High-Efficiency Stepped Separation and Recoveries of Vanadium and Molybdenum via Low-Temperature Carbonation Conversion of High-Chromium Vanadium Residue

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
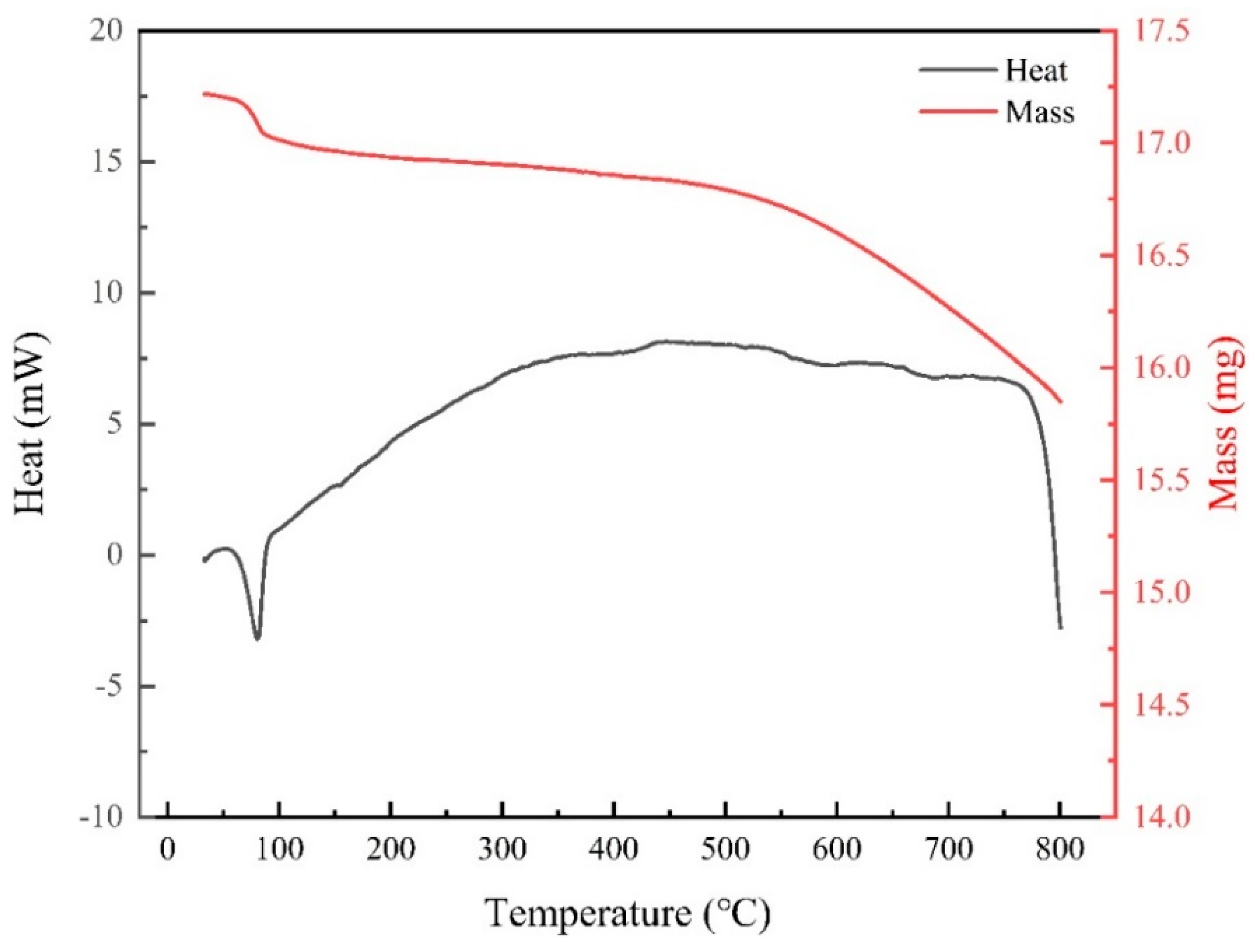
2.2.1. Phase Transition and Release of Vanadium and Molybdenum
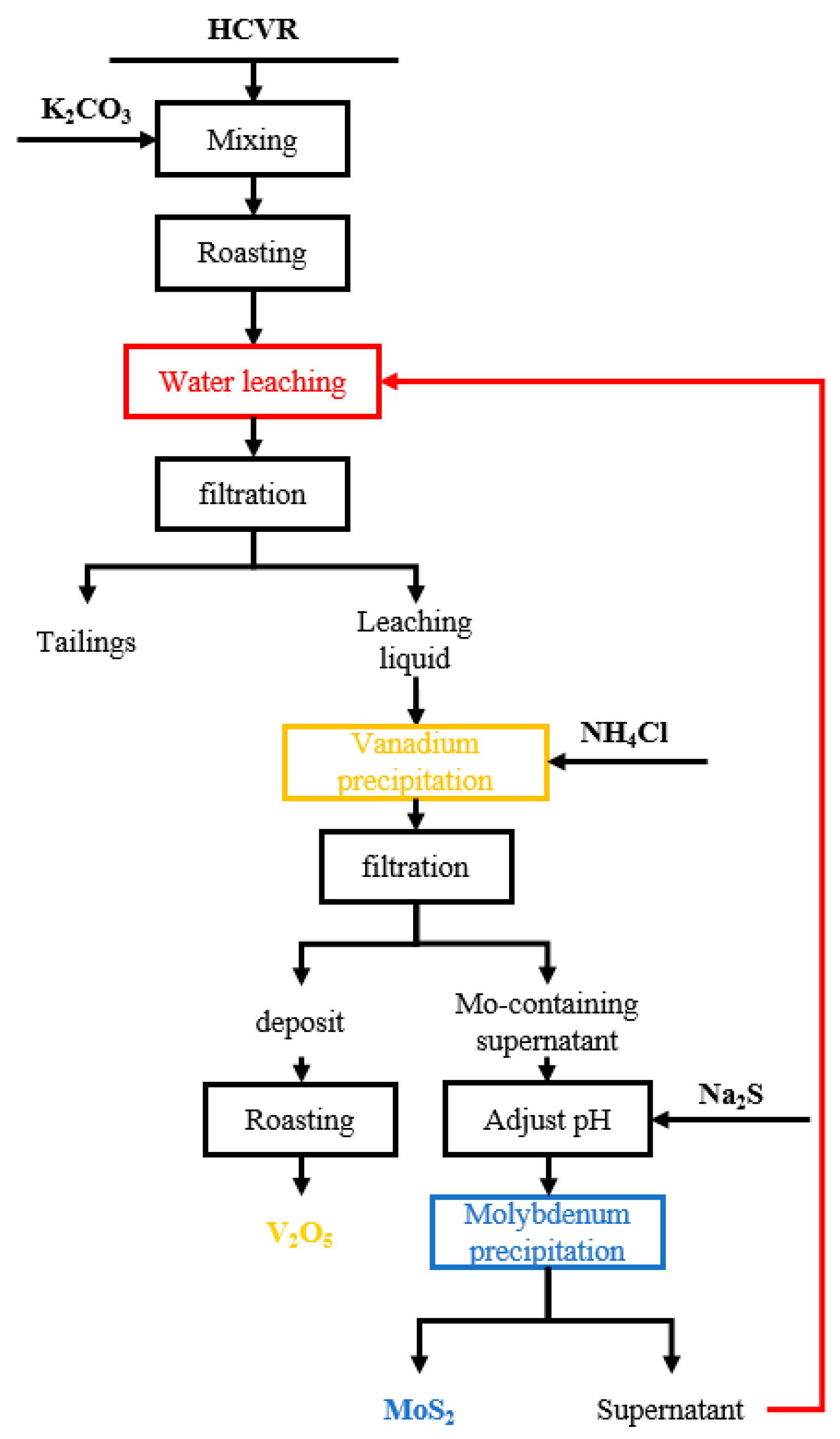
2.2.2. Selective Separation and Recoveries of Vanadium and Molybdenum
2.3. Characterization
3. Results and Discussion
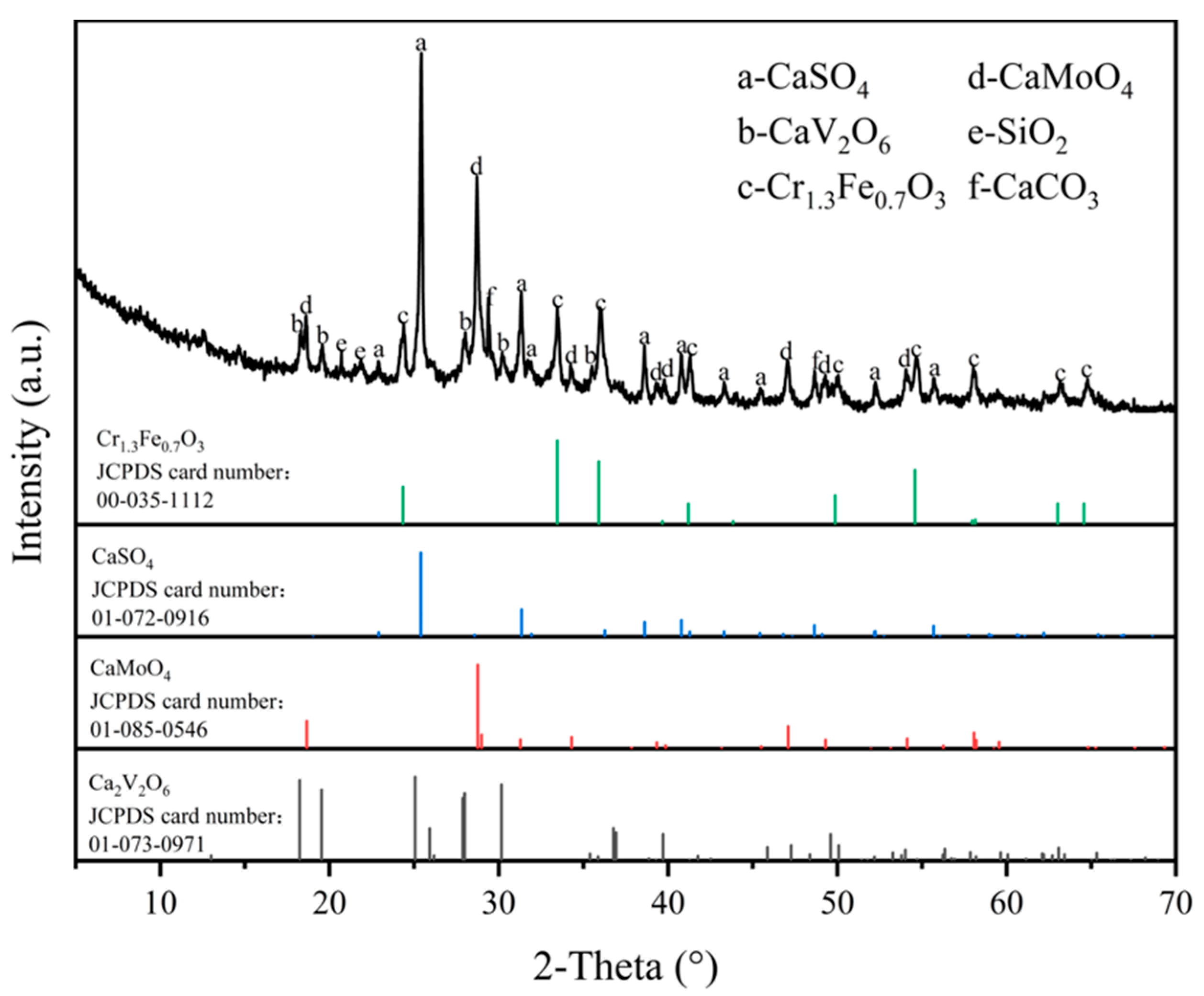
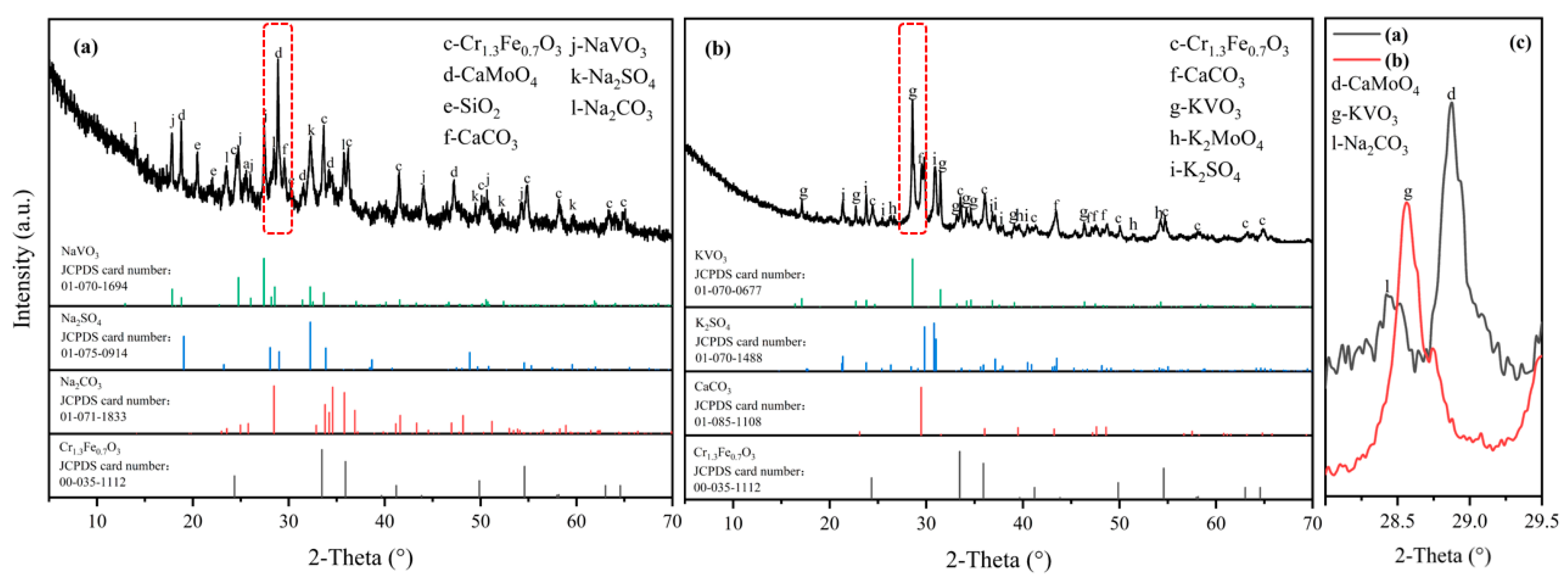
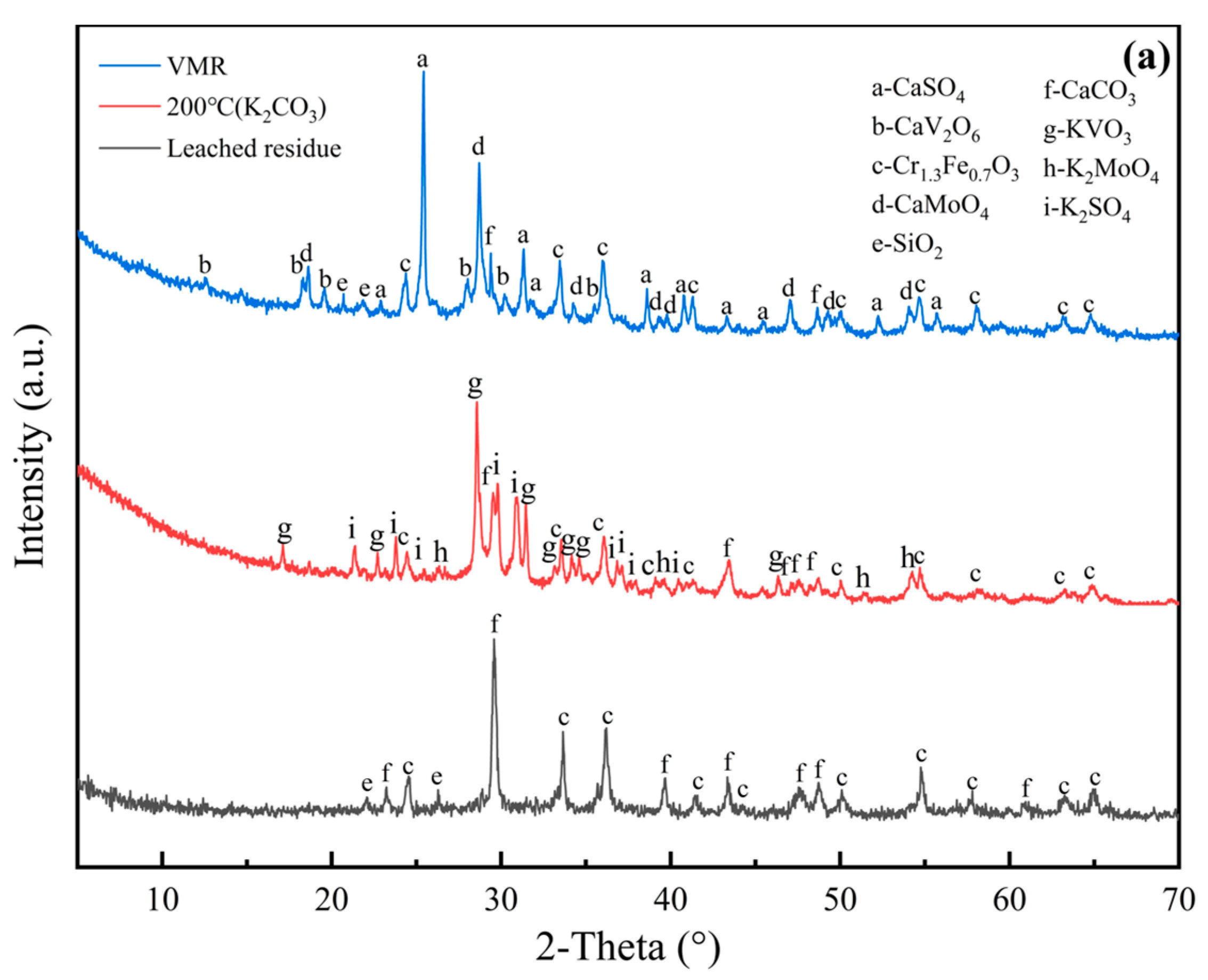
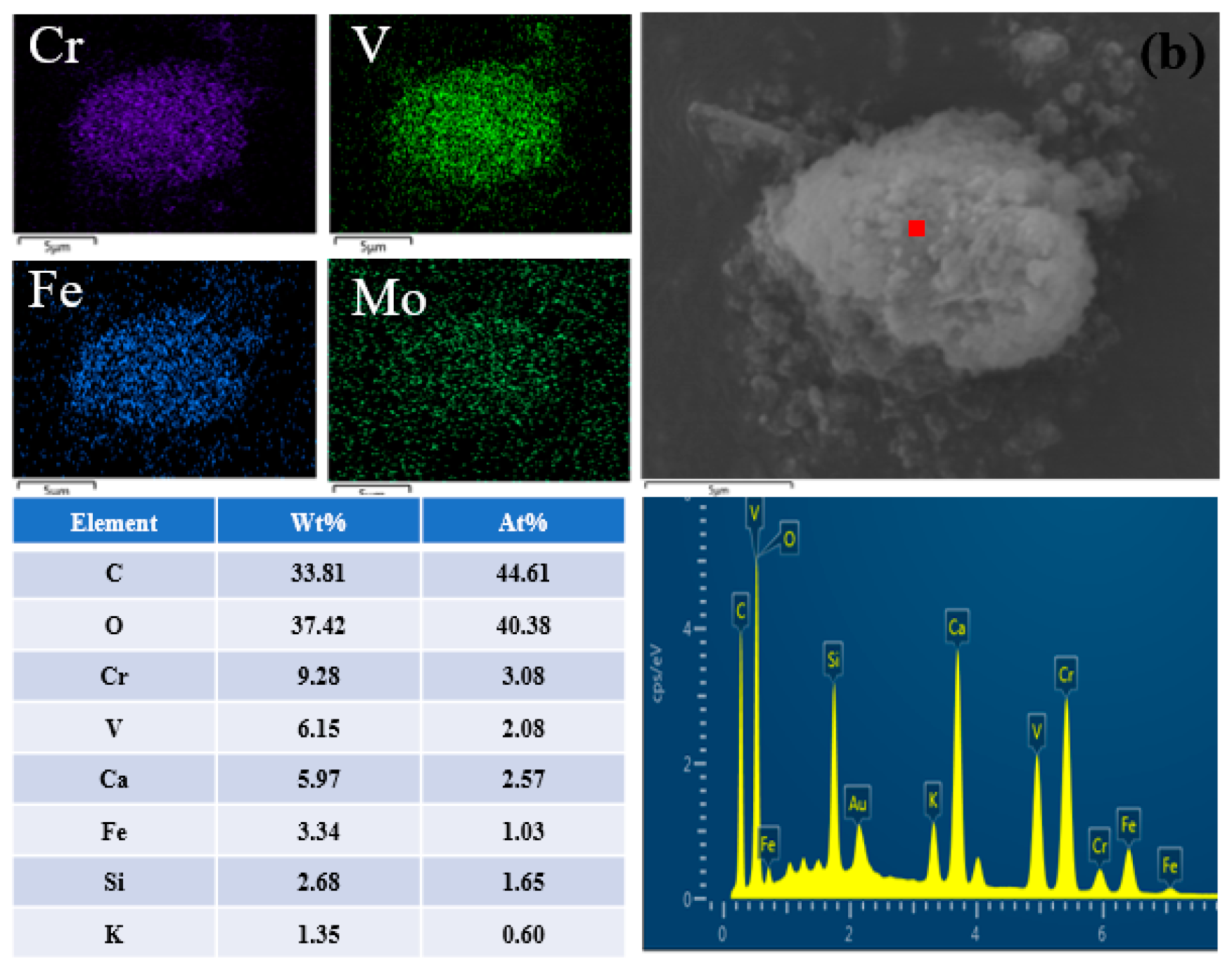
3.1. Phase Transformation of Vanadium and Molybdenum and Separation of Chromium
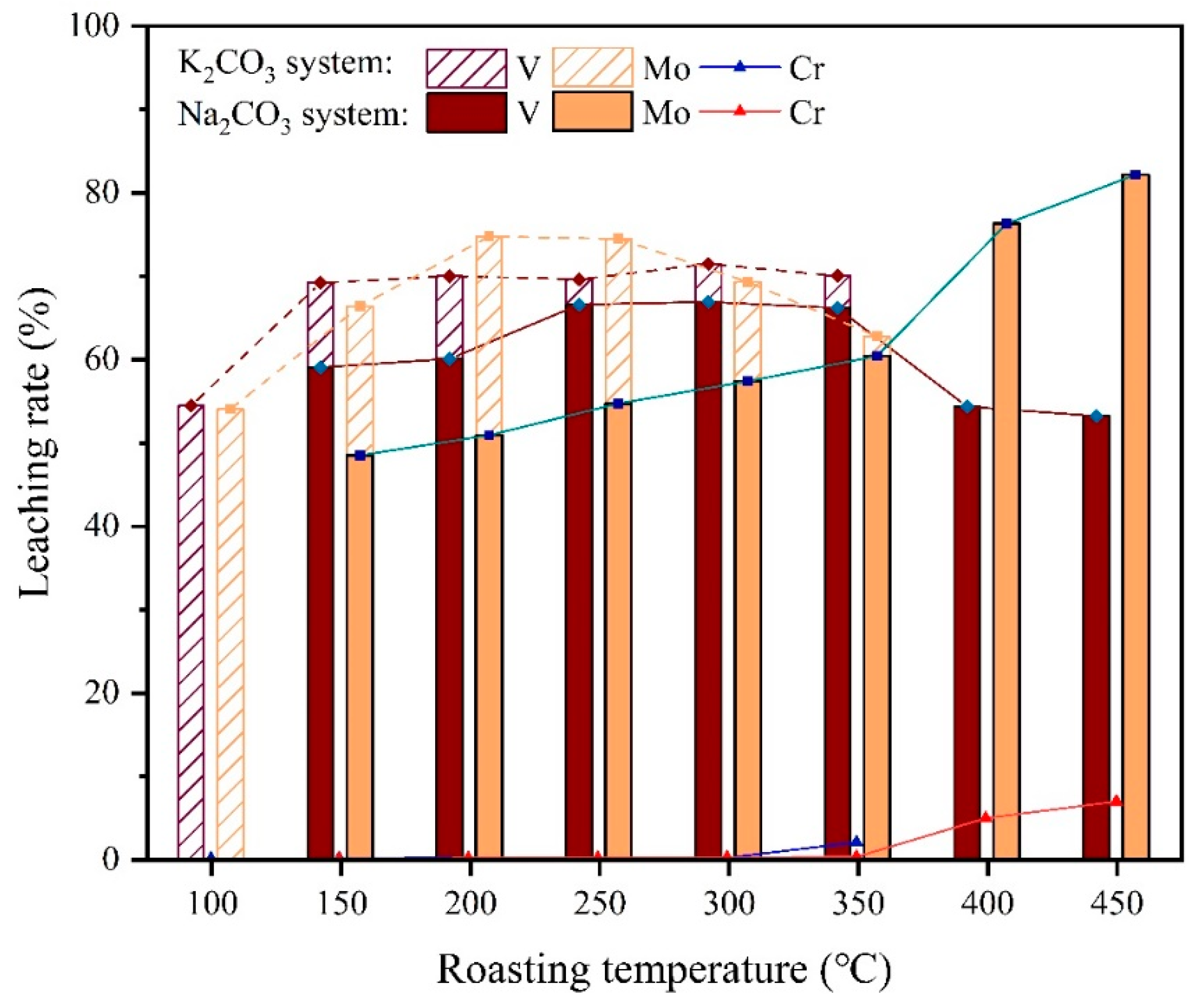
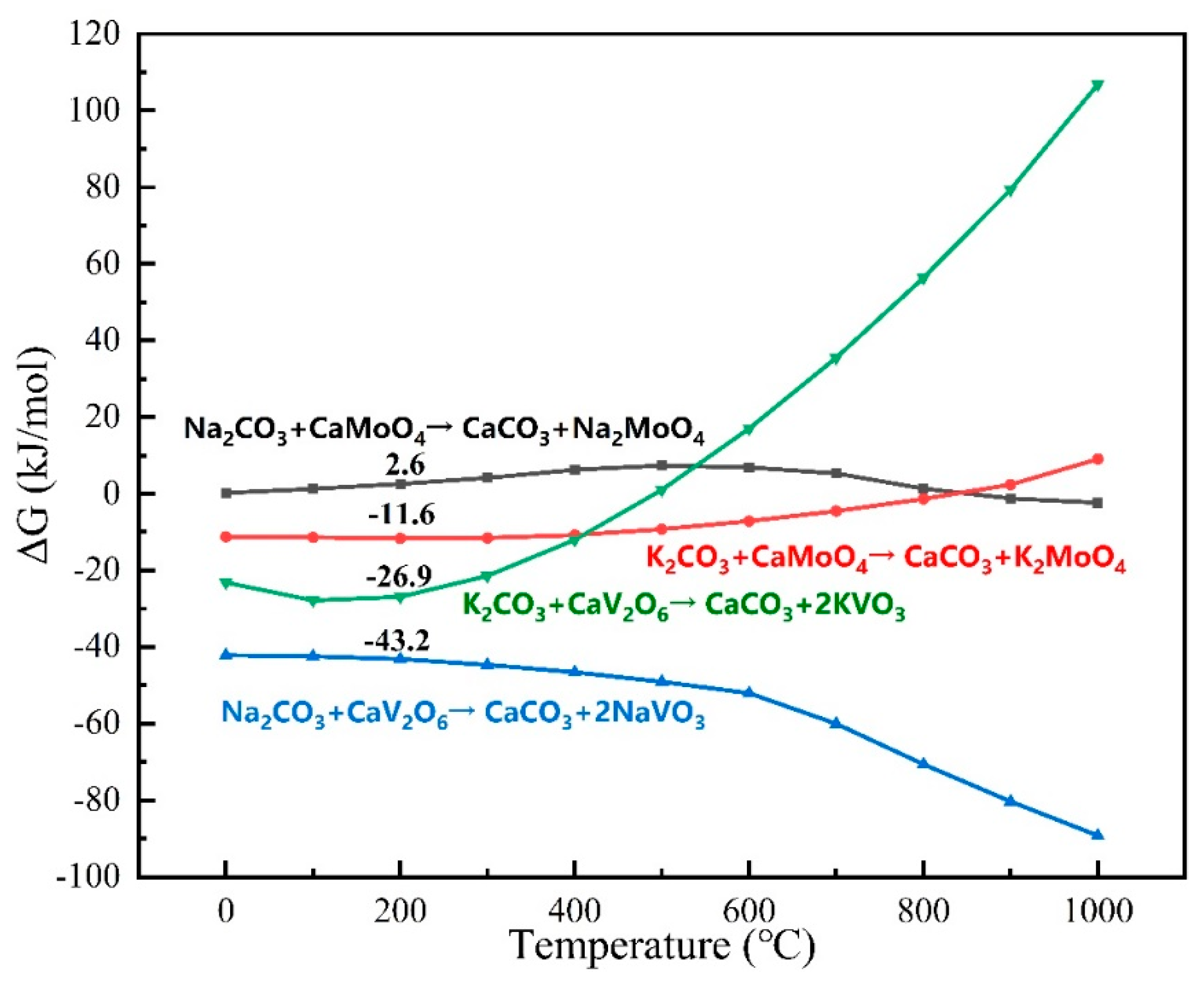
3.1.1. Effect of Temperature
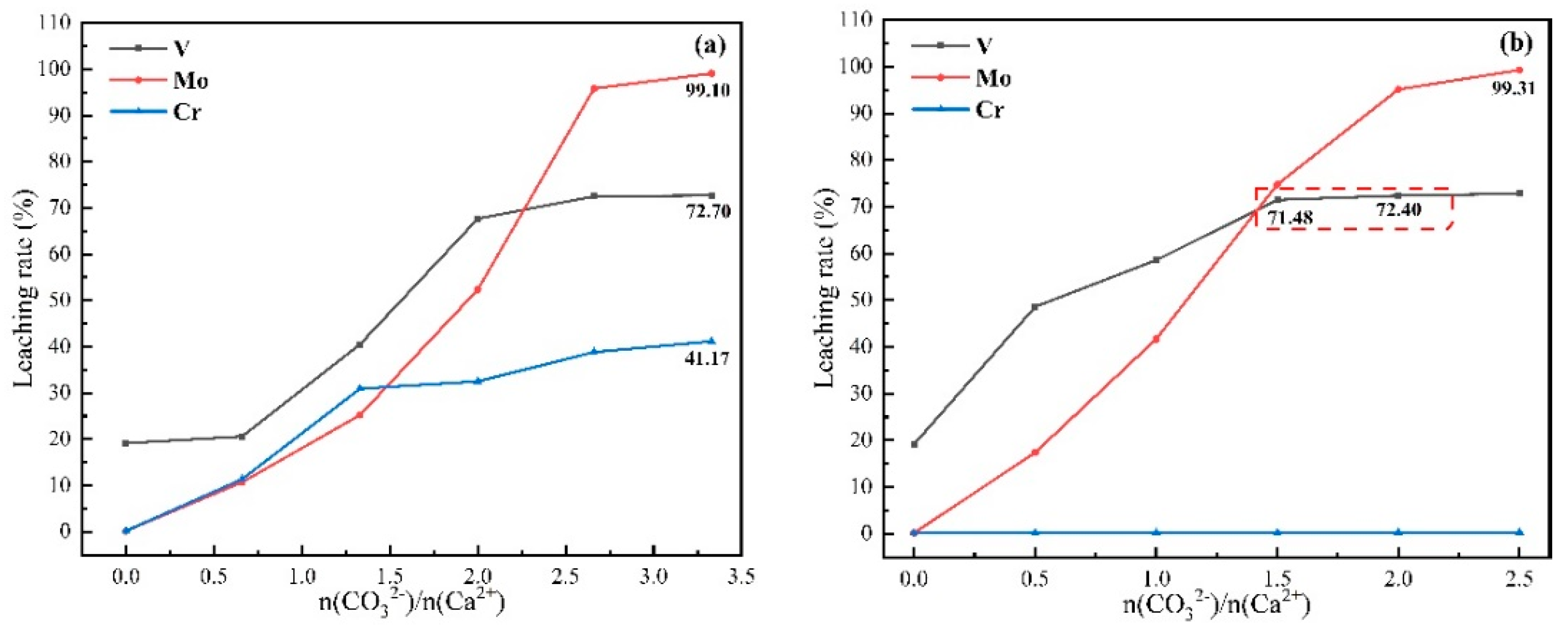
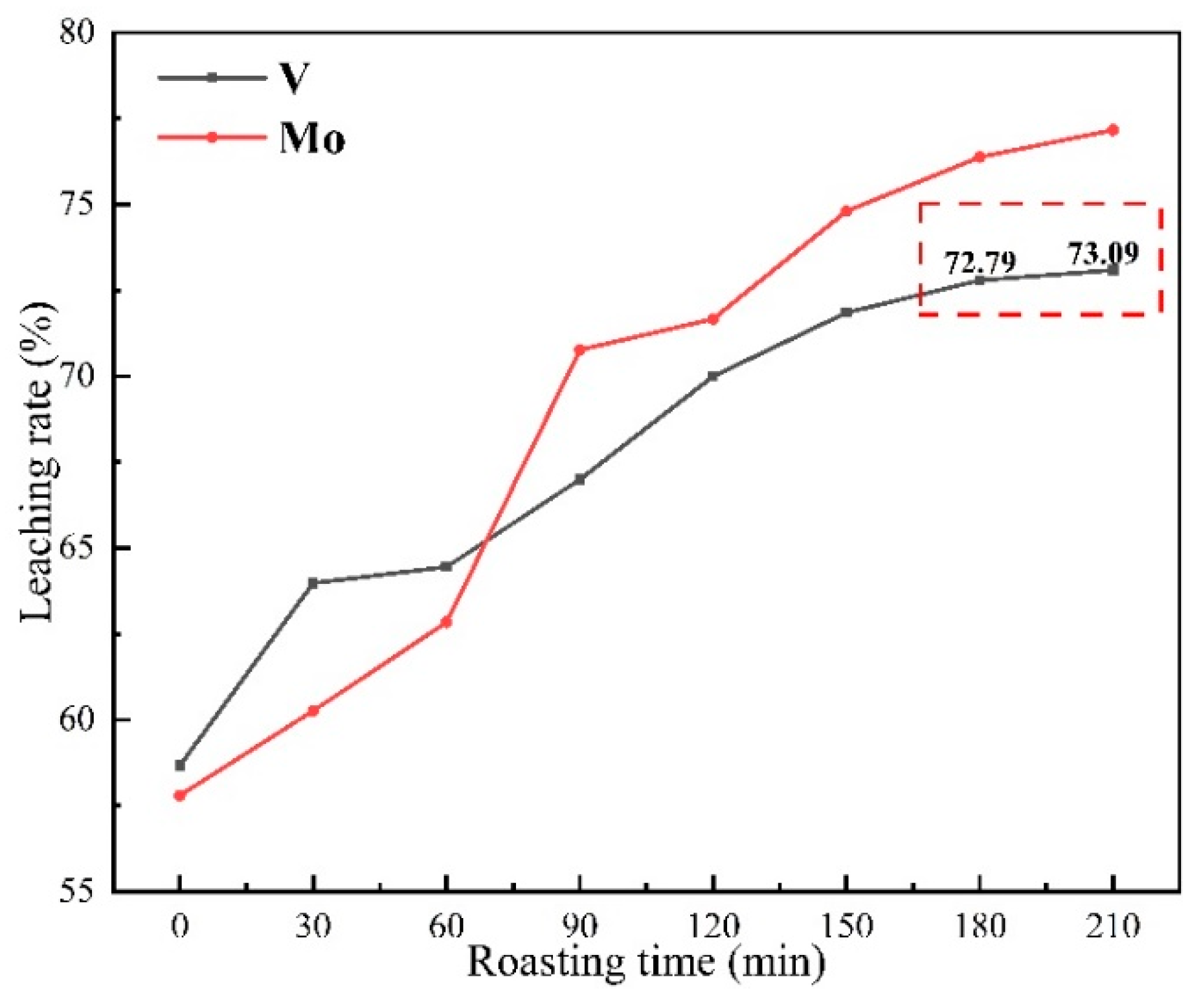
3.1.2. Effect of Dosage and Time
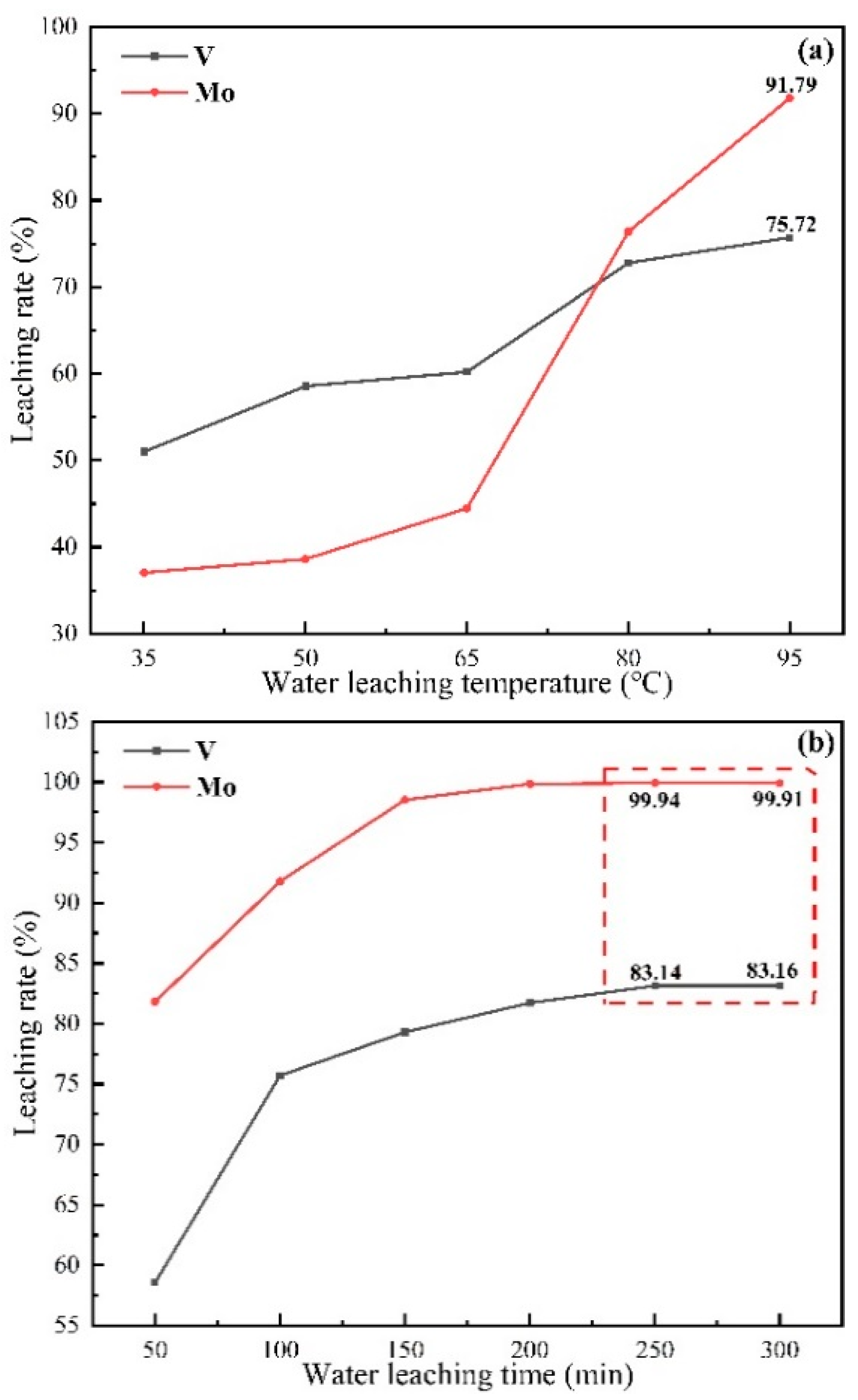
3.1.3. Effect of Leaching Temperature and Time
3.2. Recovery of Vanadium and Molybdenum from a Weakly Alkaline Solution
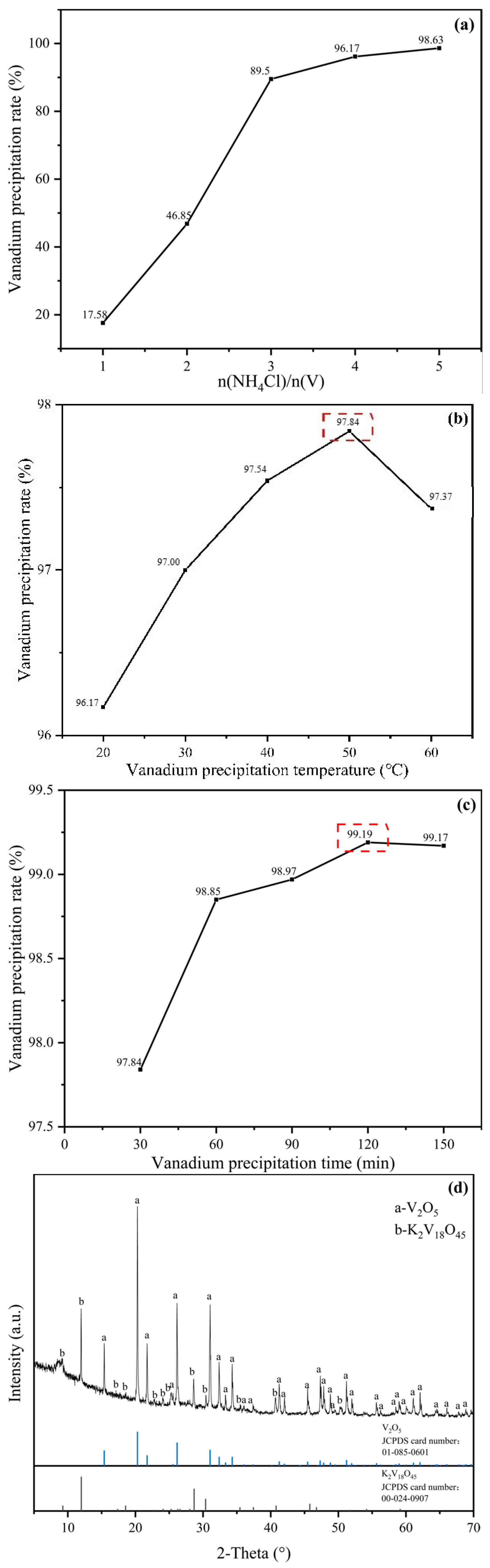
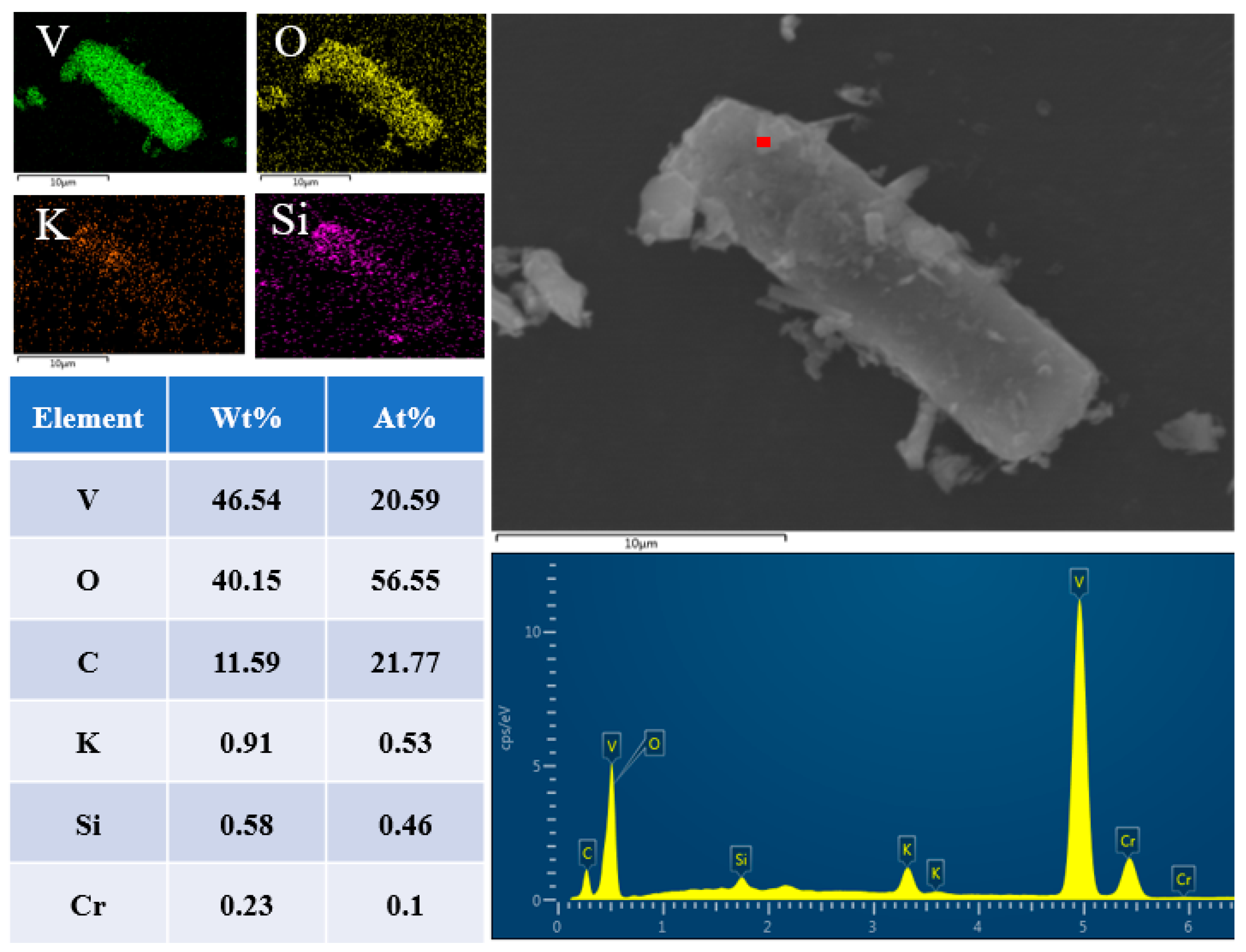
3.2.1. Separation of Vanadium and Molybdenum and Recovery of Vanadium
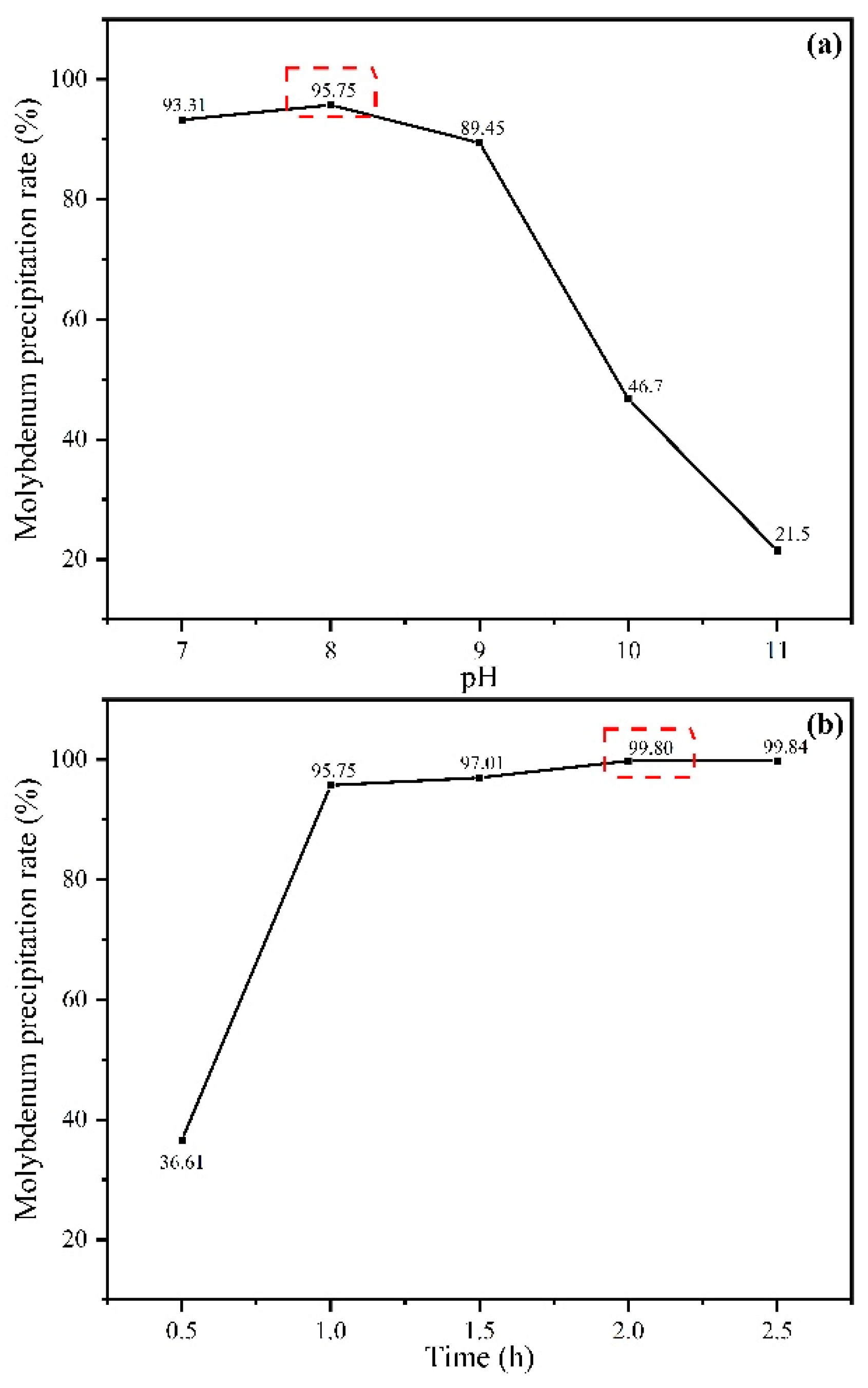
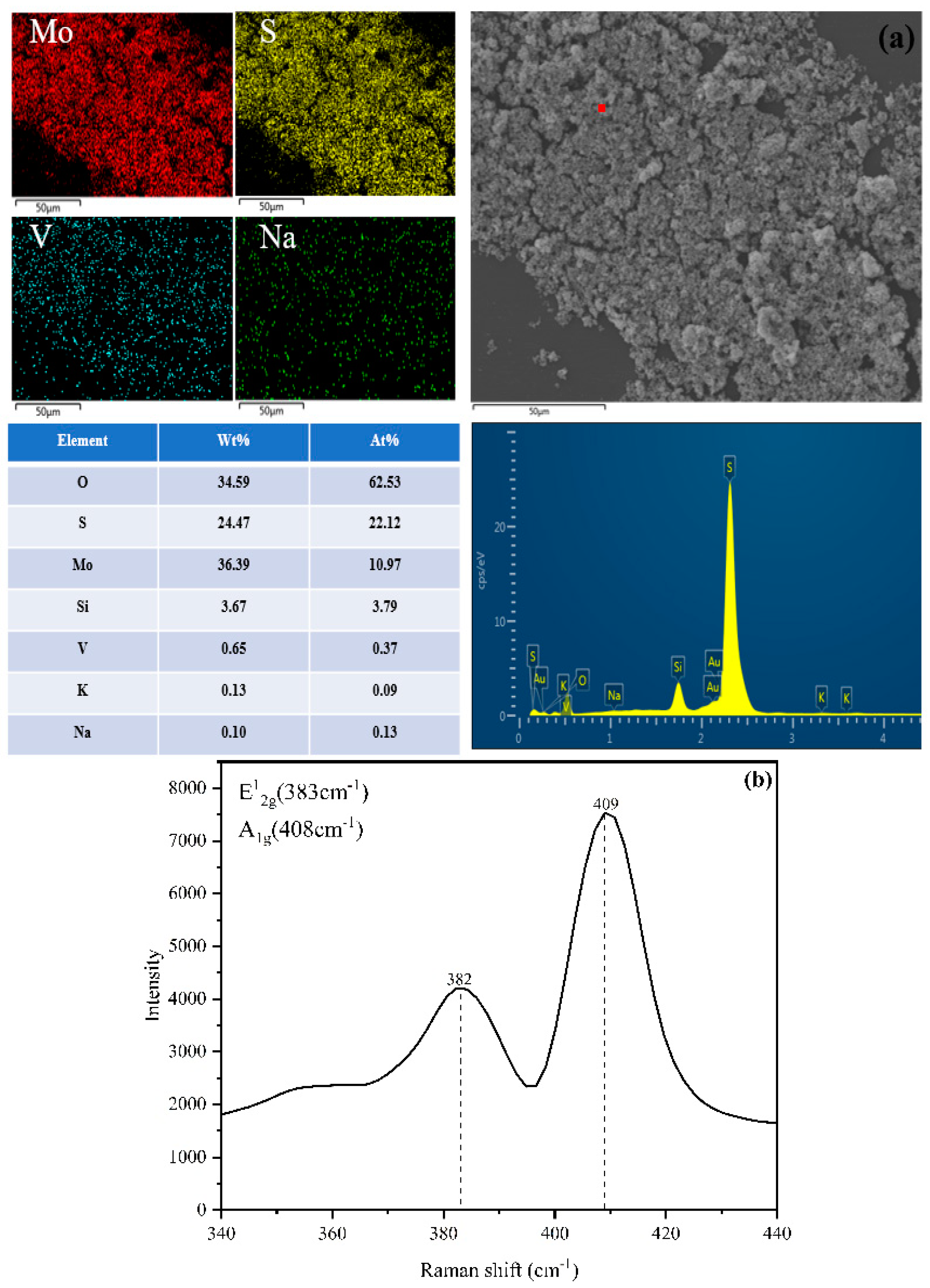
3.2.2. Recovery of Molybdenum
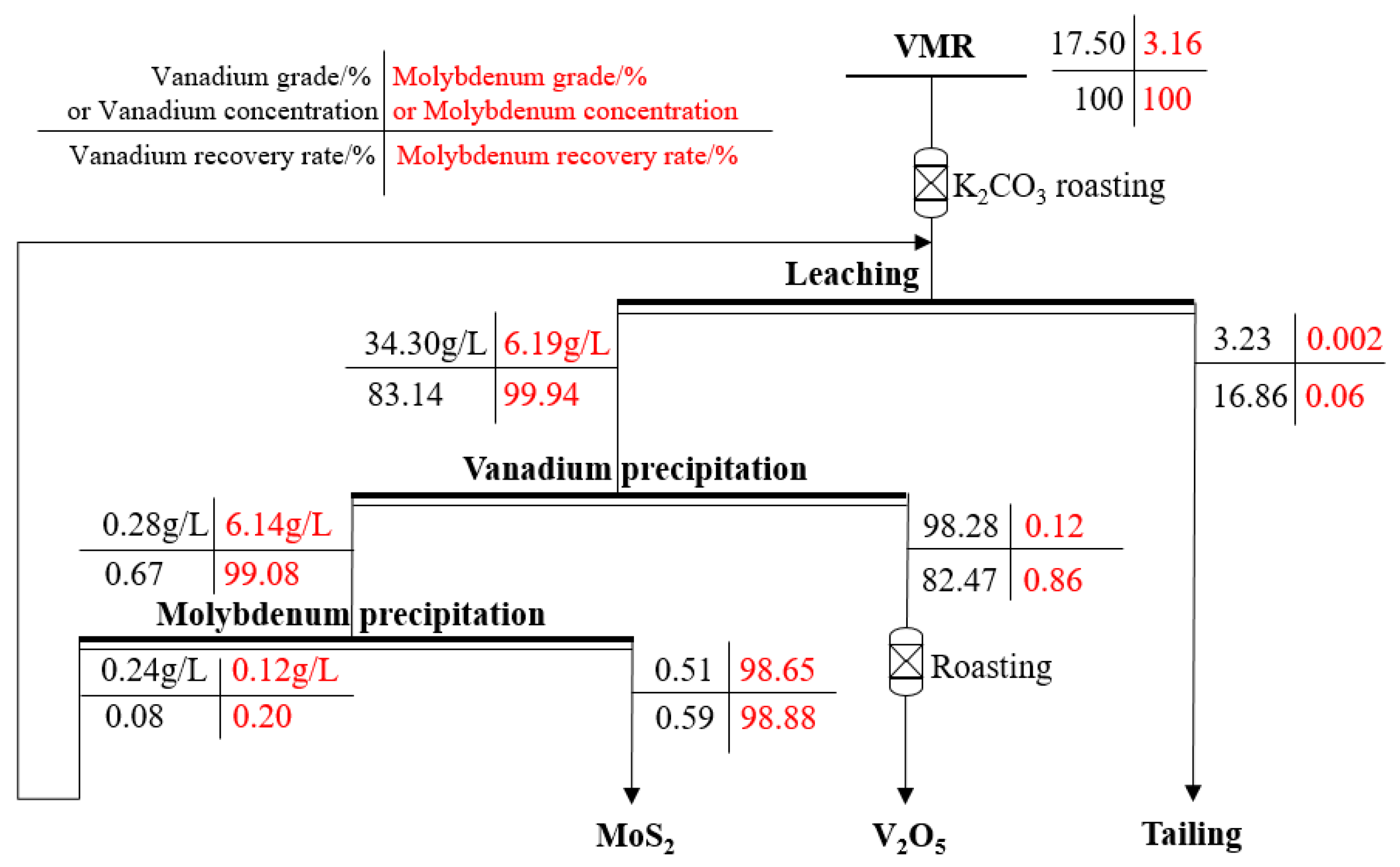
