
Determination of the Bonding Strength of Finger Joints Using a New Test Specimen Geometry


Abstract
:1. Introduction
2. Materials and Methods
2.1. Wood and Adhesives
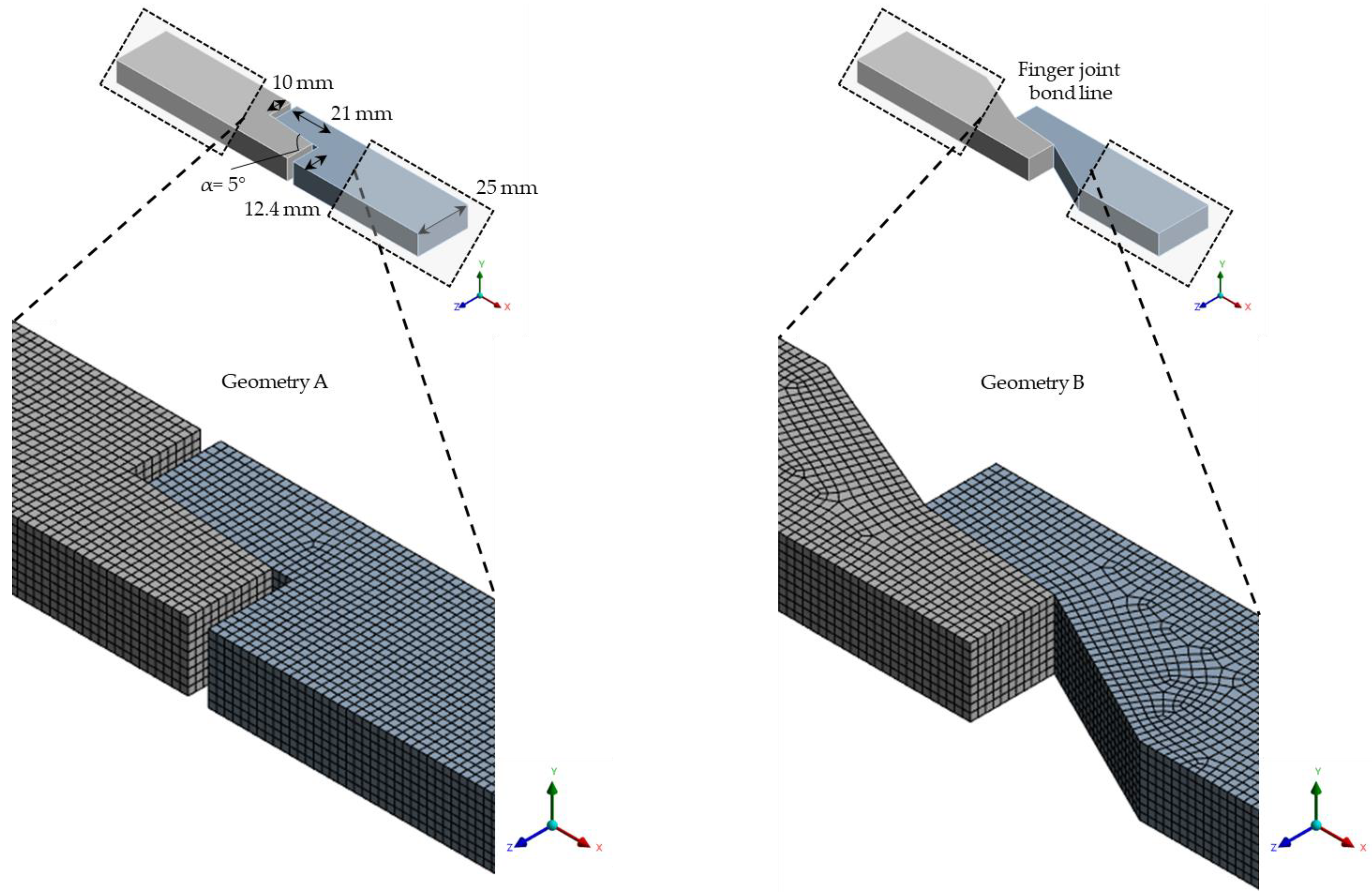
2.2. Finite Element Simulations and Shear–Tensile Tests
- Complete transmission of the test load into the bond line during the test;
- Testing of a single bond line without self-locking;
- Centric force transmission and shear-tensile stress as only stress state;
- Consideration of the usual manufacturing process of finger joint bonding.
