
Numerical Simulation and Process Optimization of Magnesium Alloy Vehicle Dashboard Cross Car Beam (CCB) Based on MAGMA

Abstract
:1. Introduction
2. Materials and Methods
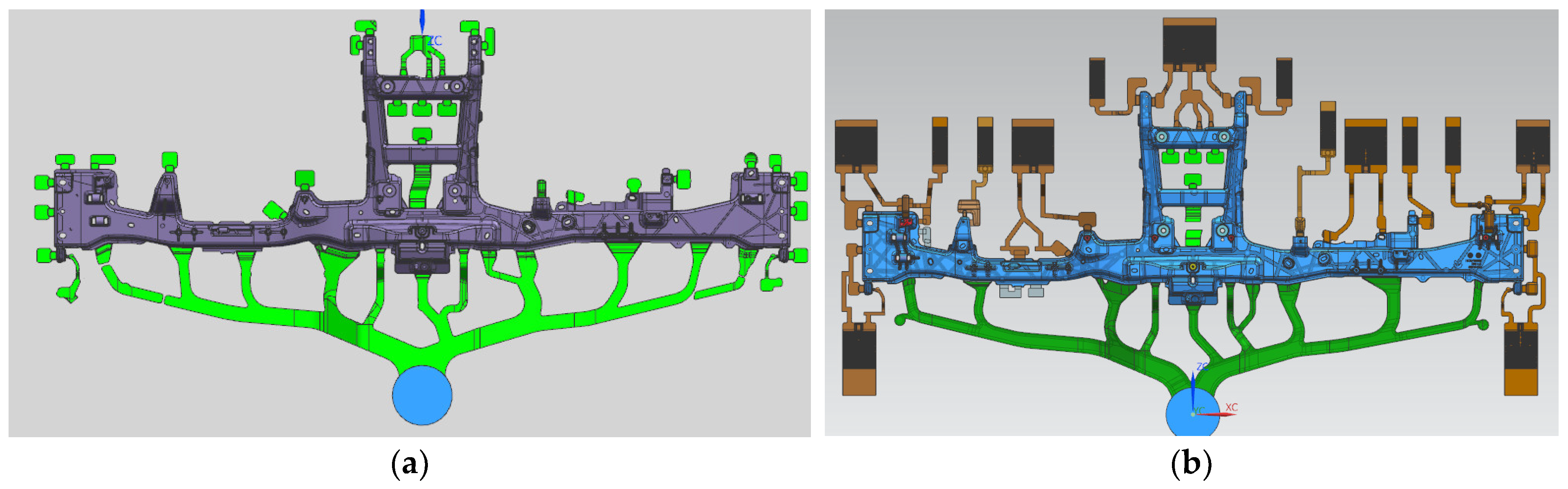
2.1. Materials and Modeling
2.2. Response Surface Test Design