3.2.3. Quantity–Quality Flowsheet of the Recovered V and Mo
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhang, Y.-M.; Bao, S.-X.; Liu, T.; Chen, T.-J.; Huang, J. The technology of extracting vanadium from stone coal in China: History, current status and future prospects. Hydrometallurgy 2011, 109, 116–124. [Google Scholar] [CrossRef]
- Xue, N.-N.; Zhang, Y.-M.; Liu, T.; Huang, J.; Zheng, Q.-S. Effects of hydration and hardening of calcium sulfate on muscovite dissolution during pressure acid leaching of black shale. J. Clean. Prod. 2017, 149, 989–998. [Google Scholar] [CrossRef]
- Zhang, G.; Zhang, Y.; Bao, S.; Yuan, Y.; Jian, X.; Li, R. Selective vanadium extraction from vanadium bearing ferro-phosphorus via roasting and pressure hydrogen reduction. Sep. Purif. Technol. 2019, 220, 293–299. [Google Scholar] [CrossRef]
- Wen, J.; Jiang, T.; Wang, J.; Gao, H.; Lu, L. An efficient utilization of high chromium vanadium slag: Extraction of vanadium based on manganese carbonate roasting and detoxification processing of chromium-containing tailings. J. Hazard. Mater. 2019, 378, 120733. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Zhang, Y.-M.; Huang, J.; Liu, T. Vanadium(IV) solvent extraction enhancement in high acidity using di-(2-ethylhexyl)phosphoric acid with [Cl−] present: An experimental and theoretical study. Front. Chem. Sci. Eng. 2022, 1–12. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, Y.-M.; Huang, J.; Liu, T.; Wang, Y.