

A Vertical Fountain Dryer Adjusted for Sawdust and Wood Chips Drying



Abstract
:1. Introduction
2. Materials and Methods
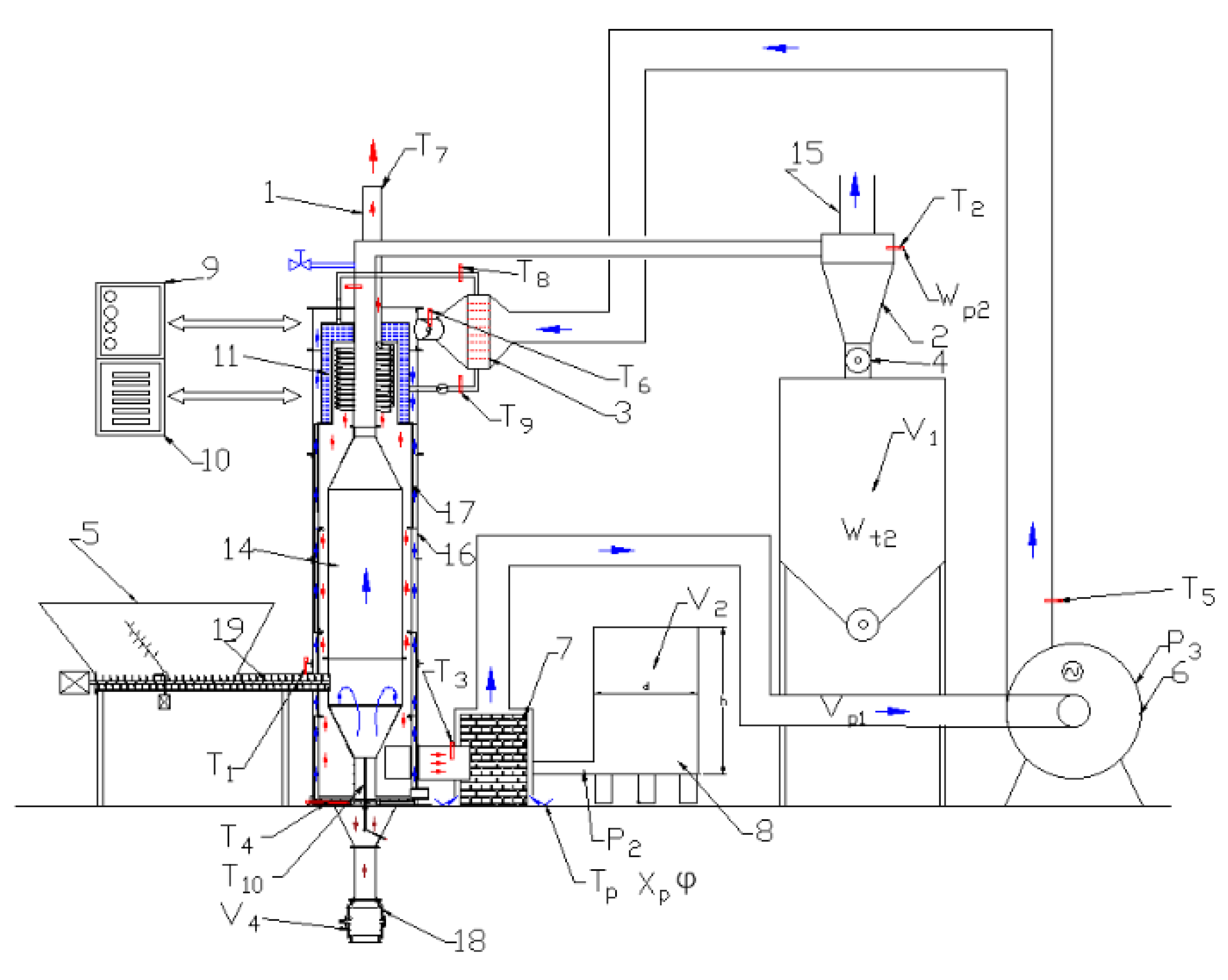
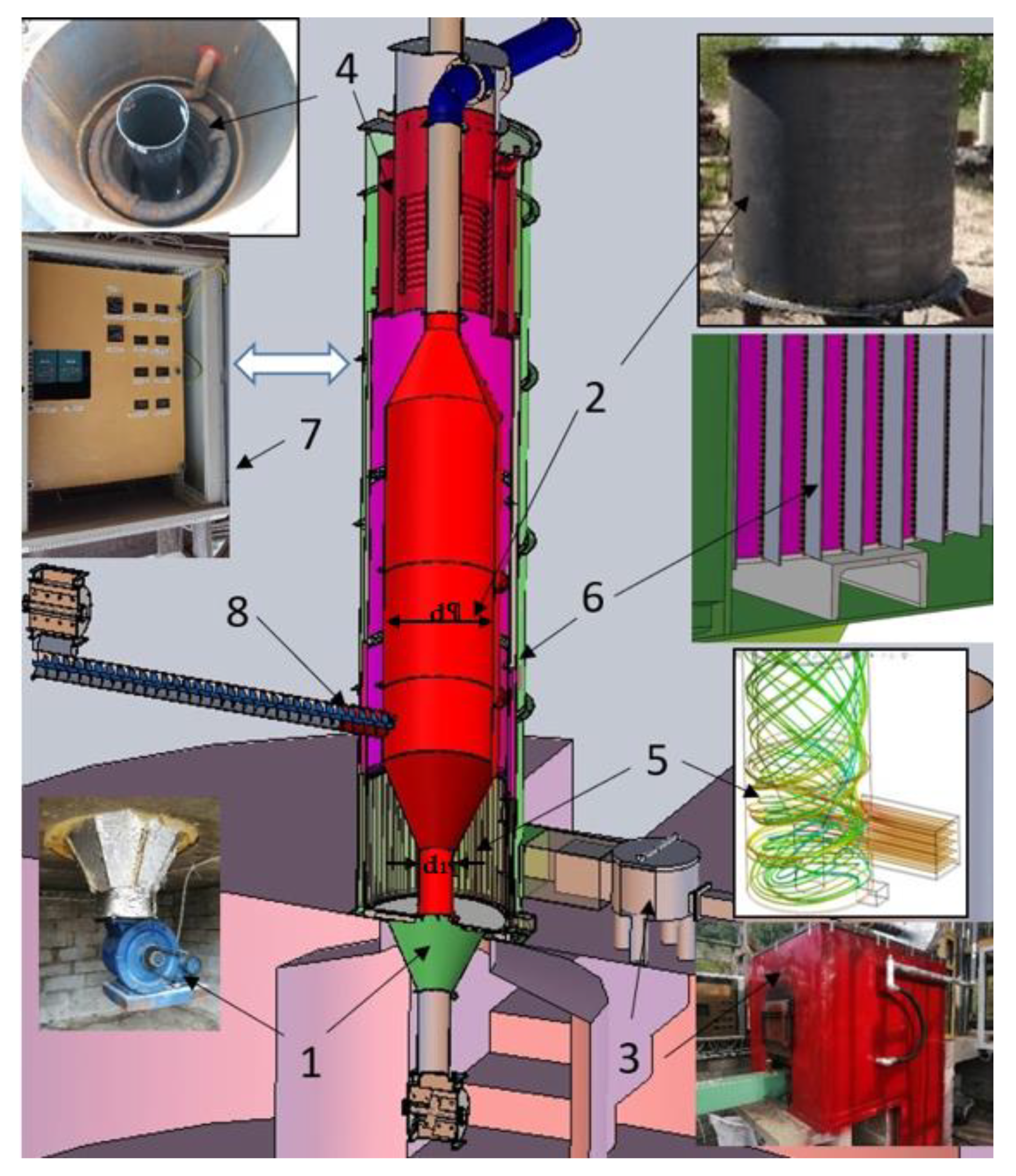
Description of the Test Stand of the Fountain Dryer
3. Results and Discussion
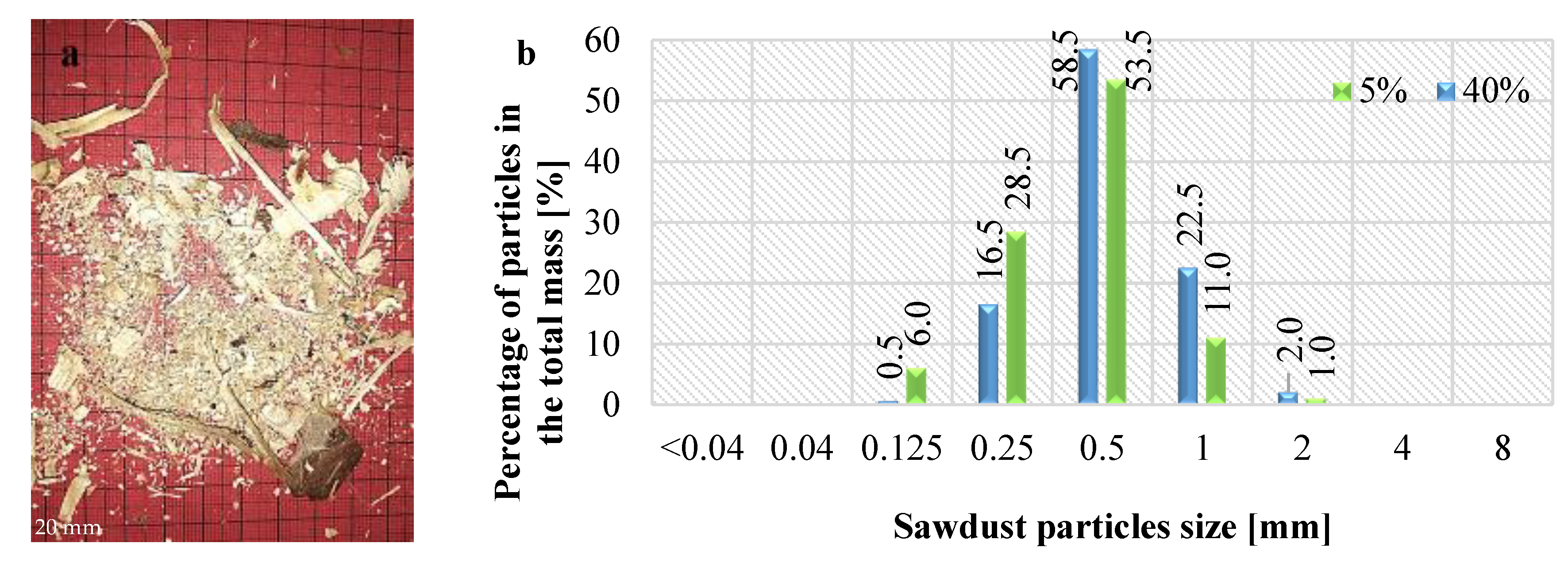
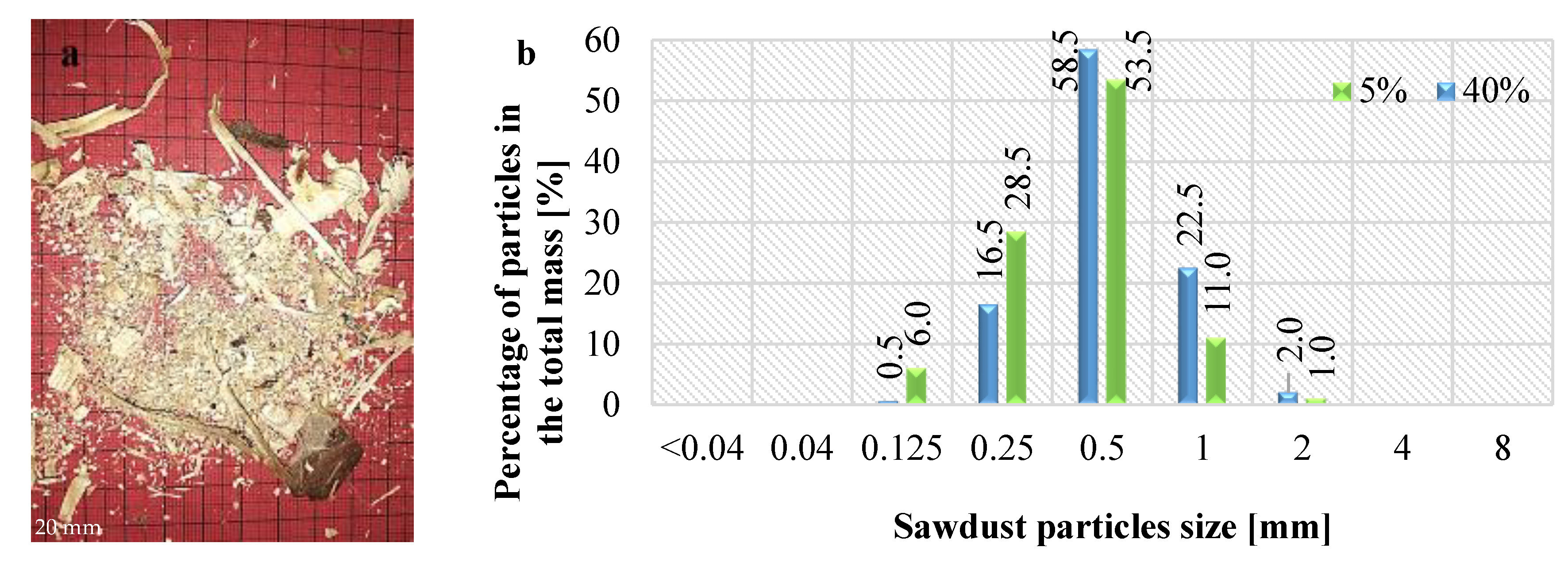
3.1. Sawdust Characterization
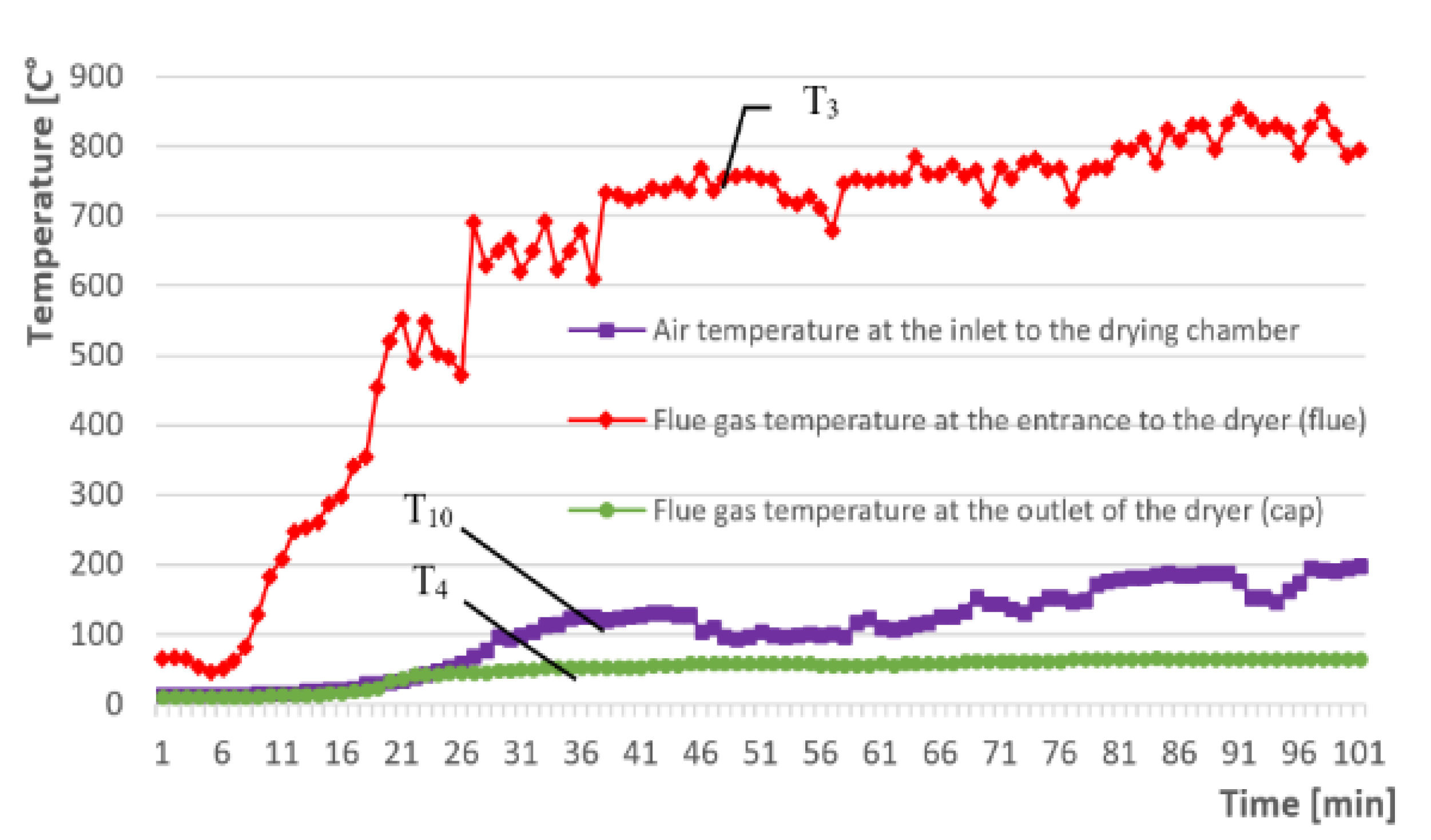
3.2. Determination of Air and Exhaust Gas Temperatures and Flow in Different Places of the Designed Dryer
- -
- the inlet exhaust gas temperature T3 = 750 °C;
- -
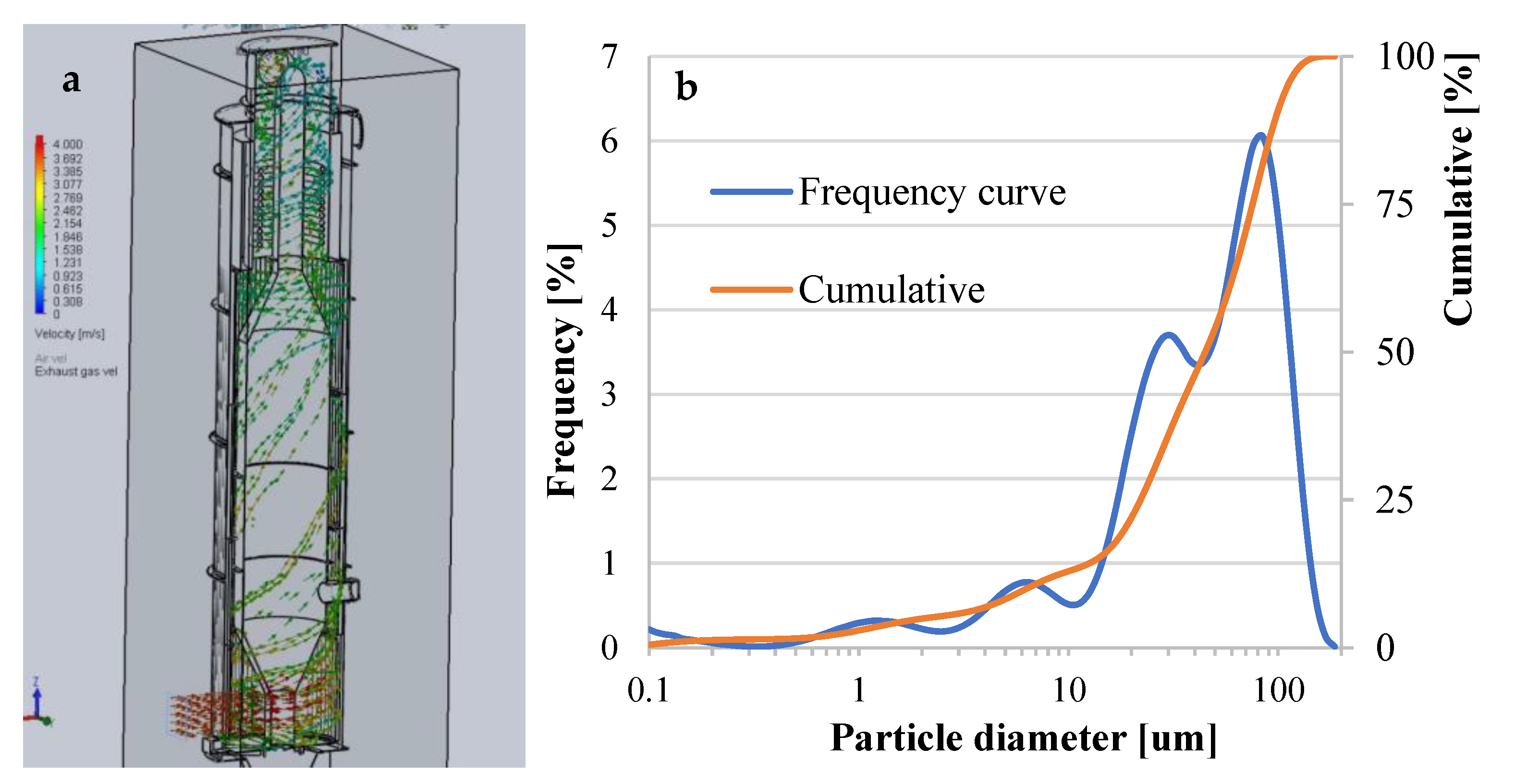
- the exhaust gas flow Vg = 0.122 m3/s;
- -
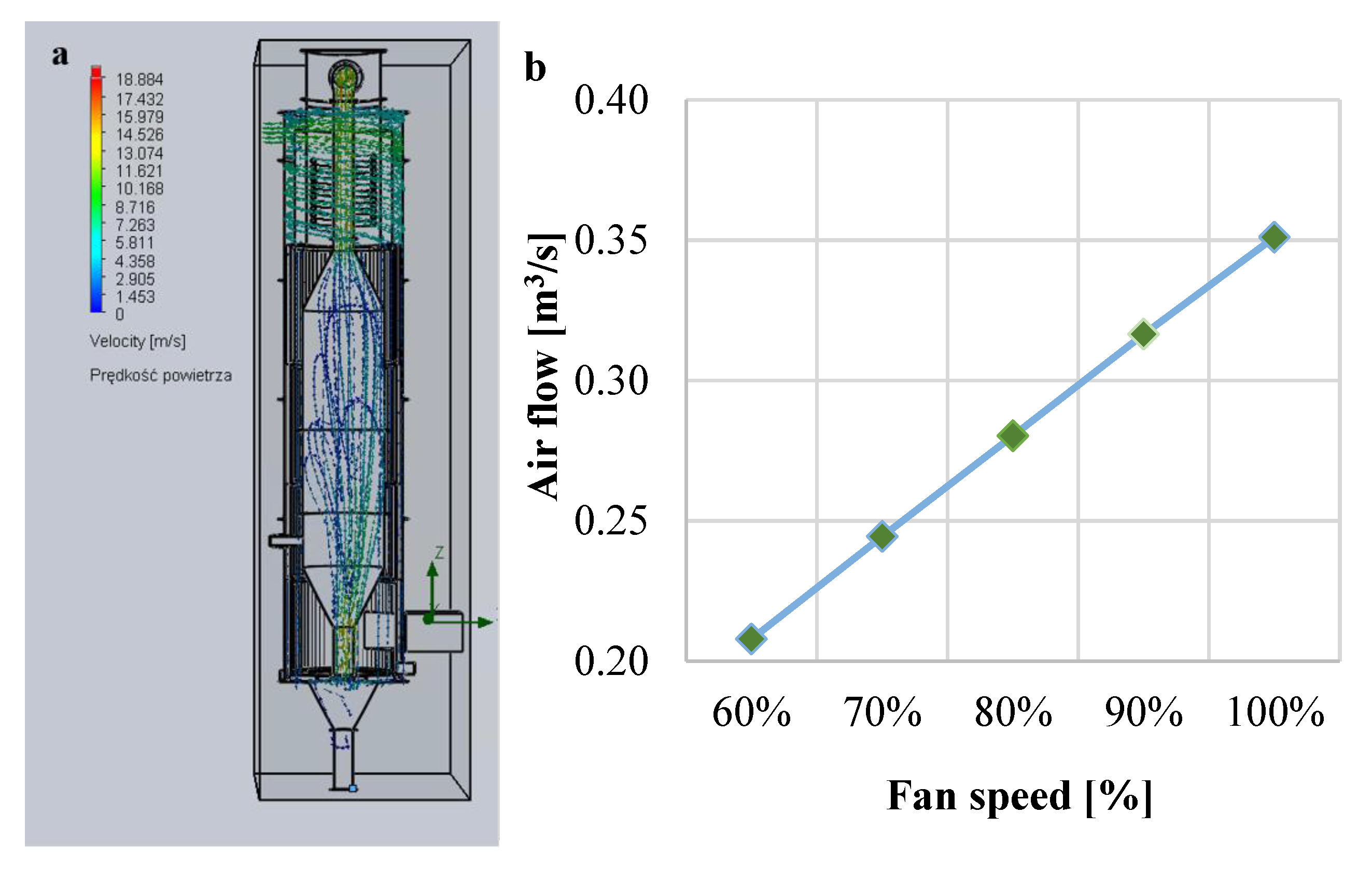
- the airflow Vs = 0.316 m3/s;
- -
- a water temperature in the water exchanger T8 = 75 °C;
- -
