


Numerical Simulation of Pre-Reduction for a New Process of Acid Production from Phosphogypsum by Gas Sulfur Reduction


Abstract
:1. Introduction
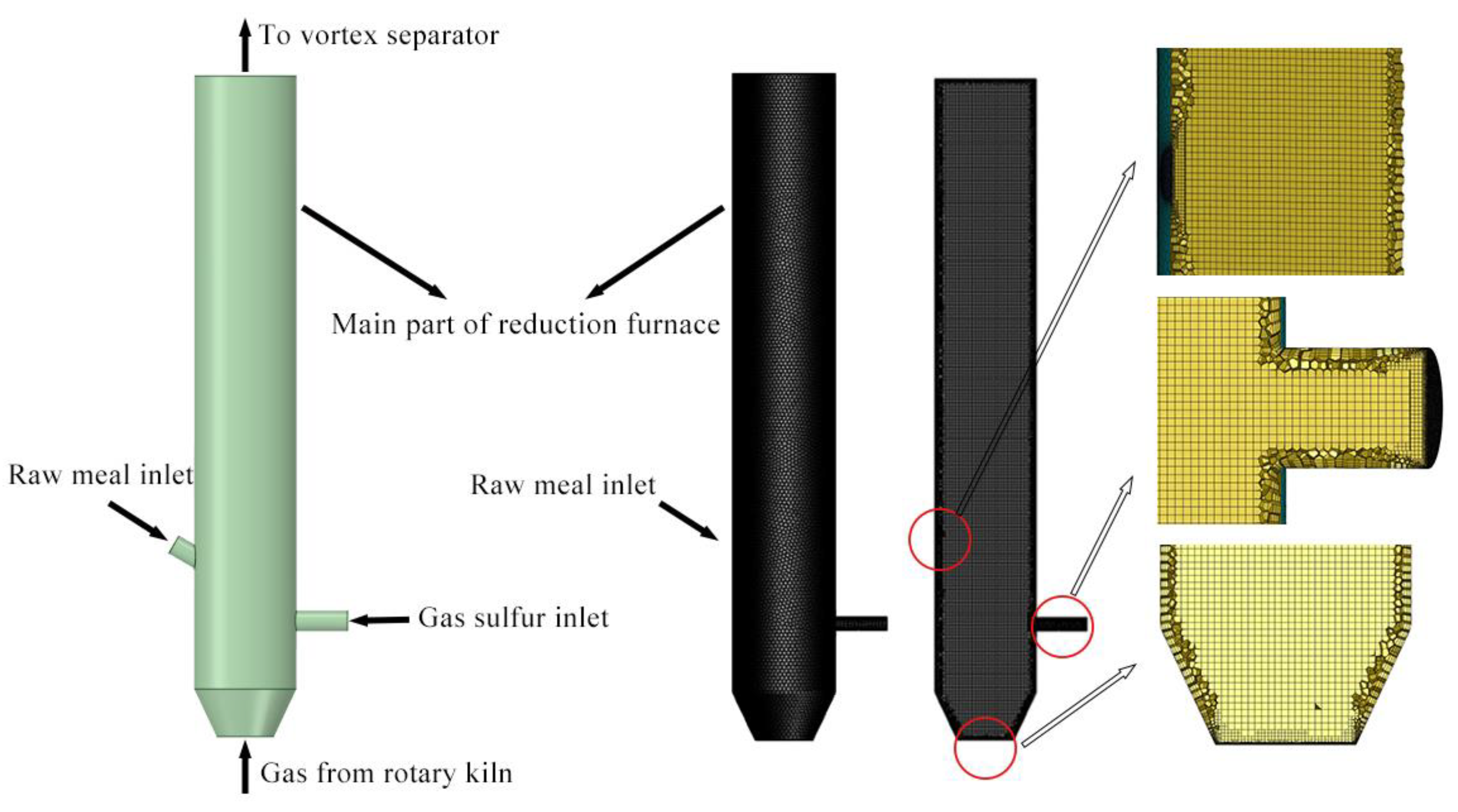
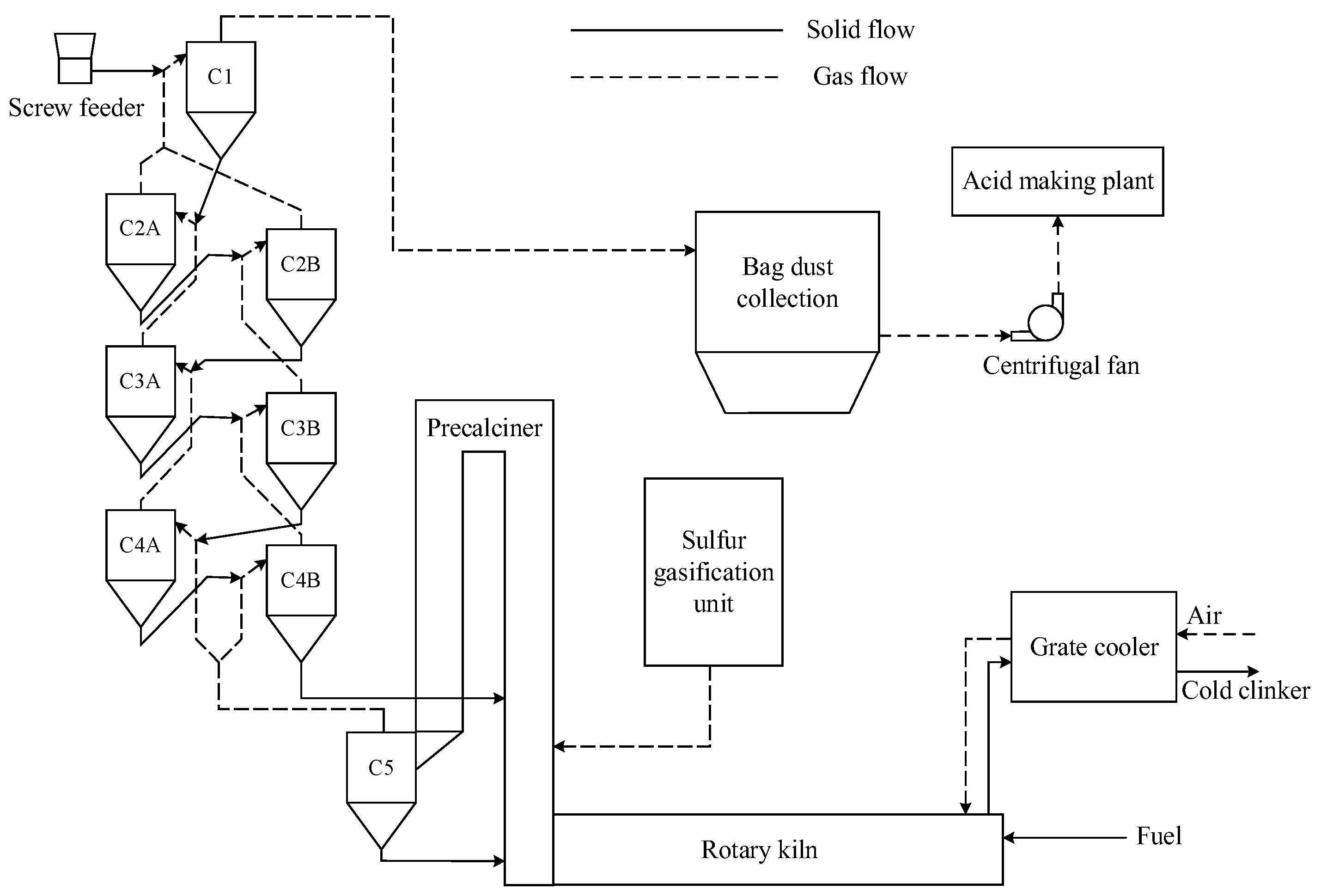
2. Physical Model
3. Mathematical Models and Numerical Solution Methods
3.1. Research Hypothesis
- (1)
- Select a pressure based solver, and the flow field is steady, i.e., during the stable operation of the reduction furnace, the variable parameters do not change with time in the reversing cycle.
- (2)
- Except for all the inlets and outlets such as the kiln tail gas inlet, gas sulfur inlet, and raw meal inlet, the other parts of the reduction furnace are modelled with non-slip wall and no energy loss conditions.
- (3)
- The fluid flow is viscous Newtonian fluid turbulent flow.
- (4)
- Some of the physical parameters of the flue gas in the reduction furnace, such as the specific heat capacity and thermal conductivity, are set using the default values.
- (5)
- The flow in the flow field occurs in a hot environment, heat and mass transfer between the gas and solid phases is considered, and viscous heat is ignored.
- (6)
- The composition of the raw meal particles is simplified as calcium sulfate, and the main chemical reaction occurring in the reduction furnace is the reaction of the gas sulfur and calcium sulfate.
- (7)
- Both gas and solids flow out of the calculation area from the outlet.
