
Effect of Powder Formulation and Energy Density on the Nitrogen Content, Microstructure, and Mechanical Properties of SLMed High-Nitrogen Steel

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
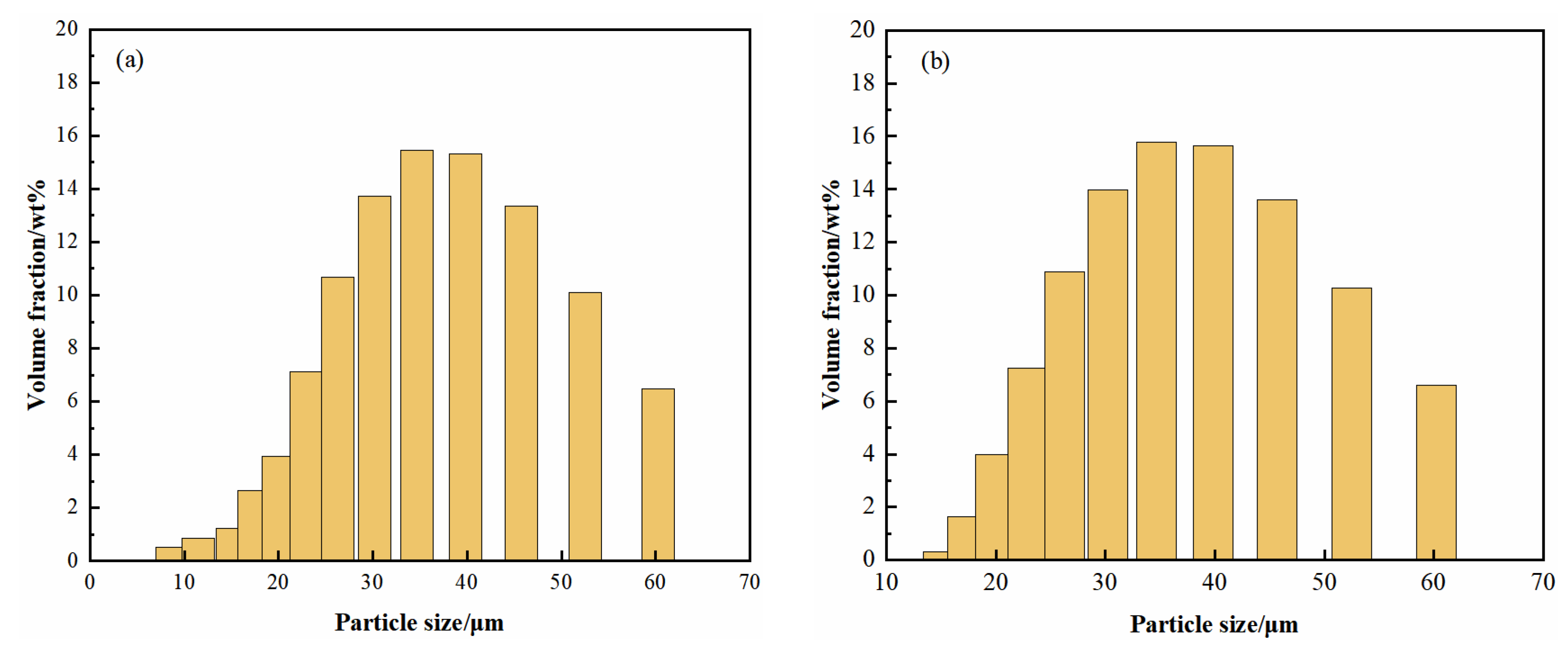
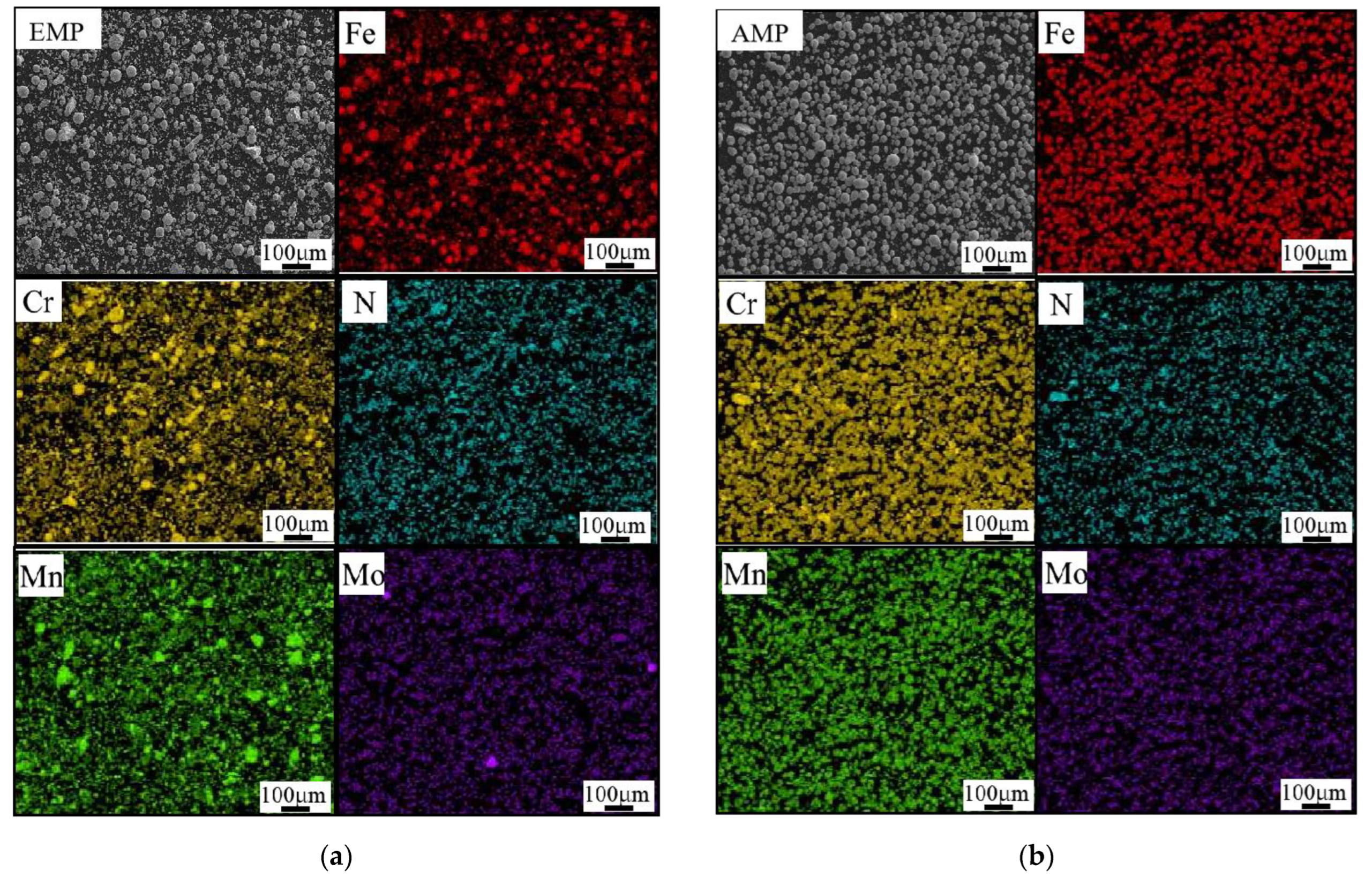
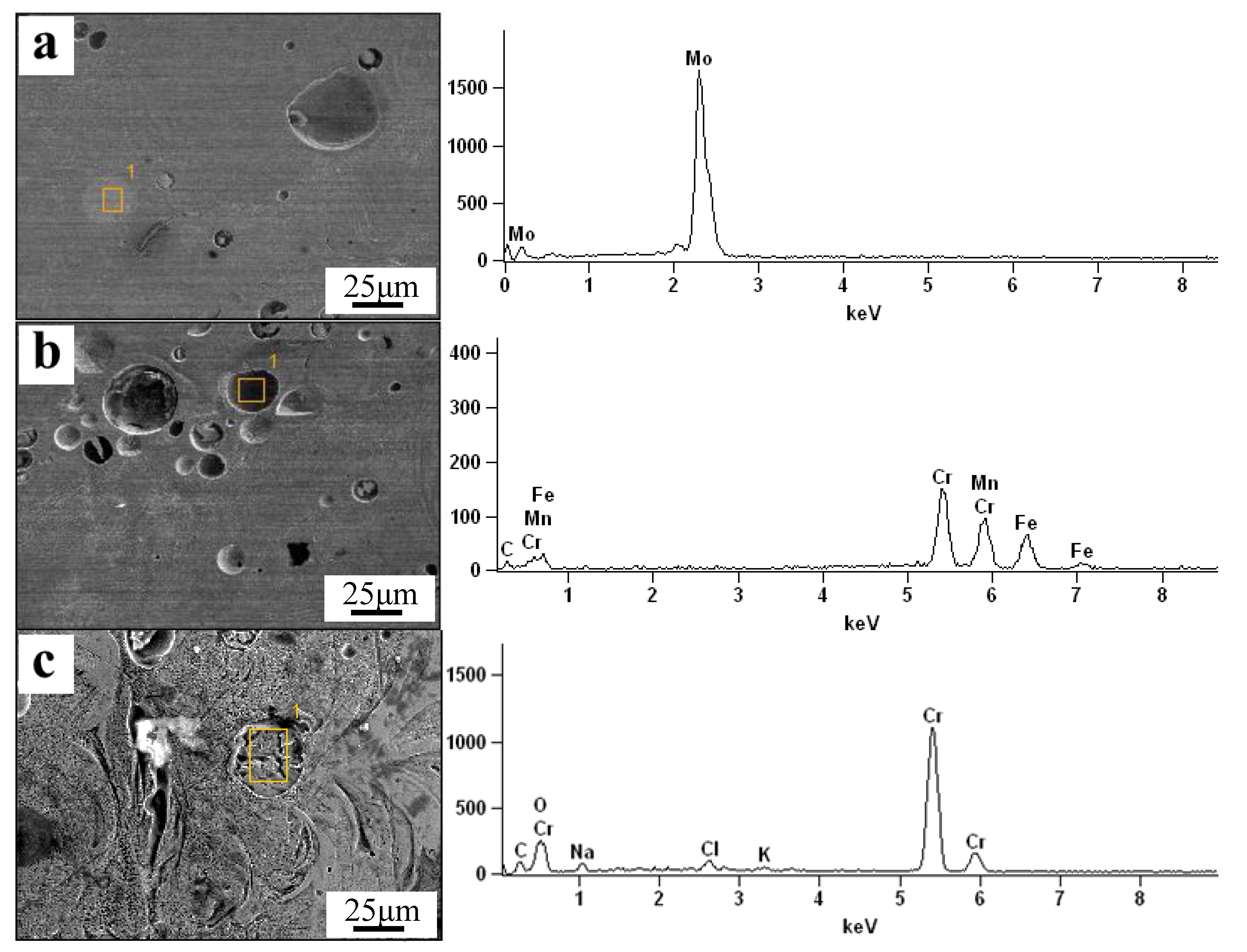
3.1. Morphological Characteristics and Elemental Distribution of the Mixed Powder
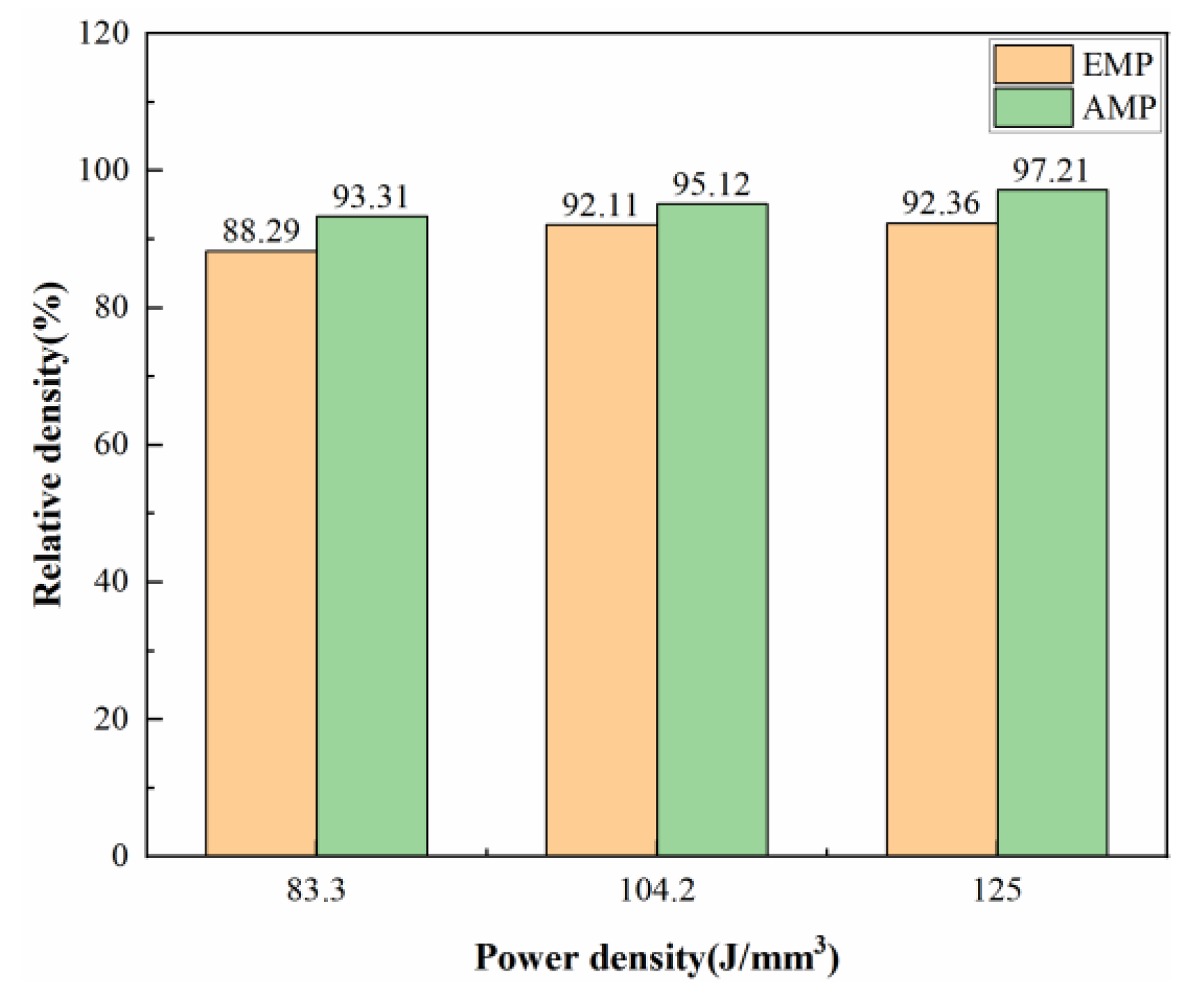