- Linear–elastic behaviour;
- Meshing: hexahedral elements in the shear region (Figure 2) and SOLID186 as main elements were used; hexahedral elements were preferred over tetrahedral elements because the hexahedral elements exhibited less stiff behaviour and showed more satisfactory convergence behaviour;
- Further conditions: fixed clamping at end face, area load in tensile direction (both test specimen geometries with 5 kN load at opposite end face). In the following, the relative stresses to the stress maximum are shown, so that they are independent of the applied load.
- Finger joint geometry: 21.0 mm finger length and 6.2 mm finger pitch;
- Cutting feed rate: 25 m min−1;
- Cutting direction: vertical profile, perpendicular to annual rings;
- Adhesive application: manual application, processing of PUR, MUF, PRF (Table 2), and bonding of radial surfaces;
- Pressing pressure: beech 12.5 N mm−2, birch 11.8 N mm−2, pine 11.6 N mm−2, larch 10.5 N mm−2, poplar 9.0 N mm−2, spruce 8.5 N mm−2;
- Pressing time: 5 s.
- fvc = shear-tensile strength [N mm−2]
- fvb = shear strength [N mm−2]
- fva = tensile strength [N mm−2]
- Fmax = applied breaking load [N]
- A = finger-jointed area [mm2]
- l = length of bond line [mm]
- h = height of bond line [mm]

2.3. Data Processing
- Wood species and adhesive on the resulting parameters;
- Shear–tensile strength and wood failure percentage: two full factorial designs were set up (Table 5).
3. Results and Discussion
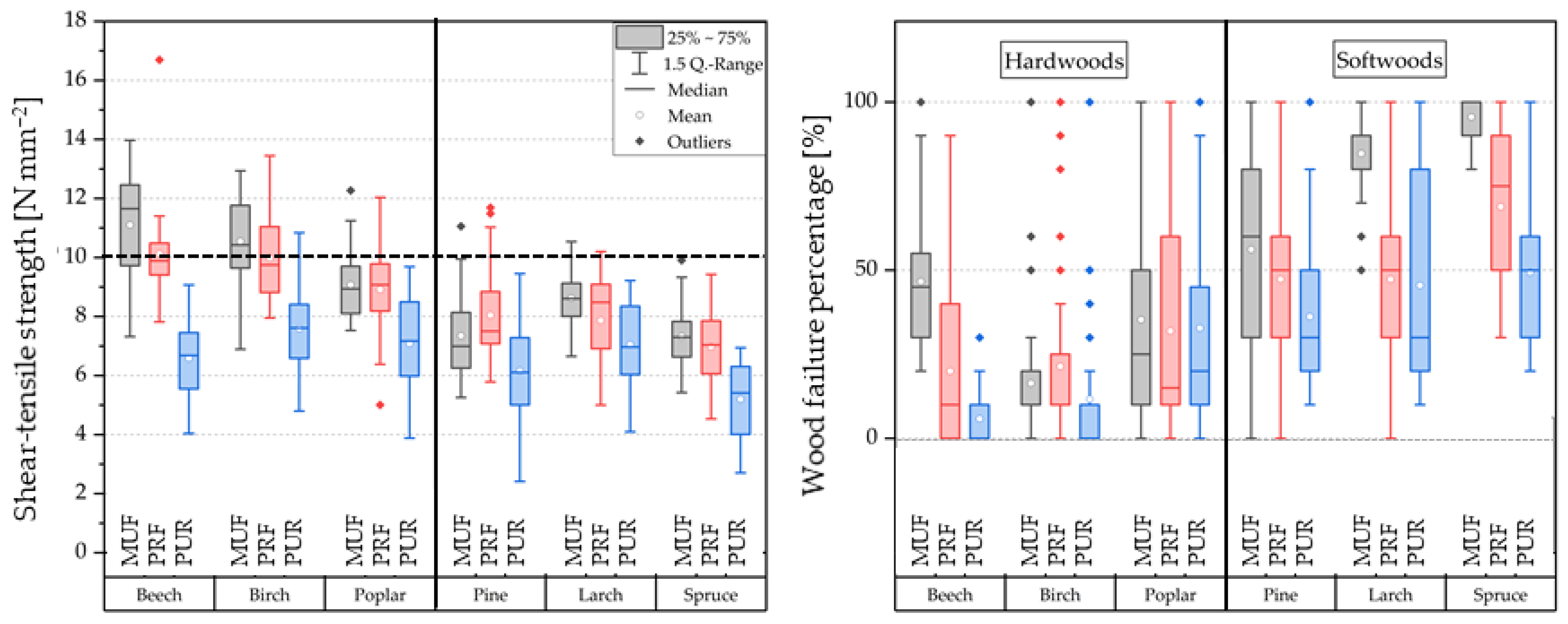
3.1. Results of Finite Element Simulations and Shear–Tensile Tests
3.2. Two-Way Interactions and Analysis of Variance
4. Conclusions
- A test specimen geometry for finger joints was identified using finite element simulations and proved by experimental testing. The test specimen geometry has a stress maximum at the beginning of the bond line (adhesive zone) and on the deeper notched side. Different finger joint bondings could be evaluated with the geometry and relative differences of the bondings were found. However, the geometry does not generate a symmetric stress state.
