germany, 26–28 September 2017; pp. 237–248. Available online: http://hdl.handle.net/2117/187123 (accessed on 25 May 2022).
- Ramírez-Aragón, C.; Alba-Elías, F.; González-Marcos, A.; Ordieres-Meré, J. Segregation in the tank of a rotary tablet press machine using experimental and discrete element methods. Powder Technol. 2018, 328, 452–469. [Google Scholar] [CrossRef]
- Sierra-Vega, N.O.; Romañach, R.J.; Méndez, R. Feed-frame: The last processing step before the tablet compaction in pharmaceutical manufacturing. Int. J. Pharm. 2019, 572, 118728. [Google Scholar] [CrossRef]
- Siegmann, E.; Enzinger, S.; Toson, P.; Doshi, P.; Khinast, J.; Jajcevic, D. Massively speeding up DEM simulations of continuous processes using a DEM extrapolation. Powder Technol. 2021, 390, 442–455. [Google Scholar] [CrossRef]
- DCS Computing Website. 2021. Available online: https://www.aspherix-dem.com/ (accessed on 25 May 2022).
- Stukowski, A. Visualization and analysis of atomistic simulation data with OVITO—The Open Visualization Tool. Model. Simul. Mater. Sci. Eng. 2010, 18, 015012. [Google Scholar] [CrossRef]
- MATLAB, R2019b; The MathWorks Inc.: Natick, MA, USA, 2019. Available online: https://www.mathworks.com/(accessed on 25 May 2022).
- Kloss, C.; Goniva, C.; Hager, A.; Amberger, S.; Pirker, S. Models, algorithms and validation for opensource DEM and CFD–DEM. Prog. Comput. Fluid Dyn. Int. J. 2012, 12, 140–152. [Google Scholar] [CrossRef]
- Mindlin, R.D.; Deresiewicz, H. Elastic spheres in contact under varying oblique forces. J. Appl. Mech. 1953, 20, 327–344. [Google Scholar] [CrossRef]
- Thornton, C.; Yin, K.K. Impact of elastic spheres with and without adhesion. Powder Technol. 1991, 65, 153–166. [Google Scholar] [CrossRef]
- Kumar, R.; Ketterhagen, W.; Sarkar, A.; Hancock, B.; Curtis, J.; Wassgren, C. Influence of normal contact force model on simulations of spherocylindrical particles. AIChE J. 2018, 64, 1986–2001. [Google Scholar] [CrossRef]
- LIGGGHTS Manual. 2016. Available online: https://www.cfdem.com/media/DEM/docu/Manual.html (accessed on 25 May 2022).
- Coetzee, C. Simplified Johnson-Kendall-Roberts (SJKR) contact model. In University of Stellenbosch Report; University of Stellenbosch: Stellenbosch, South Africa, 2020. [Google Scholar]
- Iwashita, K.; Oda, M. Rolling resistance at contacts in simulation of shear band development by DEM. J. Eng. Mech. 1998, 124, 285–292. [Google Scholar] [CrossRef]
- Vanarase, A.U.; Osorio, J.G.; Muzzio, F.J. Effects of powder flow properties and shear environment on the performance of continuous mixing of pharmaceutical powders. Powder Technol. 2013, 246, 63–72. [Google Scholar] [CrossRef] [Green Version]
- Guo, Y.; Wassgren, C.; Hancock, B.; Ketterhagen, W.; Curtis, J. Predicting breakage of high aspect ratio particles in an agitated bed using the Discrete Element Method. Chem. Eng. Sci. 2017, 158, 314–327. [Google Scholar] [CrossRef]
- Kumar, R.; Ketterhagen, W.; Sarkar, A.; Curtis, J.; Wassgren, C. Breakage modeling of needle-shaped particles using the discrete element method. Chem. Eng. Sci. X 2019, 3, 100027. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Volume Fraction | Particle Diameter, (mm) |
|---|---|
| 20% | 1.300 |
| 20% | 1.150 |
| 40% | 1.000 |
| 10% | 0.825 |
| 5% | 0.650 |
| 5% | 0.550 |
| Material Properties | Value |
|---|---|
| Young’s modulus (E) | 1 × 107 Pa |
| Poisson’s ratio (ν) | 0.3 |
| Cohesion energy density (c) | 50,000 J/m3 |
| Density (ρ) | 1400 kg/m3 |
| P-P static friction (fpp) | 0.2 |
| P-W static friction (fpw) | 0.4 |
| P-P rolling friction (rfpp) | 0.1 |
| P-W rolling friction (rfpw) | 0.1 |
| Simulation time-step | 5 × 10−6 s |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Kumar, R.; Guzman, H.R.; Chiarella, R.A. Particle Scale Insights into a KG-Pharma RoTab Tablet Press Feed-Frame System Using the Discrete Element Method (DEM) Modeling. Processes 2023, 11, 119. https://doi.org/10.3390/pr11010119
Li Z, Kumar R, Guzman HR, Chiarella RA. Particle Scale Insights into a KG-Pharma RoTab Tablet Press Feed-Frame System Using the Discrete Element Method (DEM) Modeling. Processes. 2023; 11(1):119. https://doi.org/10.3390/pr11010119
Chicago/Turabian StyleLi, Zihao, Rohit Kumar, Hector Rafael Guzman, and Renato Andrés Chiarella. 2023. "Particle Scale Insights into a KG-Pharma RoTab Tablet Press Feed-Frame System Using the Discrete Element Method (DEM) Modeling" Processes 11, no. 1: 119. https://doi.org/10.3390/pr11010119