


Ultrasonic Vibration-assisted Electrochemical Discharge Machining of Quartz Wafer Micro-Hole Arrays



Abstract
:1. Introduction
2. Experimental Settings and Methods
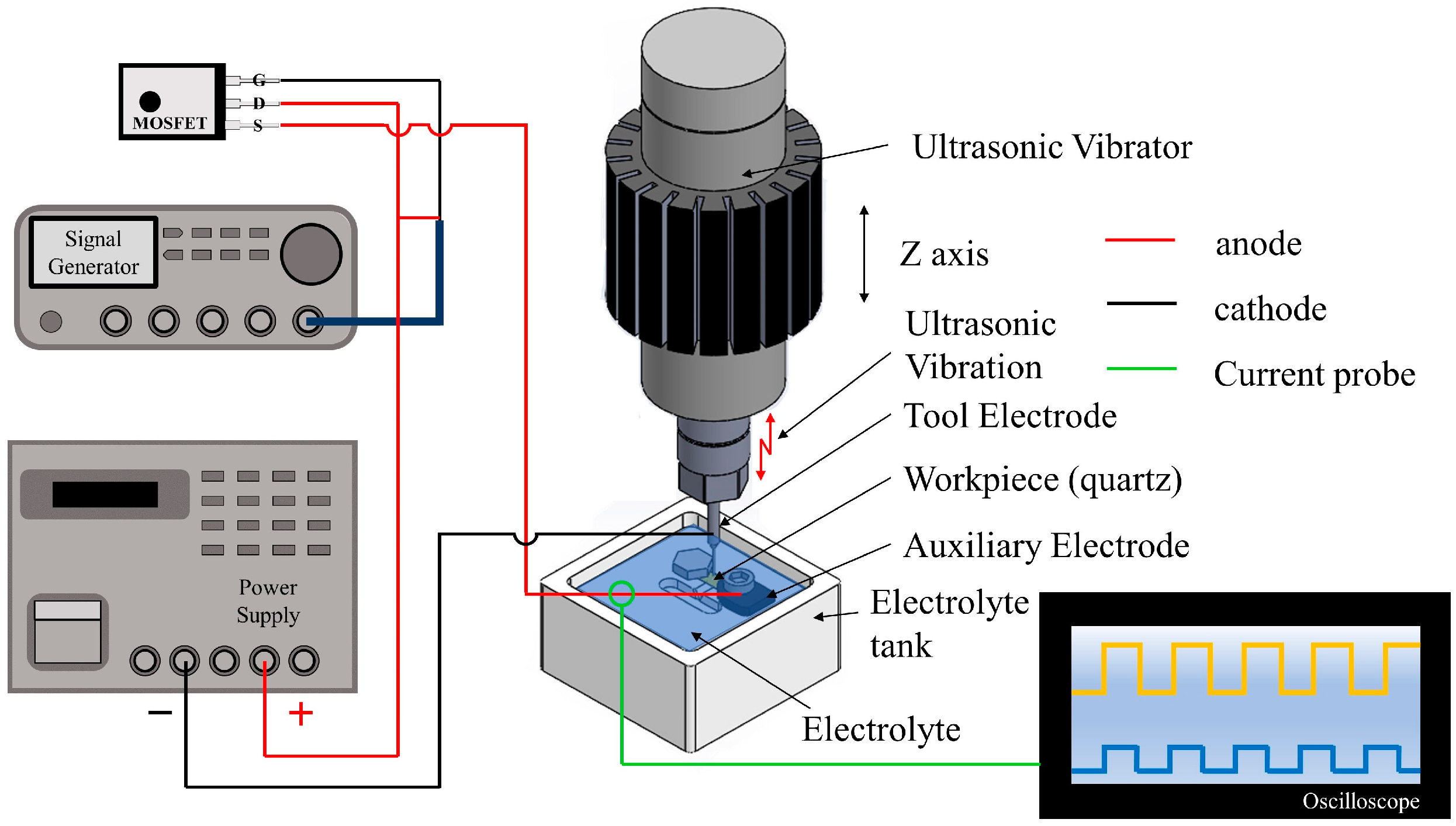
2.1. Experimental Structure
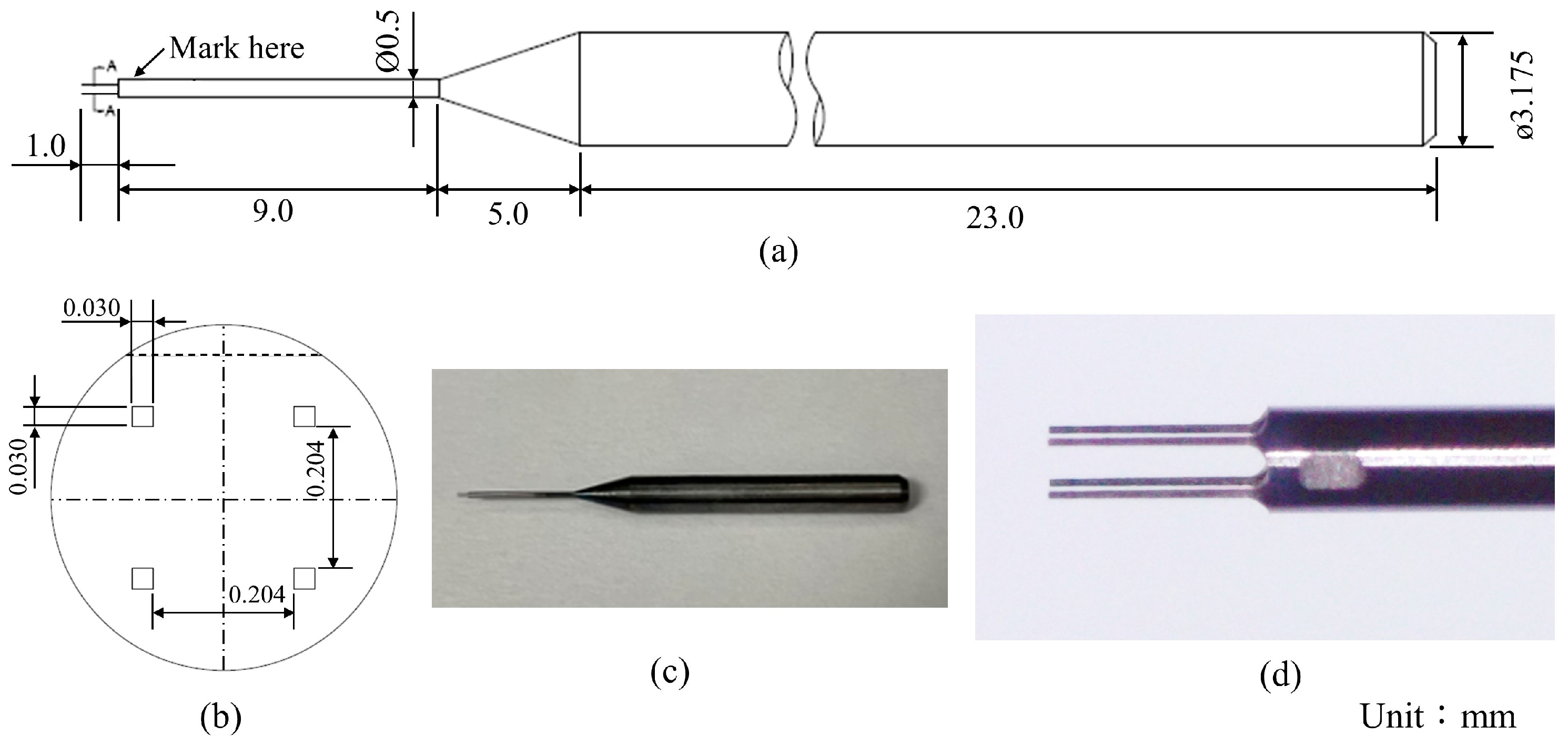
2.1.1. Experimental Instruments
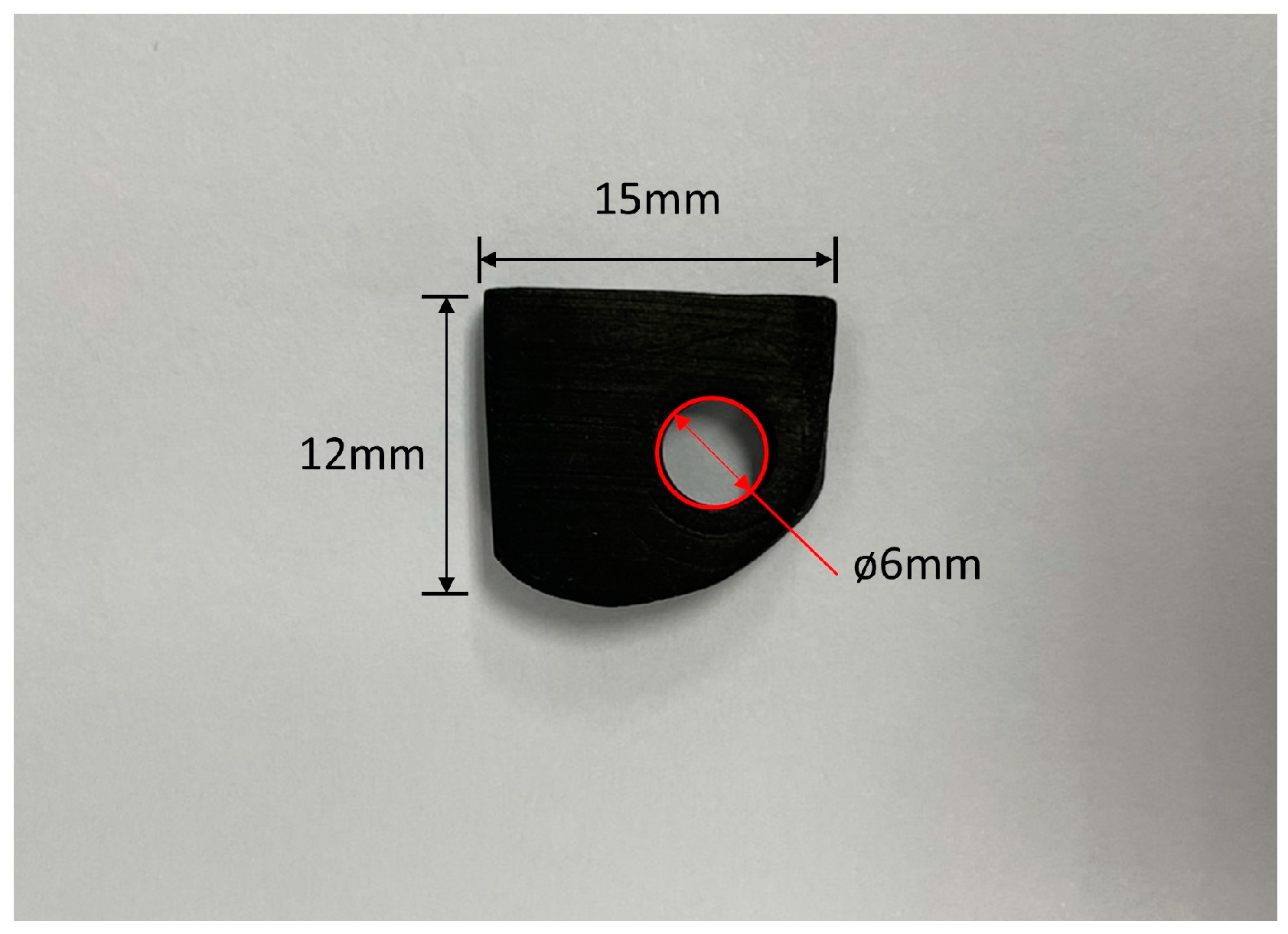
2.1.2. Experimental materials
2.2. Fundamental Theory
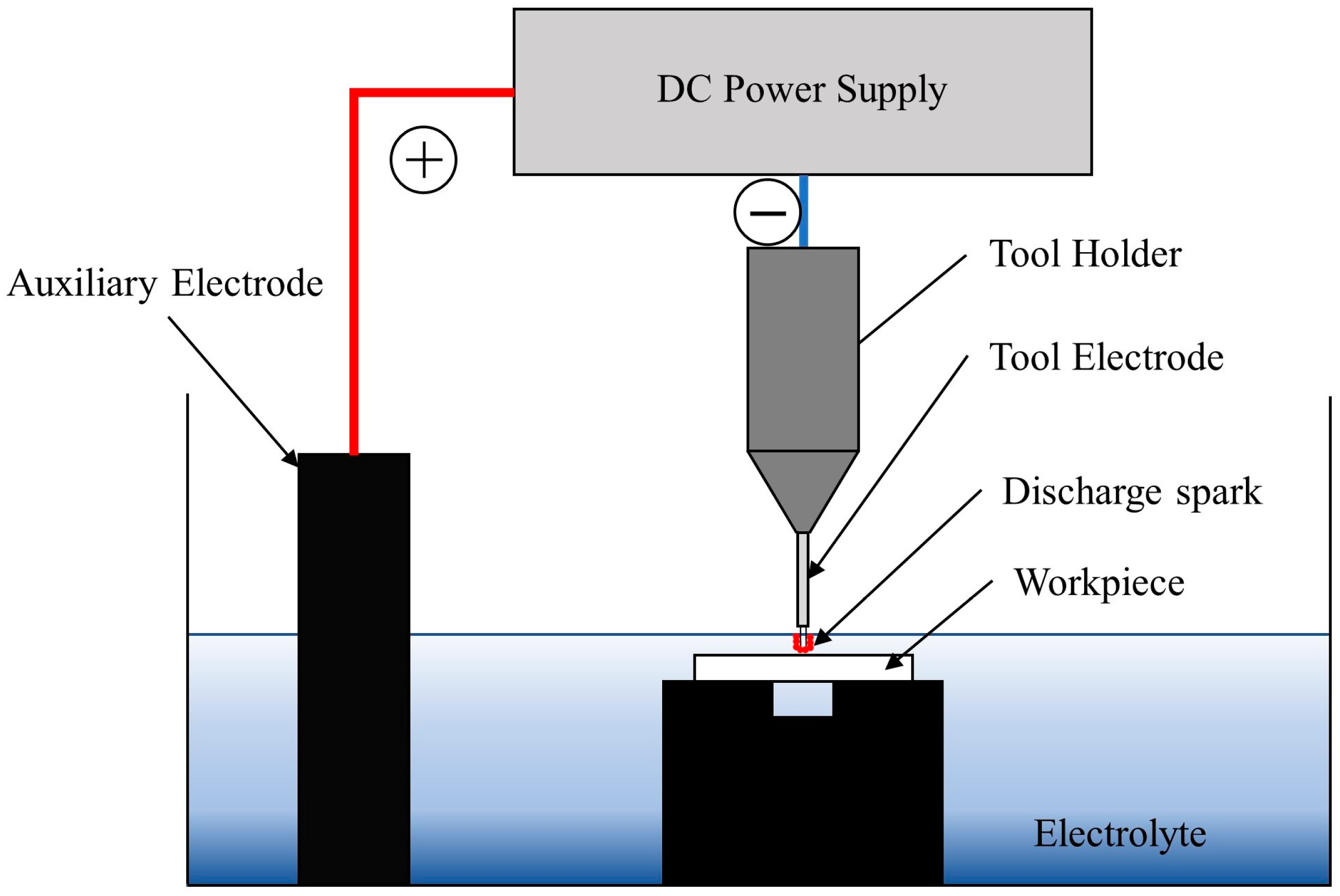
2.2.1. Electrochemical Discharge Mechanism
2.2.2. Chemical Etching
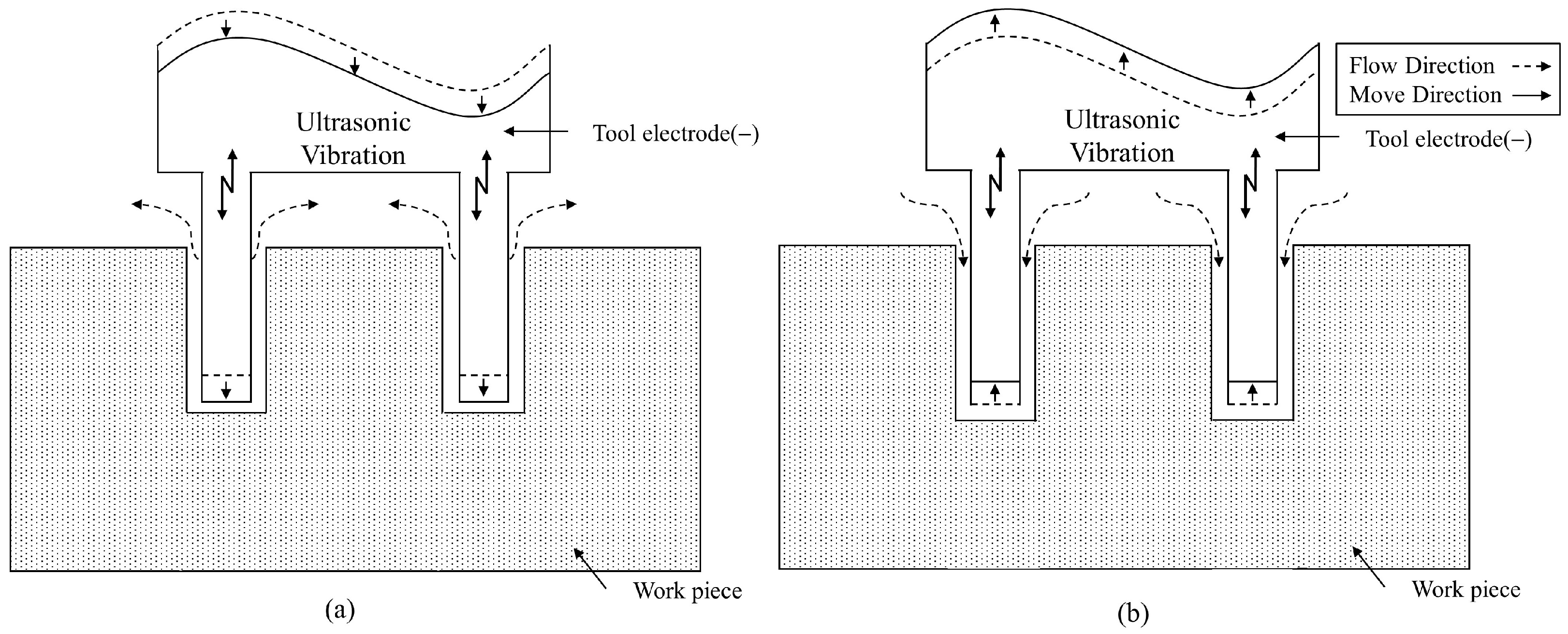
2.2.3. Ultrasonic Pumping Effect
2.3. Experimental Method
3. Experimental Results and Discussion
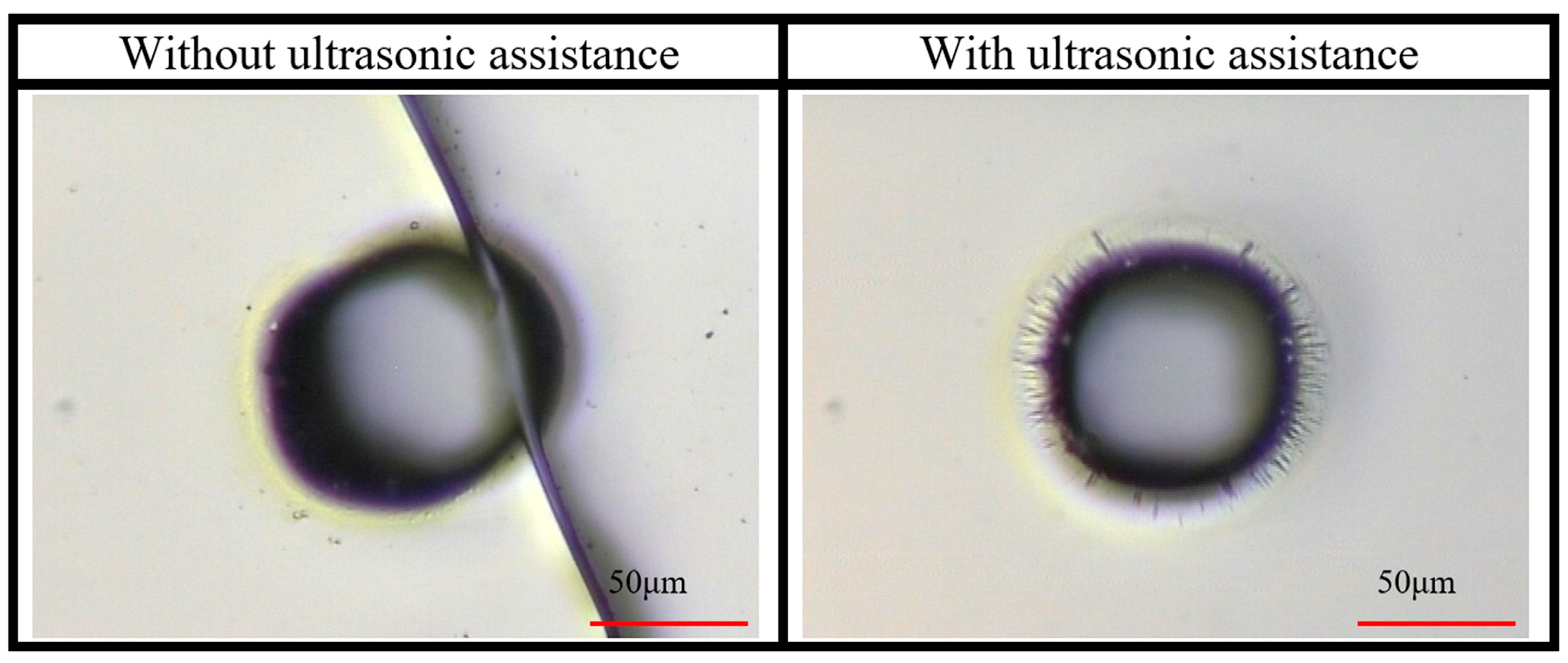
3.1. Comparison of Processing with and without the Assistance of Ultrasonic Vibration
3.2. Effects of Different Parameters on Electrochemical Discharge Array Micro-Hole Machining
3.2.1. Effect of Working Voltage on Electrochemical Discharge Array Micro-Hole Machining
3.2.2. Effect of Feed Rate on Electrochemical Discharge Array Micro-Hole Machining
