
Effects of Make-Up Torque on the Sealability of Sphere-Type Premium Connection for Tubing and Casing Strings
Abstract
:1. Introduction
2. Model Development
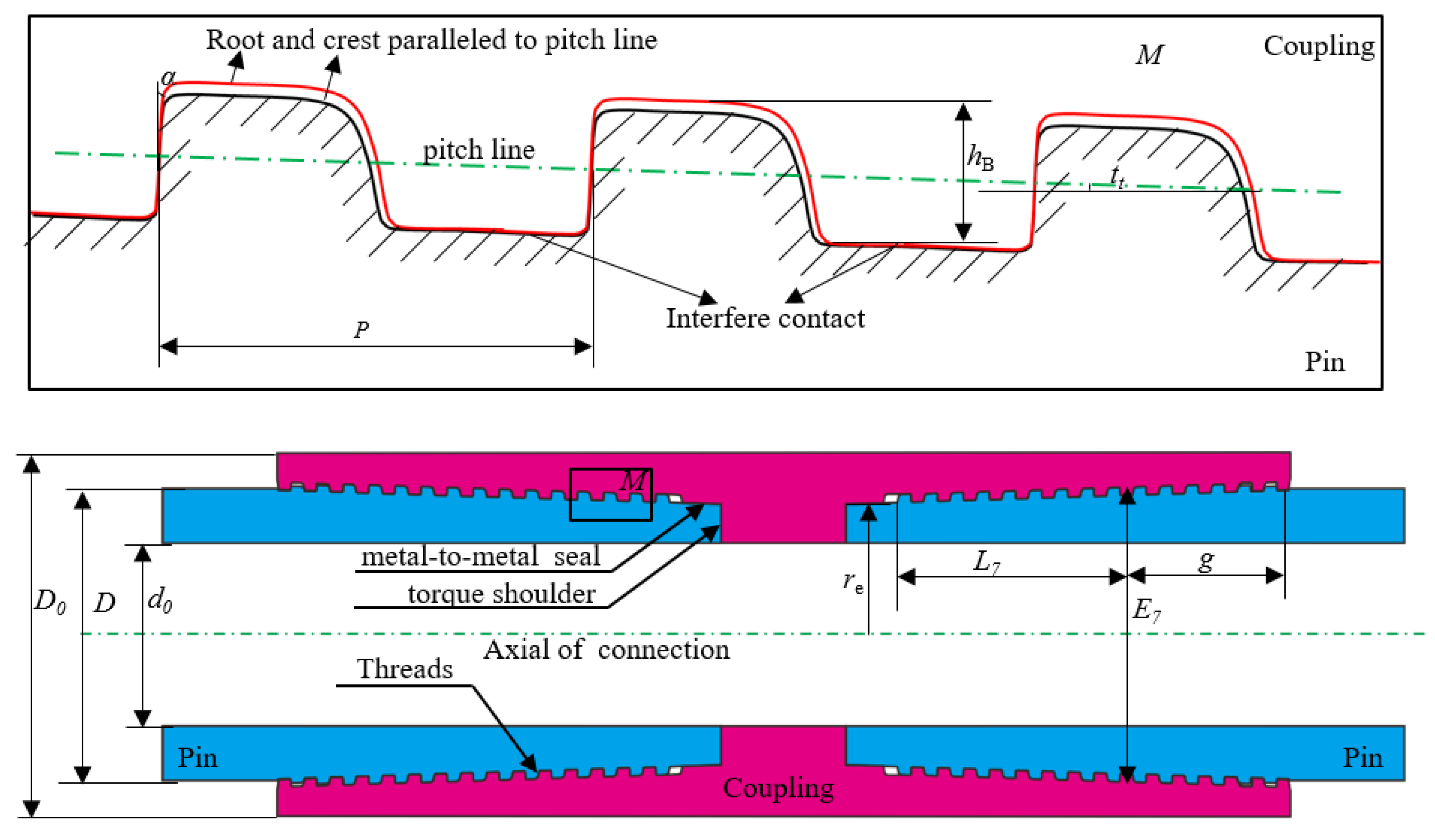
2.1. The Model of Additional Make-Up Torque from Sealing Interface for Sphere-Type Premium Connection
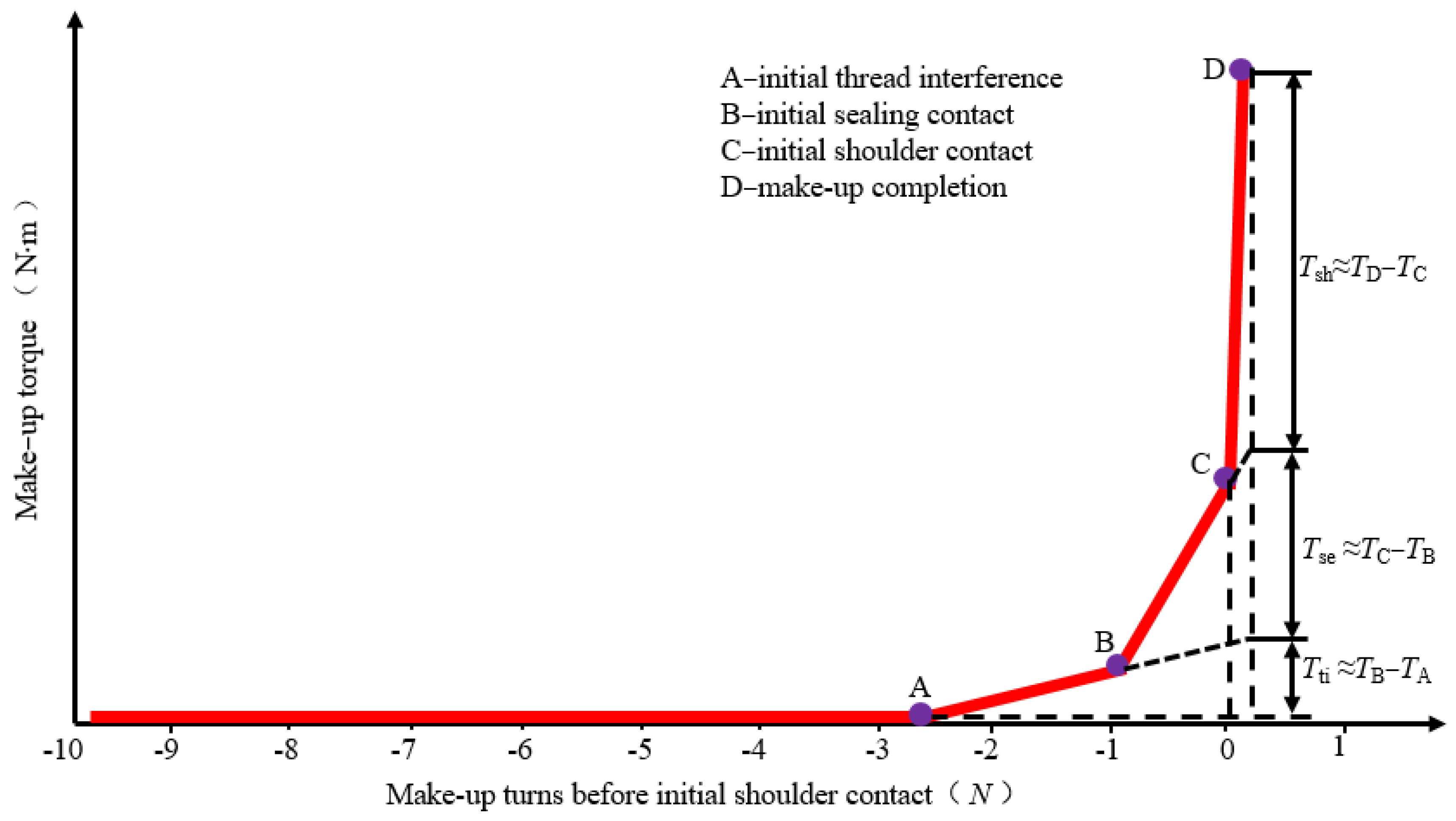
2.1.1. Additional Thread Torque from Sealing Interface Tset
2.1.2. Additional Friction Torque from Sealing Interface Tsef
2.1.3. Total Additional Make-Up Torque from Sealing Interface Tse
2.2. The Model of Elastic–Plastic Contact Pressure on Sealing Interface for Sphere-Type Premium Connection
2.2.1. Hertz Elastic Contact Pressure
2.2.2. Initial Yield Condition on Sealing Interface
2.2.3. Elastic–Plastic Contact Pressure on Sealing Interface
- (a)