2.3. Die Casting Experiment
3. Results and Discussion
3.1. Simulation Analysis of Die Casting Filling
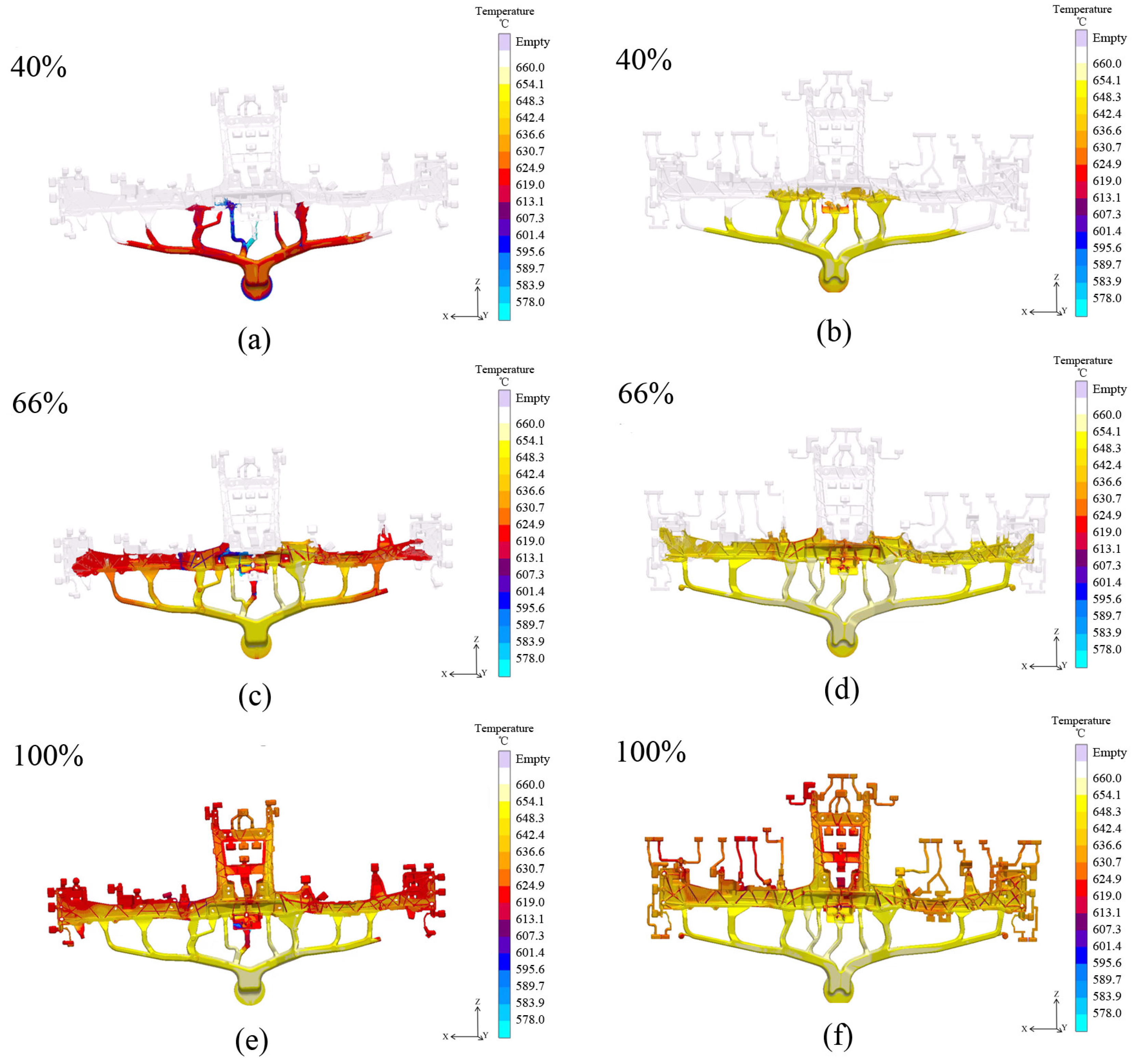
3.1.1. Filling Temperature Simulation
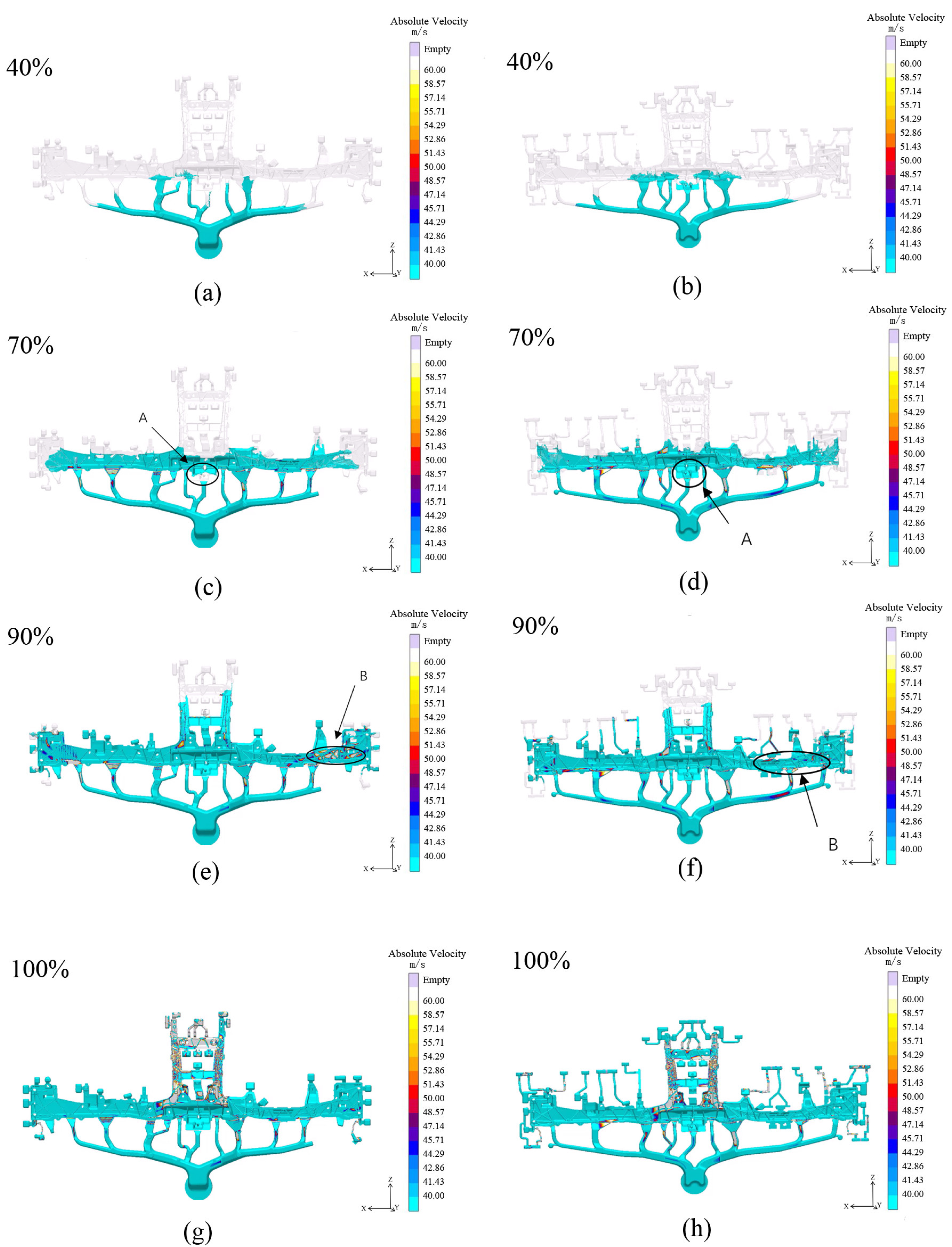
3.1.2. Filling Speed Simulation