- A standard for testing finger joint bondings should be developed. The angle and length of the finger joint geometry affect the force transmission at the bond line and the resulting stress distribution. Different geometries should be tested, and geometry-dependent adjustment factors should be developed.
- Statements about the bonding strength are difficult since it is a combination of wood and adhesive failure. In this study, it was observed that the performance of the adhesives can be assessed more precisely when the wood species have higher strengths and can withstand loads closer to the limit of the adhesives.
- Further investigations, for example, roughness or wetting analyses, should be considered to be able to explain differences between the tested bondings.
- To improve finger-jointing and the high strength potential of hardwoods, adhesives and finger joint geometry should be further investigated.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Serrano, E. Adhesive Joints in Timber Engineering: Modelling and Testing of Fracture Properties; Lund University: Lund, Sweden, 2000. [Google Scholar]
- Frangi, A.; Bertocchi, M.; Clauß, S.; Niemz, P. Mechanical behaviour of finger joints at elevated temperatures. Wood Sci. Technol. 2012, 46, 793–812. [Google Scholar] [CrossRef]
- Tran, A.; Mayr, M.; Konnerth, J.; Gindl-Altmutter, W. Adhesive strength and micromechanics of wood bonded at low temperature. Int. J. Adhes. Adhes. 2020, 103, 102697. [Google Scholar] [CrossRef]
- Stolze, H.; Gurnik, M.; Koddenberg, T.; Kröger, J.; Köhler, R.; Viöl, W.; Militz, H. Non-Destructive Evaluation of the Cutting Surface of Hardwood Finger Joints. Sensors 2022, 22, 3855. [Google Scholar] [CrossRef] [PubMed]
- Gong, M.; Rao, S.; Li, L. Effect of Machining Parameters on Surface Roughness of Joints in Manufacturing Structural Finger-Jointed Lumber. J. For. Eng. 2017, 2, 10–18. [Google Scholar]
- Follrich, J.; Vay, O.; Veigel, S.; Müller, U. Bond strength of end-grain joints and its dependence on surface roughness and adhesive spread. J. Wood Sci. 2010, 56, 429–434. [Google Scholar] [CrossRef]
- Jokerst, R.W. Finger-Jointed Wood Products; Forest Products Laboratory: Madison, WI, USA, 1981; p. 26. [Google Scholar]
- EN 302-1:2013-06; Adhesives for Load-Bearing Timber Structures—Test Methods—Part 1: Determination of Longitudinal Tensile Shear Strength. Beuth Verlag GmbH: Berlin, Germany, 2013; p. 15.
- EN 15497:2014-07; Structural Finger Jointed Solid Timber—Performance Requirements and Minimum Production Requirements. Beuth Verlag GmbH: Berlin, Germany, 2014; p. 58.
