
Economical Configuration of Oxygen-Enriched Air Production Process Using Polysulfone-Based Composite Membranes
Environmental Technology Division, Korea Testing Laboratory, Seoul 08389, Republic of Korea
*
Author to whom correspondence should be addressed.
Processes 2023, 11(11), 3195; https://doi.org/10.3390/pr11113195
Submission received: 10 October 2023
/
Revised: 6 November 2023
/
Accepted: 8 November 2023
/
Published: 9 November 2023
Abstract
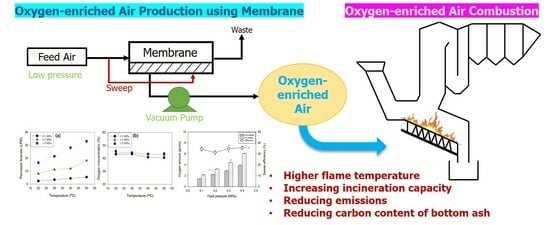
:Oxygen-enriched combustion technology is an emerging incineration method suitable for waste treatment. In this study, we investigated an economical modular configuration method for oxygen-enriched air production using gas separation membrane technology. Various module configurations were examined based on input pressure, gas temperature, sweep, and multistage module arrangement, and an optimal economically viable configuration was proposed. Using a polysulfone-based polymer membrane module, oxygen-enriched air with an oxygen concentration of 40–65% was produced. Even in cases of low input pressures achieved using a vacuum pump at the permeate side, oxygen-enriched air with concentrations >40% was achieved, with an approximately 20% increase in the permeation flow rate. As the permeation rate increased with increasing temperature, the oxygen recovery efficiency decreased. When the membrane area was increased, the corresponding increase in the input pressure did not result in a proportional increase in the permeation rate compared with single-module setups. Through multistage module arrangements, oxygen-enriched air with a maximum oxygen concentration of 66% was produced. By employing sweep that recirculated a portion of input air to the permeate side, the production of oxygen-enriched air was enhanced by approximately 38%. Therefore, the proposed process involving low input pressure, vacuum pumps, and sweeping was optimal for oxygen-enriched air production.
1. Introduction
Waste incineration technology goes beyond the simple combustion and disposal of waste, having the potential to recover thermal energy generated during incineration. This makes it valuable for energy utilization. Conventional incineration facilities require an initial startup phase to reach optimal operating temperatures within the range of 750–850 °C. Moreover, the efficiency of incineration decreases as the temperature decreases, owing to waste feed or variations in the combustion air supply. To ensure stable operation, auxiliary fuels such as LNG are often supplied to maintain the operating temperature, which can reduce the efficiency of incineration. Additionally, the combustion of nitrogen in combustion air leads to the formation of nitrogen oxides and heat absorption, further lowering the heat recovery efficiency.
Oxygen-enriched combustion technology is an innovative thermal treatment that surpasses traditional incineration methods and is suitable for the treatment of toxic and hazardous waste, as identified by the U.S. EPA [1]. Oxygen-enriched combustion involves using air containing oxygen at concentrations ranging from 21% to 95% (v/v), which is necessary for waste incineration. Oxygen-enriched combustion technology has been utilized in the metal and mineral industries to enhance combustion efficiency. By applying it to waste incineration, hazardous components within incineration exhaust gases can be more efficiently destroyed [2]. Increasing the oxygen concentration in the combustion air prevents heat loss during the formation of nitrogen oxides, thus allowing higher flame temperatures. This results in advantages such as increased incineration capacity, reduced dioxin emissions, and the efficient disposal of high-yield waste materials such as sewage sludge. Other benefits include the reduced generation of incineration residues owing to complete combustion and decreased carbon content within the residues [3,4]. By leveraging these benefits, the scale of newly established incineration facilities can be reduced when site availability is limited. In addition, if incineration facilities are installed underground, savings for space allocation costs can be achieved in civil engineering. In recent times, employing combustion with high-purity oxygen (approximately 95% v/v) has been reported to effectively mitigate greenhouse gas emissions and secure carbon dioxide from incineration exhaust gases. The use of high-purity oxygen in combustion only leads to the production of carbon dioxide and moisture from exhaust gases. Research is underway to further refine and compress high-purity carbon dioxide generated through condensing moisture, with the aim of reusing it in industrial processes [5].
The representative technologies for producing oxygen-enriched air include cryogenic air separation, pressure swing adsorption, and membrane separation. The cryogenic method is the oldest technology and is still used as the conventional air separation process. It mainly produces oxygen during mass production (100–300 ton/d) with high purity (>99%). Adsorption separation can produce oxygen concentrations of approximately 95% purity on a medium scale (20–100 ton/d). However, these two technologies have disadvantages of high energy consumption and relatively high operation and initial investment costs. In contrast, the oxygen-enriched air production method using a gas separation membrane has a compact process configuration, which can reduce the initial investment cost and, if scale expansion is required, allow the addition of a membrane module [6,7,8].