- When wy = 0 and ws < , the contact between the sealing interface is completely elastic. On this occasion, the additional make-up torque from the sealing interface is as follows:
- (b)
- When wy = 0 and ws = , initial yield occurs on the sealing interface. On this occasion, the additional make-up torque from the sealing interface is as follows:
- (c)
- When wy > 0, the contact between the sealing interface is under an elastic–plastic contact state. The outer boundary condition in the plastic contact zone can be obtained from Equation (16) as follows:
2.3. Average Contact Pressure on Sealing Interface
2.4. Gas Sealing Capacity for Sphere-Type Premium Connection Base on Sealing Contact Energy Theory
3. Results and Discussion
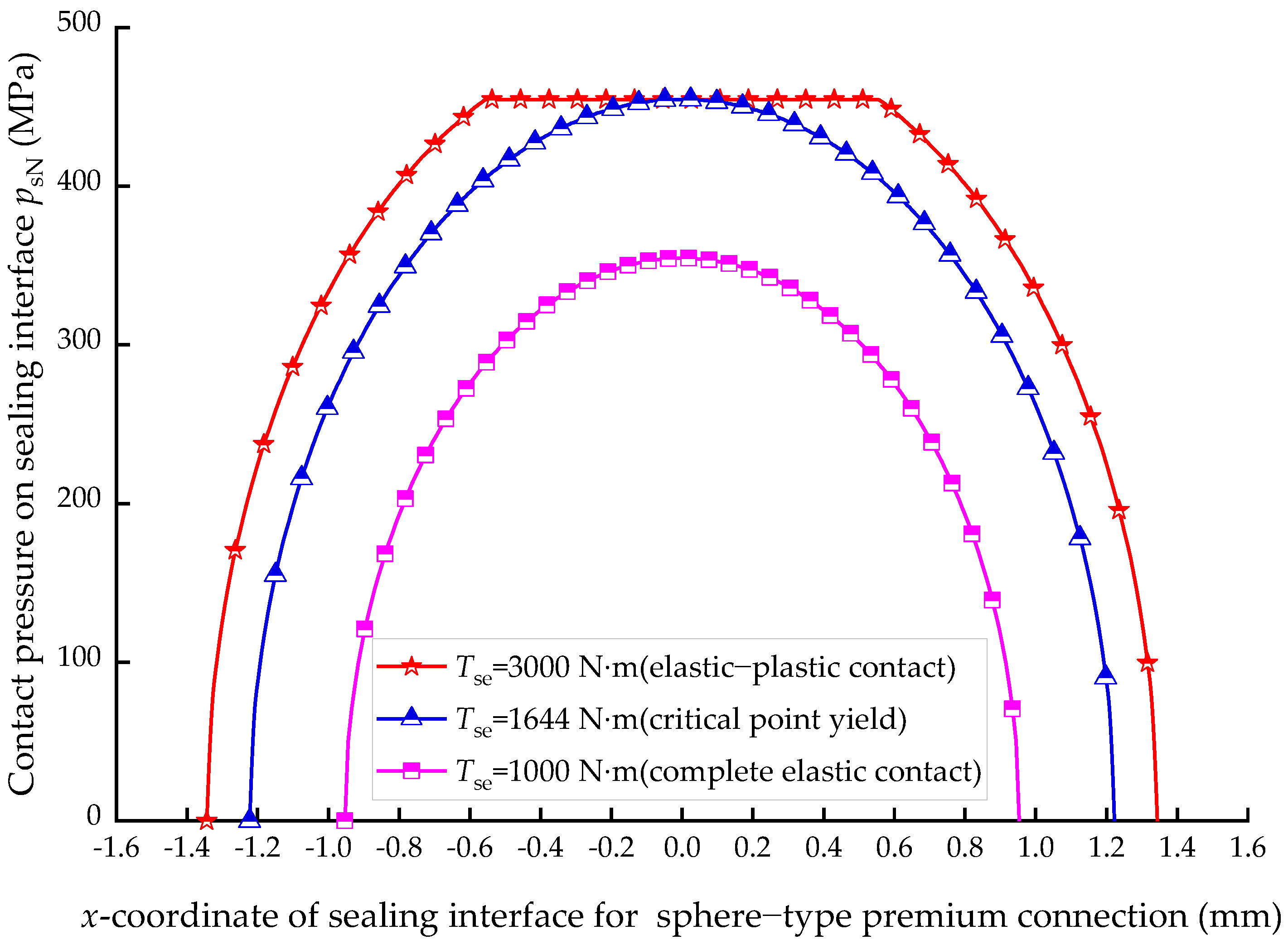
3.1. Contact Pressure Distribution on Sealing Interface