- Weimar, H.; Jochem, D. Holzverwendung im Bauwesen—Eine Marktstudie im Rahmen der “Charta für Holz”; Johann Heinrich von Thünen-Institut: Braunschweig, Germany, 2013. [Google Scholar]
- Wehrmann, W.; Torno, S. Laubholz für Tragende Konstruktionen-Zusammenstellung zum Stand von Forschung und Entwicklung; Cluster—Initiative Forst und Holz in Bayern gGmbH: Freising, Germany, 2015; p. 18. [Google Scholar]
- Linsenmann, P. European Hardwoods for the Building Sector (EU Hardwoods); WoodWisdom-Net Research Programme; Holzforschung Austria: Wien, Austria, 2016; p. 57. [Google Scholar]
- Informationsverein Holz e.V. Konstruktive Bauprodukte Aus Europäischen Laubhölzern; Spezial; Informationsverein Holz e.V.: Düsseldorf, Germany, 2017; ISBN 0446-2114. [Google Scholar]
- Ehrhart, T. European Beech—Glued Laminated Timber; ETH Zurich: Zürich, Switzerland, 2019. [Google Scholar]
- Knauf, M.; Frühwald, A. Laubholz-Produktmärkte Aus Technisch-Wirtschaftlicher Und Marktstruktureller Sicht; Fachagentur Nachwachsende Rohstoffe e.V.: Gülzow, Germany, 2020. [Google Scholar]
- Obernostererer, D.; Jeitler, G.; Schickhofer, G. Birke: Holzart Der Zukunft Im Modernen Holzbau; University of Stuttgart: Stuttgart, Germany, 2022; p. 8. [Google Scholar]
- Aicher, S.; Radovic, B. Untersuchungen zum Einfluß der Keilzinkengeometrie auf die Zugfestigkeit keilgezinkter Brettschichtholz-Lamellen. Holz Roh Werkst. 1999, 57, 1–11. [Google Scholar] [CrossRef]
- Rao, S.; Gong, M.; Chui, Y.H.; Mohammad, M. Effect of Geomertic Paramters of Finger Joint Profile on Ultimate Tensile Strenght of Single Finger-Joined Board. Wood Fiber Sci. 2012, 44, 8. [Google Scholar]
- Timbolmas, C.; Rescalvo, F.J.; Portela, M.; Bravo, R. Analysis of poplar timber finger joints by means of Digital Image Correlation (DIC) and finite element simulation subjected to tension loading. Eur. J. Wood Wood Prod. 2022, 80, 555–567. [Google Scholar] [CrossRef]
- Campilho, R.D.S.G. (Ed.) Strength Prediction of Adhesively-Bonded Joints; A Science Publishers Book; CRC Press: Boca Raton, FL, USA, 2017; ISBN 978-1-4987-2246-9. [Google Scholar]
- Tran, V.-D.; Oudjene, M.; Méausoone, P.-J. FE analysis and geometrical optimization of timber beech finger-joint under bending test. Int. J. Adhes. Adhes. 2014, 52, 40–47. [Google Scholar] [CrossRef]
- Selbo, M.L. Effect of Joint Geometry on Tensile Strength of Finger Joints. For. Prod. J. 1963, 13, 390–400. [Google Scholar]
- Gehri, E. Verbindungstechniken mit hoher leistungsfähigkeit—Stand und entwicklung. Holz Roh Werkst. 1985, 43, 83–88. [Google Scholar] [CrossRef]
- Radovic, B. Über Die Festigkeit von Keilzinkenverbindungen Mit Unterschiedlichen Verschwächungsgrad. Bau. Mit Holz 1993, 3, 196–201. [Google Scholar]
- Schaffrath, J. Untersuchungen Zu Feuchtetransportvorgängen Und Feuchteinduzierten Verformungen Sowie Spannungen Bei Betrachtung Verschiedener Holzarten Und Unterschiedlicher Klimatischer Randbedingungen. Dissertation, Technische Universität München, München, Germany, 2015. [Google Scholar]
- Serrano, E.; Enquist, B. Contact-free measurement and non-linear finite element analyses of strain distribution along wood adhesive bonds. Holzforschung 2005, 59, 641–646. [Google Scholar] [CrossRef]
- EN 14080:2013-09; Timber Structures—Glued Laminated Timber and Glued Solid Timber—Requirements. Beuth Verlag GmbH: Berlin, Germany, 2013; p. 110.
- Technical Statistics—Experimental Methodology (DoE). In Quality Management in the Bosch-Group; Robert Bosch GmbH: Gerlingen, Germany, 2020.
- Montgomery, D.C. Design and Analysis of Experiments, 10th ed.; Wiley: Hoboken, NJ, USA, 2020; ISBN 978-1-119-49247-4. [Google Scholar]
- EN 301:2018-01; Adhesives, Phenolic and Aminoplastic, for Load-Bearing Timber Structures—Classification and Performance Requirements. Beuth Verlag GmbH: Berlin, Germany, 2018.