The mechanism of separation by the nonporous membrane—the most commonly used membrane type for gas separation—can be explained by the solution–diffusion model. The solution–diffusion model explains that physical properties of a membrane, such as its rigidity, degree of cross linkage, and attractive forces between molecules of the constituent polymers, affect its gas permeability such that these properties are the primary factors that determine the rate at which a given gas molecule permeates the membrane.
Belaissaoui et al. [9] compared the energy efficiency of oxygen-enriched air production methods with membrane and deep cooling methods and found that the membrane method, which demonstrated high energy efficiency, was superior to deep cooling for small-scale production (10–25 ton/d) at medium oxygen purity (35–70% O2). However, it is less economical than the deep cooling method in large-scale production. To achieve higher competitiveness in the production of oxygen-enriched air with membranes made of polymer materials, permeability and selectivity must be improved by developing various materials and studying optimized process configurations [10,11]. Various polymers have been utilized to develop membranes for O2/N2 separation. In particular, polysulfone (Psf) was first introduced by Union Carbide in 1965. It possesses high selectivity and permeability for O2/N2 separation, along with high mechanical strength and excellent chemical resistance. It has also seen significant development and commercialization in the field of gas separation membranes. Psf has been used for various gas separation processes, including CO2/CH4, CO2/N2, and H2/CO separation [12]. Himma et al. [6] investigated the percentage of academic papers reported on membrane development for each material between 1998 and 2017 (Psf, 23%; polyimide, 20%; polyurethane, 7%; polydimethylsiloxane, 5%; polyaniline, 4%; polyamide, 2% and 40%). Recently, studies using Psf have reported the highest rate. In Korea, the production and commercialization of membrane modules using Psf have been initiated.
The aim of this study was to apply oxygen-enriched combustion to treat municipal solid waste using a proposed process configuration with Psf membranes that produces higher-purity medium-concentration oxygen-enriched combustion air and is economically viable. Various module configurations were explored by varying factors such as the pump type, gas temperature, sweeping, and multistage module arrangements. Additionally, when constructing an oxygen-enriched combustion air production process using membranes, the potential configurations for optimal unit operations, including compressors and vacuum pumps, were examined. The results revealed that a low-pressure configuration that uses a vacuum pump for the permeate section and employs a sweeping effect to recirculate a portion of the feed gas to the permeate side is the most economically viable process for oxygen-enriched air production.
2. Materials and Methods
2.1. Comparison of Membrane Permeation Characteristics Using Single Gases
Four commercially available Psf-based membrane modules were used in this study. To investigate the permeation characteristics of membranes using single gases, high-purity (99.99%) oxygen and nitrogen stored in high-pressure cylinders were used to measure the gas permeability and selectivity at room temperature (Figure 1). The valve of the membrane module retentate was sealed, and the feed gas was entirely discharged as a permeate, with measurements of the oxygen concentration and flow rate taken at this stage. The measurements were conducted within a pressure range of 0.1–0.5 MPa, and the average values were calculated. The experiments were conducted at 25 °C, and flow rates were measured using a bubble flow meter. The permeability P of each gas was calculated using Equation (1), based on the pressure difference ΔP between the feed and permeate sides, membrane area A, and permeate flow rate Q. The unit of permeability was expressed as GPU according to Equation (2). The selectivity was calculated using the ratio of the permeabilities of single gases i and j according to Equation (3).
2.2. Comparison of Separation and Purification Characteristics Using Mixed Gases
The stage cut is a critical parameter in the separation of mixed gases and serves as an essential design factor in the fabrication and process design of membrane modules. It is the ratio of the amount of gas that permeates the gas supplied to the separation membrane module. To alter the stage cut, the amount of gas in the retentate was adjusted under constant temperature and pressure conditions to vary the amount of supply gas. The stage cut was calculated using Equation (4), which involves dividing the permeate flow rate QPermeate of the module at fixed temperature and pressure by the feed gas flow rate QFeed. The O2 recovery efficiency was calculated using Equation (5), which involves dividing the permeate flow rate QPermeate and oxygen concentration CPermeate by the feed gas flow rate QFeed and oxygen concentration of feed gas CFeed.
2.3. Performance Comparison Based on Module Configuration and Operating Parameter Variations
Table 1 lists the devices available for each pressure range. As the pressure difference between the feed and permeate sides increased, the gas separation efficiency of the membrane improved. Using a high-pressure compressor to introduce gas or applying a vacuum to the permeate side, the pressure difference between the feed and permeate sides could be increased. When installing a facility at the pilot scale, the types of blowers and compressors available for selection were categorized based on the feed-side pressure range. The operating pressures were categorized into low (0.05–0.2 MPa), medium (0.3–0.6 MPa), and high (0.7–1.0 MPa) pressure to compare their economic viability, considering the initial investment and operational costs.