3.2. Response Surface Test Results and Analysis
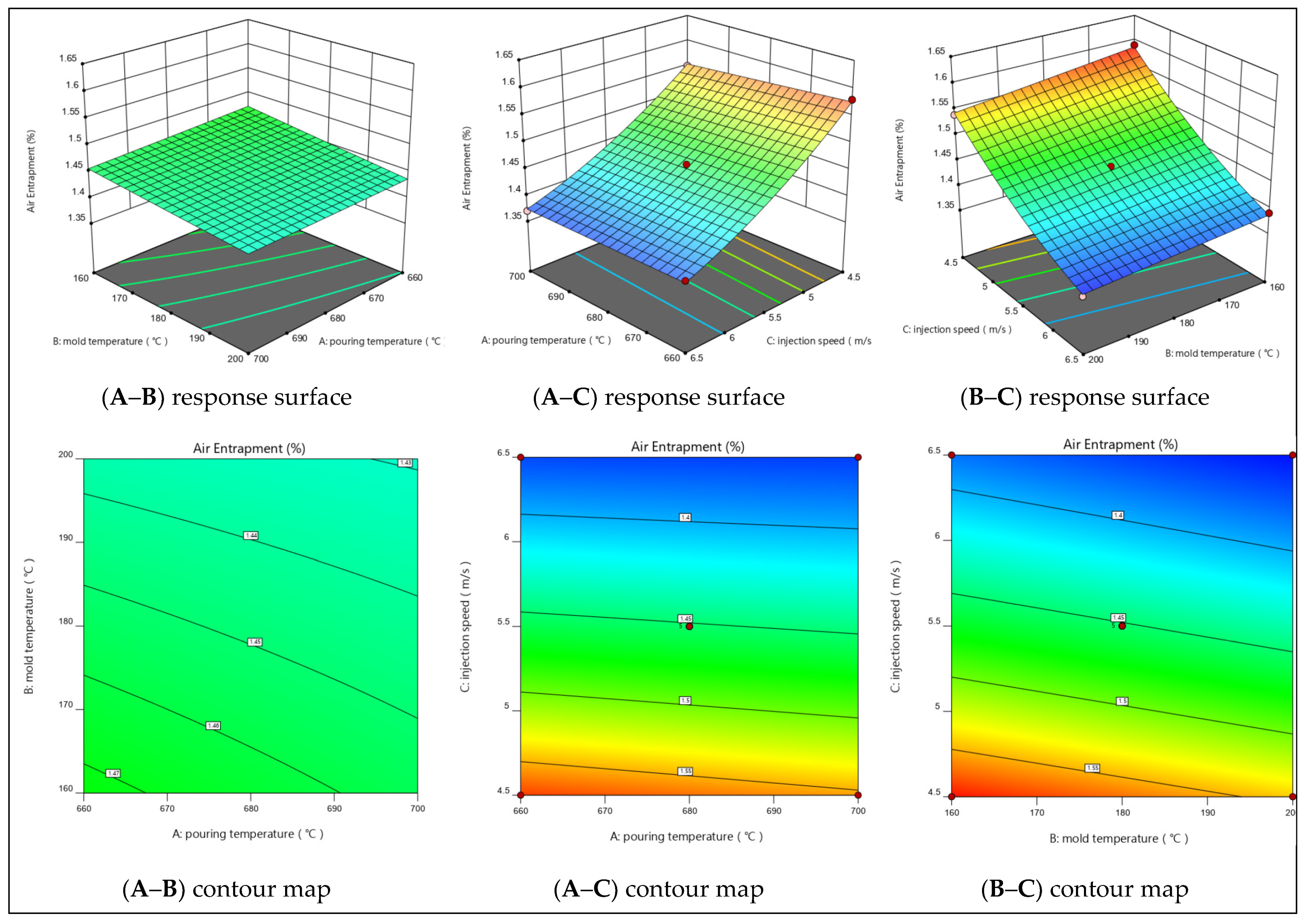
3.2.1. Response Surface Model for Air Entrapment Rate
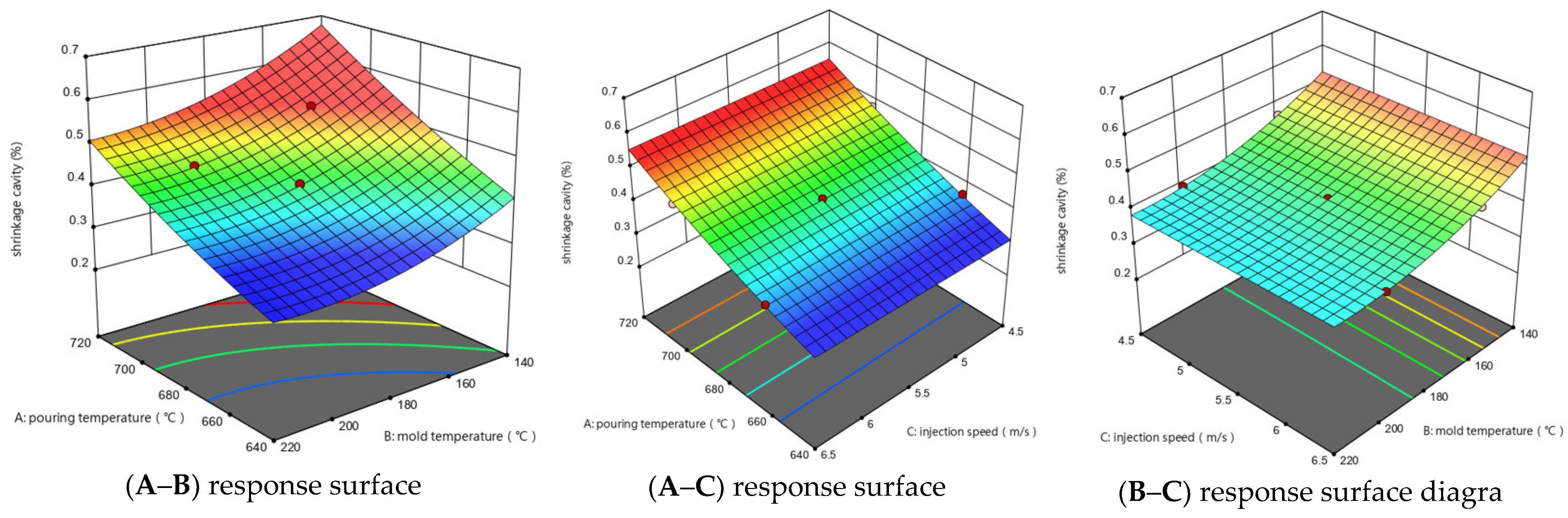
3.2.2. Response Surface Model for Shrinkage Cavity Rate