- the ambient temperature T0 = 20 °C.
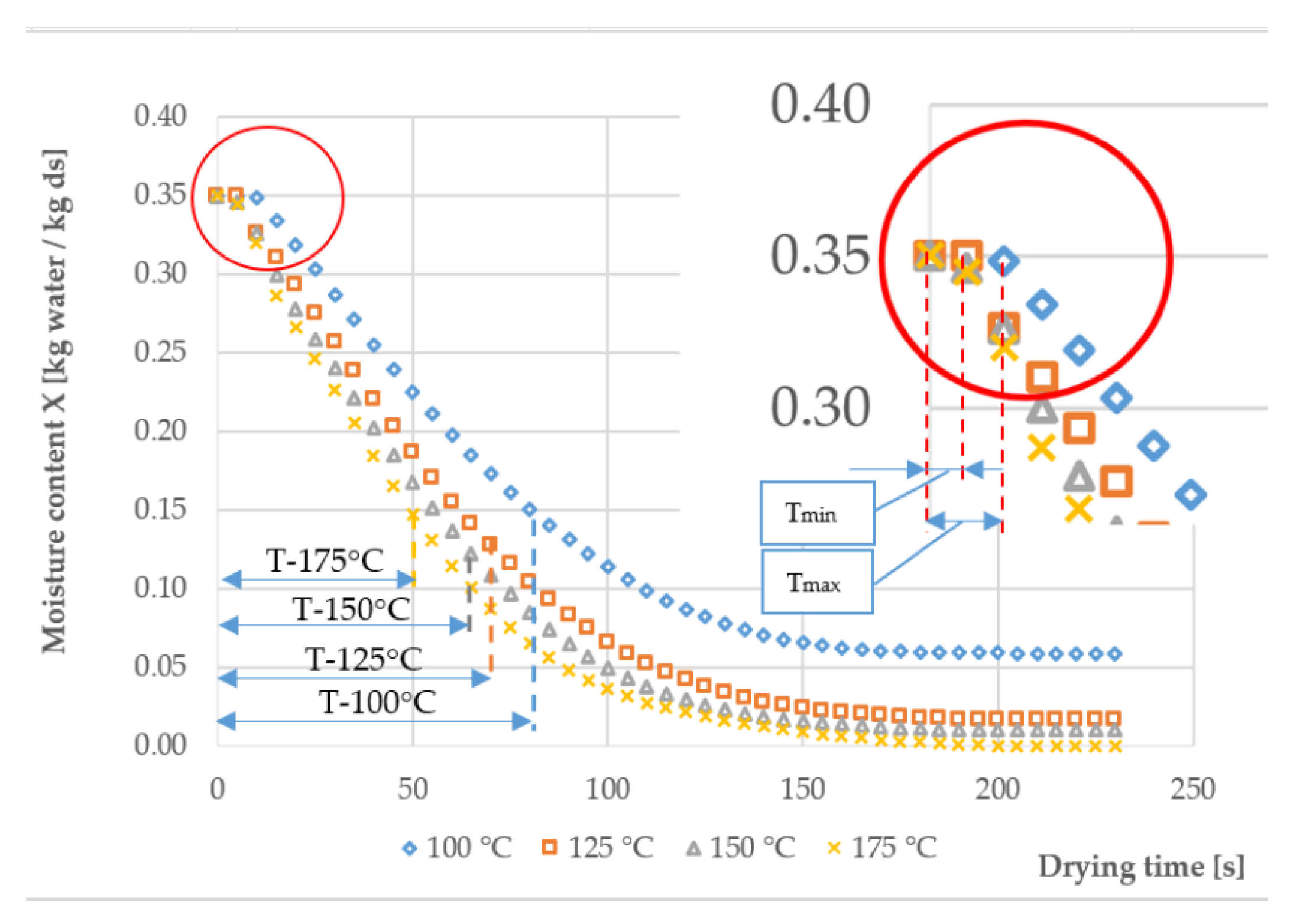
3.3. Drying Characteristics of Sawdust
3.4. Characteristics of Airflows
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| d | drying chamber diameter |
| d1 | diameter of the inlet to the drying chamber |
| Vs | air flow (m³/s) |
| Vg | flue gas flow (m³/s) |
| S | velocity (m/s) |
| t | time (s) |
| Y | humidity (%) |
| T | temperature (°C) |
| Vo | Sample volume (m3) |
| W | electrical power (kW) |
| φ | the air humidity (%) |
| Xb | humidity (kgwater/kgds) |
References
- Frodeson, S.; Berghel, J.; Renström, R. The Potential of Using Two-Step Drying Techniques for Improving Energy Efficiency and Increasing Drying Capacity in Fuel Pellet Industries. Dry. Technol. 2013, 31, 1863–1870. [Google Scholar] [CrossRef]