Variations in operational conditions, such as module configuration, depressurization pump usage, feed pressure, temperature, stage cut, and sweeping presence, were compared to assess the permeation performance. Table 2 lists the module configurations under each condition. The membrane module was designed to enable experiments under various stage cut conditions by altering the pressure and flow across the membrane module. Compressed air was used as the feed, and the stage cut was adjusted by installing a valve on the retentate side of the membrane module and adjusting the gas flow. Additionally, a vacuum was applied to the permeate side using a vacuum pump to compare permeation performance. A pressure gauge was installed at the module inlet to measure the incoming pressure, and the oxygen concentration and flow rate were measured separately in the permeate and retentate streams. The oxygen concentration was measured using a portable oxygen analyzer (Max O2 + AE, Maxtec, Salt Lake City, UT, USA, Range: 0–100%), and the flow rate was measured using a bubble flow meter (Gilian Gilibrator-2, Sensidyne, St. Petersburg, FL, USA).
The module comprised two stages. In the first stage, oxygen-enriched air was produced from the two modules and injected into one module in the second stage. The gas passing through the membrane decreased the pressure to atmospheric pressure at the permeate side. Therefore, a vacuum pump was necessary on the first-stage permeate side to inject the permeate into the downstream module. Sweeping refers to the process of flushing air injected into the feed side through the membrane into oxygen-enriched air, which is then expelled into the external environment. As the concentration on the permeate side decreased, the oxygen diffusion rate across the membrane increased, resulting in an enhanced permeation rate.
This could boost the driving force for oxygen permeation without requiring additional compression energy, thereby improving the energy efficiency of oxygen-enriched air production. The permeate side of the membrane module used in the experiment had two ports. During the sweeping process, one port was equipped with a vacuum pump and a pressure gauge downstream, whereas the other port was connected to the feed side to allow partial air suction. Adjustments to the stage cut were made through the valve installed on the downstream side, controlled by the feed pressure changes, and a vacuum pump was operated to set the oxygen concentration on the permeate side. In contrast, the valve on the feed airline connected to the other port was used to regulate the air volume, diluting the oxygen concentration after the permeation, and the flow rate was measured. In cases where sweeping was not employed, the valve on the feed airline was closed to achieve an equivalent oxygen concentration on the permeate side, and the flow rate was measured.
2.4. Economic Viability Comparison
An economic comparison was conducted under the assumption of oxygen-enriched air production at a pilot scale. The comparison primarily considered the construction costs (membranes, compressors, blowers, and vacuum pumps) and operational costs (electricity costs). The total production scale was assumed to be 900 Nm3O2/h, with an oxygen-enriched air purity of 40% and a gas temperature of 50 °C achieved using the waste heat from an incinerator. The appropriate numbers of membranes, compressors, blowers, and vacuum pumps for feed capacity were selected from domestic manufacturers, and information on energy consumption and purchase prices was gathered.
3. Results and Discussion
3.1. Gas Permeability and Selectivity Measurement of Membrane Modules Using Pure Gases
The gas permeabilities of the four membrane modules fabricated with Psf were measured using pure gases. The oxygen gas permeability (GPU) and selectivity were compared by permeating high-purity oxygen and nitrogen (Table 3). The existing literature on studies that separated O2/N2 using membranes made from Psf material reported a wide range of results for oxygen permeability, ranging from 1.1 to 30 GPU [13]. Additionally, the selectivity ranged from approximately 5.4 to 7.3 [8]. In this experiment, the oxygen permeability for each module ranged from 12.61 to 35.21 GPU, and the selectivity α for each module ranged from 4.52 to 6.06. Compared with previous research results, the module selected in this study exhibited the highest permeability and comparable selectivity. Despite using membrane modules made of the same Psf material, variations in the results among the modules were attributed to differences in the housing environment and porting conditions during module fabrication. In the subsequent experiments, Module 9, which demonstrated the highest permeability despite a somewhat lower selectivity, was chosen for further investigation.
3.2. Performance Comparison Based on Depressurization Characteristics in Single Modules Using Mixed Gases
Based on the results of the pure gas permeability experiments, selected modules were used to measure the oxygen concentration and permeated flow rate under varying feed pressures and stage cuts to compare their separation performance. Compressed air with complete moisture removal was used as the feed gas in the experiments. The stage cut is an operational factor that influences separation efficiency, concentration, and flow rate. Particularly during plant construction, it determines the number of membrane modules and, thus, plays a crucial role in estimating construction costs. The feed pressures were tested within the ranges of low (0.05–0.2 MPa), medium (0.3–0.6 MPa), and high (0.7–1.0 MPa). This is crucial for future pilot-scale facility installations because the energy requirements for blowers and compressors can vary significantly across different pressure ranges, necessitating a comparison.