3.2. The Effect of Powder Formulation and Energy Density on the Relative Density of High-Nitrogen Steel
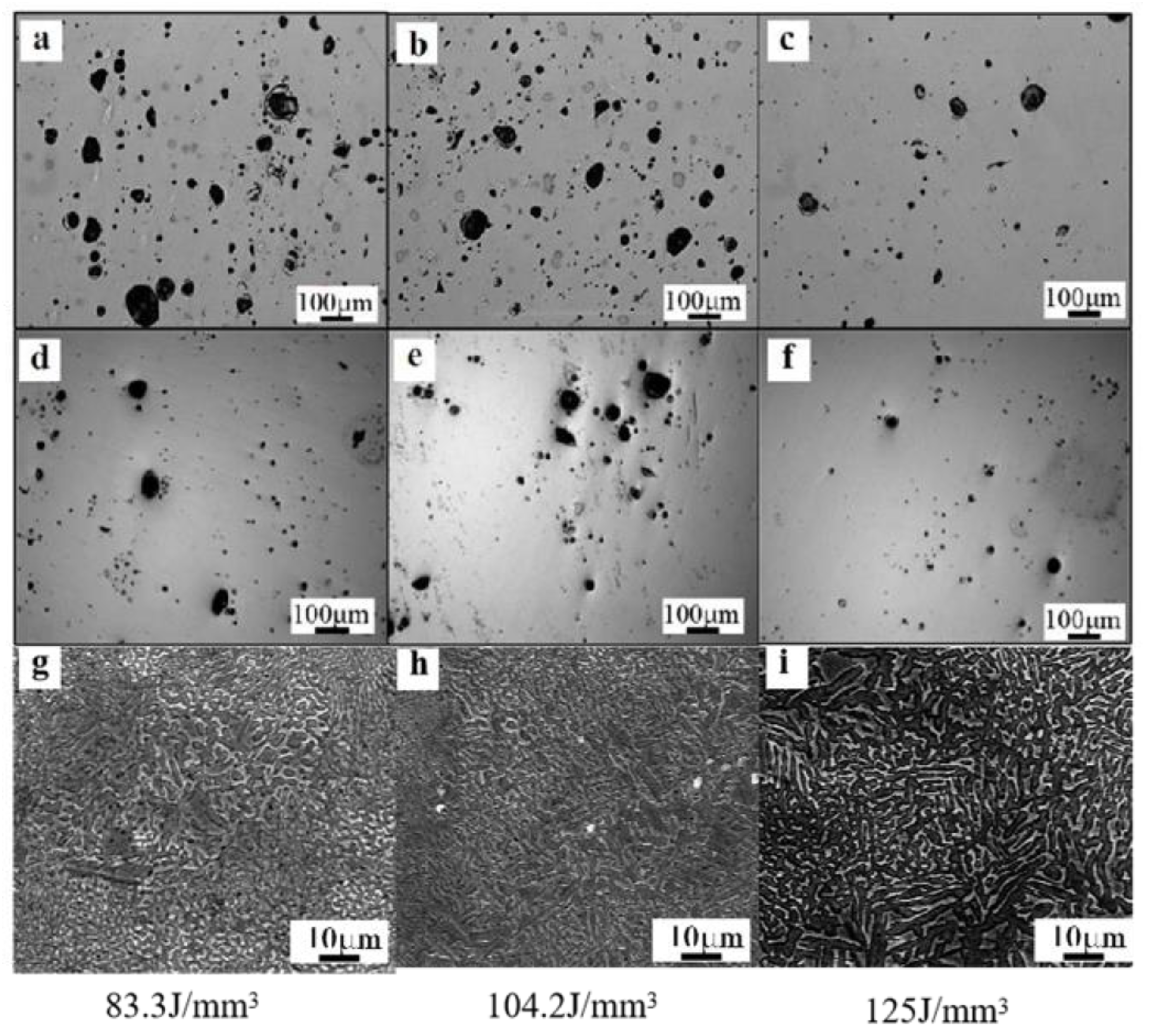
3.3. The Effect of Powder Formulation and Energy Density on the Microstructure of the High-Nitrogen Steel
3.4. The Effect of Powder Formulation and Energy Density on the Microstructure of the High-Nitrogen Steel
3.5. Mechanical Properties of the High-Nitrogen Steel
4. Conclusions