3.3. Simulation Analysis
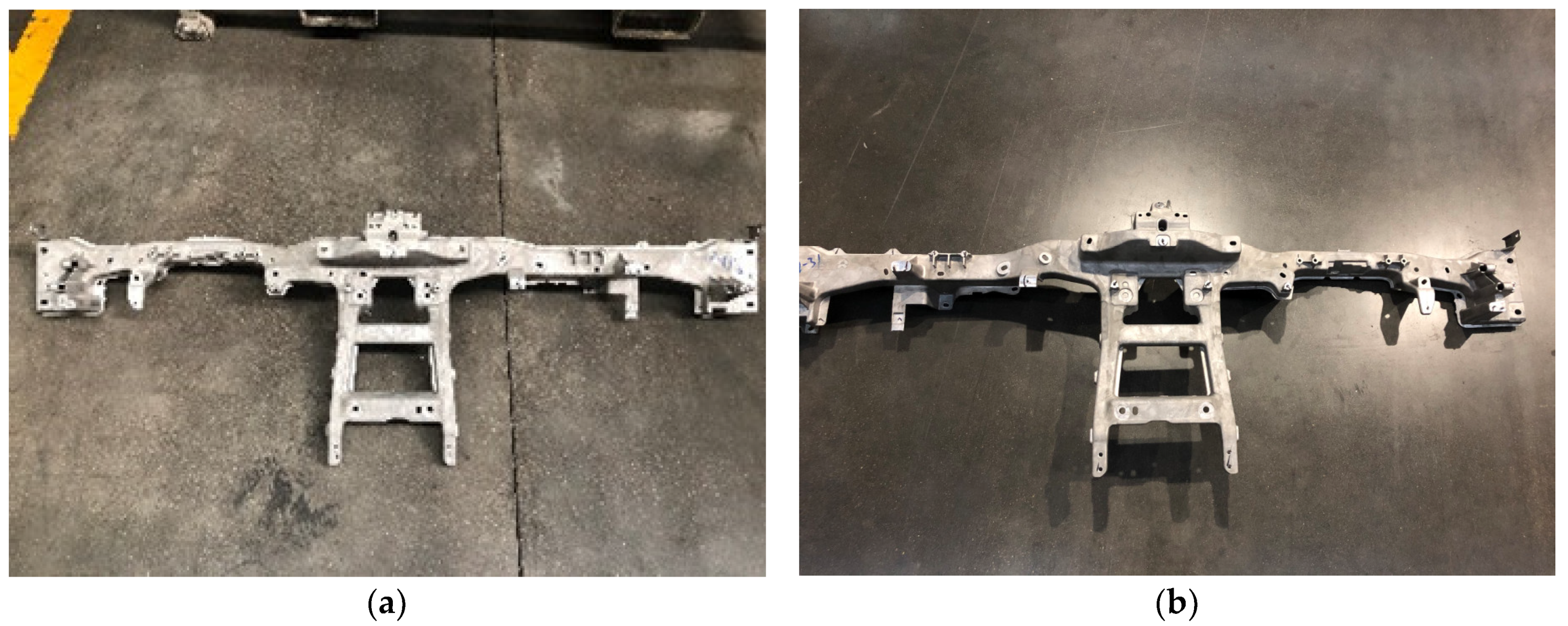
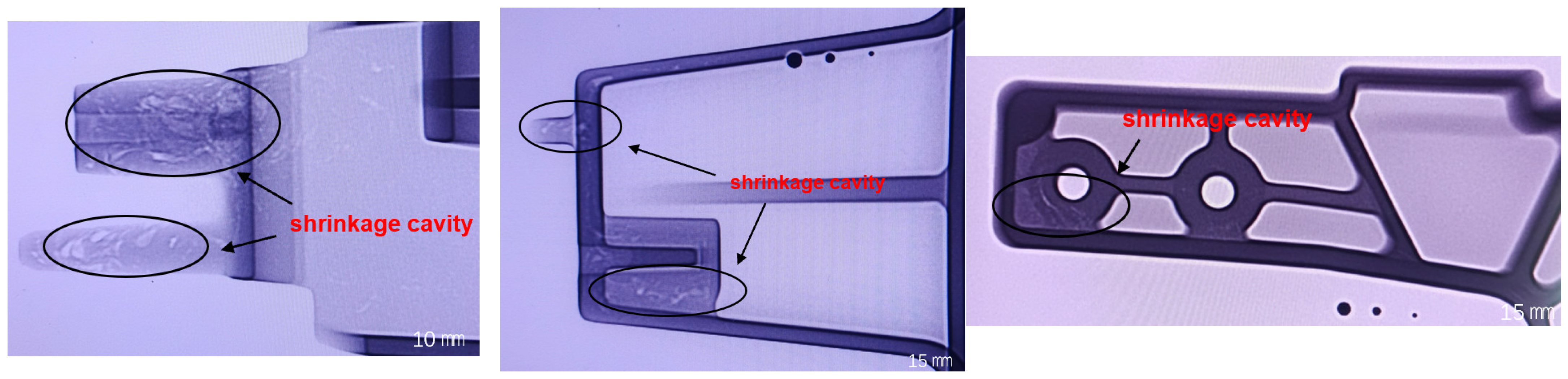
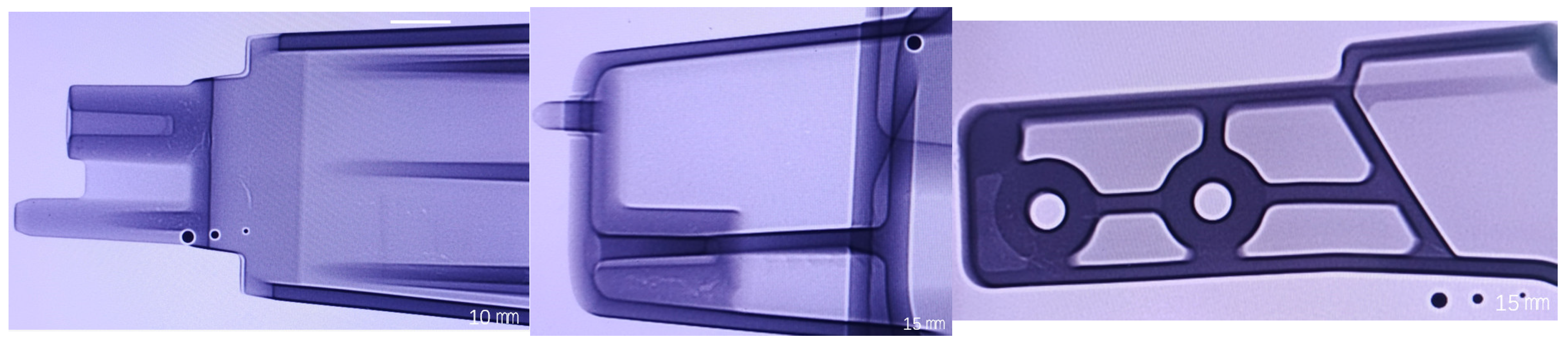
3.4. Die Casting Experiment
4. Conclusions
- (1)
- Under the same process parameters, MAGMA software was used to simulate the filling of two pouring system schemes for CCB of magnesium alloy automobiles, and the results showed that the design of the pouring system of scheme 2 was better than that of scheme 1, and the design of scheme 2 could effectively reduce casting defects.