3.2. Mathematical Models
3.2.1. Turbulence Model
3.2.2. Discrete Phase Model
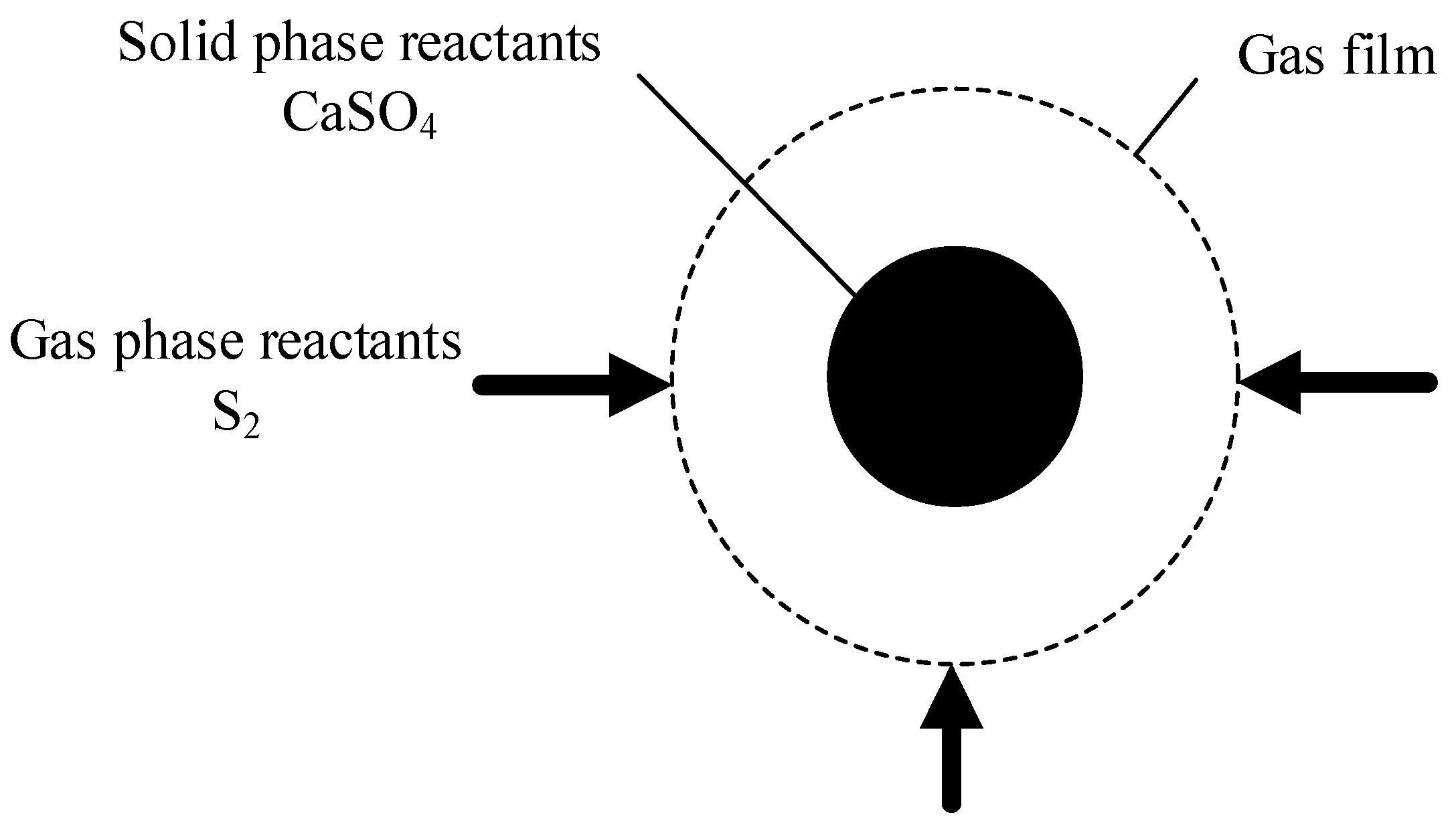
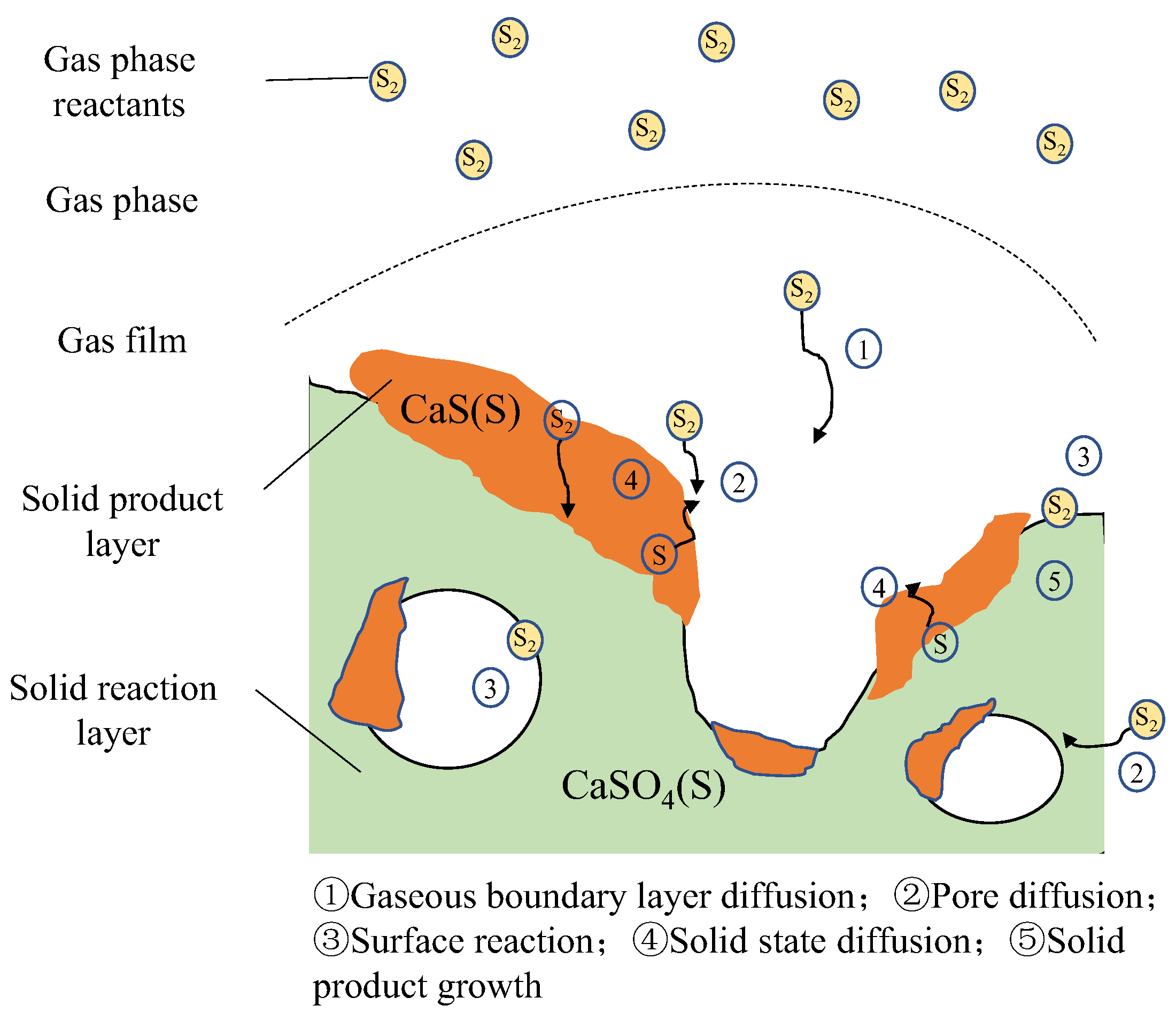
3.2.3. Gas–Solid Chemical Reaction Model
3.3. Boundary Conditions and Numerical Solution
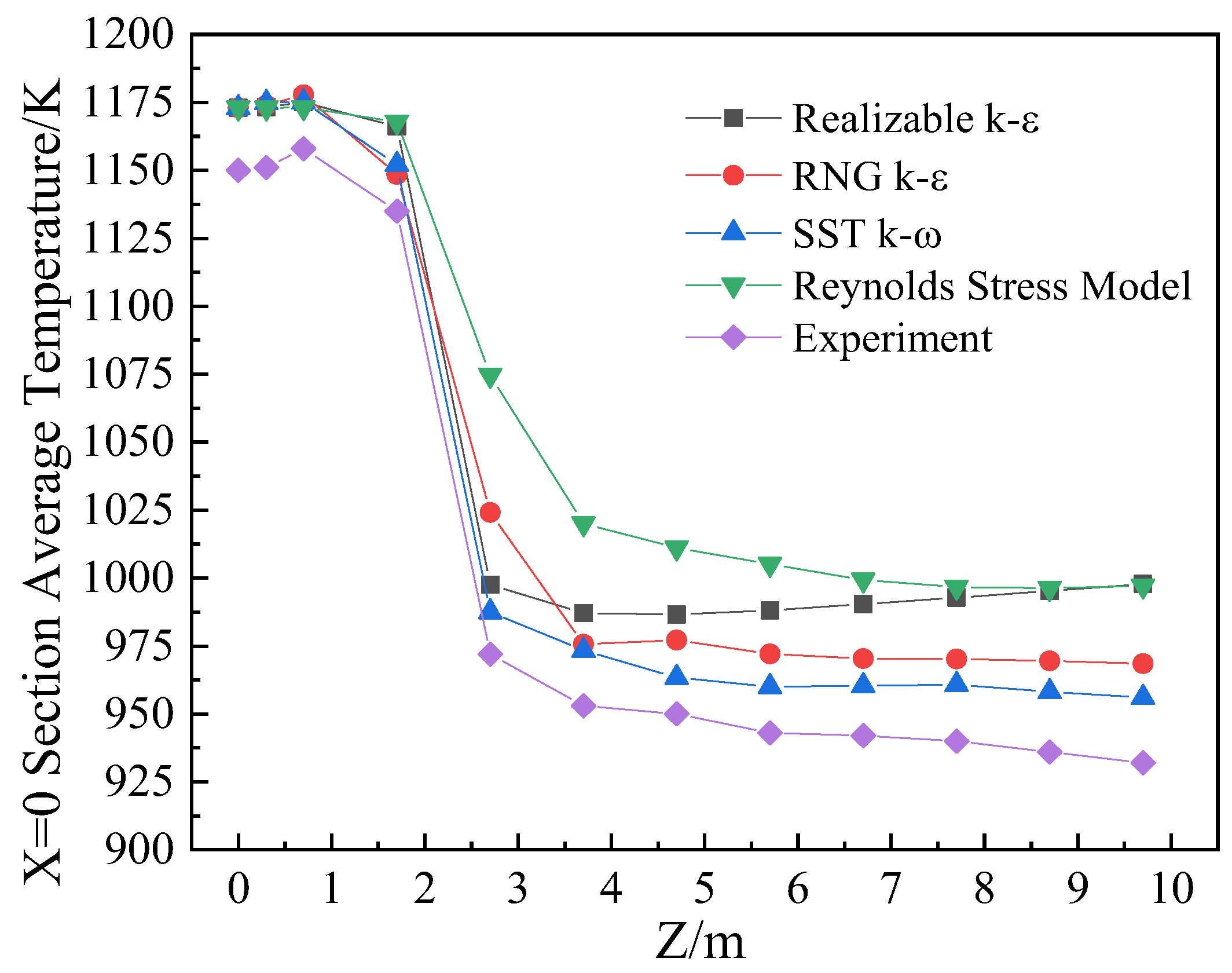
3.4. Model Validation
4. Results
4.1. Validation of Test Results
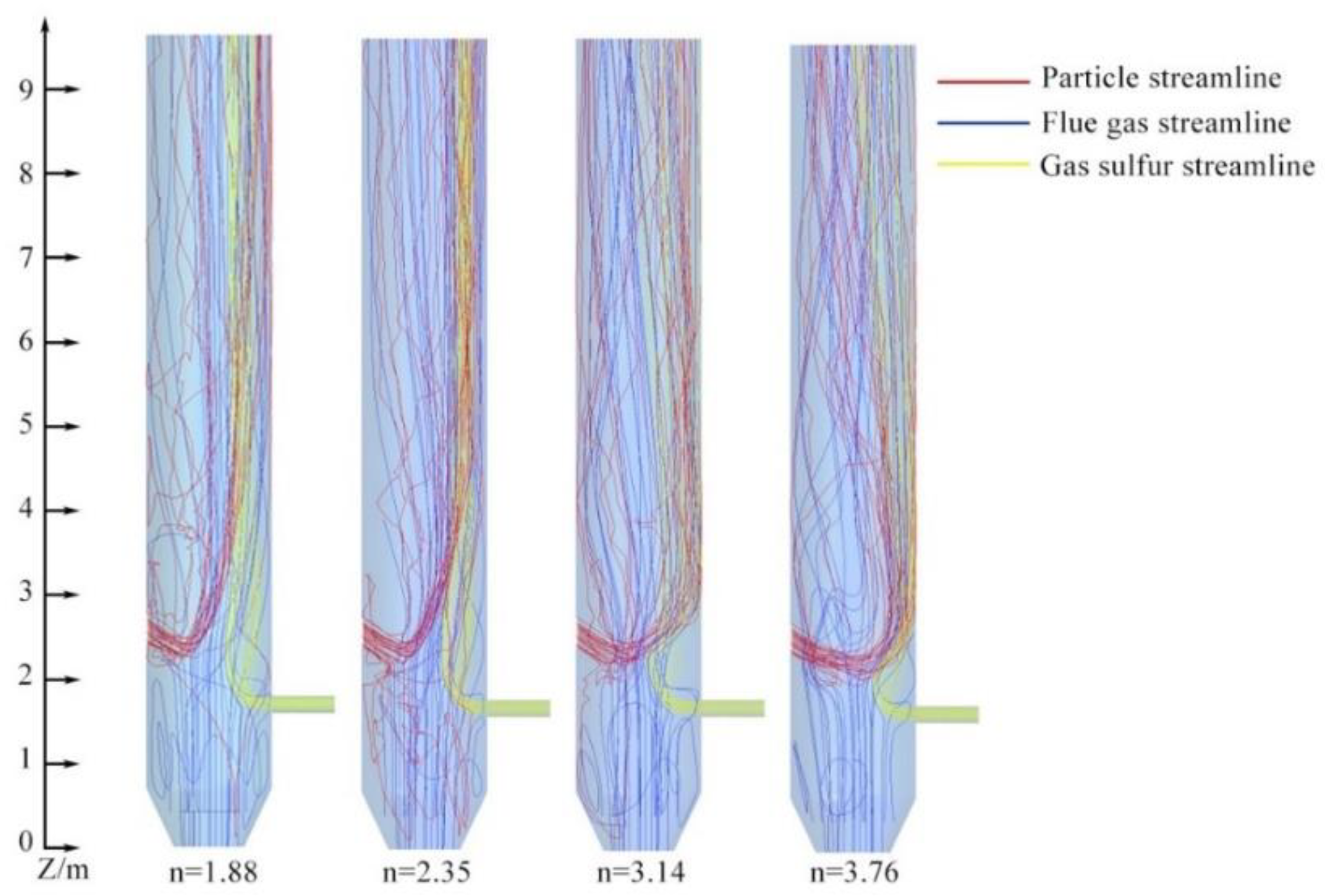
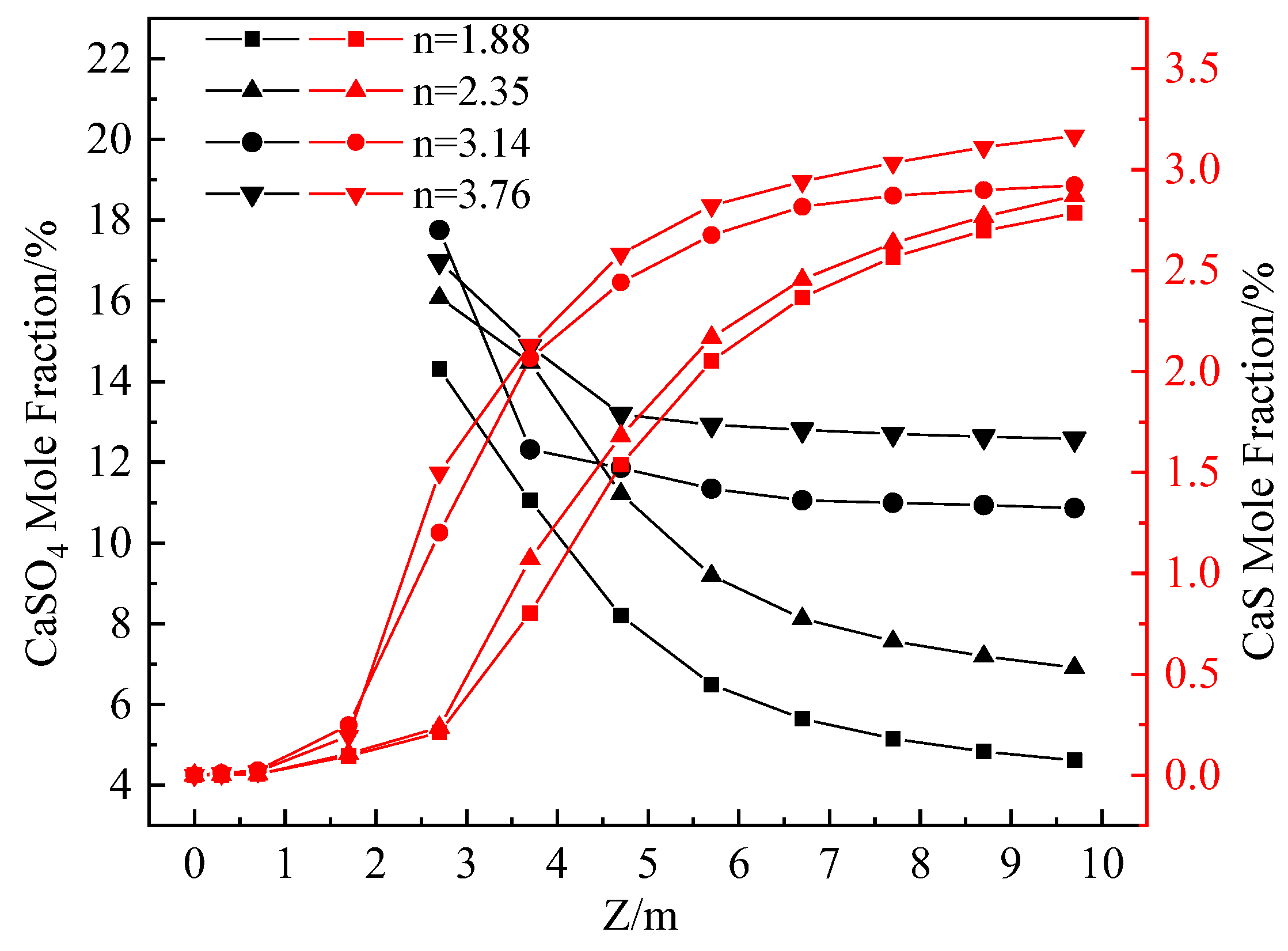
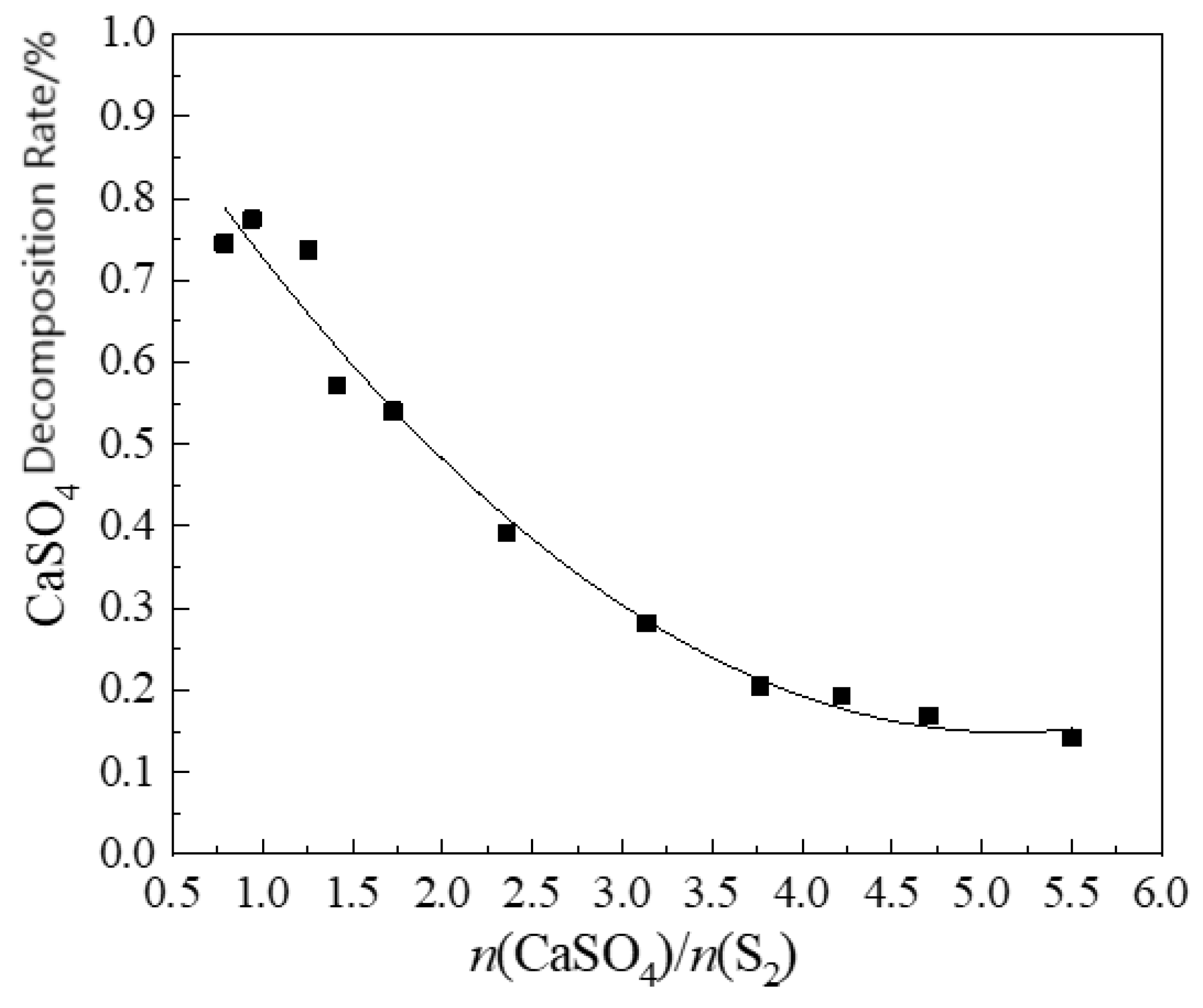
4.2. Effect of n(CaSO4)/n(S2) on the Decomposition Rate
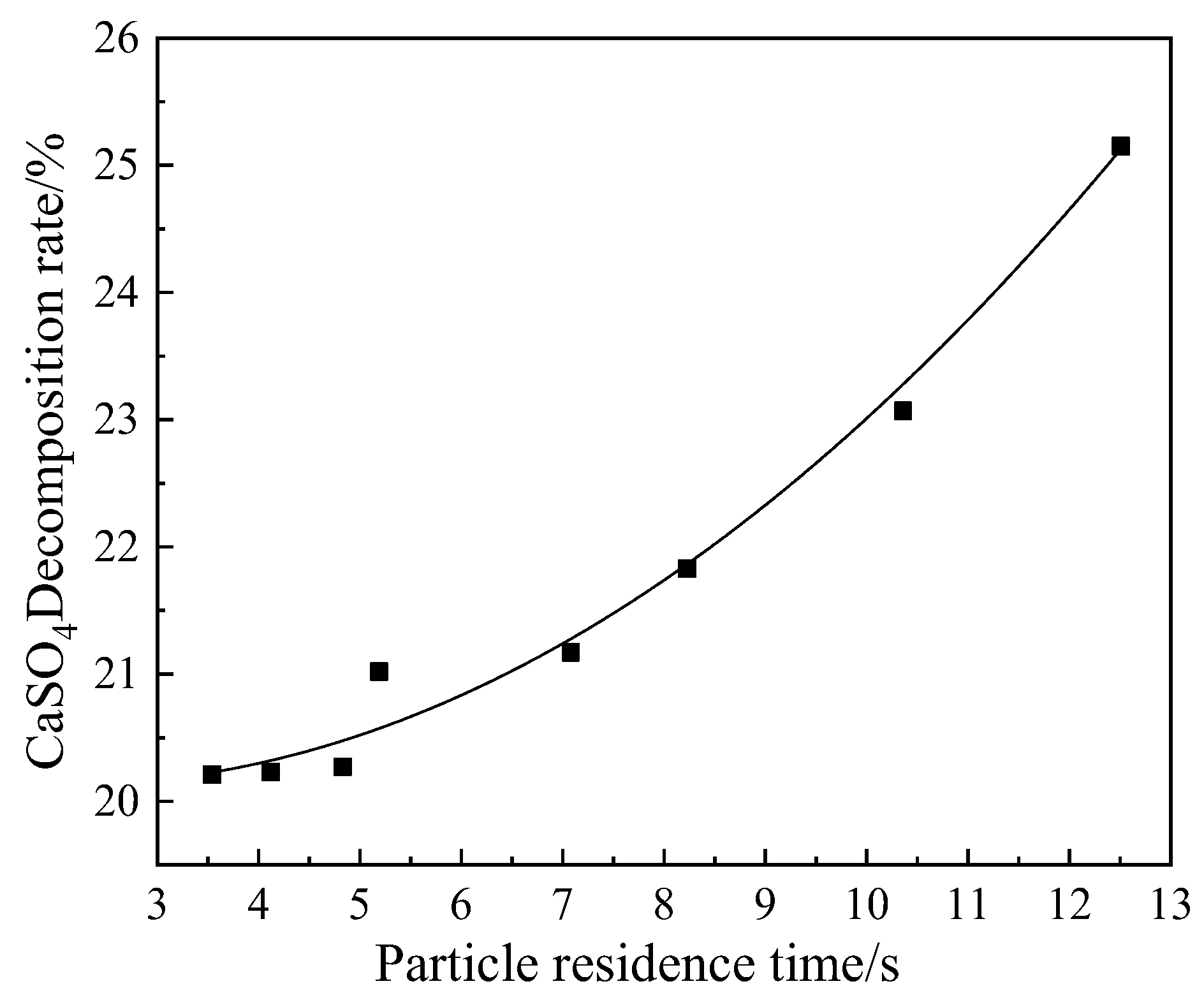
4.3. Effect of Particle Residence Time on Reduction Furnace Performance
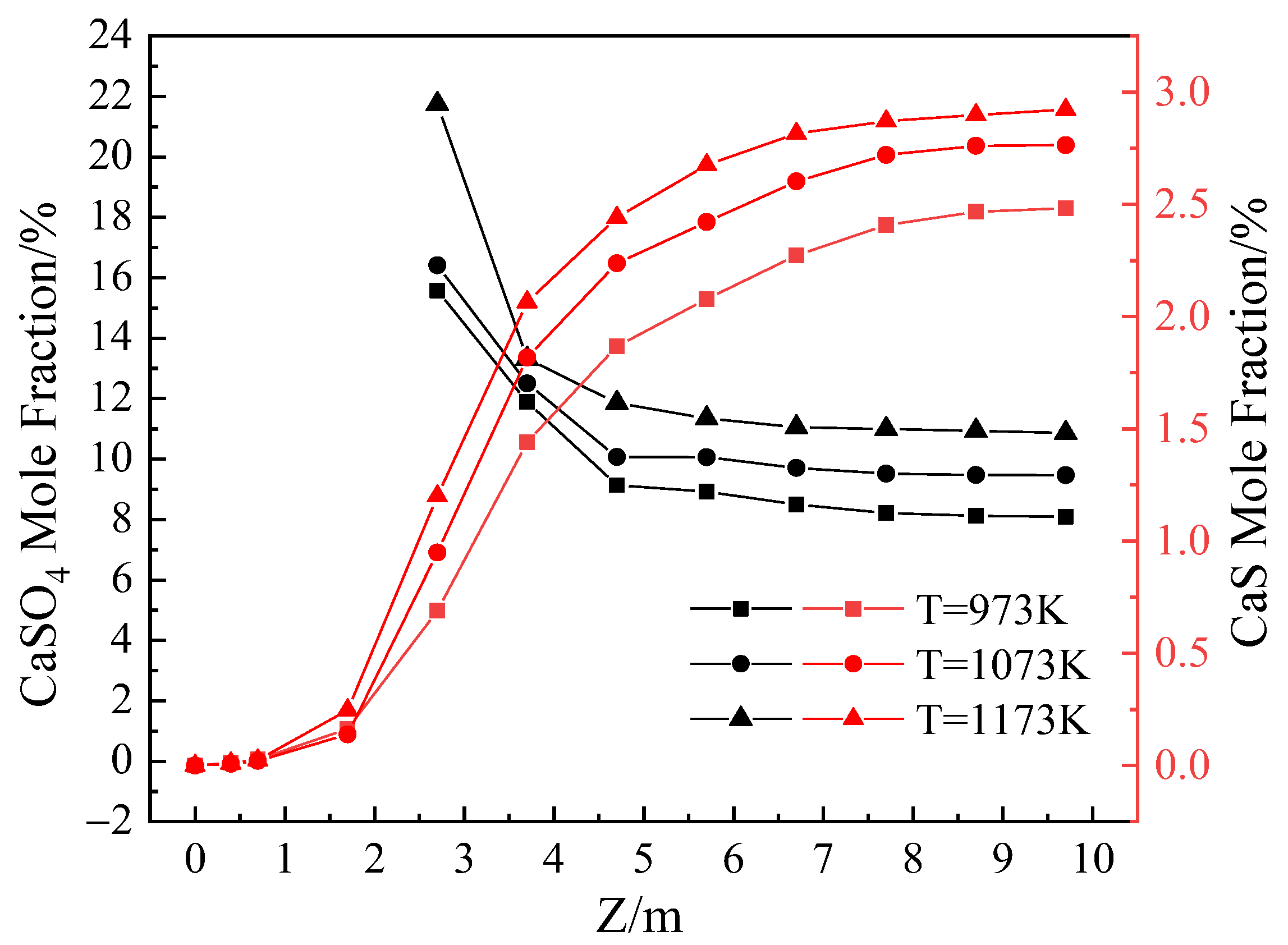
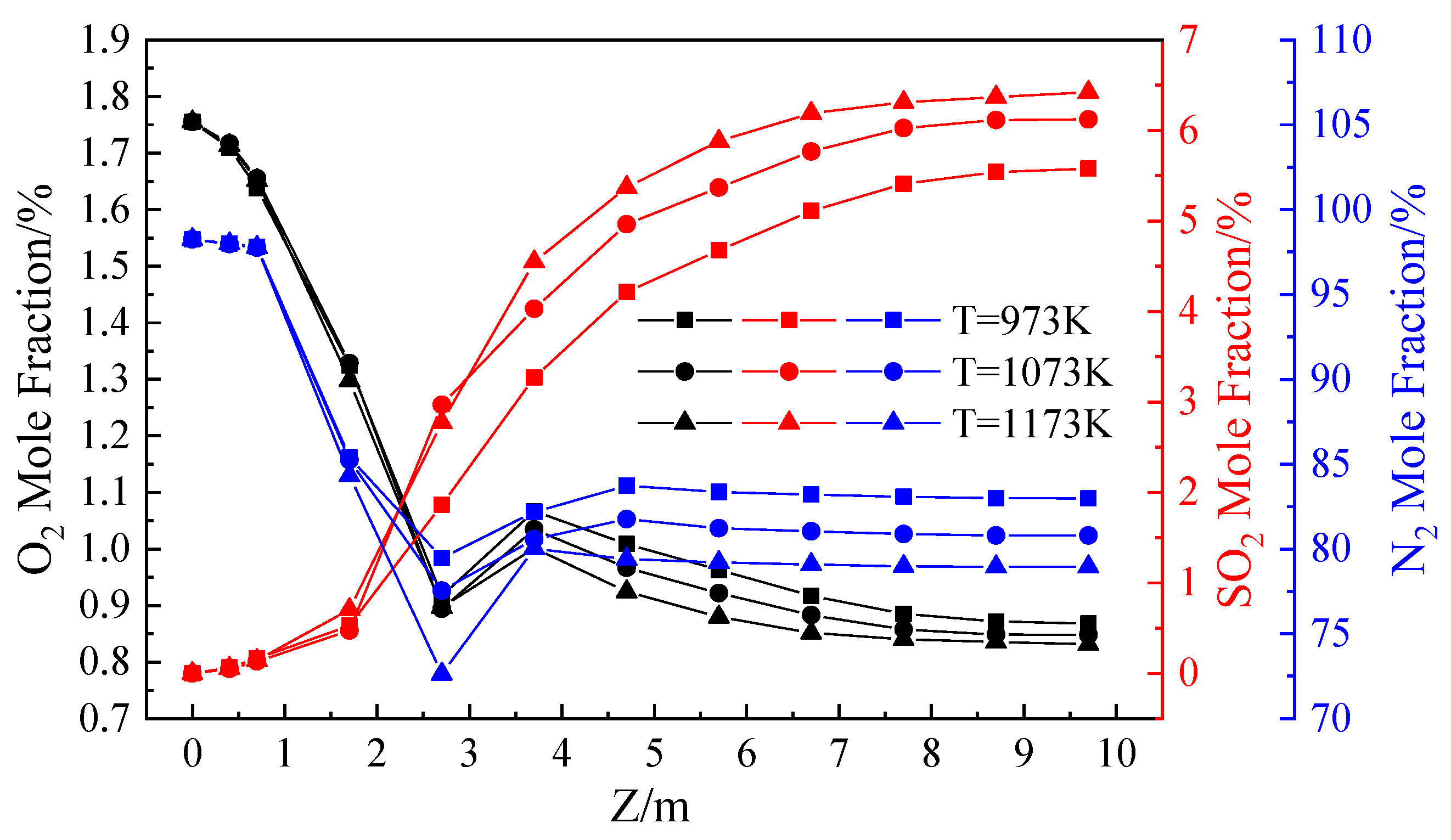
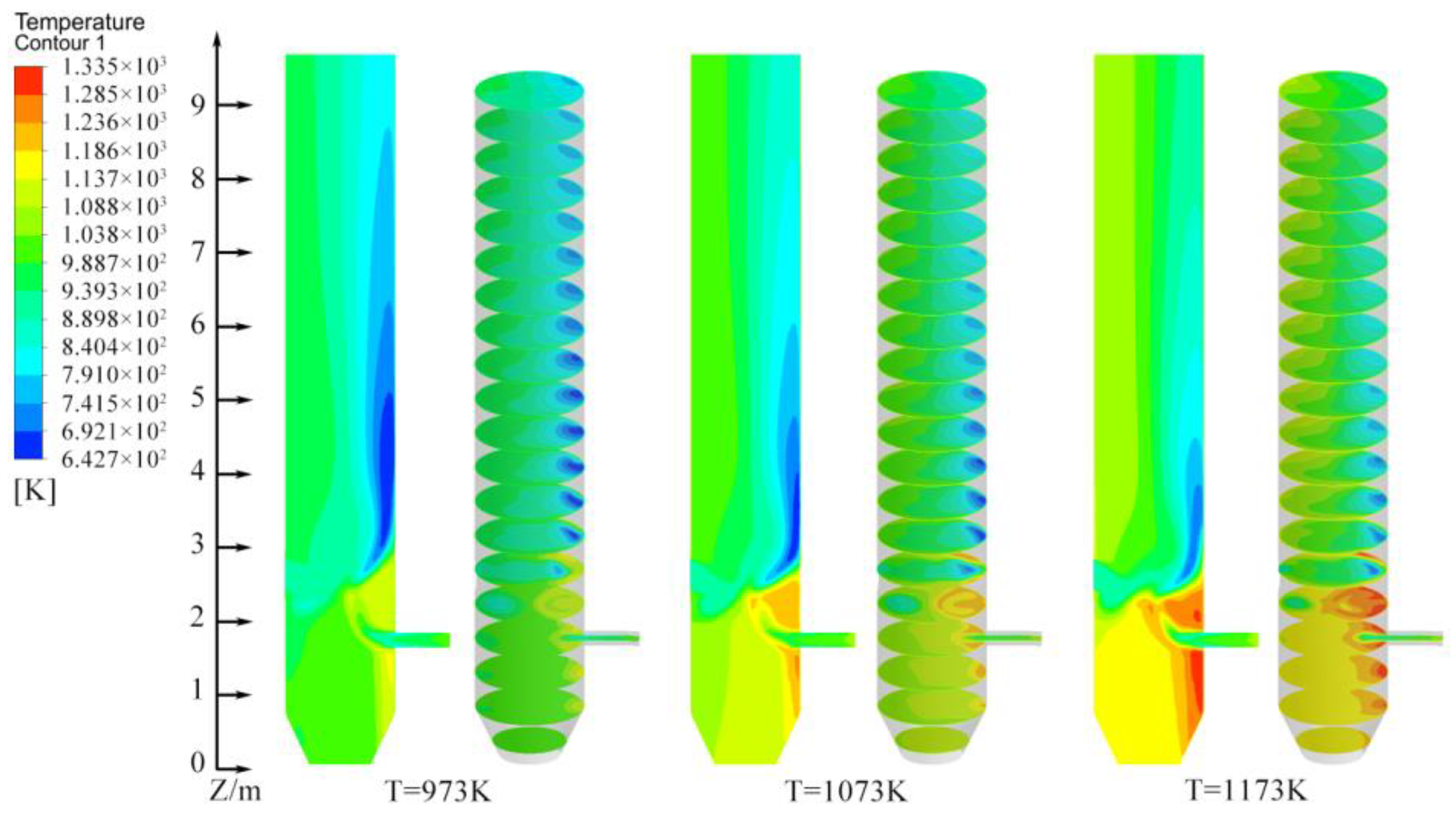
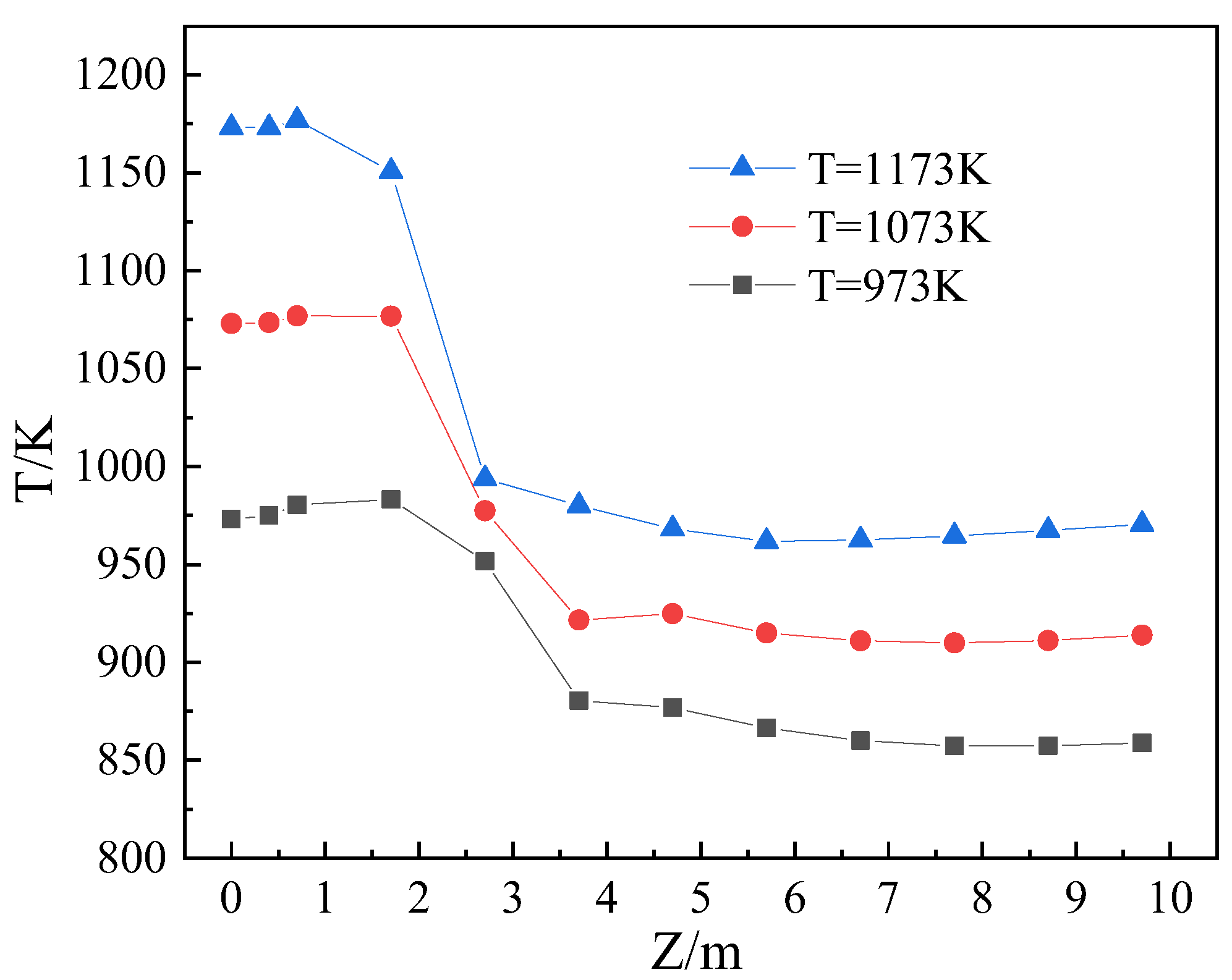
4.4. Effect of Kiln Tail Flue Gas Temperature on Reduction Furnace Performance
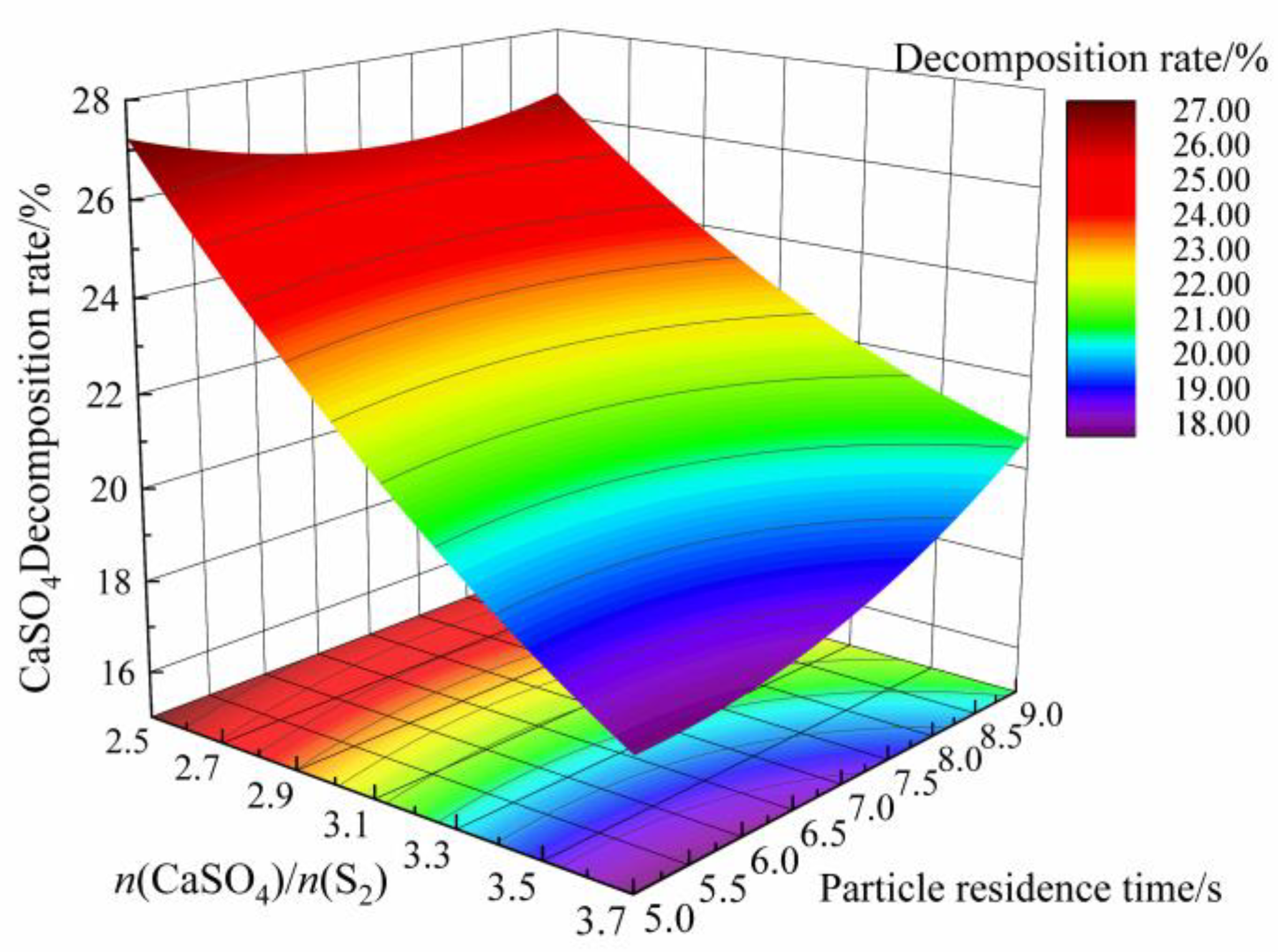
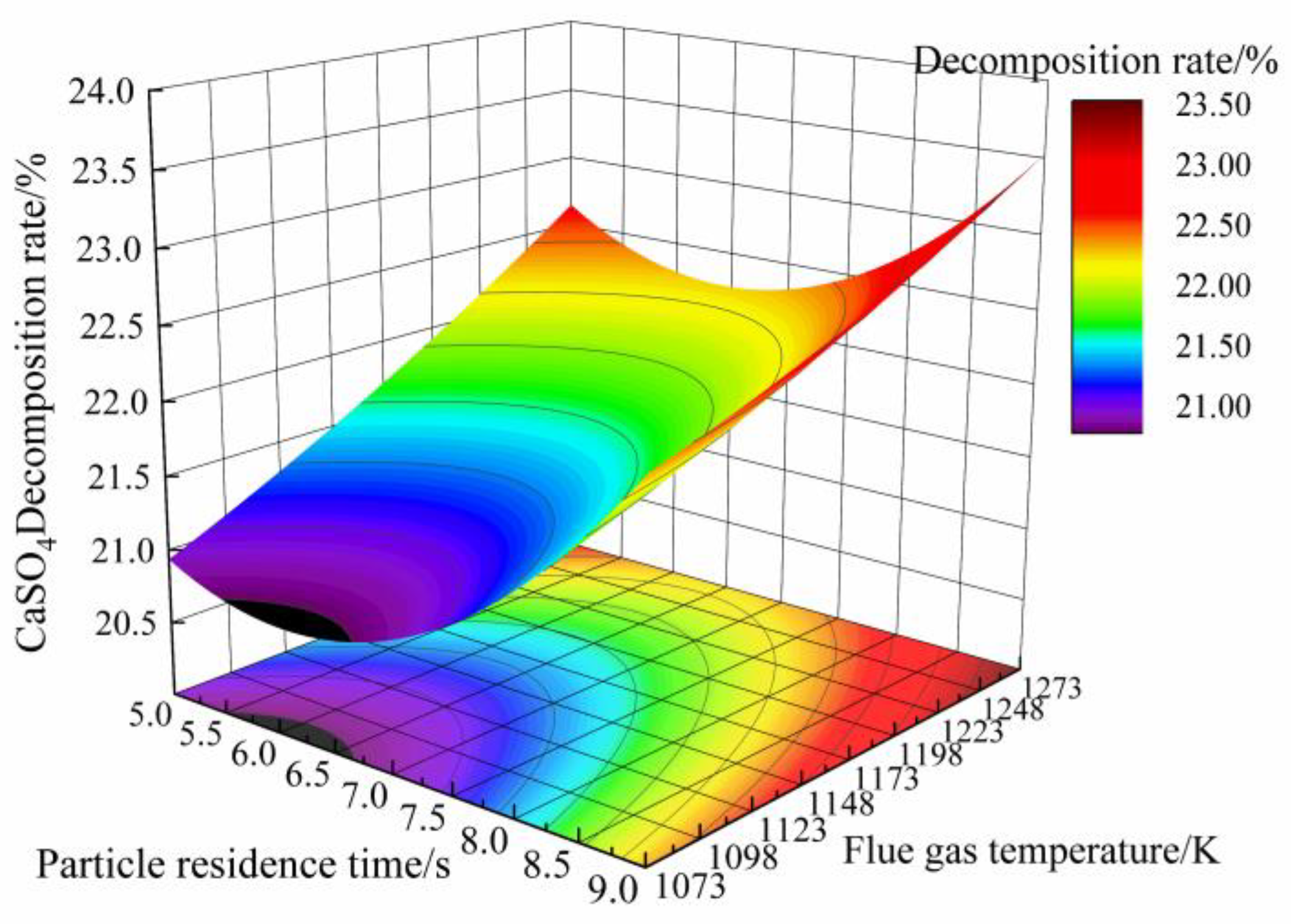
4.5. Response Surface Analysis of Reduction Furnace Operating Parameters
5. Discussion
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wei, Z.; Deng, Z. Research hotspots and trends of comprehensive utilization of phosphogypsum: Bibliometric analysis. J. Environ. Radioactiv. 2022, 242, 106778. [Google Scholar] [CrossRef]
- Gao, J.; Li, Q.; Liu, F. Calcium sulfate whisker prepared by flue gas desulfurization gypsum: A physical–chemical coupling production process. Chin. J. Chem. Eng. 2020, 28, 2221–2226. [Google Scholar] [CrossRef]
- Zhang, J.; Wei, C.; Ran, J.; Li, Y.; Chen, J. Properties of polymer composite with large dosage of phosphogypsum and it’s application in pipeline. Polym. Test. 2022, 116, 107742. [Google Scholar] [CrossRef]
- Xiao, J.; Lu, T.; Zhuang, Y.; Jin, H. A Novel Process to Recover Gypsum from Phosphogypsum. Materials 2022, 15, 1944. [Google Scholar] [CrossRef]
- Isteri, V.; Ohenoha, K.; Hanein, T.; Kinoshita, H.; Kletti, H.; Rößler, C.; Tanskanen, P.; Illikainen, M.; Fabritius, T. Ferritic calcium sulfoaluminate belite cement from metallurgical industry residues and phosphogypsum: Clinker production, scale-up, and microstructural characterization. Cem. Concr. Res. 2022, 154, 106715. [Google Scholar] [CrossRef]