- (1)
- The formulation of mixed powders significantly affects the quality of high-nitrogen steel. The samples prepared with EMP had more nonfusion flaws and a relatively low density, with a maximum of only 92.36%, while the samples prepared with AMP had fewer defects and a density of up to 97.21%. This is due to the uneven distribution of elements, poor sphericity, and poor flowability of the elemental mixed powder.
- (2)
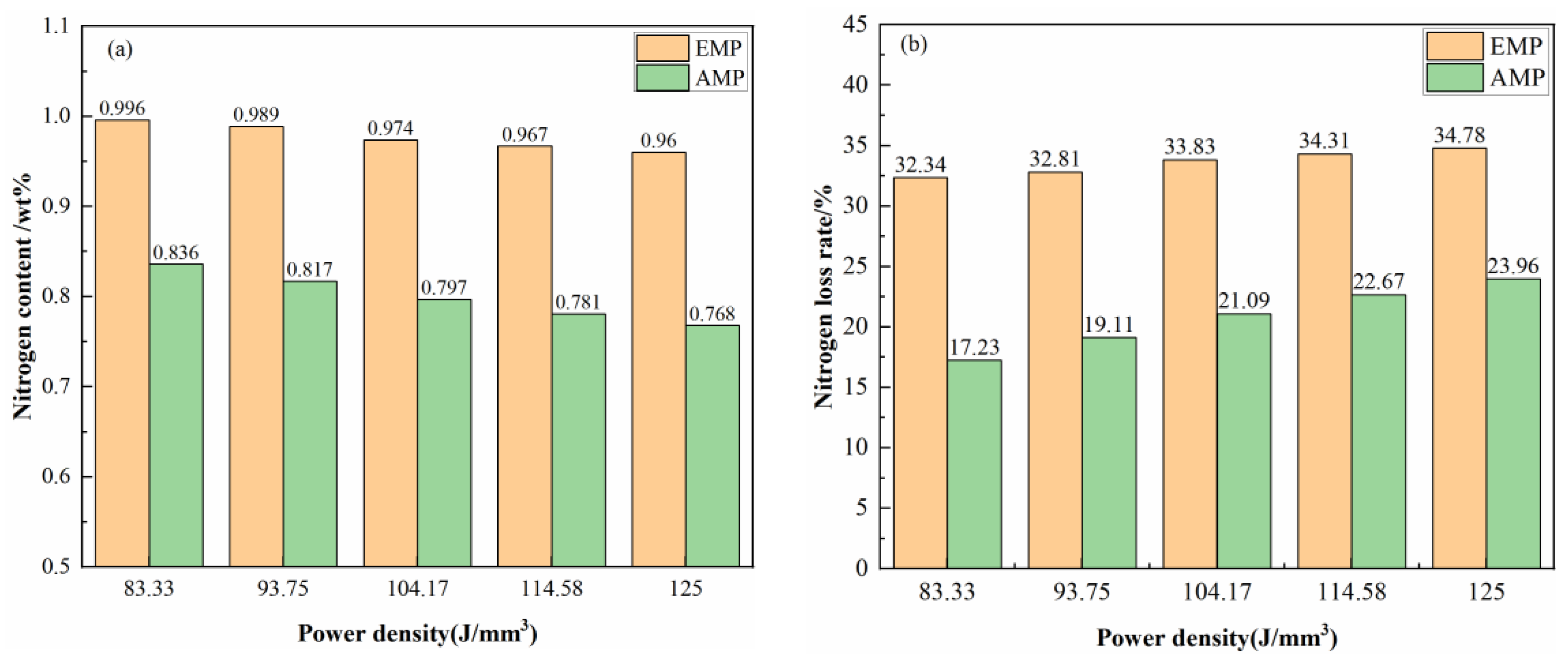
- The nitrogen content and microstructural characteristics are significantly influenced by the laser energy density. The relative density of the EMP samples increased from 88.29% to 92.36% with the increase in laser energy density from 83.3 J/mm3 to 125.0 J/mm3, while the relative density of the AMP samples increased from 93.31% to 97.21%, and it contained fewer defects and a lower nitrogen content.