- (2)
- In the die-casting process of the AM60B magnesium alloy automotive CCB bracket, when only the air entrapment rate is considered, the press injection speed has the greatest influence, the mold preheating temperature is second, and the pouring temperature has the least influence. When considering only the shrinkage cavity rate, the pouring temperature has the greatest influence, the mold preheating temperature is second, and the press injection speed has the least influence.
- (3)
- In the actual production process, the air entrainment rate and shrinkage cavity rate should be considered comprehensively. The optimal combination of process parameters is as follows: pouring temperature 660 °C, mold preheating temperature 200 °C, and press injection speed 6.5 m/s. Under these process parameters, the qualified rate of magnesium alloy CCB castings can be improved effectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, Z.W.; Zhang, N. The Promotion of Chinese Automobile Lightweight Technical Progress by Mechanism Innovation. J. Iron Steel Res. Int. 2011, 18, 747–751. [Google Scholar]
- Guo, R.C.; Wu, N.; Zhang, G.R. New Materials for Auto-body Lightweight Applications. In Proceedings of the 2nd International Conference on Material and Manufacturing Technology, Xiamen, China, London, UK, 8 July–10 December 2017. [Google Scholar]
- Zhao, H.W.; Zhang, R.B.; Bin, Z.Y. A Review of Automotive Lightweight Technology. In Proceedings of the 2nd International Conference on Mechanical, Electronic, Control and Automation Engineering, Qingdao, China, 30–31 March 2018. [Google Scholar]
- Anonymous. Global Vehicle Lightweighting-Technology, Trends and the Future-2022 Q1 Edition: Credits. Just-Auto 2022. Available online: https://www.reportlinker.com/p02618913/Global-vehicle-lightweighting-technology-trends-and-the-future.html (accessed on 11 June 2022).
- Anonymous. Global Vehicle Lightweighting-Technology, Trends and the Future-2021 Q2 Edition: Table of Contents. Just-Auto 2021. Available online: https://www.reportlinker.com/p02618913/Global-vehicle-lightweighting-technology-trends-and-the-future.html (accessed on 11 June 2022).
- Fang, D.; Jinhua, W.; Yunfei, J.; Yuanqing, Z.J. Research on Lightweight Technology of New Energy Vehicles. E3S Web Conf. 2021, 257, 01065. [Google Scholar] [CrossRef]
- Yue, Z. Analysis on the Development Status of Automobile Lightweight Welding Technology. J. Phys. Conf. Ser. 2021, 1750, 012001. [Google Scholar]
- Yao, C.M. Lightweight automotive design technology and material application analysis. In Proceedings of the 4th International Conference on Mechanical, Control and Computer Engineering, Hohhot, China, 25–27 October 2019. [Google Scholar]
- Liu, D.F.; Tao, J. Application of Automobile Lightweight Alloys and the Development of its Die-Casting Technology. In Proceedings of the International Conference on Advanced Design and Manufacturing Engineering, Guangzhou, China, 16–18 September 2011. [Google Scholar]
- Pan, F.S.; Yang, M.B.; Chen, X.H. A review on casting magnesium alloys: Modification of commercial alloys and development of new alloys. J. Mater. Sci. Technol. 2016, 32, 1211–1221. [Google Scholar] [CrossRef]
- Kulekci, M.K. Magnesium and its alloys applications in automotive industry. Int. J. Adv. Manuf. Technol. 2008, 39, 851–865. [Google Scholar] [CrossRef]
- Akinlabi, E.T. An overview on joining of aluminum and magnesium alloys using friction stir welding (FSW) for automotive lightweight applications. Mater. Res. Express 2019, 6, 11. [Google Scholar]
- Fu, Y.; Wang, G.G.; Hu, A. Formation, characteristics and control of sludge in Al-containing magnesium alloys: An overview. J. Magnes. Alloy. 2022, 10, 599–613. [Google Scholar] [CrossRef]