The experimental results are shown in Figure 2. Regardless of the presence of a vacuum pump, both the oxygen concentration and permeation rate decreased as the stage cut increased. The stage cut was controlled by opening or closing the valve on the retentate side. To increase the stage cut, the valve in the retentate needed to be closed. This led to an increase in the pressure on the membrane, causing a decrease in the inflow rate, and conversely, a reduction in the permeate flow rate. Elevating the stage cut also allowed nitrogen from the feed air to permeate, leading to a decrease in the oxygen concentration. This trend was particularly prominent at medium and high feed pressures.
When the feed pressure was low, the oxygen concentration was low, and it increased with higher feed pressures. However, these differences were not observed when a vacuum pump was used. Without using a vacuum pump, the oxygen concentration did not reach 40% at low feed pressures. Achieving a 40% oxygen concentration was possible using a feed pressure of 0.3 MPa with a corresponding stage cut of 0.21. As the pressure increased, the stage cut required for 40% oxygen concentration also increased. For the medium and high pressure ranges, the average stage cut was 0.3 and 0.39, respectively. When using a vacuum pump, regardless of low, medium, or high pressure, the stage cut needed for a 40% oxygen concentration was 0.43. The trend of decreasing oxygen concentration with increasing stage cut was similar regardless of vacuum pump usage. And at the same stage cut, the oxygen concentration increased by approximately 10% when using a vacuum pump. Simultaneously, the permeate flow rate also increased by approximately 20%. This is believed to be due to the higher pressure ratio caused by the intake of feed air into the permeate side. This trend is particularly pronounced at low and medium feed pressures. These results confirmed that the use of a vacuum pump can enhance the efficiency of oxygen-enriched air production at low feed pressures.
3.3. Comparison of Separation Performance with Temperature Increase in a Single Module Using Mixed Gas
In this experiment, we aimed to investigate the changes in separation performance with increasing temperature under feed pressures of 0.1, 0.5, and 1.0 MPa. The temperature of the fed air was increased by installing a heat exchanger before the membrane shear, and the membrane was placed in an incubator to maintain the specified temperature. Heating wires and insulation tape were used to prevent temperature loss in the transfer tube. The temperature range was varied from 20 to 50 °C. The maximum temperature was set based on the temperature that did not affect membrane durability.
Glassy polymer materials exhibit a decrease in selectivity and an increase in permeability as the temperature rises; conversely, selectivity increases, while permeability decreases at lower temperatures [18]. This effect did not significantly increase beyond an oxygen concentration of 40% during oxygen-enriched combustion [19]. Thus, increasing the temperature to increase the permeability can enhance the economic viability of oxygen-enriched combustion processes using membrane technology. Particularly in incineration facilities, where there is ample available thermal energy, raising the temperature of the incoming air through membranes can be achieved without incurring substantial costs.
Figure 3 illustrates the changes in permeability and oxygen concentration at varying temperatures using a vacuum pump. Under the stage cut condition of 0.4, an increase in temperature led to an increase in permeability across all pressure conditions, whereas the change in oxygen concentration with increasing temperature was not significant. Figure 4 shows the variations in the recovery efficiency with changes in the stage cut, temperature, and pressure, and Table 4 compares the slopes of these graphs. The recovery efficiency decreased as the temperature increased at the same pressure or as the pressure increased at the same temperature. With increasing pressure, the recovery efficiency decreased by approximately 1.6 times from 20 to 50 °C and 1.1 times as the pressure increased. The decrease in recovery efficiency with increasing temperature was attributed to an increase in oxygen expelled to the retentate owing to a decrease in selectivity. Although oxygen permeation also decreased owing to the decrease in selectivity caused by the temperature increase, the pressure ratio increased with higher inlet pressure, leading to an increased amount of permeated oxygen.
3.4. Comparison of Separation Performance with Increased Membrane Area Ratio
We conducted this experiment to investigate the tendency of permeability to increase with an increase in the number of modules (Figure 5). We examined changes in permeability according to variations in inlet pressure using an oxygen concentration of 40% in the oxygen-enriched combustion air as the basis. An increase in the number of modules corresponds to an increase in the membrane area. Theoretically, if the membrane area doubles, the permeability should also double. In this experiment, we compared one and three modules, which theoretically should have resulted in an approximately threefold (200%) increase in permeability.
Both the single and triplet modules exhibited a linear increase in permeability with increasing inlet pressure. Although an increase in the membrane area led to an increase in permeability, the magnitude of the increase was not directly proportional, and it did not triple as expected as the membrane area increased. The growth rate ceased to increase at pressures above 0.4 MPa. This was attributed to the sufficient pressure applied to each module beyond 0.4 MPa, leading to the attainment of maximum permeability. Increasing the pressure as the membrane area increases does not necessarily result in a proportional increase in permeability. Therefore, operating at an appropriate inlet pressure according to the increase in membrane area is necessary to prevent excessive energy costs owing to unnecessary pressure elevation.