- (3)
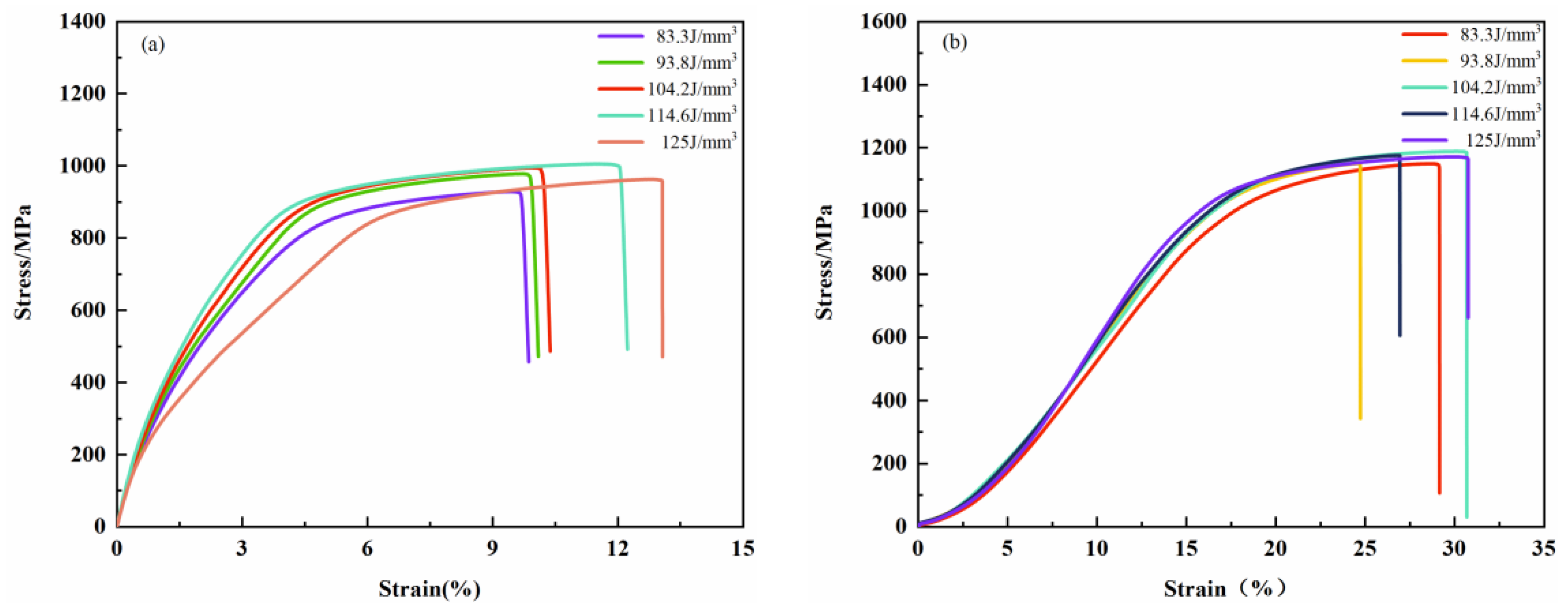
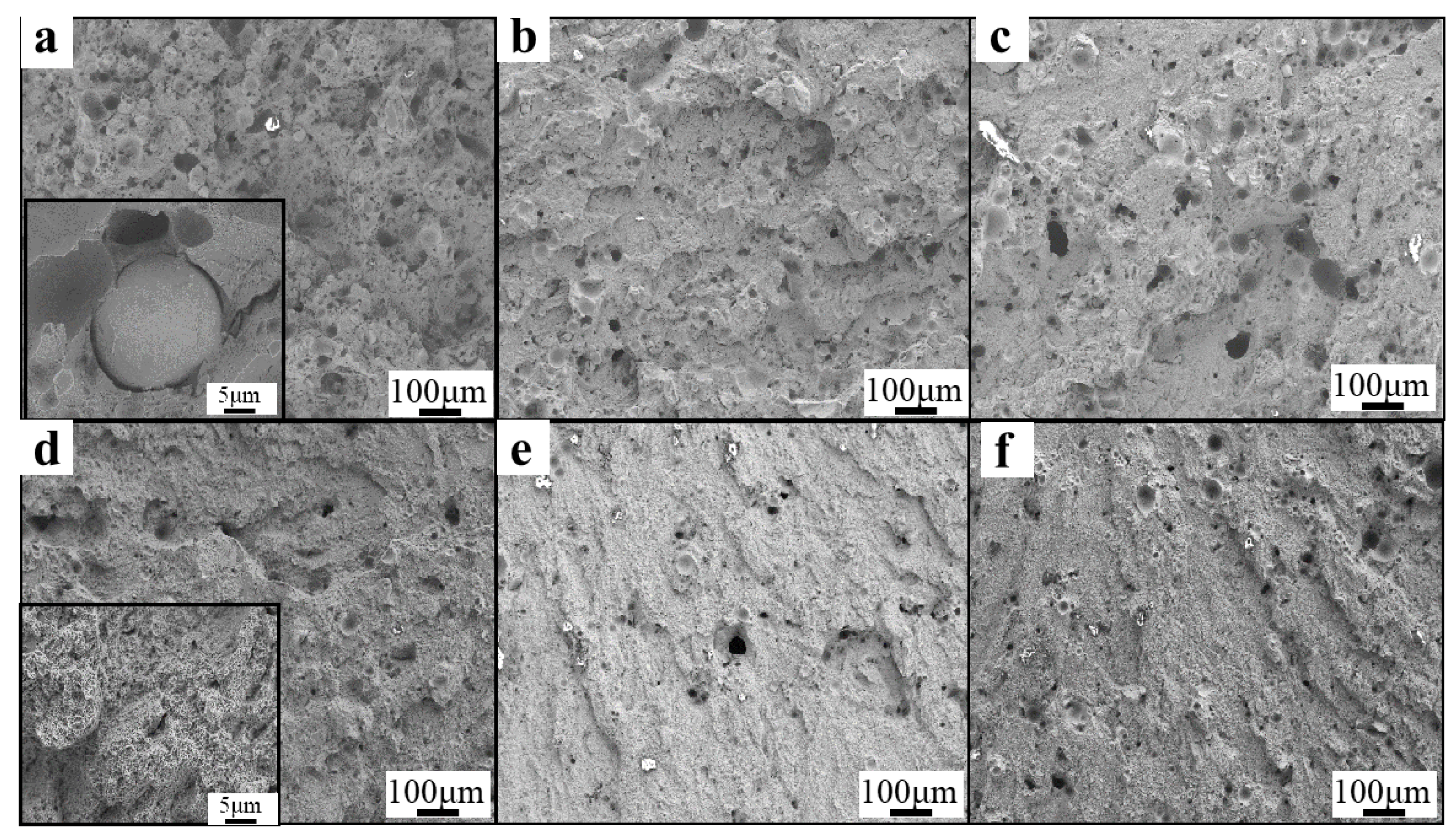
- The mechanical properties of the AMP samples were superior to those of the EMP samples when the energy density rose, and the strength of the high-nitrogen steel first rose and then fell. The AMP samples possessed the best mechanical properties when the energy density was 104.2 J/mm3, which corresponds to a laser power of 250 W, a scanning speed of 1000 mm/s, and layer thickness of a 30 μm. These values of yield strength, tensile strength, and elongation were 958.8 MPa, 1189.2 MPa, and 30.66%, respectively.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Degallaix, S.; Foct, J.; Hendry, A. Mechanical Behaviour of High-Nitrogen Stainless Steels. Mater. Sci. Technol. 1986, 2, 946–950. [Google Scholar] [CrossRef]
- Li, H.; Jiang, Z.; Zhang, Z.; Xu, B.; Liu, F. Mechanical Properties of Nickel Free High Nitrogen Austenitic Stainless Steels. J. Iron Steel Res. Int. 2007, 14, 330–334. [Google Scholar] [CrossRef]
- Chai, G.; Siriki, R.; Nordström, J.; Dong, Z.; Vitos, L. Roles of Nitrogen on TWIP in Advanced Austenitic Stainless Steels. Steel Res. Int. 2022, 2200359. [Google Scholar] [CrossRef]
- Speidel, H.J.; Speidel, M.O. Nickel and Chromium-Based High Nitrogen Alloys. Mater. Manuf. Process. 2004, 19, 95–109. [Google Scholar] [CrossRef]
- Rashev, T.V.; Eliseev, A.V.; Zhekova, L.T.; Bogev, P.V. High-Nitrogen Steel. Steel Transl. 2019, 49, 433–439. [Google Scholar] [CrossRef]
- Li, S.; Zhang, C.; Lu, J.; Chen, R.; Chen, D.; Cui, G. A Review of Progress on High Nitrogen Austenitic Stainless-Steel: Ingenta Connect. Mater. Express 2021, 11, 1901–1925. [Google Scholar] [CrossRef]
- Di Schino, A.; Kenny, J.M. Grain Refinement Strengthening of a Micro-Crystalline High Nitrogen Austenitic Stainless Steel. Mater. Lett. 2003, 57, 1830–1834. [Google Scholar] [CrossRef]