3.2.3. Effect of Duration Time on Electrochemical Discharge Array Micro-Hole Machining
3.2.4. Effect of Duty Factor on Electrochemical Discharge Array Micro-Hole Machining
3.2.5. Effect of Ultrasonic Power Level on Electrochemical Discharge Array Micro-Hole Machining
4. Conclusions
- In terms of ECDM with and without the assistance of ultrasonic vibration, the assistance of ultrasonic vibration can thin the insulating gas film, making the insulating gas film thinner and more uniform. The processing performance is better, the workpiece rupture is improved, and the array micro-holes are processed on the quartz wafer successfully;
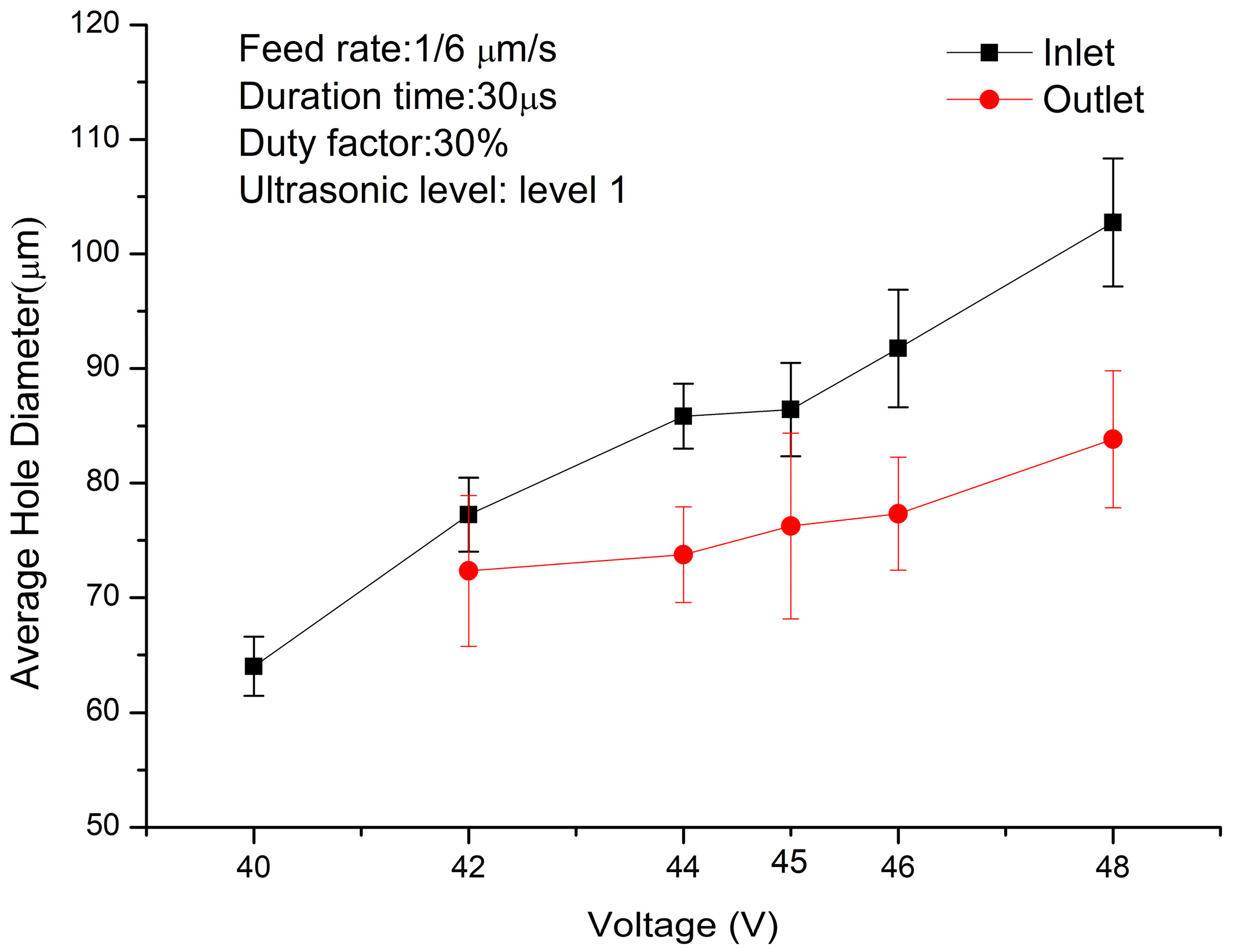
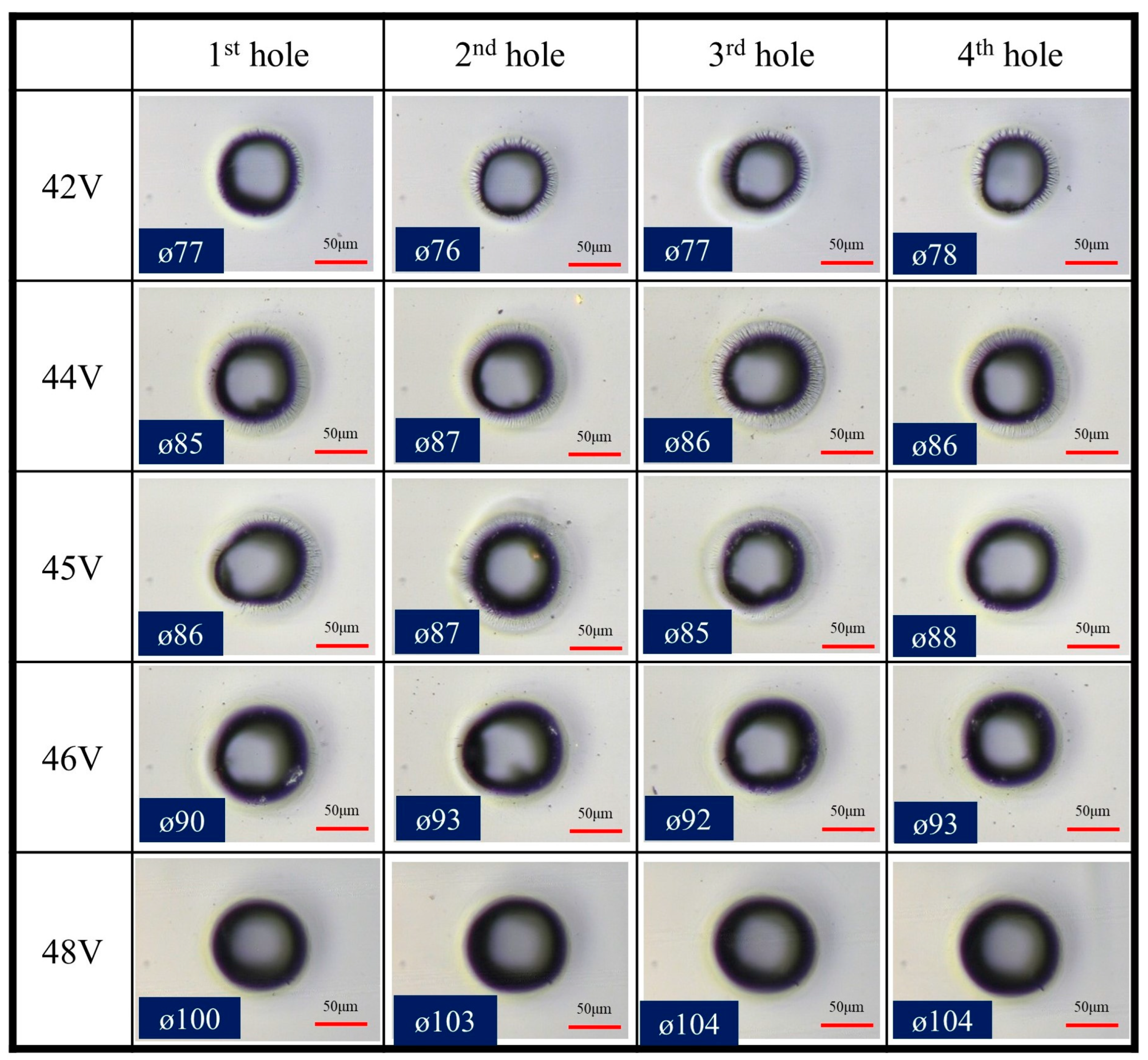
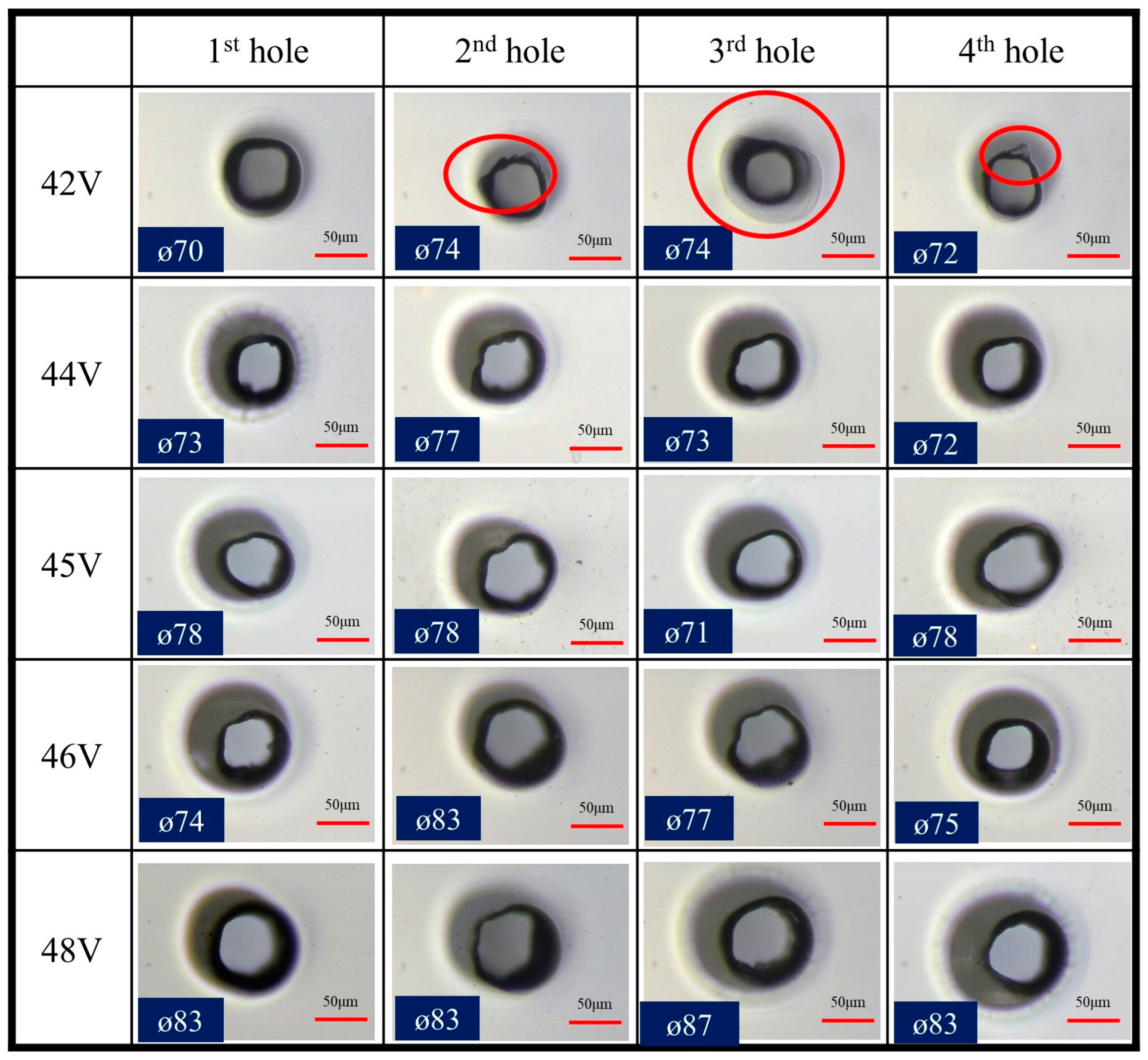
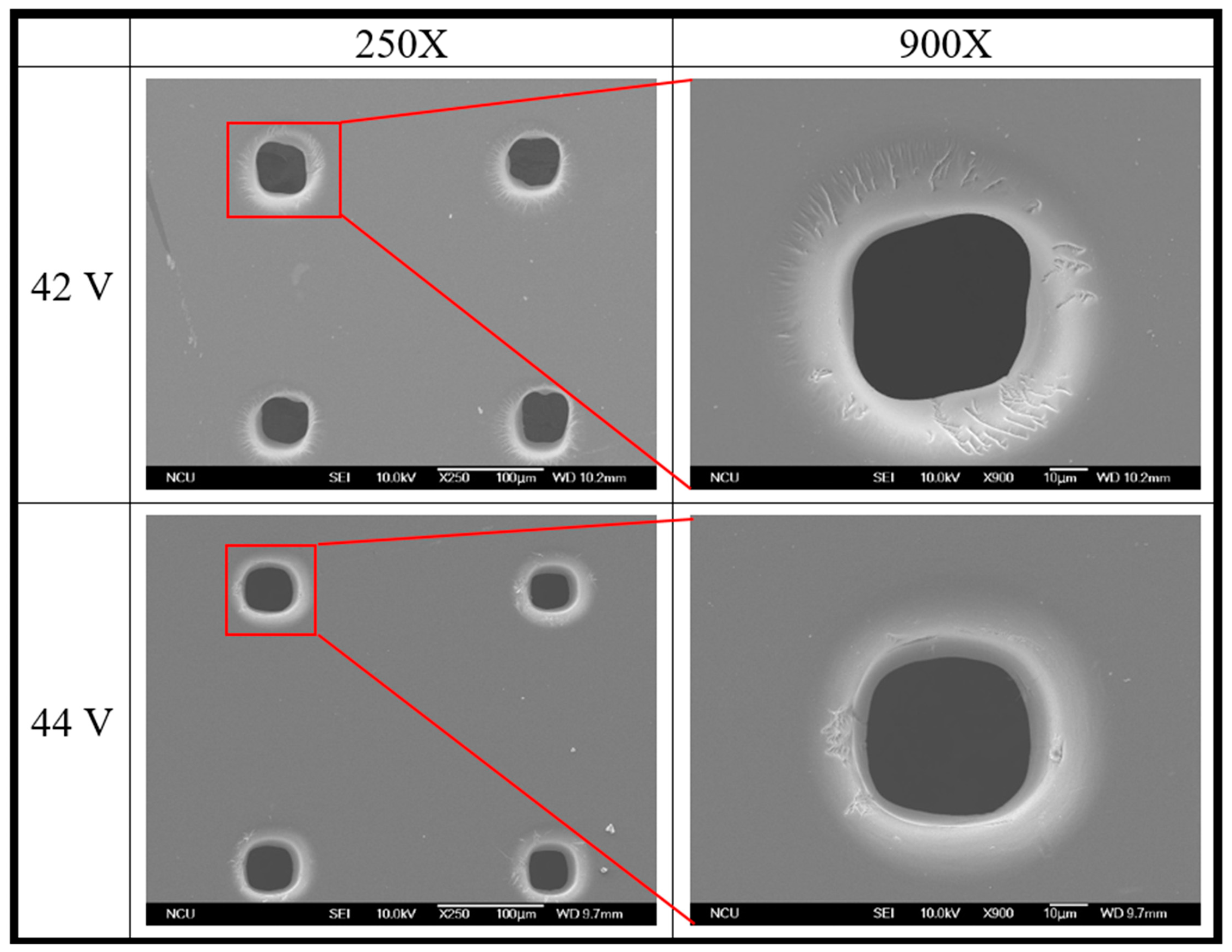
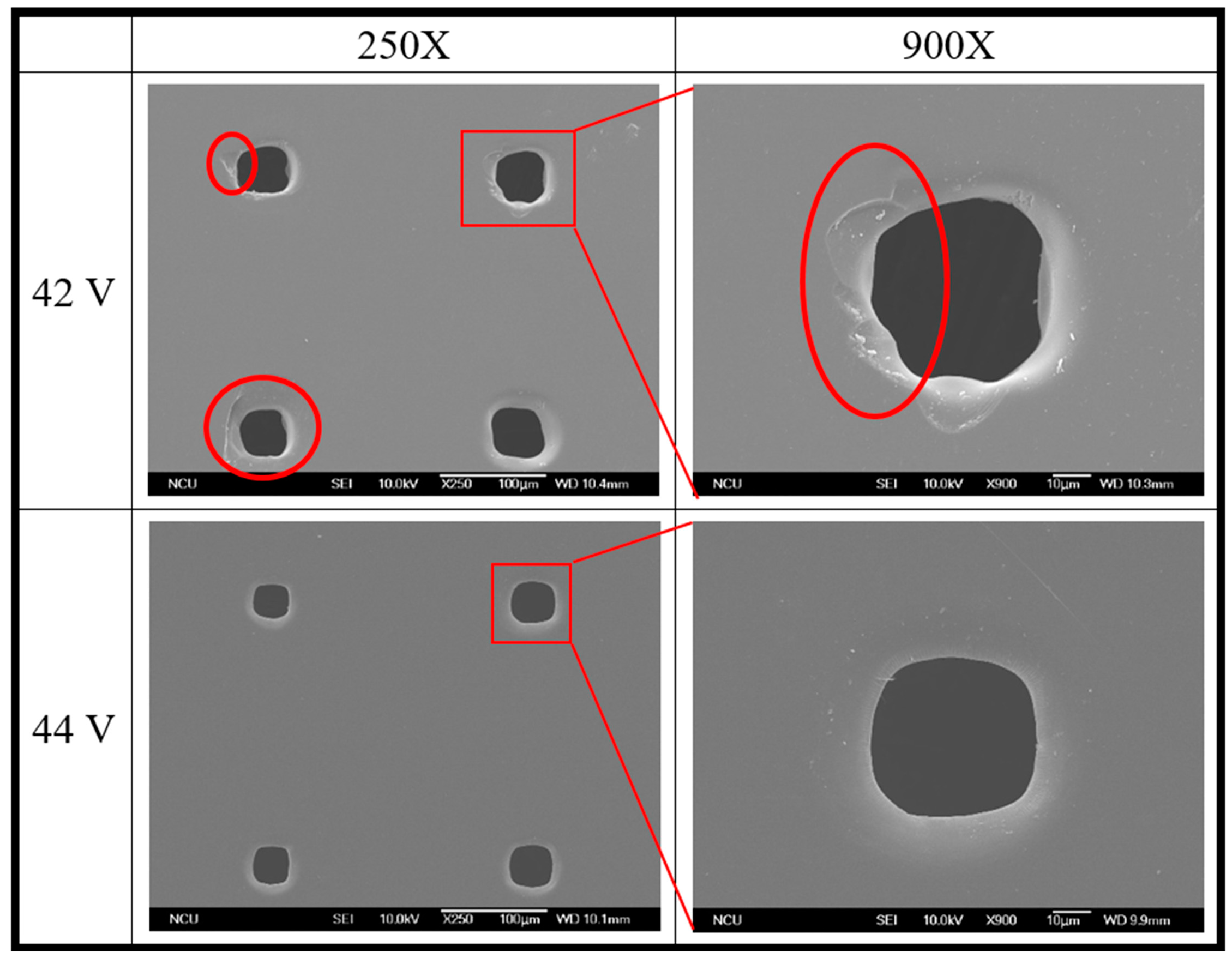
- In the ultrasonic vibration-assisted ECDM, the average inlet and outlet diameters can be increased simultaneously by increasing the working voltage. A high working voltage accelerates the bubble formation, a thick insulating gas film is formed, and the discharge energy is increased, resulting in a large hole enlargement;