3.2. Sealability Parameters for Sphere-Type Premium Connection
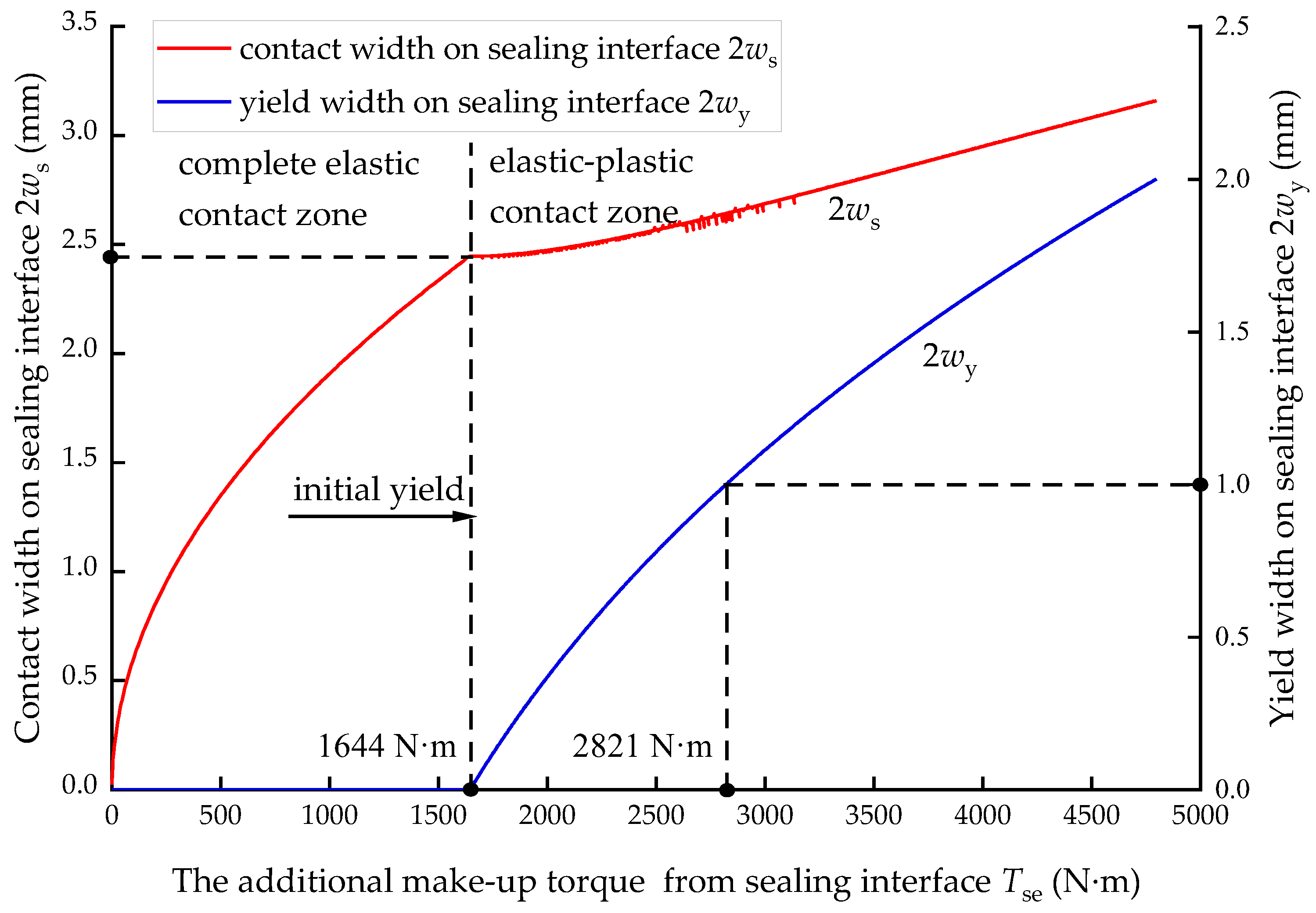
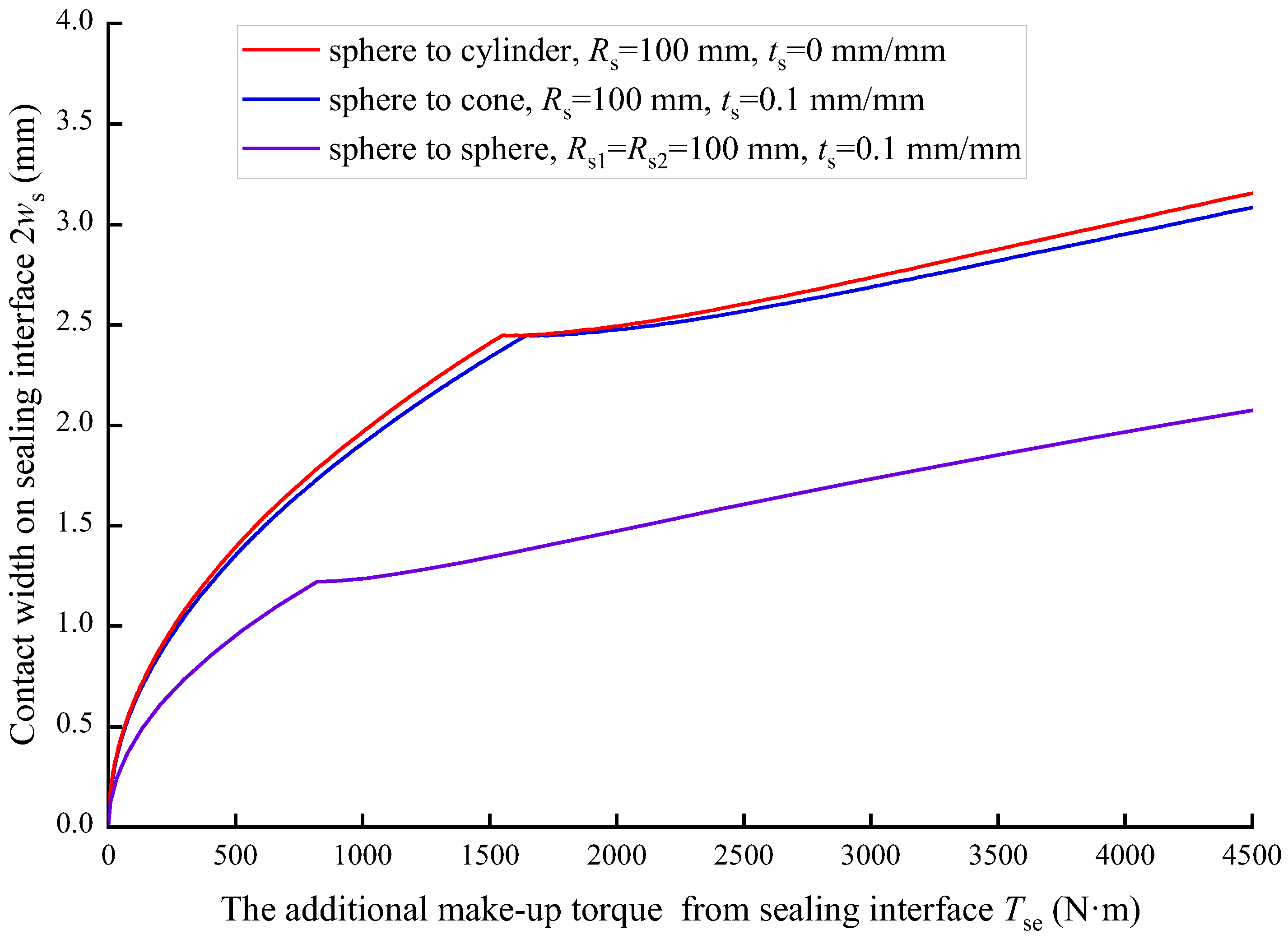
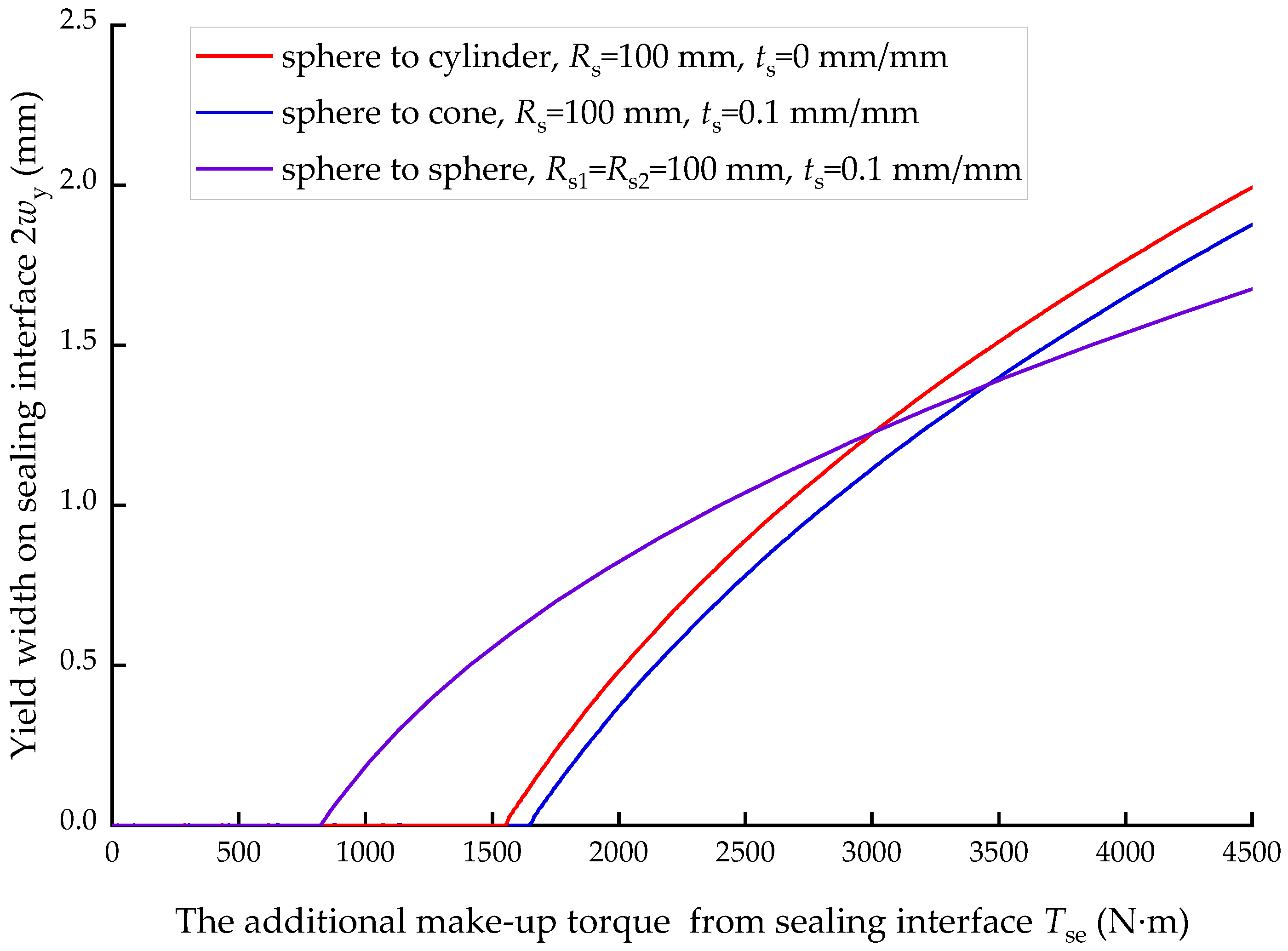
3.2.1. Contact Width and Yield Width on Sealing Interface
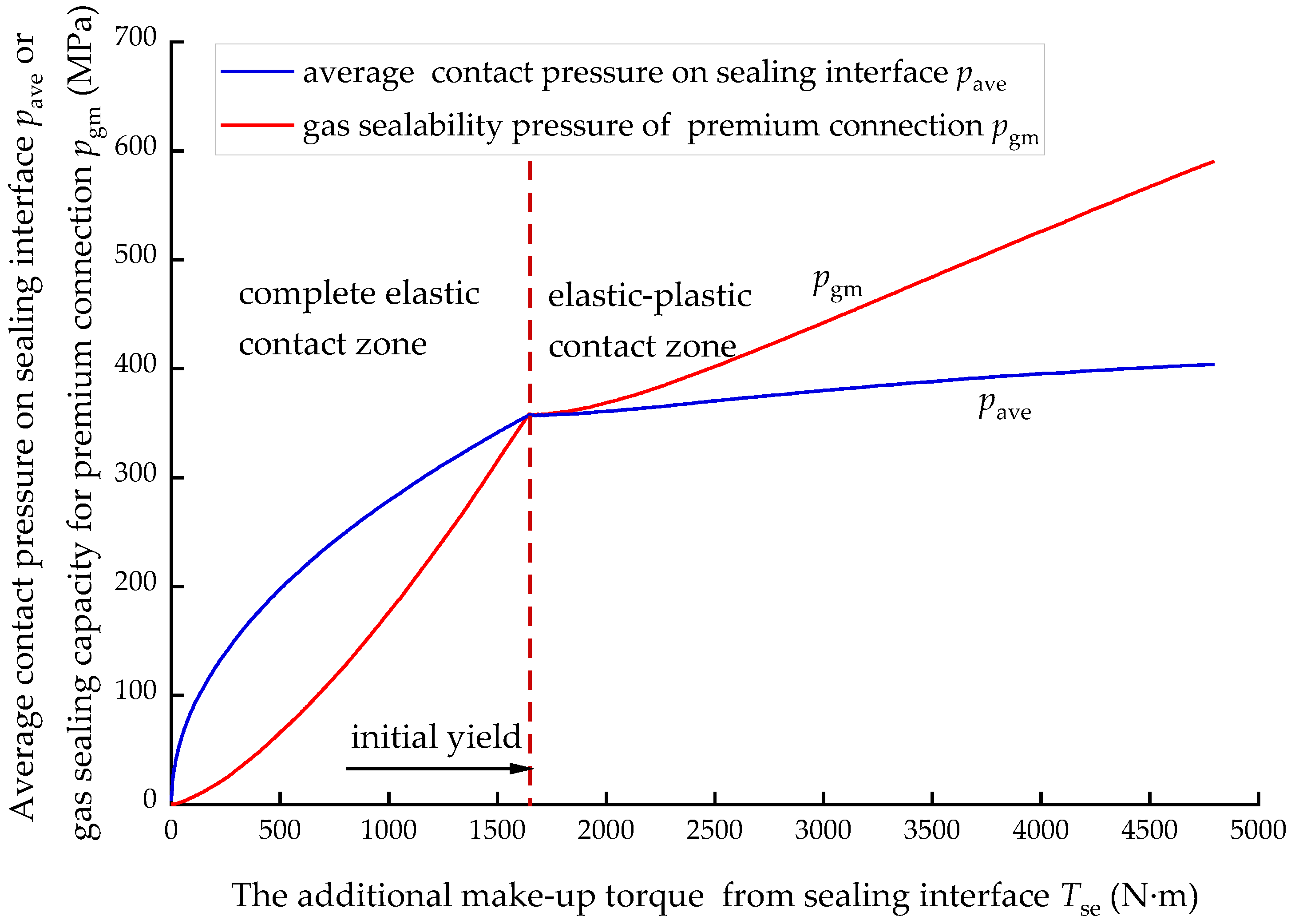
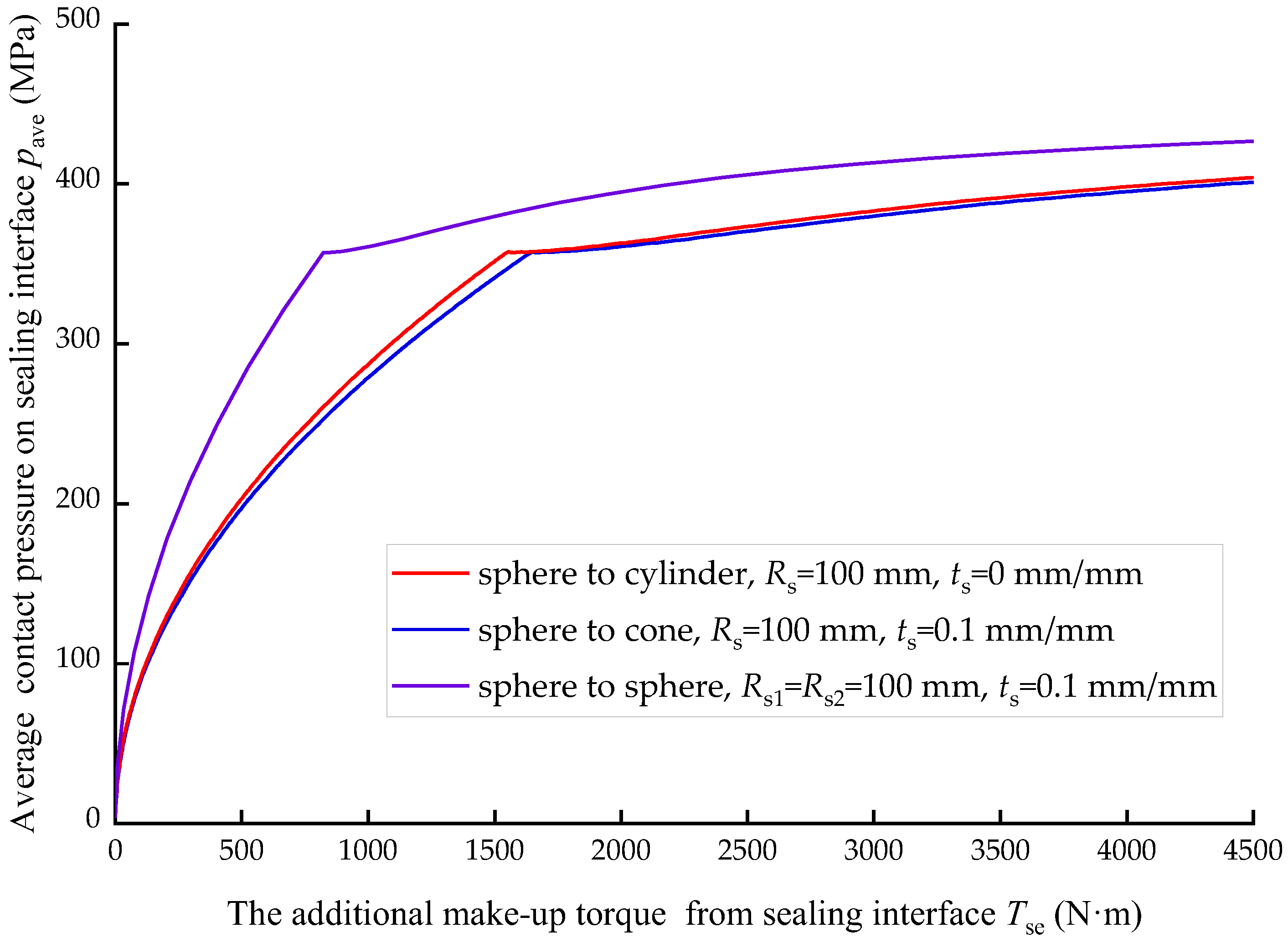
3.2.2. Average Contact Pressure on Sealing Interface and Gas Sealing Capacity of Premium Connection
3.3. Sealability Parameters’ Comparison for Three Kinds of Sphere-Type Premium Connections
4. Conclusions
- (1)
- Differently from the widely used FEM method with testing, a theoretical model for evaluating the sealability of a sphere-type premium connection was proposed based on the additional make-up torque from the sealing interface, which combined Hertz contact pressure