- Wu, D.H.; Chang, M.S. Use of Taguchi method to develop a robust design for the magnesium alloy die casting process. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2004, 379, 366–371. [Google Scholar] [CrossRef]
- Li, X.; Xiong, S.M.; Guo, Z. Failure behavior of high pressure die casting AZ91D magnesium alloy. Mater. Sci. Eng. A 2016, 672, 216–225. [Google Scholar] [CrossRef]
- Balbi, M. A model for high-cycle fatigue crack propagation. Mater. Test. 2017, 59, 35–40. [Google Scholar] [CrossRef]
- Oborin, V.; Naimark, O. Scaling invariance of fatigue crack growth in aluminum alloy. Procedia Mater. Sci. 2014, 3, 1004–1008. [Google Scholar] [CrossRef] [Green Version]
- Liu, H.W.; Sun, H.H.; Liu, J.M. Numerical Simulation on the Die Casting Forming Process of a Magnesium Alloy Bearing Block. In Proceedings of the 6th International Conference on Mechatronics, Materials, Biotechnology and Environment, Yinchuan, China, 13–14 August 2016. [Google Scholar]
- Ma, X.C.; Zhuang, Y.Q.; Tao, Y.Q. Numerical Simulation of Die-casting Magnesium Alloy Impeller with the Central Gating System. In Proceedings of the International Conference on Recent Trends in Materials and Mechanical Engineering, Shenzhen, China, 27–28 January 2011. [Google Scholar]
- Peng, L.M.; Wang, Y.X.; Fu, P.H. Numerical Simulation and Process Development for Low Pressure Diecasting of Magnesium Alloy Wheels. In Proceedings of the 114th Annual Metalcasting Congress, Orlando, FL, USA, 20–23 March 2022. [Google Scholar]
- Sket, F.; Fernandez, A.; Jeusalem, A. Effect of Hydrostatic Pressure on the 3D Porosity Distribution and Mechanical Behavior of a High Pressure Die Cast Mg AZ91 Alloy. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. 2015, 46A, 4056–4069. [Google Scholar] [CrossRef]
- Huang, Y.J.; Hu, B.H.; Pinwill, I. Effects of process settings on the porosity levels of AM60B magnesium die castings. Mater. Manuf. Process. 2000, 15, 97–105. [Google Scholar] [CrossRef]
- Hung, C.M.; Chang, M.S.; Tang, N.K. Evaluation between mechanical properties and die casting process control by Toguchi method for magnesium alloy AM60B. In Proceedings of the Symposium on Magnesium Technology 2004 held at the TMS Annual Meeting, Charlotte, NC, USA, 14–18 March 2004. [Google Scholar]
- Lin, C.J.; Jin, Y.; Tang, H.Q. Finite Element Analyses and Model of Squeeze Casting Process for Producing Magnesium Wheels. In Proceedings of the 2nd International Conference on Chemical Engineering and Advanced Materials, Guangzhou, China, 13–15 July 2012. [Google Scholar]
- Rzychon, T.; Adamczk-Cieslak, B.; Kielbus, A. The influence of hot-chamber die casting parameters on the microstructure and mechanical properties of magnesium-aluminum alloys containing alkaline elements. Mater. Werkst. 2012, 43, 421–426. [Google Scholar] [CrossRef]
- Vanli, A.S.; Akdogan, A. Effects of process parameters on mechanical and metallurgical properties in high pressure die casting of AZ91 magnesium alloy. Indian J. Eng. Mater. Sci. 2019, 26, 27–35. [Google Scholar]
- Liu, Y.G.; Huang, Z.H.; Ding, H. Study on pressure variations in the mold of magnesium alloy die castings. In Proceedings of the Asian Pacific Conference for Fracture and Strength, Sanya, China, 22–25 November 2007. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Zn | Mn | Si | Fe | Cu | Ni | Be | Mg |
|---|---|---|---|---|---|---|---|---|---|
| Proportion (%) | 5.8 | 0.18 | 0.56 | 0.08 | 0.0003 | 0.006 | 0.00086 | 0.0012 | Bal. |
| A | B | C | |
|---|---|---|---|
| Pouring Temperature (°C) | Mold preheating Temperature (°C) | Injection Speed (m/s) | |
| Level 1 | 660 | 160 | 4.5 |