-P. Coordination extraction for separating vanadium and impurities from black shale HCl leachate at low pH using D2EHPA and EHEHPA mixture. Sep. Purif. Technol. 2022, 302, 122088. [Google Scholar] [CrossRef]
- Henckens, M.; Driessen, P.; Worrell, E. Molybdenum resources: Their depletion and safeguarding for future generations. Resour. Conserv. Recycl. 2018, 134, 61–69. [Google Scholar] [CrossRef]
- Baritto, M.; Oni, A.; Kumar, A. The development of a techno-economic model for the assessment of vanadium recovery from bitumen upgrading spent catalyst. J. Clean. Prod. 2022, 363, 132376. [Google Scholar] [CrossRef]
- Chen, B.; Wang, M.; Huang, S.; Ge, Q.; Wang, X.; Sun, B. Extraction of vanadium from V-Cr bearing reduced residue by selective oxidation combined with alkaline leaching. Can. Met. Q. 2018, 57, 434–438. [Google Scholar] [CrossRef]
- Chen, B.; Huang, S.; Liu, B.; Ge, Q.; Wang, M.; Wang, X. Separation and recovery of vanadium and chromium from acidic leach solution of V-Cr-bearing reducing slag. J. Environ. Chem. Eng. 2017, 5, 4702–4706. [Google Scholar] [CrossRef]
- Wen, J.; Jiang, T.; Zhou, W.; Gao, H.; Xue, X. A cleaner and efficient process for extraction of vanadium from high chromium vanadium slag: Leaching in (NH4)2SO4-H2SO4 synergistic system and NH4+ recycle. Sep. Purif. Technol. 2019, 216, 126–135. [Google Scholar] [CrossRef]
