

Improvement of Relative DEM Time Step Range in Fast Fluidization Simulation of Type-A FCC Particles

Abstract
:1. Introduction
2. Simulation Methods
3. Procedure to Determine Suitable Parameters
4. Results and Discussion
4.1. Upon Bound of Suitable
4.2. Lower Bound of Suitable
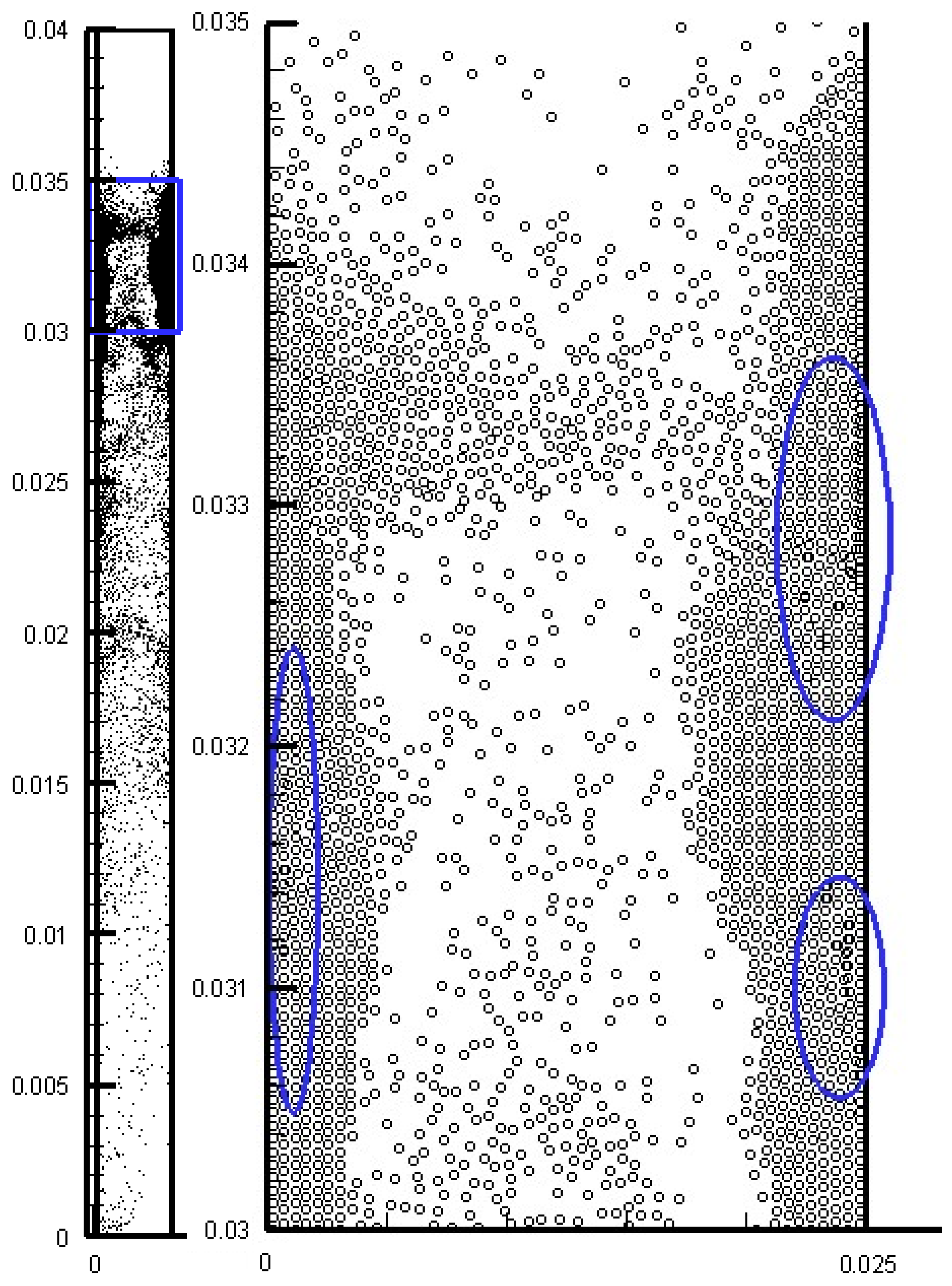
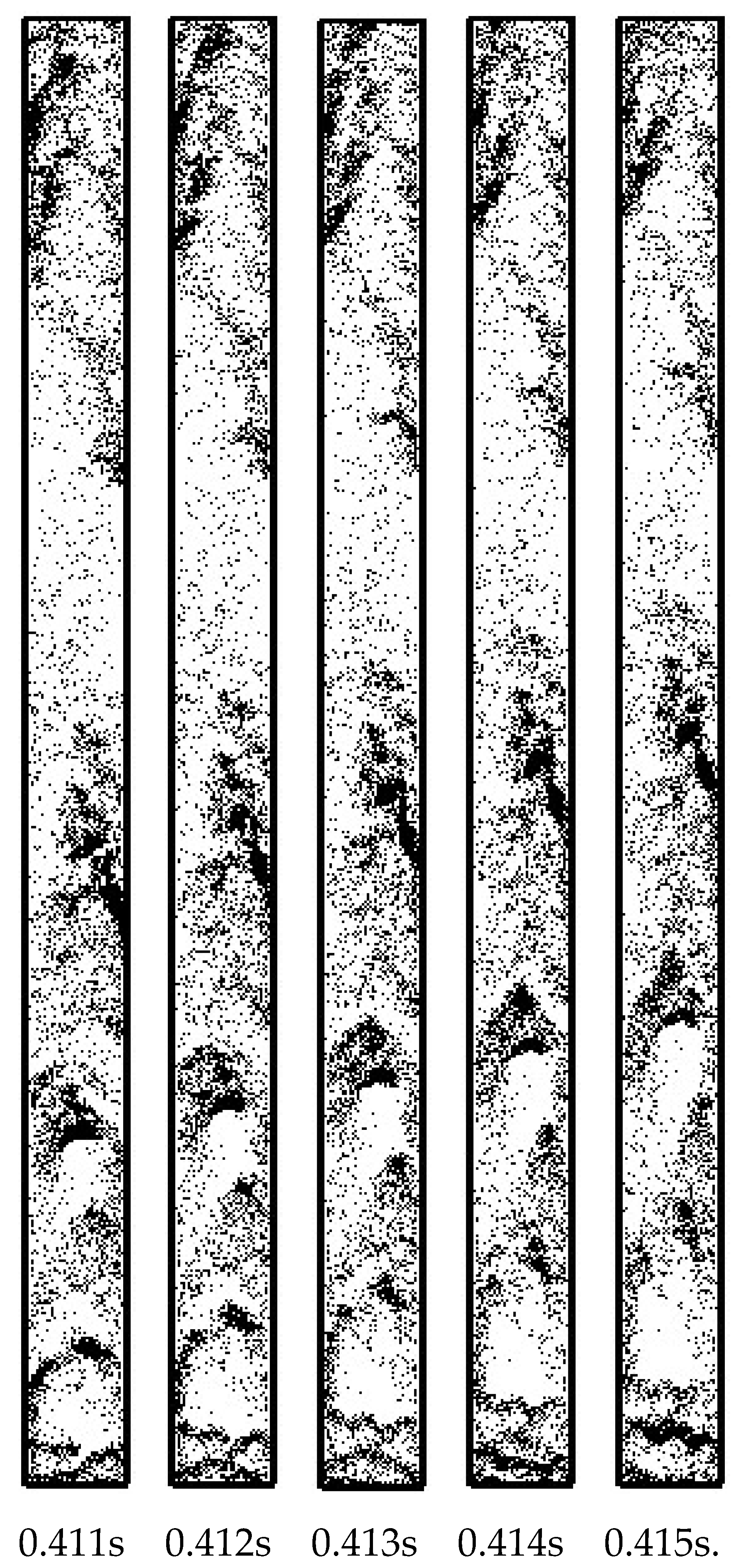