and the von Mises yield criterion for calculating elastic–plastic contact pressure distribution on the sealing interface and adopted the gas sealing criterion obtained from Murtagian’s experimental results for deducing gas sealing capacity.
- (2)
- The sensitivity analysis on sealability parameters indicated that the additional make-up torque from sealing interface Tse closely influenced sealability parameters’ variation and gas sealing capacity:
- The contact pressure on the sealing interface was symmetrically distributed with respect to the normal direction of the initial contact point and in a shape of a downward parabola or a parabolic cup. The corresponding when initial yield occurred divided the contact state into complete elastic contact and elastic–plastic contact.
- Under a complete elastic contact state, the contact width showed parabolic increases with increase of Tse while the yield width was zero; under an elastic–plastic contact state, with the increase of Tse, the contact width increased slower and slower and it finally increased approximately linearly, while the yield contact showed a parabolic increase and it gradually approached the contact width.
- Under a complete elastic contact state, average contact pressure on sealing interface and gas sealing capacity both showed a parabolic increase with the increase of Tse, although the latter was smaller but gradually approaching the former and nearly equal to it at the initial yield point; under an elastic–plastic contact state, with the increase of Tse, the gas sealing capacity increased quickly and exceeded average contact pressure on the sealing interface.
- The gas sealing capacity of each sphere-type premium connection was nearly equal in the complete elastic zone, but that of sphere-to-sphere was obviously smaller than that of sphere-to-cone and sphere-to-cylinder premium connections in the elastic–plastic zone.
- (3)
- For ensuring the gas sealability of a sphere-type premium connection for tubing and casing strings, the gas sealing index based on the sealing contact energy theory should be recommended for sealability evaluation alongside average contact pressure on the sealing interface. Make-up torque is also suggested to be controlled accurately to ensure enough average contact pressure and contact width but a proper yield width, and a lager sphere radius should be selected to reduce the risk of yield sticking.