- He, W.; Hao, L.; Fan, C.; Li, S.; Lin, W. A two-step approach to phosphogypsum decomposition: Oxidation of CaS with CO2. Thermochim. Acta. 2022, 708, 179122. [Google Scholar] [CrossRef]
- Yang, J.; Zhu, B.; Ma, L.; Liu, H. Investigation of Al2O3 and Fe2O3 transmission and transformation during the decomposition of phosphogypsum. Chin. J. Chem. Eng. 2019, 27, 1125–1131. [Google Scholar] [CrossRef]
- Sun, L.; Zhao, Z.; Yang, X.; Sun, Y.; Li, Q.; Luo, C.; Zhao, Q. Thermochemical decomposition of phosphogypsum with Fe-P slag via a solid-state reaction. Chin. J. Chem. Eng. 2022, 47, 113–119. [Google Scholar] [CrossRef]
- Antar, K.; Jemal, M. A thermogravimetric study into the effects of additives and water vapor on the reduction of gypsum and Tunisian phosphogypsum with graphite or coke in a nitrogen atmosphere. J. Therm. Anal. Calorim. 2018, 132, 113–125. [Google Scholar] [CrossRef]
- Zhong, B.; Wang, X.; Zhang, Z.; Yang, X. New energy-saving and emission reduction process for sulfuric acid production from sulfur reduction decomposition of phosphogypsum. Fertil. Ind. 2014, 41, 7–10. [Google Scholar]
- Ma, J.; Xu, J.; Liu, C.; Yi, Q.; Zheng, M.; Cheng, L.; Song, T. Chemical looping combustion of sulfur paste to SO2 by phosphogypsum oxygen carrier for sulfur acid production. Fuel 2022, 323, 124386. [Google Scholar] [CrossRef]
- Yang, X.; Zhang, Z.; Wang, X.; Yang, L.; Zhong, B.; Liu, J. Thermodynamic study of phosphogypsum decomposition by sulfur. J. Chem. Thermodyn. 2013, 57, 39–45. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, Z.; Yang, S.; Yang, X.; Zhong, B.; Hu, W.; Zhong, X. Sulfur decomposition phosphogypsum to sulfuric acid technology progress and promotion application. Sulfuric Acid Ind. 2018, 280, 45–49. [Google Scholar]
- Ryan, J.; Bussmann, M.; DeMartini, N. CFD Modelling of Calcination in a Rotary Lime Kiln. Processes 2022, 10, 1516. [Google Scholar] [CrossRef]