3.5. Comparison of Permeation Performance in Multi-Stage Module Configuration
In this study, a multistage configuration of membrane modules was employed to enhance the oxygen concentration in oxygen-enriched air. Typically, the oxygen concentration achievable using a single polymer membrane module is around 20–50% [20]. In this study, we aimed to produce higher-purity oxygen-enriched air and experimented to produce approximately 40% oxygen-enriched air by diluting the produced high-purity oxygen-enriched air with ambient air. As shown in Figure 6, the oxygen concentration was highest at approximately 66% for a stage cut of 0.3. However, with increasing stage cut, the permeate flow rate in the second stage increased. Although producing high-purity oxygen-enriched air is possible, a drawback of reduced economic feasibility exists owing to the facility and operational costs associated with recompressing the permeated air from the first-stage module and injecting it into the downstream membrane module.
3.6. Comparison of Permeation Performance via Feed Gas Sweep
As shown in Figure 7, we compared the oxygen production rates under different feed pressures with and without a sweep. With sweeping, a 40% oxygen concentration was achieved on the permeate side using the vacuum pump. The valve on the feed airline diluted the oxygen concentration to 30% after the permeation. In contrast, when sweeping was not employed, the valve was closed to achieve a 40% oxygen concentration. With an increase in feed pressure, the oxygen permeation rate was observed to increase by an average of approximately 38% when sweep was applied. This signifies that in the oxygen-enriched air production process using combustion with oxygen feed gas, employing sweep to dilute the permeate side to approximately 30% yields a greater production increase compared with producing oxygen-enriched air at approximately 40% oxygen concentration and then diluting it separately to approximately 30%. Generally, for gas separation membranes, increasing the feed pressure to >0.7 MPa tends to enhance the separation performance. However, Bhide and Stern [21] reported that employing sweeps consumes approximately 29% less energy and requires approximately 33% less membrane area than the process of compressing the feed gas. Furthermore, in comparison with processes involving vacuum pumps, they reported an 18% higher energy consumption but the advantage of utilizing 78% less membrane area.
3.7. Economic Comparison
Based on the experimental results, a comparison was made between feeding at pressures of 0.8 and 1.0 MPa and feeding at 0.1 MPa using vacuum pumps and sweeps (Table 5). The stage cut and permeation rate at an oxygen concentration of 40% were determined, and the corresponding feed flow rate was calculated. Process configurations using a compressor for high-pressure operation and those using a blower and vacuum pump for low-pressure operation were compared. The membrane requirement was approximately five times lower for low-pressure operations than for high-pressure operations. The costs of equipment, such as compressors, blowers, and vacuum pumps, did not significantly differ. However, a substantial difference was observed in the energy consumption. The high-pressure compressor consumed approximately 700 kWh of energy, whereas the low-pressure compressor consumed 255 kWh, resulting in 2.7 times lower energy consumption.
Assuming continuous operation for 330 d/yr, the calculated annual energy cost for the high-pressure process was approximately USD 600, whereas for the low-pressure process, it was about USD 177. This indicates that even though the low-pressure process initially had higher construction costs, these costs could be recovered within approximately one year owing to lower energy expenses. Ultimately, considering the energy costs, the low-pressure process demonstrated better economic viability than the high-pressure process, despite the higher initial investment.
4. Conclusions
This study investigated economical module configurations for the production of oxygen-enriched air using membranes. Various module configurations were explored by changing their feed gas pressure, gas temperature, sweeping, and multimodule setup. Furthermore, an economic comparison was conducted to determine the optimal configuration of the module. This study was conducted with a polysulfone-based composite membrane. The development of gas membranes using various materials other than polysulfone is underway around the world. It is expected that a gas separation membrane with better O2/N2 separation performance than the current technology level will be developed, making it much easier to apply oxygen-enriched combustion to actual incineration facilities. The following conclusions can be drawn from the results:
- Various module configurations successfully produced oxygen-enriched air using Psf polymer membranes, with oxygen concentrations ranging from 40% to 65%.
- The use of a vacuum pump enabled oxygen concentrations >40%, even at low feed gas pressures, and the permeate flow rate increased by approximately 20%.
- Increasing the temperature led to an increase in permeate flow rate while maintaining oxygen concentrations >40%. However, the recovery rate decreased with increasing temperature, which was attributed to decreased selectivity at higher temperatures.
- Although the feed gas pressure increased with membrane area, resulting in an increased permeate flow rate, it did not increase proportionally. Operating at an optimal feed pressure, considering the membrane area, is essential for minimizing energy costs.