- Teng, A.; Xue, X. A novel roasting process to extract vanadium and chromium from high chromium vanadium slag using a NaOH-NaNO3 binary system. J. Hazard. Mater. 2019, 379, 120805–120814. [Google Scholar] [CrossRef] [PubMed]
- Wen, J.; Jiang, T.; Sun, H.; Yu, T.; Li, M.; Peng, Y. Investigation on separation principle of vanadium and chromium among Fe2VO4-CaO-FeCr2O4 system: Simplify and simulate calcification roasting process of vanadium-chromium slag. J. Ind. Eng. Chem. 2022, 115, 378–389. [Google Scholar] [CrossRef]
- Wang, M.; Chen, B.; Huang, S.; Wang, X.; Liu, B.; Ge, Q.; Xie, S. A novel technology for vanadium and chromium recovery from V-Cr-bearing reducing slag. Hydrometallurgy 2017, 171, 116–122. [Google Scholar] [CrossRef]
- Yang, Y.; Ye, Y.; Zhang, C.; Yang, H. Study on extracting technology of vanadium and chromium by acid leaching, Inorg. Chem. Ind. 2014, 46, 59–61. [Google Scholar]
- Yin, R.; Chen, L.; Qin, Z.; Xiao, H.; Weng, D.; Liang, B.; Wang, Z.; Luo, D. A novel complexation method for separation and recovery of low valence vanadium, iron and chromium from sulfuric acid solution. J. Clean. Prod. 2022, 373, 133640. [Google Scholar] [CrossRef]
- Wen, J.; Jiang, T.; Xu, Y.; Cao, J.; Xue, X. Efficient extraction and separation of vanadium and chromium in high chromium vanadium slag by sodium salt roasting-(NH4)2SO4 leaching. J. Ind. Eng. Chem. 2018, 71, 327–335. [Google Scholar] [CrossRef]