- Aicher, S.; Ahmad, Z.; Hirsch, M. Bondline shear strength and wood failure of European and tropical hardwood glulams. Eur. J. Wood Wood Prod. 2018, 76, 1205–1222. [Google Scholar] [CrossRef] [Green Version]
- Iždinský, J.; Reinprecht, L.; Sedliačik, J.; Kúdela, J.; Kučerová, V. Bonding of Selected Hardwoods with PVAc Adhesive. Appl. Sci. 2020, 11, 67. [Google Scholar] [CrossRef]
- Konnerth, J.; Gindl, W.; Harm, M.; Müller, U. Comparing dry bond strength of spruce and beech wood glued with different adhesives by means of scarf- and lap joint testing method. Holz Roh Werkst. 2006, 64, 269–271. [Google Scholar] [CrossRef]
- Sebera, V.; Pečnik, J.G.; Azinović, B.; Milch, J.; Huč, S. Wood-adhesive bond loaded in mode II: Experimental and numerical analysis using elasto-plastic and fracture mechanics models. Holzforschung 2020, 75, 655–667. [Google Scholar] [CrossRef]
- Herzele, S.; van Herwijnen, H.W.; Griesser, T.; Gindl-Altmutter, W.; Rößler, C.; Konnerth, J. Differences in adhesion between 1C-PUR and MUF wood adhesives to (ligno)cellulosic surfaces revealed by nanoindentation. Int. J. Adhes. Adhes. 2019, 98, 102507. [Google Scholar] [CrossRef]
- Konnerth, J.; Kluge, M.; Schweizer, G.; Miljković, M.; Gindl-Altmutter, W. Survey of selected adhesive bonding properties of nine European softwood and hardwood species. Eur. J. Wood Wood Prod. 2016, 74, 809–819. [Google Scholar] [CrossRef]
- Clerc, G.; Lehmann, M.; Gabriel, J.; Salzgeber, D.; Pichelin, F.; Strahm, T.; Niemz, P. Improvement of ash (Fraxinus excelsior L.) bonding quality with one-component polyurethane adhesive and hydrophilic primer for load-bearing application. Int. J. Adhes. Adhes. 2018, 85, 303–307. [Google Scholar] [CrossRef]
- Künniger, T. A semi-automatic method to determine the wood failure percentage on shear test specimens. Holz Roh Werkst. 2008, 66, 229–232. [Google Scholar] [CrossRef]
- Bockel, S.; Harling, S.; Grönquist, P.; Niemz, P.; Pichelin, F.; Weiland, G.; Konnerth, J. Characterization of wood-adhesive bonds in wet conditions by means of nanoindentation and tensile shear strength. Eur. J. Wood Wood Prod. 2020, 78, 449–459. [Google Scholar] [CrossRef] [Green Version]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wood Species | Affiliation | Origin | Density [g cm−3] | EMC [%] |
|---|---|---|---|---|
| Beech Fagus sylvatica, L. | Hardwood | Germany | 0.68 ± 0.03 | 11.8 ± 0.3 |
| Birch Betula pendula, Roth. | Hardwood | Latvia | 0.64 ± 0.05 | 11.5 ± 0.3 |
| Poplar Populus tremula, L. | Hardwood | Latvia | 0.49 ± 0.04 | 12.1 ± 0.3 |
| Pine Pinus sylvestris, L. | Softwood | Germany | 0.63 ± 0.05 | 13.5 ± 1.0 |
| Larch Larix decidua, Mill. | Softwood | Germany | 0.57 ± 0.04 | 13.8 ± 0.3 |
| Spruce Picea abies, L. | Softwood | Germany | 0.46 ± 0.02 | 12.4 ± 0.5 |
| Adhesives | Density [g cm−3] | Viscosity [mPas] | Mixing Ratio (R:H) | Application [g m−2] | ||
|---|---|---|---|---|---|---|
| R 1 | H | R | H | |||
| MUF | 1.27 | 1.10 | 10,000–25,000 | 1700–3500 | 100:50 | 280, one-sided |
| PRF | 1.16 | 1.18 | 5000–10,000 | 5000–8000 | 100:20 | 380, on both sides |
| PUR | 1.16 | 24,000 | 1-comp., no primer | 140, one-sided | ||
| Material Parameters | Direction | Beech Wood |
|---|---|---|