- (4)
- This paper mainly adopted macroscopic contact mechanics combined with previous experimental results to establish the model, which could not accurately descript the actual microcosmic contact state between sealing interfaces and may influence the accuracy of the model to some extent, so the model should be improved by considering microcosmic contact mechanics on the sealing interface, and corresponding full-scale experimental testing should be carried out in later work.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| TA | leading torque, N·m |
| TB | make-up torque value at the initial contact on sealing interface, N·m |
| TC | make-up torque value at the initial contact on shoulder interface, N·m |
| TD | final make-up torque for premium connection, N·m |
| Tti | thread interference torque, N·m |
| Tse | additional make-up torque from sealing interface, N·m |
| Tsh | additional make-up torque from shoulder, N·m |
| Tset | additional thread torque from sealing interface, N·m |
| Tsef | additional friction torque from sealing interface, N·m |
| psN | normal contact pressure on sealing interface, MPa |
| Fse | additional axial pre-tightening force from sealing interface, N |
| rs | sealing radius, mm |
| ts | cone taper on diameter, mm/mm |
| ws | half contact width on sealing interface, mm |
| wy | half yield width on sealing surface, mm |
| half contact width with initial yield on sealing interface, mm | |
| P | thread pitch, mm |
| μt | friction coefficient on thread surface, dimensionless |
| μs | friction coefficient on sealing interface, dimensionless |
| Rt | equivalent moment arm for thread friction torque, mm |
| α | loading angle for thread tooth, ° |
| E7 | thread pitch diameter, mm |
| g | intact thread length, mm |
| L7 | complete thread length, mm |
| tt | thread taper on diameter, mm/mm |
| the coefficient of additional make-up torque from sealing interface, 10−3 mm2 | |
| E* | equivalent elastic modulus for sealing contact pair, MPa |
| Rs | sphere radius, mm |
| Rse | equivalent sphere radius for sphere-to-sphere contact, mm |
| Rs1, Rs2 | two sphere radii, respectively, for sphere-to-sphere contact, mm |
| Ep, Ec | elastic modulus for sphere pin and cone coupling, respectively, MPa |
| νp, νc | Poisson’s ratio for sphere pin and cone coupling, respectively, dimensionless |
| ν | Poisson’s ratio of material, dimensionless |
| C1 | yield strength coefficient of the softer material for sealing contact pair, dimensionless |
| Sy | yield strength of the softer material for sealing contact pair, MPa |
| C1p, C1c | Yield strength coefficient of sphere pin and cone coupling, respectively, dimensionless |
| Syp, Syc | yield strength of sphere pin and cone coupling, respectively, MPa |
| additional make-up torque from sealing interface with complete elastic contact, N·m | |
| additional make-up torque from sealing interface when initial yield occurs on the sealing interface, N·m | |
| additional make-up torque from sealing interface when sealing interface is under elastic–plastic contact state, N·m | |
| pave | average contact pressure on sealing interface, MPa |
| Wa | gas sealing index for premium connection, mm·MPa1.4 |
| Wac | critical gas sealing index, mm·MPa1.4 |
| pa | atmospheric pressure, MPa |
| pg | gas pressure needing to be sealed, MPa |
| pgm | gas sealing capacity of sphere-type premium connection, MPa |
References
- Sugino, M.; Nakamura, K.; Yamaguchi, S.; Daly, D.; Briquet, G.; Verger, E. Development of an innovative high-performance premium threaded connection for OCTG. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 3–6 May 2010; pp. 1–9. [Google Scholar]
- Zara, E.M.; Grittini, S.J.; Rodriguez Jordan, G.; Perello, L.; Sanders, M. Premium Connections Fatigue Assessment Methodology Fit for Multi-stage Hydraulic Fracturing Operations. In Proceedings of the SPE Annual Technical Conference and Exhibition, Dubai, United Arab Emirates, 21–23 September 2021; pp. 1–12. [Google Scholar]
- Payne, M.L.; Schwind, B.E. A new international standard for casing/tubing connection testing. In Proceedings of the SPE/IADC drilling conference, Amsterdam, The Netherland, 9–11 March 1999; pp. 1–12. [Google Scholar]
- Salzano, T.; Racca, S.; Ferrara, G.; Nutricato, G.; Repetto, C.; Ricci Maccarini, G.; Santi, N.; Zambetti, R.; Cordero, J.; Giraldo, L.; et al. Proceedings of the Low Temperature Testing of OCTG Premium Connections for CCS Application. In Proceedings of the OMC Med Energy Conference and Exhibition, Ravenna, Italy, 28–30 September 2021; pp. 1–12. [Google Scholar]
- Hamilton, K.A.; Wagg, B.; Roth, T. Using ultrasonic techniques to accurately examine seal surface contact stress in premium connections. In Proceedings of the SPE Annual Technical Conference and Exhibition, Anaheim, CA, USA, 11–14 November 2007; pp. 1–14. [Google Scholar]
- Ernens, D.; Pérez–Ràfols, F.; Hoecke, D.V.; Roijmans, R.F.; van Riet, E.J.; Vande Voorde, J.B.; Almqvist, A.; Bas de Rooij, M.; Roggeband, S.M.; van Haaften, W.M.; et al. On the sealability of metal-to-metal seals with application to premium casing and tubing connections. SPE Drill. Complet. 2019, 34, 382–396. [Google Scholar] [CrossRef] [Green Version]
- Inose, K.; Sugino, M.; Goto, K. Influence of grease on high-pressure gas tightness by metal-to-metal seals of premium threaded connections. Tribol. Online 2016, 11, 227–234. [Google Scholar] [CrossRef] [Green Version]