- Duan, S.; Li, B.; Rong, W. Numerical Simulation Study of Gas-Solid Heat Transfer and Decomposition Processes of Limestone Calcined with Blast Furnace Gas in a Parallel Flow Regenerative Lime Kiln. Materials 2022, 15, 4024. [Google Scholar] [CrossRef]
- Lyu, H.; Lucas, D.; Rzehak, R.; Schlegel, F. A particle-center-averaged Euler-Euler model for monodisperse bubbly flows. Chem. Eng. Sci. 2022, 260, 117943. [Google Scholar] [CrossRef]
- Mao, Y.; Zhang, D.; Chen, Z.; Jiang, Z.; Chen, X.; Deng, Y. Numerical modelling of multiphase FLOW and calcination process in an industrial calciner with fuel of heavy oil. Powder Technol. 2020, 363, 387–397. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, Y.; Li, S.; Liu, R.; Duan, E. Numerical simulation of low nitrogen oxides emissions through cement precalciner structure and parameter optimization. Chemosphere 2020, 258, 127420. [Google Scholar] [CrossRef]
- Nakhaei, M.; Grévain, D.; Jensen, L.S.; Glarborg, P.; Wu, H. NO emission from cement calciners firing coal and petcoke: A CPFD study. Appl. Energy Combust. Sci. 2021, 5, 100023. [Google Scholar] [CrossRef]
- Gao, R.; Yin, S.; Song, T.; Lu, P. Numerical simulation of co-combustion of pulverized coal and biomass in TTF precalciner. Fuel 2023, 334, 126515. [Google Scholar] [CrossRef]
- Ngamsidhiphongsa, N.; Ponpesh, P.; Shotipruk, A.; Arpornwichanop, A. Analysis of the Imbert downdraft gasifier using a species-transport CFD model including tar-cracking reactions. Energ. Convers. Manage. 2020, 213, 112808. [Google Scholar] [CrossRef]
- Zhang, W.; Xie, X.; Zhu, B.; Ma, Z. Analysis of phase interaction and gas holdup in a multistage multiphase rotodynamic pump based on a modified Euler two-fluid model. Renew. Energ. 2020, 164, 1496–1507. [Google Scholar] [CrossRef]
- Carolin, K.; Roland, R. Investigation of Fluid-dynamics and Mass-transfer in a bubbly mixing layer by Euler-Euler simulation. Chem. Eng. Sci. 2022, 264, 118147. [Google Scholar]