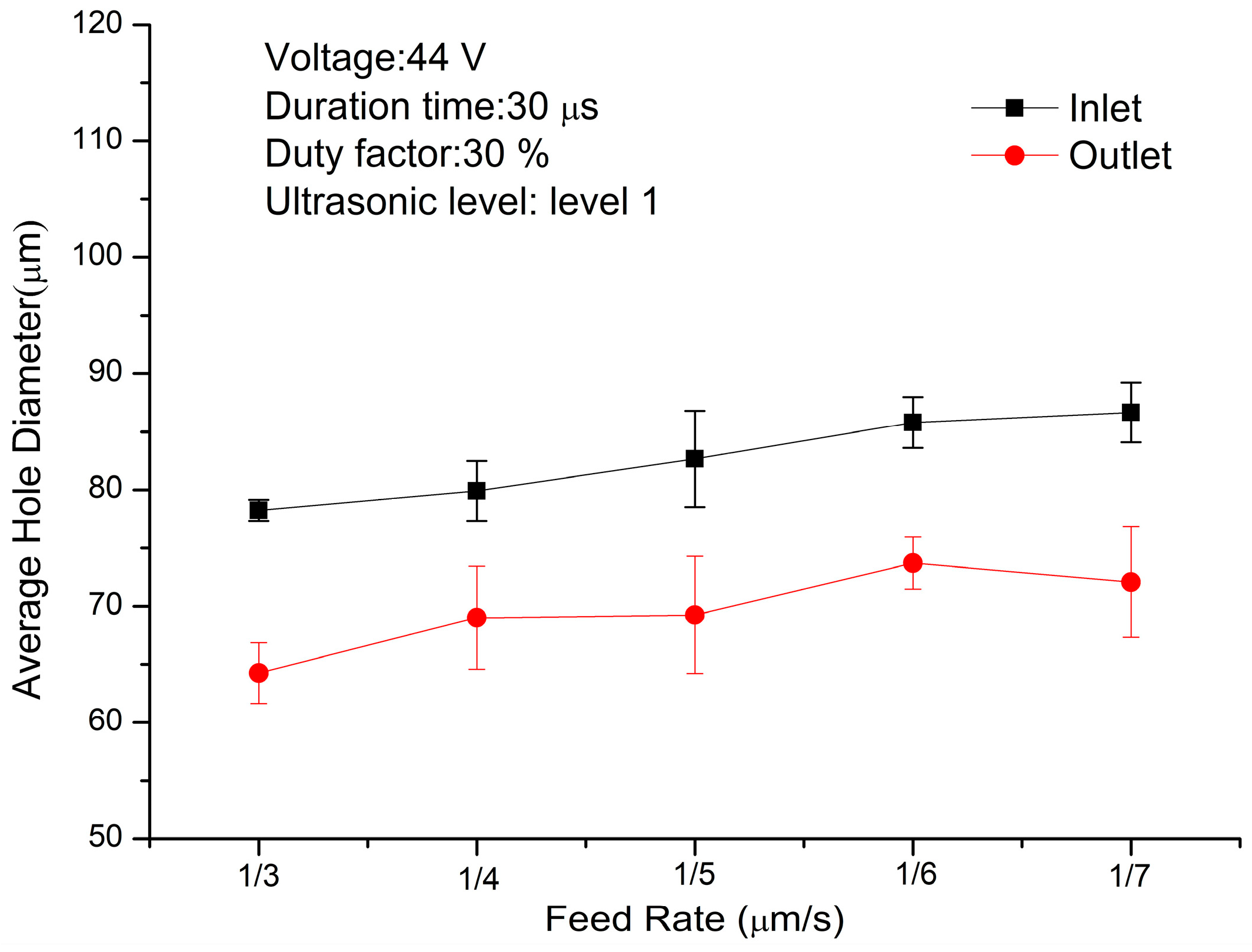
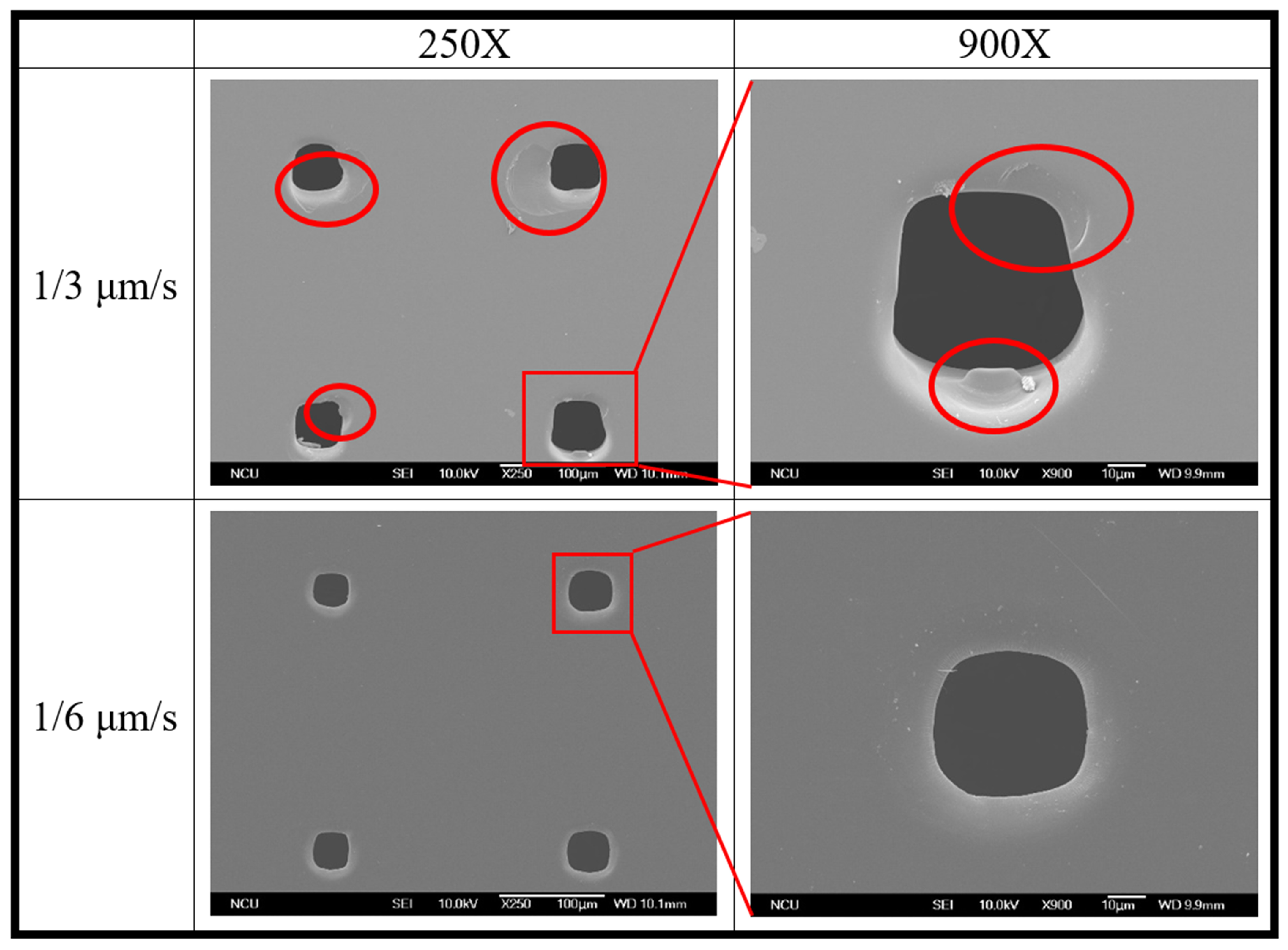
- The average inlet and outlet diameters increase with the decrease in feed rate because at a low feed rate, the total processing time is relatively long, and the lateral discharging time is increased, resulting in a large amount of array micro-hole enlargement;
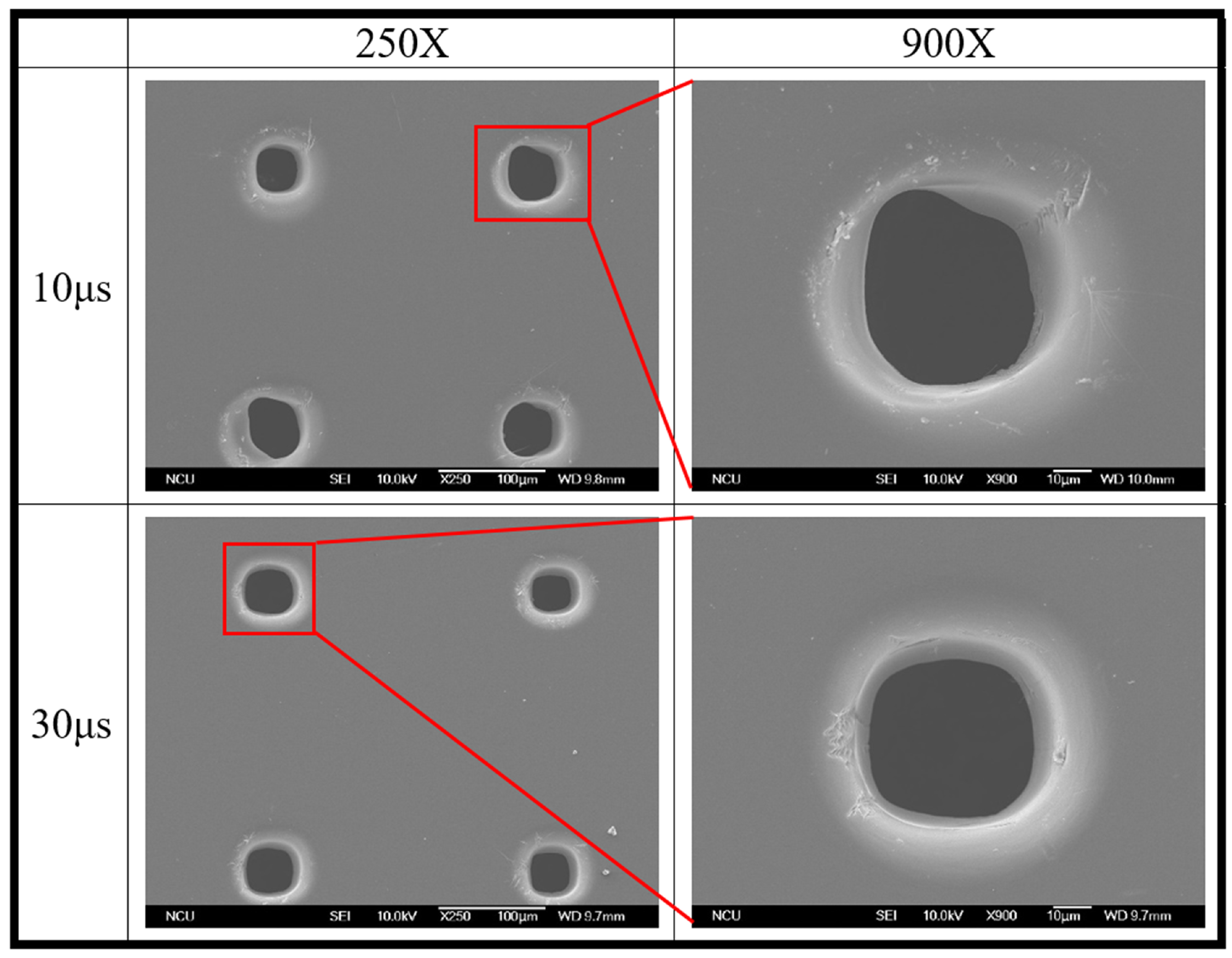
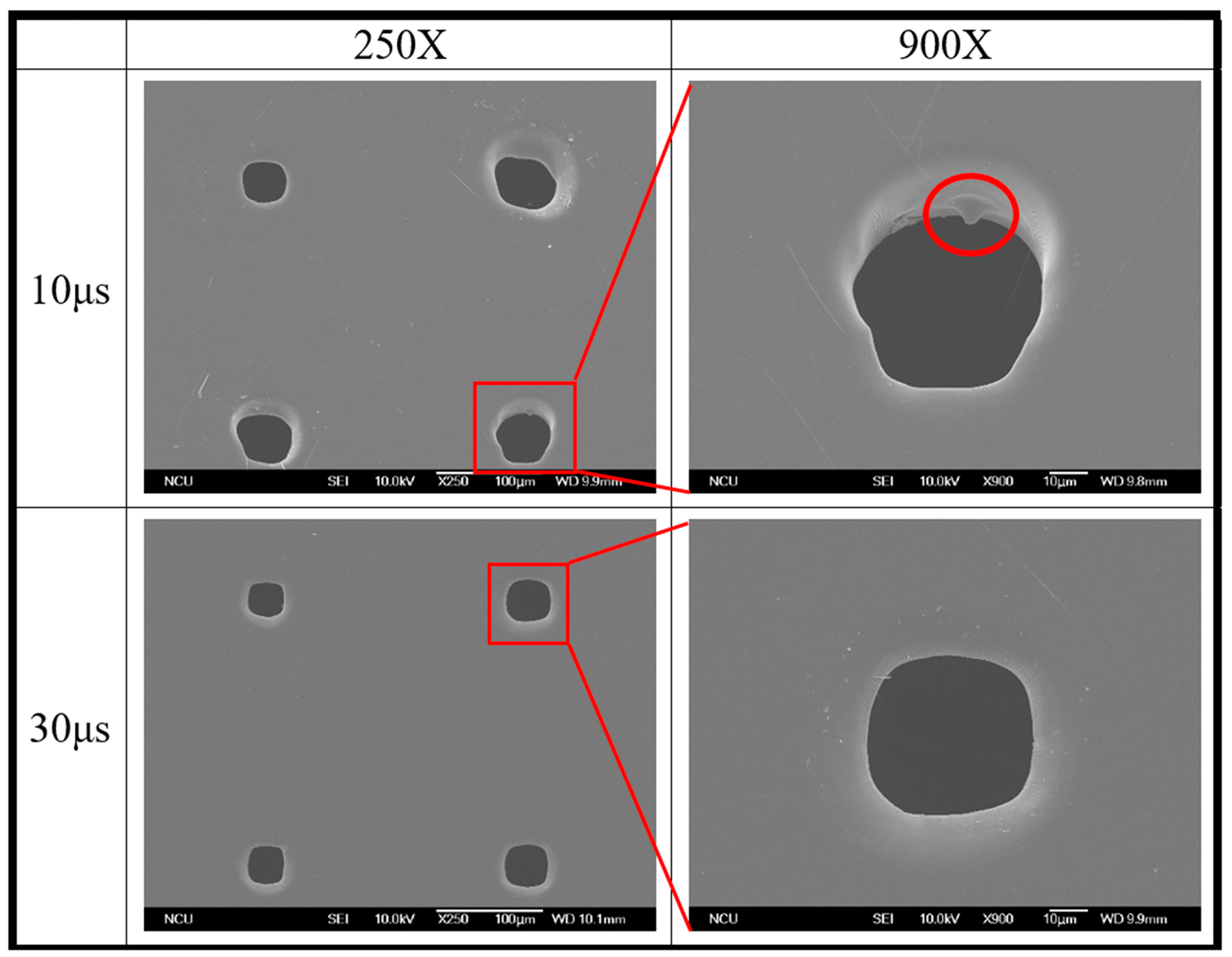
- A short duration of time forms a thick insulating gas film. In order to break through the thick insulating gas film, a high discharge energy is required, resulting in a large hole enlargement. Therefore, under different duration times, the average inlet and outlet diameters are increased as the duration time shortens;
- If the pulse-on time is too short and the pulse-off time is long, there is no time to form a dense insulating gas film, and the bubbles are likely to separate and accumulate at the upper edge of the front end of the tool