| Level 2 | 680 | 180 | 5.5 |
| Level 3 | 700 | 200 | 6.5 |
| Serial Number | Pouring Temperature (°C) | Mold Preheating Temperature (°C) | Injection Speed (m/s) | Air Entrapment (%) | Shrinkage Cavity (%) |
|---|---|---|---|---|---|
| A | B | C | Y1 | Y2 | |
| 1 | 660 | 160 | 5.5 | 1.47 | 0.401 |
| 2 | 700 | 160 | 5.5 | 1.46 | 0.537 |
| 3 | 660 | 200 | 5.5 | 1.44 | 0.334 |
| 4 | 700 | 200 | 5.5 | 1.44 | 0.457 |
| 5 | 660 | 180 | 4.5 | 1.58 | 0.365 |
| 6 | 700 | 180 | 4.5 | 1.55 | 0.479 |
| 7 | 660 | 180 | 6.5 | 1.38 | 0.368 |
| 8 | 700 | 180 | 6.5 | 1.37 | 0.48 |
| 9 | 680 | 160 | 4.5 | 1.59 | 0.463 |
| 10 | 680 | 200 | 4.5 | 1.54 | 0.393 |
| 11 | 680 | 160 | 6.5 | 1.39 | 0.465 |
| 12 | 680 | 200 | 6.5 | 1.36 | 0.395 |
| 13 | 680 | 180 | 5.5 | 1.45 | 0.423 |
| 14 | 680 | 180 | 5.5 | 1.46 | 0.419 |
| 15 | 680 | 180 | 5.5 | 1.45 | 0.418 |
| 16 | 680 | 180 | 5.5 | 1.45 | 0.413 |
| 17 | 680 | 180 | 5.5 | 1.45 | 0.423 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | Statistical Significance |
|---|---|---|---|---|---|---|
| Model | 0.0762 | 9 | 0.0085 | 194.29 | <0.0001 | Significant |
| A | 0.0003 | 1 | 0.0003 | 7.17 | 0.0316 | |
| B | 0.0021 | 1 | 0.0021 | 48.48 | 0.0002 | |
| C | 0.0722 | 1 | 0.0722 | 1657.05 | <0.0001 | Significant |
| AB | 0 | 1 | 0 | 0.5738 | 0.4735 | |
| AC | 0.0001 | 1 | 0.0001 | 2.3 | 0.1736 | |
| BC | 0.0001 | 1 | 0.0001 | 2.3 | 0.1736 | |
| A2 | 2.632 × 10−7 | 1 | 2.632 × 10−7 | 0.006 | 0.9402 | |
| B2 | 2.632 × 10−7 | 1 | 2.632 × 10−7 | 0.006 | 0.9402 | |
| C2 | 0.0013 | 1 | 0.0013 | 30.45 | 0.0009 | Significant |
| Residual | 0.0003 | 7 | 0 | |||
| Lack of fit | 0.0002 | 3 | 0.0001 | 3.75 | 0.1171 | |
| Pure error | 0.0001 | 41 | 0 | |||
| Cor total | 0.0765 | 6 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | Statistical Significance |
|---|---|---|---|---|---|---|
| Model | 0.0402 | 9 | 0.0045 | 148.17 | <0.0001 | Significant |
| A | 0.0294 | 1 | 0.0294 | 975.23 | <0.0001 | Significant |
| B | 0.0103 | 1 | 0.0103 | 341.5 | <0.0001 | Significant |
| C | 0.000008 | 1 | 0.000008 | 0.2653 | 0.6223 | |
| AB | 0 | 1 | 0 | 1.4 | 0.2751 | |
| AC | 0.000001 | 1 | 0.000001 | 0.0332 | 0.8607 | |
| BC | 0 | 1 | 0 | 0 | 1 | |
| A2 | 0.0001 | 1 | 0.0001 | 1.74 | 0.2292 | |
| B2 | 0.0004 | 1 | 0.0004 | 12.67 | 0.0092 | Significant |
| C2 | 3.184 × 10−7 | 1 | 3.184 × 10−7 | 0.0106 | 0.921 | |
| Residual | 0.0002 | 7 | 0 | |||
| Lack of fit | 0.0001 | 3 | 0 | 2.76 | 0.1761 | |
| Pure error | 0.0001 | 4 | 0 | |||
| Cor total | 0.0404 | 16 |
| Air Entrainment or Shrinkage | Qualified Product | |
|---|---|---|
| Before optimization | 85 | 15 |
| After optimization | 6 | 94 |
| Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | |
|---|---|---|---|
| After optimization | 190.24 | 79.76 | 3.2 |
| 191.52 | 81.35 | 4.2 | |
| 184.58 | 78.94 | 5.8 | |
| Before optimization | 221.19 | 103.64 | 9.4 |
| 215.34 | 106.74 | 10.6 | |
| 218.96 | 98.74 | 9.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Chen, L.; Jiang, S.; Gan, H.; Hao, W. Numerical Simulation and Process Optimization of Magnesium Alloy Vehicle Dashboard Cross Car Beam (CCB) Based on MAGMA. Processes 2023, 11, 16. https://doi.org/10.3390/pr11010016
Li J, Chen L, Jiang S, Gan H, Hao W. Numerical Simulation and Process Optimization of Magnesium Alloy Vehicle Dashboard Cross Car Beam (CCB) Based on MAGMA. Processes. 2023; 11(1):16. https://doi.org/10.3390/pr11010016
Chicago/Turabian StyleLi, Jiquan, Long Chen, Shaofei Jiang, Huiqi Gan, and Weina Hao. 2023. "Numerical Simulation and Process Optimization of Magnesium Alloy Vehicle Dashboard Cross Car Beam (CCB) Based on MAGMA" Processes 11, no. 1: 16. https://doi.org/10.3390/pr11010016