- Li, H.; Jiang, Z.; Feng, H.; Ma, Q.; Zhan, D. Aging Precipitation Behavior of 18Cr-16Mn-2Mo-1. 1N High Nitrogen Austenitic Stainless Steel and Its Influences on Mechanical Properties. J. Iron Steel Res. Int. 2012, 19, 43–51. [Google Scholar] [CrossRef]
- Xia, L.; Li, H.; Feng, H.; Jiang, Z.; Zhu, H.; Zhang, S.; Wang, X. Enhanced Strength and Toughness of High Nitrogen Stainless Bearing Steel by Controlling Interstitial Partitioning via V-Microalloying. J. Mater. Sci. Technol. 2023, 151, 204–218. [Google Scholar] [CrossRef]
- Anderson, M.C.; Shin, Y.C. Laser-Assisted Machining of an Austenitic Stainless Steel: P550. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2006, 220, 2055–2067. [Google Scholar] [CrossRef]
- Kuznetsov, Y.V.; Muradyan, O.S.; Muradyan, S.O. Development of High-Strength Corrosion Resistant Austenitic Steel for Oil Equipment Shafts. Metallurgist 2022, 65, 1095–1099. [Google Scholar] [CrossRef]
- High-Manganese and Nitrogen Stabilized Austenitic Stainless Steel (Fe–18Cr–22Mn–0.65N): A Material with a Bright Future for Orthopedic Implant Devices—IOPscience. Available online: https://iopscience.iop.org/article/10.1088/1748-605X/ac265e/meta (accessed on 21 June 2023).
- Radice, S.; Impergre, A.; Fischer, A.; Wimmer, M.A. Corrosion Resistance of the Nickel-free High-nitrogen Steel FeCrMnMoN0.9 under Simulated Inflammatory Conditions. J. Biomed. Mater. Res. Part B Appl. Biomater. 2021, 109, 902–910. [Google Scholar] [CrossRef] [PubMed]
- Simmons, J.W. Overview: High-Nitrogen Alloying of Stainless Steels. Mater. Sci. Eng. A 1996, 207, 159–169. [Google Scholar] [CrossRef]
- Preparation of Cr17Mn11Mo3N Powders by High-Pressure Gas Atomization and the Nitrogen Increasing Mechanism—ScienceDirect. Available online: https://www.sciencedirect.com/science/article/abs/pii/S0032591021002163 (accessed on 21 June 2023).