- The multimodule setup achieved a maximum oxygen concentration of 66%. However, for practical implementation, such a configuration exhibited lower economic feasibility owing to the initial facility costs.
- The sweep effect, which recirculated a portion of feed gas to the permeate side, led to an average increase of approximately 38% in production. This method, which utilizes a concentration gradient on the membrane surface, is considered economically efficient for enhancing oxygen-enriched air production without additional energy input.
- Economic comparisons were conducted between feed gas pressures of 8 and 10 MPa and a feed gas pressure of 1 MPa using a vacuum pump and the sweep effect. Although the initial investment costs were higher for the low-pressure process, the high-pressure process incurred significantly higher energy costs, surpassing the construction costs of the low-pressure process within approximately one year. This result is expected to accelerate at larger process scales. Therefore, configuring the feed section at a low pressure, using a vacuum pump for the permeate section, and employing the sweep effect to recirculate a portion of the feed gas to the permeate side are considered more economically viable approaches for establishing an oxygen-enriched air production process.
Author Contributions
Conceptualization, Y.-W.J.; methodology, K.K.; validation, H.C.K.; formal analysis, K.K.; investigation, K.K. and H.C.K.; writing—original draft preparation, K.K.; writing—review and editing, Y.-W.J.; supervision, Y.-W.J.; project administration, Y.-W.J.; funding acquisition, Y.-W.J. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Korea Institute of Energy Technology Evaluation and Planning (KETEP) and the Ministry of Trade, Industry & Energy (MOTIE) of the Republic of Korea (No. 2021202090056A).
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Lee, C.C.; Huffman, G.L.; Ondich, G.; James, S.C. Innovative Thermal Destruction Technologies. In Handbook of Incineration of Hazardous Wastes, 1st ed; CRC Press: Boca Raton, FL, USA, 2017; pp. 255–292. ISBN 9780203712542. [Google Scholar]
- Ma, C.; Li, B.; Chen, D.; Wenga, T.; Ma, W.; Lin, F.; Chen, G. An investigation of an oxygen-enriched combustion of municipal solid waste on flue gas emission and combustion performance at a 8 MWth waste-to-energy plant. Waste Manag. 2019, 96, 47–56. [Google Scholar] [CrossRef] [PubMed]
- Bisio, G.; Bosio, A.; Rubatto, G. Thermodynamics applied to oxygen enrichment of combustion air. Energy Convers. Manag. 2002, 43, 2589–2600. [Google Scholar] [CrossRef]
- Chin, S.; Jurng, J.; Lee, J.H.; Hur, J.H. Oxygen-enriched air for co-incineration of organic sludges with municipal solid waste: A pilot plant experiment. Waste Manag. 2008, 28, 2684–2689. [Google Scholar] [CrossRef] [PubMed]
- García-Luna, S.; Ortiz, C.; Chacartegui, R.; Pérez-Maqueda, L.A. Large-scale oxygen-enriched air (OEA) production from polymeric membranes for partial oxycombustion processes. Energy 2023, 268, 126697. [Google Scholar] [CrossRef]
- Himma, N.F.; Wardani, A.K.; Prasetya, N.; Aryanti, P.T.; Wenten, I.G. Recent progress and challenges in membrane-based O2/N2 separation. Rev. Chem. Eng. 2019, 35, 591–625. [Google Scholar] [CrossRef]
- Chong, K.C.; Lai, S.O.; Thiam, H.S.; Teoh, H.C.; Heng, S.L. Recent progress of oxygen/nitrogen separation using membrane technology. J. Eng. Sci. Technol. 2016, 11, 1016–1030. [Google Scholar]
- Bernardo, P.; Clarizia, G. 30 years of membrane technology for gas separation. Chem. Eng. Trans. 2013, 32, 1999–2004. [Google Scholar] [CrossRef]
- Belaissaoui, B.; Le Moullec, Y.; Hagi, H.; Favre, E. Energy efficiency of oxygen enriched air production technologies: Cryogeny vs membranes. Sep. Purif. Technol. 2014, 125, 142–150. [Google Scholar] [CrossRef]
- Bhide, B.D.; Stern, S.A. A new evaluation of membrane processes for the oxygen-enrichment of air. I. Identification of optimum operating conditions and process configuration. J. Membr. Sci. 1991, 62, 13–35. [Google Scholar] [CrossRef]
- Habib, M.A.; Nemitallah, M.A.; Afaneh, D.; Mezghani, K. Characteristic of air separation in hollow-fiber polymeric membrane for oxygen enriched air clean combustion applications. J. Clean. Prod. 2017, 143, 960–972. [Google Scholar] [CrossRef]
- Shin, M.-S.; Jeon, Y.-W.; Yoon, Y.-M.; Lee, D.-H. Module configurations of membrane gas separation system for effective utilization of biogas. Environ. Eng. Sci. 2017, 34, 110–121. [Google Scholar] [CrossRef]