- Fan, H.; Duan, H.; He, W.; Chen, D.; Liu, T.; Long, M.; Xu, P. Sequential extraction of vanadium and chromium from chromium-bearing vanadium slag through two-stage soda roasting-water leaching. Met. Res. Technol. 2018, 115, 607. [Google Scholar] [CrossRef]
- Cheng, J.; Li, H.-Y.; Chen, X.-M.; Hai, D.; Diao, J.; Xie, B. Eco-friendly chromium recovery from hazardous chromium-containing vanadium extraction tailings via low-dosage roasting. Process. Saf. Environ. Prot. 2022, 164, 818–826. [Google Scholar] [CrossRef]
- Wen, J.; Jiang, T.; Gao, H.; Zhou, W.; Xu, Y.; Zheng, X.; Liu, Y.; Xue, X. An efficient utilization of chromium–containing vanadium tailings: Extraction of chromium by soda roasting–water leaching and preparation of chromium oxide. J. Environ. Manag. 2019, 244, 119–126. [Google Scholar] [CrossRef]
- Zhang, X.; Meng, F.; Zhu, Z.; Chen, D.; Zhao, H.; Liu, Y.; Zhen, Y.; Qi, T.; Zheng, S.; Wang, M.; et al. A novel process to prepare high-purity vanadyl sulfate electrolyte from leach liquor of sodium-roasted vanadium slag. Hydrometallurgy 2021, 208, 105805. [Google Scholar] [CrossRef]
- Ying, Z.; Song, Y.; Zhu, K.; Wu, G.; Ju, Y.; Wei, Q.; Ren, X. A cleaner and sustainable method to recover vanadium and chromium from the leaching solution based on solvent extraction. J. Environ. Chem. Eng. 2022, 10, 107384. [Google Scholar] [CrossRef]