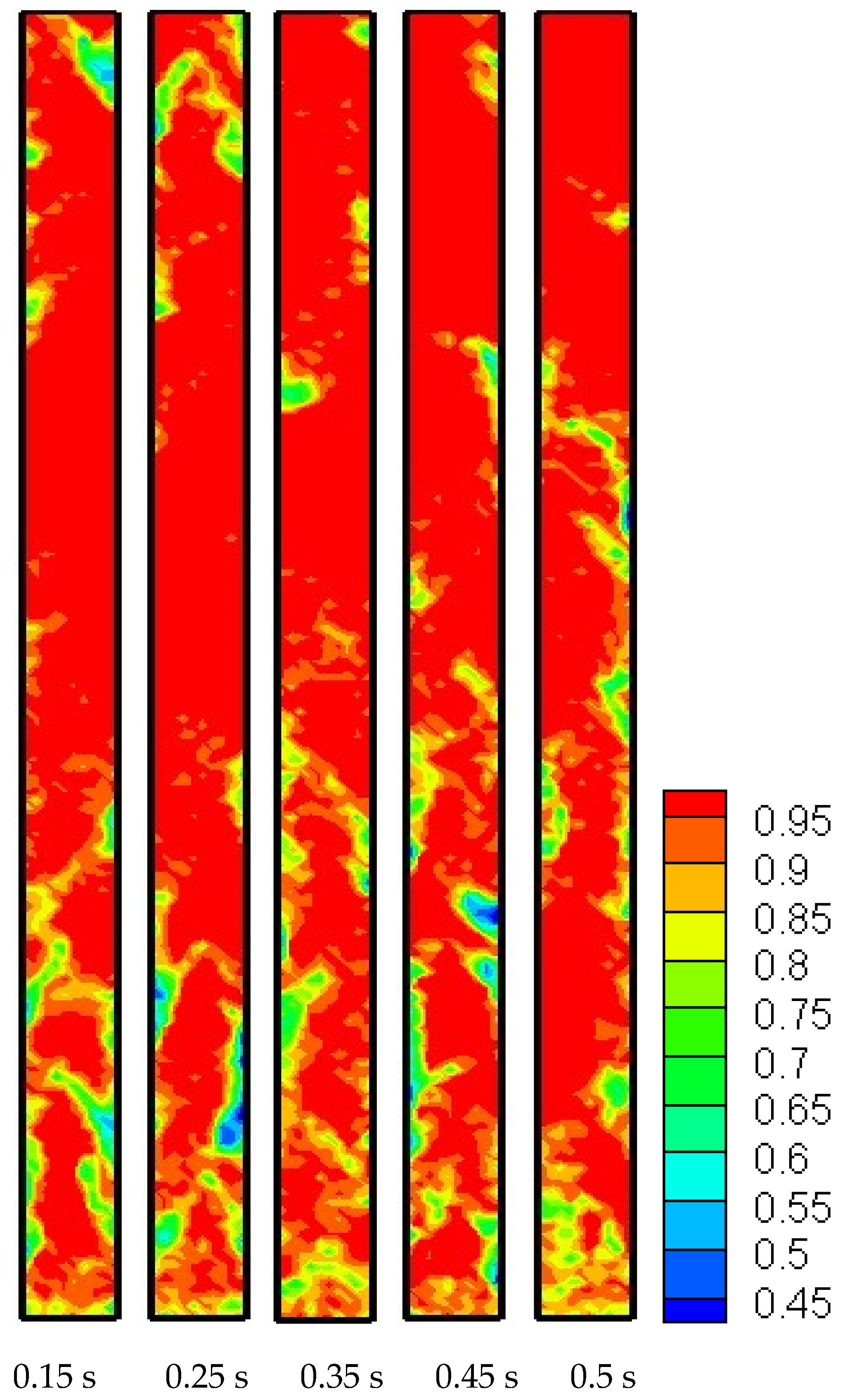
4.3. Fast Fluidization Structures
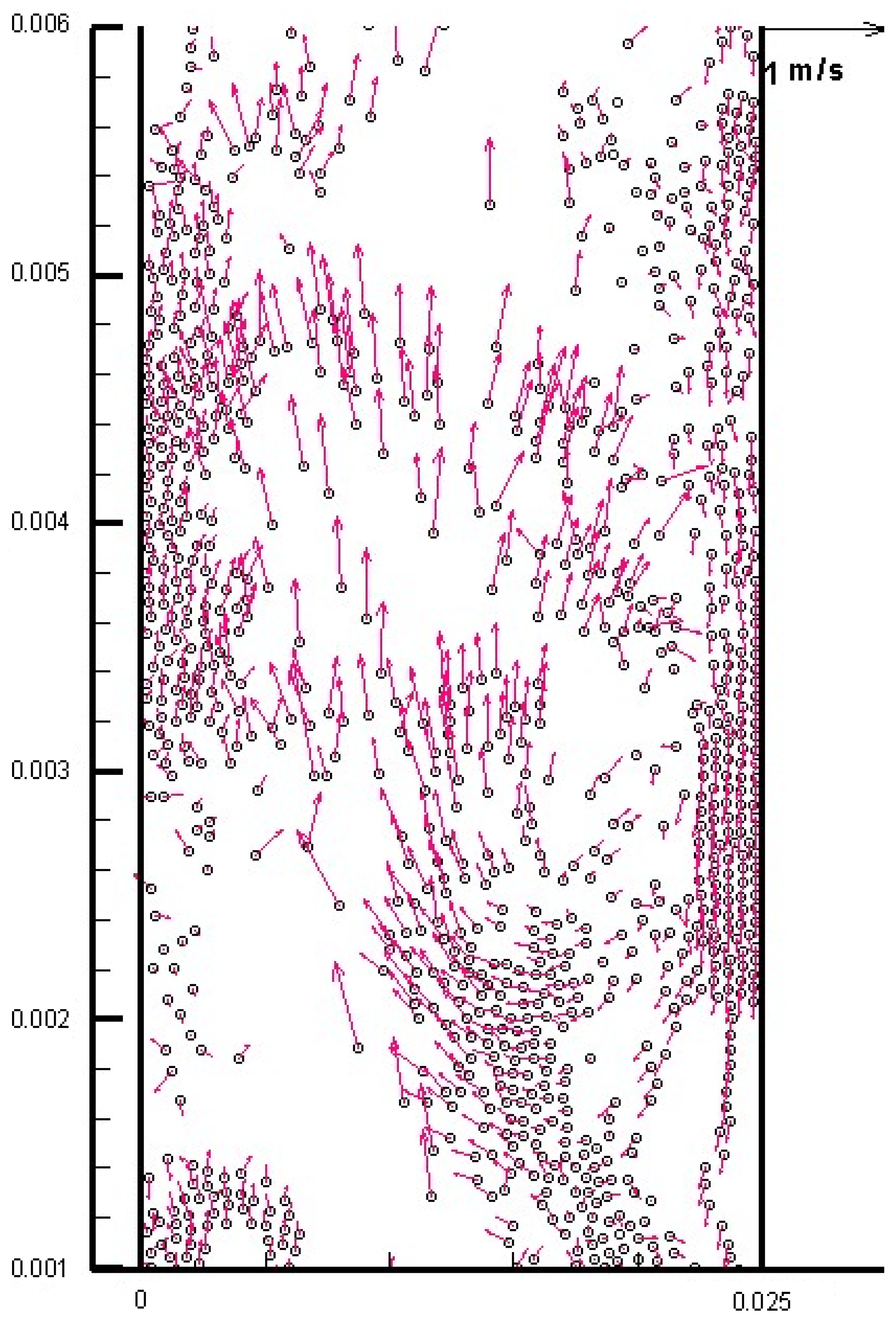
4.4. Solid Backmixing
4.5. Gas Backmixing
5. Conclusions
- (1)
- A micro-fast fluidized bed of Type-A FCC particles was studied by DEM simulations, which firstly proved that DEM can successfully model Type-A particles’ fast fluidization.