- Mujumdar, A.S. Handbook of Industrial Drying; CRC Press: Boca Raton, FL, USA, 2006. [Google Scholar]
- Brammer, J.G.; Bridgwater, A.V. Drying technologies for an integrated gasification bio-energy plant. Renew. Sustain. Energy Rev. 1999, 3, 243–289. [Google Scholar] [CrossRef]
- Pablos, A.; Aguado, R.; Vicente, J.; Altzibar, H.; Bilbaoa, J.; Olazar, M. Effect of operating conditions on the drying of fine and ultrafine sand in a fountain confined conical spouted bed. Dry. Technol. 2020, 38, 1446–1461. [Google Scholar] [CrossRef]
- Estiati, I.; Tellabide, M.; Saldarriaga, J.F.; Altzibar, H.; Olazar, M. Influence of the fountain confiner in a conical spouted bed dryer. Powder Technol. 2019, 356, 193–199. [Google Scholar] [CrossRef]
- Sukunza, X.; Pablos, A.; Aguado, R.; Vicente, J.; Bilbao, J.; Olazar, M. Effect of the solid inlet design on the continuous drying of fine and ultrafine sand in a fountain confined conical spouted bed. Ind. Eng. Chem. Res. 2020, 59, 9233–9241. [Google Scholar] [CrossRef]
- Renström, R.; Berghel, J. Drying of sawdust in an atmospheric pressure spouted bed steam dryer. Dry. Technol. 2002, 20, 449–464. [Google Scholar] [CrossRef]
- Jia, D.; Cathary, O.; Peng, J.; Bi, X.; Lim, J.; Sokhansanj, S.; Liu, Y.; Wang, R.; Tsutsumi, A. Fluidization and drying of biomass particles in a vibrating fluidized bed with pulsed gas flow. Fuel Process. Technol. 2015, 138, 471–482. [Google Scholar] [CrossRef]
- Bergström, D.; Finell, M.; Gref, R. Effects of extractives on the physical characteristics of scots pine sawdust fuel pellets. For. Prod. J. 2010, 60, 640–644. [Google Scholar] [CrossRef]