- Liu, C.; Ji, H.; Liu, J.; Liu, P.; Zeng, G.; Luo, X.; Guan, Q.; Mi, X.; Li, Y.; Zhang, J.; et al. An emission-free controlled potassium pyrosulfate roasting-assisted leaching process for selective lithium recycling from spent Li-ion batteries. Waste Manag. 2022, 153, 52–60. [Google Scholar] [CrossRef] [PubMed]
- Ye, L.; Ouyang, Z.; Chen, Y.; Liu, S. Recovery of rhenium from tungsten-rhenium wire by alkali fusion in KOH-K2CO3 binary molten salt. Int. J. Refract. Met. Hard Mater. 2019, 87, 105148. [Google Scholar] [CrossRef]
- Li, H.-Y.; Wang, C.; Lin, M.; Guo, Y.; Xie, B. Green one-step roasting method for efficient extraction of vanadium and chromium from vanadium-chromium slag. Powder Technol. 2020, 360, 503–508. [Google Scholar] [CrossRef]
- Xiong, P.; Zhang, Y.; Bao, S.; Huang, J. Precipitation of vanadium using ammonium salt in alkaline and acidic media and the effect of sodium and phosphorus. Hydrometallurgy 2018, 180, 113–120. [Google Scholar] [CrossRef]
- Navarro, R.; Guzmán-Pantoja, J.; Saucedo, I.; Revilla, J.; Guibal, E. Vanadium recovery from oil fly ash by leaching, precipitation and solvent extraction processes. Waste Manag. 2007, 27, 425–438. [Google Scholar] [CrossRef]
- Chen, B.; Bao, S.; Zhang, Y.; Ren, L. A novel and sustainable technique to precipitate vanadium from vanadium-rich solutions via efficient ultrasound irradiation. J. Clean. Prod. 2022, 339, 130755. [Google Scholar] [CrossRef]
- Du, G.; Sun, Z.; Xian, Y.; Jing, H.; Chen, H.; Yin, D. The nucleation kinetics of ammonium metavanadate precipitated by ammonium chloride. J. Cryst. Growth 2016, 441, 117–123. [Google Scholar] [CrossRef]