- (2)
- Only the use of a moderate relative time step can appropriately model the fast fluidization regime. Other relative time step choices lead to either calculation divergence or an untrue flow regime during fluidization.
- (3)
- Compared with traditional DEM, DEM employing EMMS-based drag force was able to greatly enlarge the suitable range of relative time steps in fast fluidization simulation with Type-A FCC particles. The suitable relative time step interval, i.e., the moderate relative time step interval, improved from [0.032, 0.1] to [0.018, 0.295].
- (4)
- The behaviors of particle and gas backmixing could be successfully captured, which was reported in other simulations and supported by data presented by experimental research.
- (5)
- The typical macro-flow structures of fast fluidization could also be successfully captured; they were axially dilute in the top and dense in the bottom, and radially dilute in the core and dense near the wall.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| A | particle disk area, m2 |
| C | drag coefficient |
| d | particle diameter or distance between particle, m |
| F | force on particle, N |
| g | gravity acceleration, ms−2 |
| H | bed height, m |
| Ha | Hamaker constant, Nm |
| H0 | cut-off distance, m |
| I | inertia moment of the particle as spherical, kgm2 |
| i, j, k | particle or grid indexes |
| N | particle number |
| p | pressure, Pa |
| Re | Reynolds number of particle |
| T | torque, Nm |
| t | time, s |
| U0 | inlet gas velocity, ms−1 |
| u | gas velocity, ms−1 |
| V | particle volume, m3 |
| v | particle velocity, ms−1 |
| Greek letters | |
| momentum exchange coefficient, kgm−3s−1 | |
| porosity | |
| stiffness constant, Nm−1 | |
| gas viscosity, Nsm−2 | |
| density, kgm−3 | |
| viscous stress tensor, Pa | |
| particle angular velocity, s−1 | |
| restitution coefficient | |
| Subscripts | |
| 2D | two-dimensional |
| 3D | three-dimensional |
| C | contact |
| c | critical |
| d | drag |
| g | gas |
| i, j, k | particle or grid indexes |
| m | minimal |
| p | particle |
| r | relative |
| V | van der Waals force type |
| w | wall |
References
- Jin, Y.; Zhu, J.X.; Wang, Z.W.; Yu, Z.Q. Fluidization Engineering Principles; Tsinghua University Press: Beijing, China, 2001. [Google Scholar]
- Tsuji, Y.; Kawaguchi, T.; Tanake, T. Discrete particle simulation of two-dimensional fluidized bed. Powder Technol. 1993, 77, 79–87. [Google Scholar] [CrossRef]
- Hoomans, B.P.B.; Kuipers, J.A.M.; Briels, W.J.; Van Swaaij, W.P.M. Discrete particle simulation of bubble and slug formation in a two-dimensional gas-fluidised bed: A hard-sphere approach. Chem. Eng. Sci. 1996, 51, 99–108. [Google Scholar] [CrossRef] [Green Version]
- Xu, B.H.; Yu, A.B. Numerical simulation of the gas-solid flow in a fluidized bed by combing discrete particle method with computational fluid dynamics. Chem. Eng. Sci. 1997, 52, 2785–2809. [Google Scholar] [CrossRef]
- Ouyang, J.; Li, J.H. Particle-motion-resolved discrete model for simulating gas-solid fluidization. Chem. Eng. Sci. 1999, 54, 2077–2083. [Google Scholar] [CrossRef]
- Geldart, D. Types of gas fluidization. Powder Technol. 1973, 7, 285–292. [Google Scholar]