- Ståhl, M.; Granström, K.; Berghel, J.; Renström, R. Industrial processes for biomass drying and their effects on the quality properties of wood pellets. Biomass Bioenergy 2004, 27, 621–628. [Google Scholar] [CrossRef]
- Berghel, J.; Renström, R. An Experimental Study on the Influence of Using a Draft Tube in a Continuous Spouted Bed Dryer. Dry. Technol. 2014, 32, 519–527. [Google Scholar] [CrossRef]
- Vigants, E.; Vigants, G.; Veidenbergs, I.; Lauka, D.; Klavina, K.; Blumberga, D. Analysis of energy consumption for biomass drying process. Vide. Tehnol. Resur.-Environ. Technol. Resour. 2015, 2, 317–322. [Google Scholar] [CrossRef]
- Gupta, C.K.; Sathiyamoorthy, D. Fluid Bed Technology in Materials Processing; CRC Press: Boca Raton, FL, USA, 1999. [Google Scholar]
- Kutz, M. Handbook of Farm, Dairy and Food Machinery Engineering; Academic Press: Cambridge, MA, USA, 2019. [Google Scholar]
- Moreno, R.; Rios, R. Study on sawdust drying techniques in fluidised bed. Biosyst. Eng. 2002, 82, 321–329. [Google Scholar] [CrossRef]
- Skonieczna, J.; Małek, S.; Polowy, K.; Węgiel, A. Element content of Scots pine (Pinus sylvestris L.) stands of different densities. Drewno 2014, 57, 77–87. [Google Scholar] [CrossRef]
- Saarela, K.E.; Harju, L.; Rajander, J.; Lill, J.-O.; Heselius, S.-J.; Lindroos, A.; Mattsson, K. Elemental analyses of pine bark and wood in an environmental study. Sci. Total Environ. 2005, 343, 231–241. [Google Scholar] [CrossRef] [PubMed]
- Vicente, E.D.; Vicente, A.M.; Bandowe, B.A.M.; Alves, C.A. Particulate phase emission of parent polycyclic aromatic hydrocarbons Particulate phase emission of parent polycyclic aromatic hydrocarbons (PAHs) and their derivatives (alkyl-PAHs, oxygenated-PAHs, azaarenes