- Wang, D.; Teo, W.K.; Li, K. Preparation and characterization of high-flux polysulfone hollow fibre gas separation membranes. J. Membr. Sci. 2002, 204, 247–256. [Google Scholar] [CrossRef]
- Pesek, S.C.; Koros, W.J. Aqueous quenched asymmetric polysulfone membranes prepared by dry/wet phase separation. J. Membr. Sci. 1993, 81, 71–88. [Google Scholar] [CrossRef]
- Ismail, A.F.; Dunkin, I.R.; Gallivan, S.L.; Shilton, S.J. Production of super selective polysulfone hollow fiber membranes for gas separation. Polymer 1999, 40, 6499–6506. [Google Scholar] [CrossRef]
- Lee, W.-J.; Kim, D.-S.; Kim, J.H. Preparation and gas separation properties of asymmetric polysulfone membranes by a dual bath method. Korean J. Chem. Eng. 2000, 17, 143–148. [Google Scholar] [CrossRef]
- Ismail, A.F.; Ibrahim, S.M.; Nasri, N.S.B. Effects of dope extrusion rate on the morphology and gas separation performance of asymmetric polysulfone hollow fiber membranes for O2/N2 separation. Songklanakarin J. Sci. Technol. 2002, 24, 833–842. [Google Scholar]
- Kim, S.J.; Han, S.H.; Yim, J.H.; Lee, C.S.; Chang, W.S.; Kim, G.J.; Ha, S.Y. Highly efficient biogas upgrading process using polysulfone hollow fiber membrane at low temperature. Membr. J. 2022, 32, 140–149. [Google Scholar] [CrossRef]
- Lin, H.; Zhou, M.; Ly, J.; Vu, J.; Wijmans, J.G.; Merkel, T.C.; Jin, J.; Haldeman, A.; Wagener, E.H.; Rue, D. Membrane-Based Oxygen-Enriched Combustion. Ind. Eng. Chem. Res. 2013, 52, 10820–10834. [Google Scholar] [CrossRef]
- Smith, A.R.; Klosek, J. A review of air separation technologies and their integration with energy conversion processes. Fuel Process. Technol. 2001, 70, 115–134. [Google Scholar] [CrossRef]
- Bhide, B.D.; Stern, S.A. A new evaluation of membrane processes for the oxygen-enrichment of air. II. Effects of economic parameters and membrane properties. J. Membr. Sci. 1991, 62, 37–58. [Google Scholar] [CrossRef]
Figure 1.
Experimental apparatus for pure gas test.

Figure 2.
Comparison of separation characteristics with and without decompression using a single module: Oxygen concentration (a) without vacuum pump; (b) with vacuum pump. Permeate flow rate (c) without vacuum pump; (d) with vacuum pump.
Figure 2.
Comparison of separation characteristics with and without decompression using a single module: Oxygen concentration (a) without vacuum pump; (b) with vacuum pump. Permeate flow rate (c) without vacuum pump; (d) with vacuum pump.

Figure 3.
Comparison of O2 production with increasing temperature using a single module: (a) permeate flowrate with feed pressure; (b) oxygen concentration with feed pressure.
Figure 3.
Comparison of O2 production with increasing temperature using a single module: (a) permeate flowrate with feed pressure; (b) oxygen concentration with feed pressure.

Figure 4.
Changes in oxygen recovery rate with stage cut, temperature, and pressure: (a) recovery rate with stage cut at feed pressure 0.1 MPa; (b) feed pressure 0.5 MPa; (c) feed pressure 1.0 MPa.
Figure 4.
Changes in oxygen recovery rate with stage cut, temperature, and pressure: (a) recovery rate with stage cut at feed pressure 0.1 MPa; (b) feed pressure 0.5 MPa; (c) feed pressure 1.0 MPa.

Figure 5.
Changes in permeation flux and permeation efficiency with pressure change and membrane area increase.
Figure 5.
Changes in permeation flux and permeation efficiency with pressure change and membrane area increase.

Figure 6.
Changes in oxygen concentration and permeate flow at initial pressure with stage cut in the multistage module configuration: (a) oxygen concentration; (b) permeate flowrate.
Figure 6.
Changes in oxygen concentration and permeate flow at initial pressure with stage cut in the multistage module configuration: (a) oxygen concentration; (b) permeate flowrate.

Figure 7.
Performance of permeate in membrane module with changing feed pressure and with and without sweeping.
Figure 7.
Performance of permeate in membrane module with changing feed pressure and with and without sweeping.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Differences in equipment pressure range and flow rate.
| Pressure Range (MPa) | Equipment | Flow Rate (CMM) | ||
|---|---|---|---|---|
| Low | 0.05–0.12 | Blower | Ring | <20 |
| Roots | <300 | |||
| Turbo | >700 | |||
| Middle | 0.12–0.6 | Compressor | Scroll | <15 |
| Screw | >60 | |||
| High | 0.7–1.0 | Compressor | Piston | <120 |
| Turbo | >50 | |||
Table 2.