electrode. Hence, the lateral discharge is increased, resulting in a large hole enlargement. Therefore, under different duty factors, the average inlet and outlet diameters are increased with the duty factor decreasing;
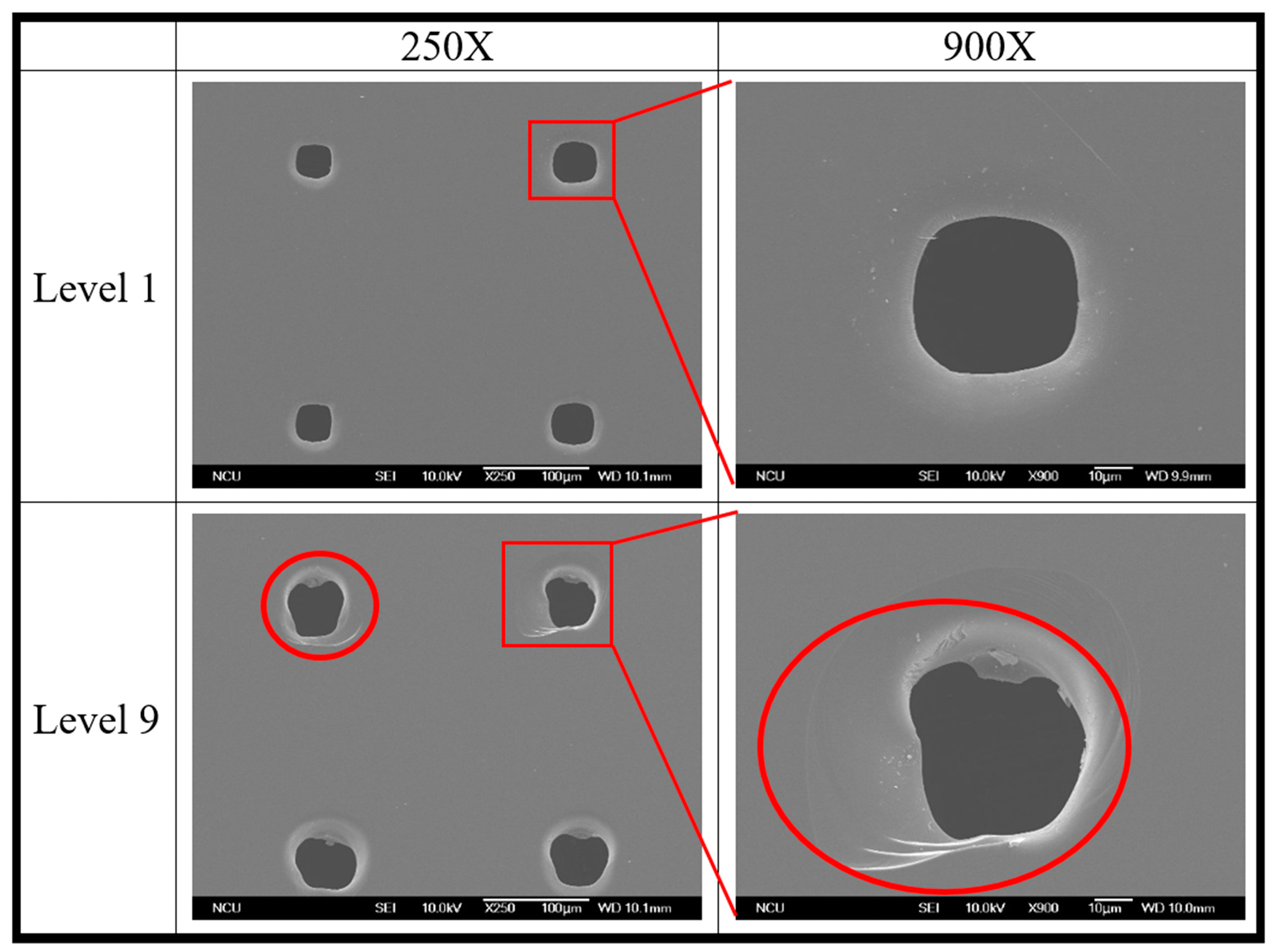
- Under different ultrasonic power levels, the average inlet and outlet diameters are decreased and then increased as the ultrasonic power level increases because the ultrasonic vibration can thin the insulating gas film, but the excessive ultrasonic amplitude excessively disturbs the insulating gas film, resulting in a large hole enlargement;
- According to the experimental results, the better parameter combination in this study comprises a working voltage of 44 V, feed rate of 1 µm/6 sec, duration time of 30 µs, duty factor of 30%, and ultrasonic power Level 1, and the average inlet and outlet diameters meet the target dimensional accuracy of 80 ± 8 µm. The average inlet diameter is 85.8 µm, and the average outlet diameter is 73.8 µm. There is no outlet fragmentation, and the morphology of the array micro-holes is better.