- Bhoopendra, P.; Yogesh, K.P.; Pratik, N.S. CFD analysis of the downdraft gasifier using species-transport and discrete phase model. Fuel 2022, 328, 125302. [Google Scholar]
- Mei, S.; Xie, J.; Chen, X.; Feng, H.; Jin, M. Numerical simulation of the complex thermal processes in a vortexing precalciner. Appl. Therm. Eng. 2017, 125, 652–661. [Google Scholar] [CrossRef]
- Qiu, M.; Chen, Z.; Jiang, L.; Liu, R.; Tang, Y.; Liu, M. Numerical simulation of uranium tetrafluoride fluorination in a multistage spouted bed using the improved CFD-DEM chemical reaction model. Particuology 2023, 75, 119–136. [Google Scholar] [CrossRef]
- Menter, F.R. Higher, Order Turbulence Model Predictions for Complex 2D and 3D Flowfields. In Engineering Turbulence Modelling and Experiments; Elsevier: Amsterdam, The Netherlands, 1993; pp. 229–238. [Google Scholar]
- Jin, W.; Xiao, J.; Ren, H.; Li, C.; Zheng, Q.; Tong, Z. Three-dimensional simulation of impinging jet atomization of soft mist inhalers using the hybrid VOF-DPM model. Powder Technol. 2022, 407, 117622. [Google Scholar] [CrossRef]
- Fooladgar, E.; Brackmann, C.; Mannazhi, M.; Ögren, Y.; Bengtsson, P.; Wiinikka, H.; Tóth, P. CFD modeling of pyrolysis oil combustion using finite rate chemistry. Fuel 2021, 299, 120856. [Google Scholar] [CrossRef]
- Talice, M.; Juretić, F.; Lahaye, D. Turbulent Non-Stationary Reactive Flow in a Cement Kiln. Fluids 2022, 7, 205. [Google Scholar] [CrossRef]
- Sohn, H.Y.; Szekely, J. The effect of intragrain diffusion on the reaction between a porous solid and a gas. Chem. Eng. Sci. 2015, 29, 630–634. [Google Scholar] [CrossRef]
- Szekely, J.; Evans, J.W.; Sohn, H.Y. Gas-Solid Reactions, 1st ed.; Academic Press: New York, NY, USA, 1976; pp. 101–105. [Google Scholar]
- Borgwardt, R.H. Calcination kinetics and surface area of dispersed limestone particles. Aiche. J. 1985, 31, 103–111. [Google Scholar] [CrossRef]
- Keener, S.; Khang, S.J. A Structural Pore Development Model for Calcination. Chem. Eng. Commun. 1992, 117, 279–291. [Google Scholar] [CrossRef]
- Li, Z.; Cai, N. Principle of Gas-Solid Reaction, 1st ed.; Science Press: Beijing, China, 2020. [Google Scholar]