- Ye, M.; van der Hoef, M.; Kuipers, J. 2004. A numerical study of fluidization behavior of Geldart A particles using a discrete particle model. Powder Technol. 2004, 139, 129–139. [Google Scholar] [CrossRef]
- Kobayashi, T.; Tanaka, T.; Kawaguchi, T.; Mukai, T.; Tsuji, Y. DEM analysis on flow patterns of Geldart’s group A particles in fluidized bed effect of adhesion and lubrication forces. J. Soc. Powder Technol. Jpn. 2006, 43, 737–745. [Google Scholar] [CrossRef]
- Di Renzo, A.; Di Maio, F.P. Homogeneous and bubbling fluidization regimes in DEM–CFD simulations: Hydrodynamic stability of gas and liquid fluidized beds. Chem. Eng. Sci. 2007, 62, 116–130. [Google Scholar] [CrossRef]
- Ye, M.; van der Hoef, M.A.; Kuipers, J. The effects of particle and gas properties on the fluidization of Geldart A particles. Chem. Engi. Sci. 2005, 60, 4567–4580. [Google Scholar] [CrossRef]
- Wang, J.W.; Van der Hoef, M.; Kuipers, J. CFD study of the minimum bubbling velocity of Geldart A particles in gas-fluidized beds. Chem. Eng. Sci. 2010, 65, 3772–3785. [Google Scholar] [CrossRef]
- Hou, Q.; Zhou, Z.; Yu, A. Micromechanical modeling and analysis of different flow regimes in gas fluidization. Chem. Eng. Sci. 2010, 84, 449–468. [Google Scholar]
- Weber, M.W.; Hrenya, C.M. Square-well model for cohesion in fluidized beds. Chem. Eng. Sci. 2006, 61, 4511–4527. [Google Scholar] [CrossRef]
- Yang, F.; Thornton, C.; Seville, J. Effect of surface energy on the transition from fixed to bubbling gas-fluidised beds. Chem. Eng. Sci. 2013, 90, 119–129. [Google Scholar] [CrossRef] [Green Version]
- Galvin, J.E.; Benyahia, S. The effect of cohesive forces on the fluidization of aeratable powders. AIChE J. 2014, 60, 473–484. [Google Scholar] [CrossRef]
- Liu, P.; LaMarche, C.Q.; Kellogg, K.M.; Hrenya, C.M. Fine-particle defluidization: Interaction between cohesion, Young’s modulus and static bed height. Chem. Eng. Sci. 2016, 145, 266–278. [Google Scholar] [CrossRef] [Green Version]
- Pandit, J.K.; Wang, X.S.; Rhodes, M.J. Study of Geldart’s Group A behaviour using the discrete element method simulation. Powder Technol. 2005, 160, 7–14. [Google Scholar] [CrossRef]
- Pandit, J.K.; Wang, X.S.; Rhodes, M.J. On Geldart Group A behaviour in fluidized beds with and without cohesive interparticle forces: A DEM study. Powder Technol. 2006, 164, 130–138. [Google Scholar] [CrossRef]
- Wang, J.W.; Van der Hoef, M.; Kuipers, J. Why the two-fluid model fails to predict the bed expansion characteristics of Geldart A particles in gas-fluidized beds: A tentative answer. Chem. Eng. Sci. 2009, 64, 622–625. [Google Scholar] [CrossRef]
- Kobayashi, T.; Tanaka, T.; Shimada, N.; Kawaguchi, T. DEM-CFD analysis of fluidization behavior of Geldart Group A particles using a dynamic adhesion force model. Powder Technol. 2013, 248, 143–152. [Google Scholar] [CrossRef]
- Li, T.; Rabha, S.; Verma, V.; Dietiker, J.F.; Xu, Y.; Lu, L.; Rogers, W.; Gopalan, B.; Breault, G.; Tucker, J.; et al. Experimental study and discrete element method simulation of Geldart Group A particles in a small-scale fluidized bed. Adv. Powder Technol. 2017, 28, 2961–2973. [Google Scholar] [CrossRef]
- Li, S.; Zhao, P.; Xu, J.; Zhang, L.; Wang, J. Direct comparison of CFD-DEM simulation and experimental measurement of Geldart A particles in a micro-fluidized bed. Chem. Eng. Sci. 2021, 64, 622–625. [Google Scholar] [CrossRef]