- Cheng, B.; Wei, F.; Teh, W.H.; Lee, J.J.; Meng, T.L.; Lau, K.B.; Chew, L.T.; Zhang, Z.; Cheong, K.H.; Ng, C.K.; et al. Ambient Pressure Fabrication of Ni-Free High Nitrogen Austenitic Stainless Steel Using Laser Powder Bed Fusion Method. Addit. Manuf. 2022, 55, 102810. [Google Scholar] [CrossRef]
- Armstrong, M.; Mehrabi, H.; Naveed, N. An Overview of Modern Metal Additive Manufacturing Technology. J. Manuf. Process. 2022, 84, 1001–1029. [Google Scholar] [CrossRef]
- Full Article: Topology Optimization for Metal Additive Manufacturing: Current Trends, Challenges, and Future Outlook. Available online: https://www.tandfonline.com/doi/full/10.1080/17452759.2023.2181192 (accessed on 21 June 2023).
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Attar, H.; Ehtemam-Haghighi, S.; Kent, D.; Dargusch, M.S. Recent Developments and Opportunities in Additive Manufacturing of Titanium-Based Matrix Composites: A Review. Int. J. Mach. Tools Manuf. 2018, 133, 85–102. [Google Scholar] [CrossRef]
- Tong, J.; Bowen, C.R.; Persson, J.; Plummer, A. Mechanical Properties of Titanium-Based Ti–6Al–4V Alloys Manufactured by Powder Bed Additive Manufacture. Mater. Sci. Technol. 2017, 33, 138–148. [Google Scholar] [CrossRef] [Green Version]
- Ming, Q.; Lim, L.C.; Chen, Z.D. Laser Cladding of Nickel-Based Hardfacing Alloys. Surf. Coat. Technol. 1998, 106, 174–182. [Google Scholar] [CrossRef]
- Zhang, M.; Zhang, B.; Wen, Y.; Qu, X. Research Progress on Selective Laser Melting Processing for Nickel-Based Superalloy. Int. J. Miner. Metall. Mater. 2022, 29, 369–388. [Google Scholar] [CrossRef]
- Chen, H.; Gu, D.; Kosiba, K.; Lu, T.; Deng, L.; Xi, L.; Kühn, U. Achieving High Strength and High Ductility in WC-Reinforced Iron-Based Composites by Laser Additive Manufacturing—ScienceDirect. Addit. Manuf. 2020, 35, 101195. [Google Scholar]
- Huang, W.; Chen, S.; Xiao, J.; Jiang, X.; Jia, Y. Laser Wire-Feed Metal Additive Manufacturing of the Al Alloy. Opt. Laser Technol. 2021, 134, 106627. [Google Scholar] [CrossRef]
- Ostovari Moghaddam, A.; Shaburova, N.A.; Samodurova, M.N.; Abdollahzadeh, A.; Trofimov, E.A. Additive Manufacturing of High Entropy Alloys: A Practical Review. J. Mater. Sci. Technol. 2021, 77, 131–162. [Google Scholar] [CrossRef]
- Gong, G.; Ye, J.; Chi, Y.; Zhao, Z.; Wang, Z.; Xia, G.; Du, X.; Tian, H.; Yu, H.; Chen, C. Research Status of Laser Additive Manufacturing for Metal: A Review. J. Mater. Res. Technol. 2021, 15, 855–884. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal Additive Manufacturing in Aerospace: A Review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Naseer, M.U.; Kallaste, A.; Asad, B.; Vaimann, T.; Rassõlkin, A. A Review on Additive Manufacturing Possibilities for Electrical Machines. Energies 2021, 14, 1940. [Google Scholar] [CrossRef]
- Selema, A.; Ibrahim, M.N.; Sergeant, P. Electrical Machines Winding Technology: Latest Advancements for Transportation Electrification. Machines 2022, 10, 563. [Google Scholar] [CrossRef]
- Hu, G.; Huang, B.; Xie, H.; Zuo, L.; Wang, N.; Li, D. Ultrasonic-Assisted Direct Writing Metal Additive Manufacturing Technique—ScienceDirect. J. Mater. Process. Technol. 2023, 312, 117830. [Google Scholar] [CrossRef]
- Wu, T.; Liu, J.; Wang, K.; Wang, L.; Zhang, X. Microstructure and Mechanical Properties of Wire-Powder Hybrid Additive Manufacturing for High Nitrogen Steel. J. Manuf. Process. 2021, 70, 248–258. [Google Scholar] [CrossRef]
- Yasa, E.; Kruth, J.-P.; Deckers, J. Manufacturing by Combining Selective Laser Melting and Selective Laser Erosion/Laser Re-Melting. CIRP Ann. 2011, 60, 263–266. [Google Scholar] [CrossRef]
- Gao, B.; Zhao, H.; Peng, L.; Sun, Z. A Review of Research Progress in Selective Laser Melting (SLM). Micromachines 2023, 14, 57. [Google Scholar] [CrossRef] [PubMed]
- Guo, S.; Li, Y.; Gu, J.; Liu, J.; Peng, Y.; Wang, P.; Zhou, Q.; Wang, K. Microstructure and Mechanical Properties of Ti6Al4V/ B4C Titanium Matrix Composite Fabricated by Selective Laser Melting (SLM)—ScienceDirect. J. Mater. Res. Technol. 2023, 23, 1934–1946. [Google Scholar] [CrossRef]
- Li, Y.; Liu, S.; Zhi, H.; Yang, X.; Zhang, J.; Wang, Y. In-Situ Generation of High-Strength AISI 1045 Steel with SiO2 Nano-Precipitation by Selective Laser Melting (SLM). J. Manuf. Process. 2023, 94, 374–386. [Google Scholar] [CrossRef]