- Mo, D. Metallurgical Kinetics, 1st ed.; Central South University of Technology Press: Beijing, China, 1987; pp. 193–208. [Google Scholar]
- Yan, Z.; Wang, Z.; Wang, X.; Liu, H.; Qiu, J. Kinetic model for calcium sulfate decomposition at high temperature. T. Nonferr. Metal. Soc. 2015, 25, 3490–3497. [Google Scholar] [CrossRef]
- Khinast, J.; Brunner, C.; Staudinger, G.; GF, K. Decomposition of limestone-The influence of CO2 and particle size on the reaction rate. Chem. Eng. Sci. 1996, 4, 51. [Google Scholar] [CrossRef]
- Satterfield, C.N.; Feakes, F. Kinetics of the thermal decomposition of calcium carbonate. Aiche J. 2010, 5, 115–122. [Google Scholar] [CrossRef]
- Bohnstein, M.V.; Langen, J.; Frigge, L.; Stroh, A.; Jochen, S.; Epple, B. Comparison of CFD Simulations with Measurements of Gaseous Sulfur Species Concentrations in a Pulverized Coal Fired 1 MWth Furnace. Energy Fuels 2016, 30, 9836–9849. [Google Scholar] [CrossRef]
- Ye, D.; Hu, J. Handbook of Applied Inorganic Thermodynamics Data, 2nd ed.; Metallurgical Industry Press: Beijing, China, 2002. [Google Scholar]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model | Characteristic |
|---|---|
| Sohn and Szekely [31]; shrinking-core model | The reaction gradually advances from the outer surface of the particle to the core part. However, the particle volume remains unchanged, which is suitable for describing the roasting and reduction of dense particles, such as sulfide ore. |
| Szekely et al. [32]; particle model | The reaction takes place in a region rather than at an interface, which is suitable for porous solid particles with a large porosity. |
| Borgwardt [33]; uniform reaction model | The reaction is uniformly carried out in the whole particle. The diffusion rate of the gas phase through the solid particle is faster than the reaction rate. The internal diffusion control reaction can be uniformly carried out in the reaction, which is suitable for fine particles. |