- YB/T 5304-2011; Vanadium Pentoxide. Chinese Standard: Beijing, China, 2011.
- GB/T 23271-2009; Molybdenum Disulfide. Chinese Standard: Beijing, China, 2009.
- Li, Y.; Nakamura, R. Structural change of molybdenum sulfide facilitates the electrocatalytic hydrogen evolution reaction at neutral pH as revealed by in situ Raman spectroscopy. Chin. J. Catal. 2018, 39, 401–406. [Google Scholar] [CrossRef]
- Kaur, N.; Mir, R.A.; Pandey, O. A novel study on soft ferromagnetic nature of nano molybdenum sulphide (MoS2). Phys. B Condens. Matter 2019, 574, 411684. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compositions | V2O5 | CaO | Cr2O3 | SiO2 | SO3 |
|---|---|---|---|---|---|
| Content | 31.23 | 16.39 | 15.13 | 8.16 | 6.66 |
| Compositions | Fe2O3 | MoO3 | Na2O | Al2O3 | MgO |
| Content | 5.76 | 4.74 | 1.96 | 0.89 | 0.59 |
| Compositions | V2O5 | Si | Fe | P | S | As | Na2O + K2O |
|---|---|---|---|---|---|---|---|
| V2O5 (98% standard *) | >98 | 0.25< | 0.30< | 0.05< | 0.03< | 0.02< | 1.5< |
| V2O5 product | 98.28 | 0.0005 | 0.0373 | 0.0005 | 0.0027 | 0.0005 | 1.43 |
| Compositions | MoS2 | Total Insolubles | Fe | Pb | MoO3 | SiO2 | H2O |
|---|---|---|---|---|---|---|---|
| MoS2 (98% standard *) | >98 | 0.65< | 0.30< | 0.02< | 0.20< | 0.20< | 0.20< |
| MoS2 product | 98.65 | 0.31 | 0.034 | 0.001 | 0.03 | 0.069 | 0.18 |