and nitrated PAHs) from manually and auto deri. Air Qual. Atmos. Heath 2016, 9, 653–668. [Google Scholar] [CrossRef]
- Spreutels, L.; Haut, B.; Chaouki, J.; Bertrand, F.; Legros, R. Conical spouted bed drying of Baker’s yeast: Experimentation and multi-modeling. Food Res. Int. 2014, 62, 137–150. [Google Scholar] [CrossRef]
- Olazar, M.; Lopez, G.; Altzibar, H.; Amutio, M.; Bilbao, J. Drying of Biomass in a Conical Spouted Bed with Different Types of Internal Devices. Dry. Technol. 2012, 30, 207–216. [Google Scholar] [CrossRef]
- Chen, D.; Zheng, Y.; Zhu, X. Determination of effective moisture diffusivity and drying kinetics for poplar sawdust by thermogravimetric analysis under isothermal condition. Bioresour. Technol. 2012, 107, 451–455. [Google Scholar] [CrossRef] [PubMed]
- Rojcewicz, K.; Oksiuta, Z. Viability analysis of pine sawdust drying in a fountain dryer. Tech. Sci. 2020, 23, 263–280. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rojcewicz, K.; Oksiuta, Z. A Vertical Fountain Dryer Adjusted for Sawdust and Wood Chips Drying. Processes 2023, 11, 430. https://doi.org/10.3390/pr11020430
Rojcewicz K, Oksiuta Z. A Vertical Fountain Dryer Adjusted for Sawdust and Wood Chips Drying. Processes. 2023; 11(2):430. https://doi.org/10.3390/pr11020430
Chicago/Turabian StyleRojcewicz, Konrad, and Zbigniew Oksiuta. 2023. "A Vertical Fountain Dryer Adjusted for Sawdust and Wood Chips Drying" Processes 11, no. 2: 430. https://doi.org/10.3390/pr11020430
APA StyleRojcewicz, K., & Oksiuta, Z. (2023). A Vertical Fountain Dryer Adjusted for Sawdust and Wood Chips Drying. Processes, 11(2), 430. https://doi.org/10.3390/pr11020430