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bhattacharyya, B.; Doloi, B.N.; Sorkhel, S.K. Experimental Investigations into Electrochemical Discharge Machining (ECDM) of Non-Conductive Ceramic Materials. J. Mater. Process. Technol. 1999, 95, 145–154. [Google Scholar] [CrossRef]
- Mochimaru, Y.; Ota, M.; Yamaguchi, K. Micro Hole Processing Using Electro-Chemical Discharge Machining. J. Adv. Mech. Des. Syst. Manuf. 2012, 6, 949–957. [Google Scholar] [CrossRef]
- Singh, T.; Dvivedi, A. Impact of Gas Film Thickness on the Performance of RM-ECDM Process during Machining of Glass. Mater. Manuf. Process. 2022, 37, 652–663. [Google Scholar] [CrossRef]
- Arab, J.; Adhale, P.; Mishra, D.K.; Dixit, P. Micro Array Hole Formation in Glass Using Electrochemical Discharge Machining. Procedia Manuf. 2019, 34, 349–354. [Google Scholar] [CrossRef]
- Rusli, M.; Furutani, K. Performance of Micro-Hole Drilling by Ultrasonic-Assisted Electro-Chemical Discharge Machining. Adv. Mater. Res. 2012, 445, 865–870. [Google Scholar] [CrossRef]