| Modulus of elasticity [N mm−2] | EX-longitudinal EY-tangential EZ-radial | 14,000 1160 2200 |
| Transverse contraction coefficient Poisson | XY YZ XZ | 0.043 0.71 0.073 |
| Modulus of shear [N mm−2] | XY YZ XZ | 1080 460 1640 |
| Mode I | Mode II | ||
|---|---|---|---|
| Strength [N mm−2] | Fracture energy [J m−2] | Strength [N mm−2] | Fracture energy [J m−2] |
| 6 | 550 | 12 | 1230 |
| No. | n fvc and WFP | Wood Species | Adhesive |
|---|---|---|---|
| 1 | 36 | Beech | MUF |
| 2 | 36 | Beech | PRF |
| 3 | 36 | Beech | PUR |
| 4 | 26 | Birch | MUF |
| 5 | 36 | Birch | PRF |
| 6 | 36 | Birch | PUR |
| 7 | 36 | Poplar | MUF |
| 8 | 36 | Poplar | PRF |
| 9 | 36 | Poplar | PUR |
| 10 | 34 | Pine | MUF |
| 11 | 30 | Pine | PRF |
| 12 | 34 | Pine | PUR |
| 13 | 34 | Larch | MUF |
| 14 | 33 | Larch | PRF |
| 15 | 31 | Larch | PUR |
| 16 | 36 | Spruce | MUF |
| 17 | 36 | Spruce | PRF |
| 18 | 33 | Spruce | PUR |
| Adhesive | MUF | PRF | PUR | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Wood Species | fvc [N mm−2] | fvb [N mm−2] | fva [N mm−2] | fvc [N mm−2] | fvb [N mm−2] | fva [N mm−2] | fvc [N mm−2] | fvb [N mm−2] | fva [N mm−2] |
| Beech | 11.1 (±1.8) | 11.1 (±1.8) | 1.0 (±0.15) | 10.1 (±1.4) | 10.1 (±1.4) | 0.9 (±0.12) | 6.6 (±1.2) | 6.6 (±1.2) | 0.6 (±0.11) |
| Birch | 10.5 (±1.5) | 10.5 (±1.5) | 0.9 (±0.13) | 10.0 (±1.4) | 9.9 (±1.4) | 0.9 (±0.12) | 7.6 (±1.3) | 7.6 (±1.3) | 0.7 (±0.11) |
| Poplar | 9.1 (±1.1) | 9.0 (±1.1) | 0.8 (±0.10) | 8.9 (±1.3) | 8.9 (±1.3) | 0.8 (±0.12) | 7.1 (±1.7) | 7.1 (±1.7) | 0.6 (±0.15) |
| Pine | 7.4 (±1.3) | 7.3 (±1.3) | 0.6 (±0.12) | 8.0 (±1.6) | 8.0 (±1.6) | 0.7 (±0.14) | 6.2 (±1.7) | 6.1 (±1.7) | 0.5 (±0.15) |
| Larch | 8.6 (±1.0) | 8.6 (±1.0) | 0.8 (±0.08) | 7.9 (±1.5) | 7.8 (±1.5) | 0.7 (±0.13) | 7.1 (±1.4) | 7.0 (±1.4) | 0.6 (±0.12) |
| Spruce | 11.1 (±1.8) | 11.1 (±1.8) | 1.0 (±0.15) | 10.1 (±1.4) | 10.1 (±1.4) | 0.9 (±0.12) | 6.6 (±1.2) | 6.6 (±1.2) | 0.6 (±0.11) |
| Shear–Tensile Strength | Wood failure Percentage | |||
|---|---|---|---|---|
| Main Effect/ 2W Interaction | F-Value | p-Value | F-Value | p-Value |
| Wood species | 95.79 | 2.50 × 10−74 | 81.26 | 3.41 × 10−65 |
| Adhesive | 117.08 | 9.93 × 10−44 | 61.30 | 5.74 × 10−25 |
| Wood × adhesive | 21.27 | 1.09 × 10−16 | 7.05 | 1.56 × 10−10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stolze, H.; Gurnik, M.; Kegel, S.; Bollmus, S.; Militz, H. Determination of the Bonding Strength of Finger Joints Using a New Test Specimen Geometry. Processes 2023, 11, 445. https://doi.org/10.3390/pr11020445
Stolze H, Gurnik M, Kegel S, Bollmus S, Militz H. Determination of the Bonding Strength of Finger Joints Using a New Test Specimen Geometry. Processes. 2023; 11(2):445. https://doi.org/10.3390/pr11020445
Chicago/Turabian StyleStolze, Hannes, Michael Gurnik, Sebastian Kegel, Susanne Bollmus, and Holger Militz. 2023. "Determination of the Bonding Strength of Finger Joints Using a New Test Specimen Geometry" Processes 11, no. 2: 445. https://doi.org/10.3390/pr11020445
APA StyleStolze, H., Gurnik, M., Kegel, S., Bollmus, S., & Militz, H. (2023). Determination of the Bonding Strength of Finger Joints Using a New Test Specimen Geometry. Processes, 11(2), 445. https://doi.org/10.3390/pr11020445