| Keener and Khang [34]; pore structure model | The effect of pore structure parameters on the reaction rate is described. It is suitable for describing the internal processes of particles, such as fuel desulfurization. |
| Reaction Mechanism | Increase Fluid Velocity | Apparent Activation Energy | Change the Initial Particle Size |
|---|---|---|---|
| Chemical reaction control | No impact | 42–420 kJ/mol | The reaction rate is inversely proportional to r |
| Internal diffusion control | No impact | 4.2–21 kJ/mol | The reaction rate is inversely proportional to r02 |
| External mass transfer control | Increased reaction rate | 4.2–21 kJ/mol | The reaction rate is inversely proportional to r0n |
| Boundary | Velocity/m·s−1 | Mass Flow/kg·s−1 | Temperature/K | DPM | Boundary Type |
|---|---|---|---|---|---|
| Inlet | 20 | - | 1173 | Escape | Velocity inlet |
| Sulfur gas inlet | - | 0.3 | 1023 | Escape | Mass flow inlet |
| Particle inlet | - | 2 | 870 | Wall-jet | Mass flow inlet |
| Outlet | - | - | - | Trap | Outflow |
| Data | Decomposition Rate/% | Calciner Temperature/K | Error/% | ||||
|---|---|---|---|---|---|---|---|
| Bottom | Middle | Top | Average | Decomposition Rate | Average Temperature | ||
| Simulation calculation | 21.19 | 1173 | 991 | 982 | 1048.67 | 8.07 | 3.85 |
| Experimental | 22.90 | 1150 | 943 | 932 | 1008.33 | ||
| Factor | Level | |||
|---|---|---|---|---|
| −1 | 0 | 1 | ||
| n(CaSO4)/n(S2) | x1 | 2.5 | 3.1 | 3.7 |
| Particle residence time/s | x2 | 5 | 7 | 9 |
| Flue gas temperature/K | x3 | 1073 | 1173 | 1273 |
| Experiment Number | x1 | x2 | x3 | Y |
|---|---|---|---|---|
| 1 | −1 | −1 | 0 | 26.66% |
| 2 | 1 | −1 | 0 | 17.73% |
| 3 | −1 | 1 | 0 | 26.47% |
| 4 | 1 | 1 | 0 | 21.21% |
| 5 | −1 | 0 | −1 | 25.96% |
| 6 | 1 | 0 | −1 | 17.42% |
| 7 | −1 | 0 | 1 | 27.03% |
| 8 | 1 | 0 | 1 | 18.95% |
| 9 | 0 | −1 | −1 | 21.11% |
| 10 | 0 | 1 | −1 | 22.02% |
| 11 | 0 | −1 | 1 | 22.96% |
| 12 | 0 | 1 | 1 | 23.34% |
| 13 | 0 | 0 | 0 | 21.88% |
| 14 | 0 | 0 | 0 | 21.25% |
| 15 | 0 | 0 | 0 | 21.84% |
| 16 | 0 | 0 | 0 | 21.52% |
| 17 | 0 | 0 | 0 | 21.02% |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | Significance |