- Elhami, S.; Razfar, M.R. Effect of Ultrasonic Vibration on the Single Discharge of Electrochemical Discharge Machining. Mater. Manuf. Process. 2018, 33, 444–451. [Google Scholar] [CrossRef]
- Zheng, Z.-P.; Lin, J.-K.; Huang, F.-Y.; Yan, B.-H. Improving the Machining Efficiency in Electrochemical Discharge Machining (ECDM) Microhole Drilling by Offset Pulse Voltage. J. Micromech. Microeng. 2008, 18, 025014. [Google Scholar] [CrossRef]
- Wüthrich, R.; Fascio, V. Machining of Non-Conducting Materials Using Electrochemical Discharge Phenomenon—An Overview. Int. J. Mach. Tools Manuf. 2005, 45, 1095–1108. [Google Scholar] [CrossRef]
- Rathore, R.S.; Dvivedi, A. Sonication of Tool Electrode for Utilizing High Discharge Energy during ECDM. Mater. Manuf. Process. 2020, 35, 415–429. [Google Scholar] [CrossRef]
- Han, M.-S.; Min, B.-K.; Lee, S.J. Geometric Improvement of Electrochemical Discharge Micro-Drilling Using an Ultrasonic-Vibrated Electrolyte. J. Micromech. Microeng. 2009, 19, 065004. [Google Scholar] [CrossRef]