Module configuration and condition variations according to experimental purpose.
| No. | Experimental Objectives | Experiment Conditions and Configuration | |||
|---|---|---|---|---|---|
| Without Vacuum Pump | With Vacuum Pump | Pressure (MPa) | Temperature (℃) | ||
| 1 | Comparison of separation performance according to decompression using a single module |  |  | 0.05–1.0 | 20 |
| 2 | Comparison of separation performance according to decompression using a single module as temperature increases |  |  | 0.05–1.0 | 20–50 |
| 3 | Comparison of separation performance according to decompression under multi-module conditions |  |  | 0.3–0.5 | 20 |
| 4 | Comparison of permeation performance by multi-stage module configuration | - |  | 0.3–0.6 | 20 |
| 5 | Comparison of permeation performance by sweeping feed gas | - |  | 0.1–0.4 | 20 |
Table 3.
Performance of various membrane modules.
| No. | O2 Permeability (GPU) | O2/N2 Selectivity | Reference |
|---|---|---|---|
| 1 | 7.8–21.6 | 5.4–6.7 | [14] |
| 2 | 6.9 | 7.3 | [15] |
| 3 | 1.1 | 6.0 | [16] |
| 4 | 20.0–30.0 | 5.0–6.5 | [13] |
| 5 | 3.4 | 4.5 | [17] |
| 6 | 12.61 | 4.58 | This study |
| 7 | 7.8–21.6 | 5.4–6.7 | |
| 8 | 6.9 | 7.3 | |
| 9 | 1.1 | 6.0 |
Table 4.
Changes in recovery rate slope with stage cut in certain temperature and pressure conditions.
Table 4.
Changes in recovery rate slope with stage cut in certain temperature and pressure conditions.
| Pressure (MPa) | Temperature (°C) | |||
|---|---|---|---|---|
| 20 | 30 | 40 | 50 | |
| 0.1 | 179.9 | 193.6 | 126.0 | 114.9 |
| 0.5 | 112.9 | 116.3 | 70.2 | 74.0 |
| 1.0 | 65.2 | 61.8 | 61.2 | 61.1 |
Table 5.
Economic comparison of oxygen-enriched air production with feed pressure changes.
| Items | Unit | High-Pressure Feeding | Low-Pressure Feeding | ||
|---|---|---|---|---|---|
| (Compressor Only) | (Blower + Vacuum + Sweeping) | ||||
| I. Capital cost | |||||
| Feed pressure | MPa | 0.8 | 1.0 | 0.1 | |
| Membrane required | EA | 22 | 18 | 82 | |
| Membrane cost | USD | 110,000 | 90,000 | 410,000 | |
| Equipment cost | Compressor | 115,385 | 188,462 | - | |
| Blower | - | - | 63,692 | ||
| Vacuum pump | - | - | 54,231 | ||
| Sub total | 115,385 | 188,462 | 117,923 | ||
| Total | 225,385 | 278,462 | 527,923 | ||
| II. Oxygen production cost | |||||
| Energy consumption | Compressor | kWh | 741 | 770 | - |
| Blower | - | - | 170 | ||
| Vacuum pump | - | - | 55 | ||
| Total | 741 | 770 | 255 | ||
| Total energy cost | USD | 586,872 | 605,840 | 178,200 | |
| Total O2 production cost | USD/ton O2 | 57.6 | 59.5 | 17.5 | |
| Specific energy | kW/Nm3 O2/h | 0.82 | 0.86 | 0.25 | |
Plant capacity: 900 Nm3 O2/h; product purity and temperature: 40% O2, 50 °C; membrane area and cost: 138.34 m2/module, 5000 USD/module; electric charge: 0.1 USD/kWh (operating period 330 d/yr).
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Kwon, K.; Koh, H.C.; Jeon, Y.-W. Economical Configuration of Oxygen-Enriched Air Production Process Using Polysulfone-Based Composite Membranes. Processes 2023, 11, 3195. https://doi.org/10.3390/pr11113195
AMA Style
Kwon K, Koh HC, Jeon Y-W. Economical Configuration of Oxygen-Enriched Air Production Process Using Polysulfone-Based Composite Membranes. Processes. 2023; 11(11):3195. https://doi.org/10.3390/pr11113195
Chicago/Turabian StyleKwon, Kiwook, Hyung Chul Koh, and Yong-Woo Jeon. 2023. "Economical Configuration of Oxygen-Enriched Air Production Process Using Polysulfone-Based Composite Membranes" Processes 11, no. 11: 3195. https://doi.org/10.3390/pr11113195
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.