|---|---|---|---|---|---|---|
| Model | 134.16 | 9 | 14.91 | 56.96 | <0.0001 | significant |
| x1 | 118.66 | 1 | 118.66 | 453.38 | <0.0001 | |
| x2 | 2.62 | 1 | 2.62 | 10.02 | 0.0158 | |
| x3 | 4.16 | 1 | 4.16 | 15.90 | 0.0053 | |
| x1 x2 | 3.37 | 1 | 3.37 | 12.87 | 0.0089 | |
| x1 x3 | 0.0529 | 1 | 0.0529 | 0.2021 | 0.6666 | |
| x2 x3 | 0.0702 | 1 | 0.0702 | 0.2683 | 0.6204 | |
| x12 | 2.36 | 1 | 2.36 | 9.03 | 0.0198 | |
| x22 | 2.47 | 1 | 2.47 | 9.45 | 0.0180 | |
| x32 | 0.0334 | 1 | 0.0334 | 0.1274 | 0.7316 | |
| Residual | 1.83 | 7 | 26.17 | |||
| Lack of fit | 1.28 | 3 | 0.4262 | 3.08 | 0.1527 | not significant |
| Pure error | 0.5533 | 4 | 0.1383 | |||
| Cor Total | 135.99 | 16 | ||||
| R2 = 0.9865, R2(adj) = 0.9692, R2(pred) = 0.8432 | ||||||
| Optimization | n(CaSO4)/n(S2) | Particle Residence time/s | Flue Gas Temperature/K | Decomposition Rate/% | Error/% | |
|---|---|---|---|---|---|---|
| Forecast | Experiment | |||||
| Before | 3.1 | 7 | 1173 | - | 21.19 | - |
| After | 3.04 | 8.90 | 1265.39 | 23.64 | 23.24 | 1.69 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Fan, X.; Zhao, B.; Zhang, L. Numerical Simulation of Pre-Reduction for a New Process of Acid Production from Phosphogypsum by Gas Sulfur Reduction. Processes 2023, 11, 972. https://doi.org/10.3390/pr11030972
Chen Y, Fan X, Zhao B, Zhang L. Numerical Simulation of Pre-Reduction for a New Process of Acid Production from Phosphogypsum by Gas Sulfur Reduction. Processes. 2023; 11(3):972. https://doi.org/10.3390/pr11030972
Chicago/Turabian StyleChen, Yanxin, Xuyang Fan, Bo Zhao, and Leilei Zhang. 2023. "Numerical Simulation of Pre-Reduction for a New Process of Acid Production from Phosphogypsum by Gas Sulfur Reduction" Processes 11, no. 3: 972. https://doi.org/10.3390/pr11030972
APA StyleChen, Y., Fan, X., Zhao, B., & Zhang, L. (2023). Numerical Simulation of Pre-Reduction for a New Process of Acid Production from Phosphogypsum by Gas Sulfur Reduction. Processes, 11(3), 972. https://doi.org/10.3390/pr11030972