| Reagents | Roasting Temperature | Recovery | V Precipitation Pretreatment | Production Purity | Ref. |
|---|---|---|---|---|---|
| K2CO3 | 200 °C | V:82.47% | - | V2O5:98.28% | This work |
| Mo:98.88% | MoS2:98.65% | ||||
| Na2CO3 | 850 °C | V:89% | Adjust pH | V2O5:91.49% | [17] |
| Cr:95% | Cr2O3:89.89% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Xue, N.; Zhang, Y.; Zheng, Q. High-Efficiency Stepped Separation and Recoveries of Vanadium and Molybdenum via Low-Temperature Carbonation Conversion of High-Chromium Vanadium Residue. Processes 2023, 11, 470. https://doi.org/10.3390/pr11020470
Zhang J, Xue N, Zhang Y, Zheng Q. High-Efficiency Stepped Separation and Recoveries of Vanadium and Molybdenum via Low-Temperature Carbonation Conversion of High-Chromium Vanadium Residue. Processes. 2023; 11(2):470. https://doi.org/10.3390/pr11020470
Chicago/Turabian StyleZhang, Jiahao, Nannan Xue, Yimin Zhang, and Qiushi Zheng. 2023. "High-Efficiency Stepped Separation and Recoveries of Vanadium and Molybdenum via Low-Temperature Carbonation Conversion of High-Chromium Vanadium Residue" Processes 11, no. 2: 470. https://doi.org/10.3390/pr11020470
APA StyleZhang, J., Xue, N., Zhang, Y., & Zheng, Q. (2023). High-Efficiency Stepped Separation and Recoveries of Vanadium and Molybdenum via Low-Temperature Carbonation Conversion of High-Chromium Vanadium Residue. Processes, 11(2), 470. https://doi.org/10.3390/pr11020470