- Wu, G.R.; Li, Y.G. DPM simulations of A-Type FCC particles’ fast fluidization by use of structure-dependent nonlinear drag force. Processes 2021, 9, 1574. [Google Scholar] [CrossRef]
- Wu, G.R.; Zuo, Z.F.; Li, Y.G. Selection of relative DEM time step for modelling fast fluidized bed of A-Type FCC particles. Symmetry 2023, 15, 488. [Google Scholar] [CrossRef]
- Patankar, T.V. Numerical Heat Transfer and Fluid Flow; Hemisphere Publishing Corporation: New York, NY, USA, 1980. [Google Scholar]
- Wen, C.Y.; Yu, Y.H. Mechanics of fluidization. Chem. Eng. Progr. Symp. Ser. 1966, 62, 100–111. [Google Scholar]
- Wu, G.R.; Ouyang, J.; Li, Q. Revised drag calculation method for coarse grid Lagrangian-Eulerian simulation of gas-solid bubbling fluidized bed. Powder Technol. 2013, 235, 959–967. [Google Scholar] [CrossRef]
- Yang, N.; Wang, W.; Ge, W.; Li, J.H. CFD simulation of concurrent-up gas-fluid flow in circulating fluidized beds with structure-dependent drag coefficient. Chem. Eng. J. 2003, 96, 71–80. [Google Scholar] [CrossRef]
- Yuu, S.; Abe, T.; Saitoh, T.; Umek, T. Three-dimensional numerical simulation of the motion of particles discharging from a rectangular hopper using distinct element method and comparison with experimental data (effects of time steps and material properties). Adv. Powder Technol. 1995, 6, 259–269. [Google Scholar] [CrossRef]
- Cabezas-Gómez, L.; de Silva, R.C.; Navarro, H.A.; Milioli, F.E. Cluster identification and characterization in the riser of a circulating fluidized bed from numerical simulation results. Appl. Math. Model. 2008, 32, 327–340. [Google Scholar] [CrossRef] [Green Version]
- Rhodes, M.J. Modelling the flow structure of upward-flowing gas-solid suspensions. Powder Technol. 1990, 60, 27–38. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Solid Phase | Gas Phase |
|---|---|
| Particle density ρp = 930 kg·m−3 | Gas viscosity μg = 1.7 × 10−5 N·s·m−2 |
| Particle diameter dp = 54 μm | Gas density ρg = 1.28 kg·m−3 |
| Minimal fluidization voidage εmf = 0.45 | Inlet gas velocity U0 = 1.7 m·s−1 |
| Particle number N = 8230 | CFD time step Δtg = 2 × 10−6 s |
| Friction coefficient μ = 0.3 | |
| Restitution coefficient ξ = 0.9 | |
| DEM time step Δtp = 2.5 × 10−7 s |
| Stiffness Constant | ||
|---|---|---|
| 100 N·m−1 | 0.45 | Over-large |
| 45 N·m−1 | 0.31 | Large |
| 40 N·m−1 | 0.295 | Moderate |
| 20 N·m−1 | 0.2 | Moderate |
| 0.15 N·m−1 | 0.018 | Moderate |
| 0.13 N·m−1 | 0.016 | Over-low |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, G.; Li, Y.; Israr, M. Improvement of Relative DEM Time Step Range in Fast Fluidization Simulation of Type-A FCC Particles. Processes 2023, 11, 1155. https://doi.org/10.3390/pr11041155
Wu G, Li Y, Israr M. Improvement of Relative DEM Time Step Range in Fast Fluidization Simulation of Type-A FCC Particles. Processes. 2023; 11(4):1155. https://doi.org/10.3390/pr11041155
Chicago/Turabian StyleWu, Guorong, Yanggui Li, and Muhammad Israr. 2023. "Improvement of Relative DEM Time Step Range in Fast Fluidization Simulation of Type-A FCC Particles" Processes 11, no. 4: 1155. https://doi.org/10.3390/pr11041155