- Xu, H.L.; Yang, B. A Quantitative Model to Calculate Gas Sealing Capacity and Design Sealing Parameters for Premium Connection. Math. Probl. Eng. 2020, 2020, 9074381. [Google Scholar] [CrossRef]
- Xu, Z.Q.; Yan, X.Z.; Yang, X.J.; Yin, X.K.; Wang, M.D.; Zheng, X.Y. Application of micro-leakage mechanism for evaluating the sealing performance of non-API casing connections. Acta Pet. Sin. 2014, 35, 963–971. [Google Scholar]
- Chen, F.; Di, Q.F.; Wang, W.C.; Zhu, W.P.; Wang, M.J.; Shen, Z.J. The reliability evaluation of threaded connections in challenging drilling by three-dimensional finite element analysis. In Advanced Materials Research; Trans Tech Publications Ltd.: Bäch, Switzerland, 2013; Volume 690, pp. 2831–2839. [Google Scholar]
- Hilbert, L.B.; Kalil, I.A. Evaluation of premium threaded connections using finite-element analysis and full-scale testing. In Proceedings of the IADC/SPE Drilling Conference, New Orleans, LA, USA, 18–21 February 1992; pp. 563–580. [Google Scholar]
- Takano, J.; Yamaguchi, M.; Kunishige, H. Development of premium connection “KSBEAR” for withstanding high compression, high external pressure, and severe bending. Kawasaki Steel Tech. Rep. 2002, 47, 14–22. [Google Scholar]
- Zhang, M.L.; Zhang, Q.; Cheng, L.; Liao, R.Q.; Feng, J. Study on the performances of two kinds of special tubing connector. Chem. Eng. Trans. 2015, 46, 1063–1068. [Google Scholar]
- Chen, W.; Di, Q.; Zhang, H.; Chen, F.; Wang, W. The sealing mechanism of tubing and casing premium threaded connections under complex loads. J. Pet. Sci. Eng. 2018, 171, 724–730. [Google Scholar] [CrossRef]
- Kim, B.; Huang, J.; Yoon, J.Y. Design optimization of OCTG premium connection system based on the effect of stabbing flank angle. J. Mech. Sci. Technol. 2021, 35, 545–561. [Google Scholar] [CrossRef]
- Zhang, Y.; Lian, Z.; Zhou, M.; Lin, T. Viscoelastic behavior of a casing material and its utilization in premium connections in high-temperature gas wells. Adv. Mech. Eng. 2018, 10, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Yu, Y.; Qu, Z.; Dou, Y.; Cao, Y. Analysis of Energy Dissipation on the Sealing Surface of Premium Connection Based on a Microslip Shear Layer Model. Energies 2022, 15, 8400. [Google Scholar] [CrossRef]
- Dou, Y.; Li, Y.; Cao, Y.; Yu, Y.; Zhang, J.; Zhang, L. FE simulation of sealing ability for premium connection based on ISO 13679 CAL IV tests. Int. J. Struct. Integr. 2020, 12, 138–148. [Google Scholar] [CrossRef]
- Xu, H.L.; Yang, B.; Zhang, Z.; Shi, T.H. Special considerations to calculate joint strength of premium connections. J. Pet. Sci. Eng. 2019, 182, 106295. [Google Scholar] [CrossRef]
- Murtagian, G.R.; Fanelli, V.; Villasante, J.A.; Johnson, D.H.; Ernst, H.A. Sealability of stationary metal-to-metal seals. J. Ribologi. 2004, 126, 591–596. [Google Scholar] [CrossRef]
- Johnson, K.L. Contact Mechanics; Cambridge University Press: Cambridge, UK, 1987; pp. 103–119. [Google Scholar]
- Xu, H.L.; Shi, T.H.; Zhang, Z. Theoretical analysis on makeup torque in tubing and casing premium threaded connections. J. Southwest Pet. Univ. Sci. Technol. Ed. 2014, 36, 160–168. [Google Scholar]
- American Petroleum Institute. Recommended Practice for Drill Stem Design and Operating Limits; API RP 7G 16 (E).; API Publishing Services: Washington, DC, USA, 1998; pp. 133–135. [Google Scholar]
- Green, I. Poisson ratio effects and critical valus in spherical and cylindrical Hertzian contacts. Appl. Mech. Eng. 2005, 10, 451–462. [Google Scholar]
- Xu, H.L.; Yang, B.; Zhang, Z.; Shi, T.H. Elastic-plastic contact stress analysis on sphere to cone sealing structure for tubing and casing premium connection. Chin. J. Appl. Mech. 2021, 38, 1258–1263. [Google Scholar]
- Xie, J.; Matthews, C.; Hamilton, A. A study of sealability evaluation criteria for casing connections in thermal wells. In Proceedings of the SPE Canada Heavy Oil Technical Conference, Calgary, AB, Canada, 7–9 June 2016; pp. 1–12. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Value | Unit | Symbol | Value | Unit |
|---|---|---|---|---|---|
| Ep | 206,000 | MPa | ts | 0.1 | mm/mm |
| νp | 0.28 | dimensionless | P | 5.08 | mm |
| Ec | 100,000 | MPa | α | 3 | ° |
| νc | 0.32 | dimensionless | Rs | 100 | mm |
| Syp | 758.42 | MPa | Rs1 | 100 | mm |
| Syc | 250 | MPa | Rs2 | 100 | mm |
| E7 | 125.83 | mm | rs | 59.40 | mm |
| g | 50.39 | mm | μs | 0.08 | dimensionless |
| L7 | 45.17 | mm | μt | 0.08 | dimensionless |
| tt | 0.0625 | mm/mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, B.; Xu, H.; Xiang, S.; Zhang, Z.; Su, K.; Yang, Y. Effects of Make-Up Torque on the Sealability of Sphere-Type Premium Connection for Tubing and Casing Strings. Processes 2023, 11, 256. https://doi.org/10.3390/pr11010256
Yang B, Xu H, Xiang S, Zhang Z, Su K, Yang Y. Effects of Make-Up Torque on the Sealability of Sphere-Type Premium Connection for Tubing and Casing Strings. Processes. 2023; 11(1):256. https://doi.org/10.3390/pr11010256
Chicago/Turabian StyleYang, Bin, Honglin Xu, Shilin Xiang, Zhi Zhang, Kanhua Su, and Yan Yang. 2023. "Effects of Make-Up Torque on the Sealability of Sphere-Type Premium Connection for Tubing and Casing Strings" Processes 11, no. 1: 256. https://doi.org/10.3390/pr11010256