- Yang, C.-H.; Tsui, H.-P. Study on Ultrasonic-Assisted WECDM of Quartz Wafer with Continuous Electrolyte Flow. Int. J. Adv. Manuf. Technol. 2022, 118, 1061–1076. [Google Scholar] [CrossRef]
- Chen, Y.; Feng, X.; Xin, G. Experimental Study on Ultrasonic Vibration-Assisted WECDM of Glass Microstructures with a High Aspect Ratio. Micromachines 2021, 12, 125. [Google Scholar] [CrossRef] [PubMed]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Description |
|---|---|
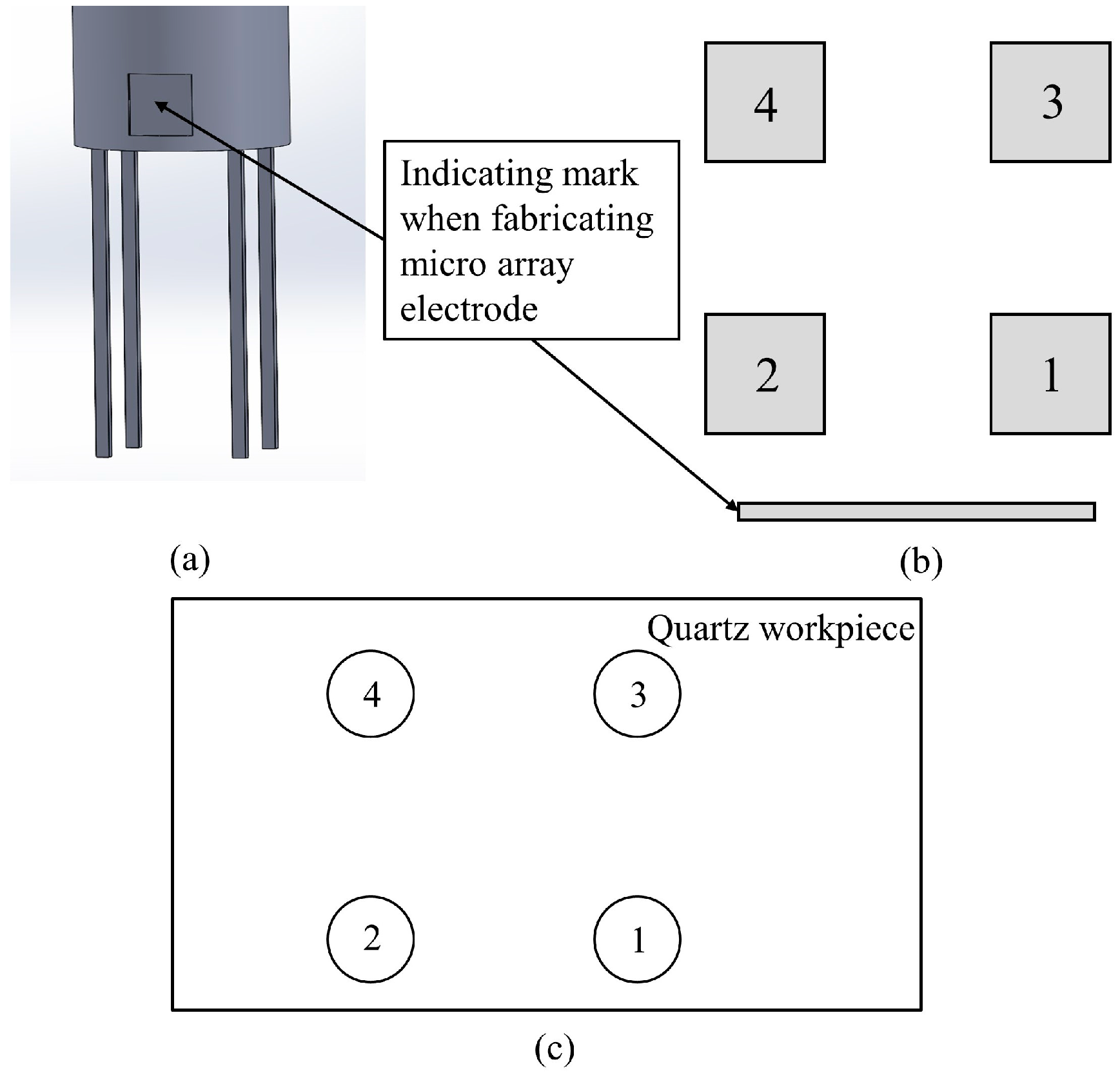
| Size of each needle (μm) | 30 × 30 |
| Number of arrays | 2 × 2 |
| Needle length (mm) | 1 |
| Parameter | Description |
|---|---|
| Working voltage (V) | 42, 44, 45, 46, 48 |
| Feed rate (µm/sec) | 1/3, 1/4, 1/5, 1/6, 1/7 |
| Duration time (µs) | 10, 20, 30, 40, 50 |
| Duty factor (%) | 10, 20, 30, 40, 50 |
| Ultrasonic power (level) | 1, 3, 5, 7, 9 |
| Variable Parameter | Setting Value |
|---|---|
| Polarity of the micro-array electrode | (−) |
| Stroke of Z axis (µm) | 100 |
| Thickness of the quartz wafer (µm) | 70 |
| Electrolyte concentration (M) | 5 M KOH |
| Initial gap (µm) | 10 |
| Ultrasonic vibration frequency (kHz) | 26 |
| Electrolyte level above the workpiece (µm) | 500 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, C.-H.; Wang, T.-C.; Hung, J.-C.; Tsui, H.-P. Ultrasonic Vibration-assisted Electrochemical Discharge Machining of Quartz Wafer Micro-Hole Arrays. Processes 2023, 11, 3300. https://doi.org/10.3390/pr11123300
Yang C-H, Wang T-C, Hung J-C, Tsui H-P. Ultrasonic Vibration-assisted Electrochemical Discharge Machining of Quartz Wafer Micro-Hole Arrays. Processes. 2023; 11(12):3300. https://doi.org/10.3390/pr11123300
Chicago/Turabian StyleYang, Chun-Hao, Tai-Ching Wang, Jung-Chou Hung, and Hai-Ping Tsui. 2023. "Ultrasonic Vibration-assisted Electrochemical Discharge Machining of Quartz Wafer Micro-Hole Arrays" Processes 11, no. 12: 3300. https://doi.org/10.3390/pr11123300
APA StyleYang, C.-H., Wang, T.-C., Hung, J.-C., & Tsui, H.-P. (2023). Ultrasonic Vibration-assisted Electrochemical Discharge Machining of Quartz Wafer Micro-Hole Arrays. Processes, 11(12), 3300. https://doi.org/10.3390/pr11123300