- Tonelli, L.; Fortunato, A.; Ceschini, L. CoCr Alloy Processed by Selective Laser Melting (SLM): Effect of Laser Energy Density on Microstructure, Surface Morphology, and Hardness. J. Manuf. Process. 2020, 52, 106–119. [Google Scholar] [CrossRef]
- Lan, L.; Yang, Z.; Wang, W.; Cui, Z.; Hao, X. Effect of Initial Powder Particle Size on Densification Behavior and Mechanical Properties of Laser Additive Manufacturing of AlCoCrFeNi2.1 Eutectic High-Entropy Alloy. Powder Technol. 2023, 420, 118379. [Google Scholar] [CrossRef]
- Měsíček, J.; Čegan, T.; Ma, Q.-P.; Halama, R.; Skotnicová, K.; Hajnyš, J.; Juřica, J.; Krpec, P.; Pagáč, M. Effect of Artificial Aging on the Strength, Hardness, and Residual Stress of SLM AlSi10Mg Parts Prepared from the Recycled Powder. Mater. Sci. Eng. A 2022, 855, 143900. [Google Scholar] [CrossRef]
- Xiang, H.; Chen, G.; Zhao, W.; Wu, C. Densification Behavior and Build Quality of Duplex Stainless Steel Fabricated by Laser Powder Bed Fusion. Metals 2013, 13, 741. [Google Scholar] [CrossRef]
- Dwivedi, S.; Rai Dixit, A.; Kumar Das, A. Wetting Behavior of Selective Laser Melted (SLM) Bio-Medical Grade Stainless Steel 316L. Mater. Today Proc. 2022, 56, 46–50. [Google Scholar] [CrossRef]
- Weingarten, C.; Buchbinder, D.; Pirch, N.; Meiners, W.; Wissenbach, K.; Poprawe, R. Formation and Reduction of Hydrogen Porosity during Selective Laser Melting of AlSi10Mg. J. Mater. Process. Technol. 2015, 221, 112–120. [Google Scholar] [CrossRef]
- Wang, L.; Wang, S.; Hong, X. Pulsed SLM-Manufactured AlSi10Mg Alloy: Mechanical Properties and Microstructural Effects of Designed Laser Energy Densities. J. Manuf. Process. 2018, 35, 492–499. [Google Scholar] [CrossRef]
- Ma, M.; Wang, Z.; Zeng, X. A Comparison on Metallurgical Behaviors of 316L Stainless Steel by Selective Laser Melting and Laser Cladding Deposition. Mater. Sci. Eng. A 2017, 685, 265–273. [Google Scholar] [CrossRef]
- Zhong, Y.; Liu, L.; Wikman, S.; Cui, D.; Shen, Z. Intragranular Cellular Segregation Network Structure Strengthening 316L Stainless Steel Prepared by Selective Laser Melting. J. Nucl. Mater. 2016, 470, 170–178. [Google Scholar] [CrossRef]
- Wang, D.; Song, C.; Yang, Y.; Bai, Y. Investigation of Crystal Growth Mechanism during Selective Laser Melting and Mechanical Property Characterization of 316L Stainless Steel Parts. Mater. Des. 2016, 100, 291–299. [Google Scholar] [CrossRef]
- Kim, S.-T.; Kim, S.-Y.; Lee, I.-S.; Park, Y.-S.; Shin, M.-C.; Kim, Y.-S. Effects of Shielding Gases on the Microstructure and Localized Corrosion of Tube-to-Tube Sheet Welds of Super Austenitic Stainless Steel for Seawater Cooled Condenser. Corros. Sci. 2011, 53, 2611–2618. [Google Scholar] [CrossRef]
- Li, H.; Jiang, Z.; Zhang, Z.; Yang, Y. Effect of Grain Size on Mechanical Properties of Nickel-Free High Nitrogen Austenitic Stainless Steel. J. Iron Steel Res. Int. 2009, 16, 58–61. [Google Scholar] [CrossRef]
- Sohrabi, M.J.; Mirzadeh, H.; Sadeghpour, S.; Mahmudi, R. Grain Size Dependent Mechanical Behavior and TRIP Effect in a Metastable Austenitic Stainless Steel. Int. J. Plast. 2023, 160, 103502. [Google Scholar] [CrossRef]
- Liang, Z.; Chen, X.; Sun, Z.; Guo, Y.; Li, Y.; Chang, H.; Zhou, L. A Study on the Compressive Mechanical Properties of 316L Diamond Lattice Structures Manufactured by Laser Powder Bed Fusion Based on Actual Relative Density. J. Manuf. Process. 2022, 84, 414–423. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Cr | Mn | Mo | N | C | Fe |
|---|---|---|---|---|---|---|
| EMP | 20.53 | 10.61 | 3.23 | 1.472 | 0.038 | Bal |
| AMP | 21.14 | 11.21 | 3.04 | 1.01 | 0.036 | Bal |
| Mixed Powder | Size (μm) | Flowability (s/50 g) | Apparent Density (g/cm3) | Compacted Density (g/cm3) |
|---|---|---|---|---|
| EMP | 15-53 | 40.25 | 3.44 | 3.85 |
| AMP | 15-53 | 29.81 | 4.15 | 4.36 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, X.; Ren, J.; Wang, S.; Zhao, D. Effect of Powder Formulation and Energy Density on the Nitrogen Content, Microstructure, and Mechanical Properties of SLMed High-Nitrogen Steel. Processes 2023, 11, 1937. https://doi.org/10.3390/pr11071937
Sun X, Ren J, Wang S, Zhao D. Effect of Powder Formulation and Energy Density on the Nitrogen Content, Microstructure, and Mechanical Properties of SLMed High-Nitrogen Steel. Processes. 2023; 11(7):1937. https://doi.org/10.3390/pr11071937
Chicago/Turabian StyleSun, Xin, Jianbiao Ren, Shuhuan Wang, and Dingguo Zhao. 2023. "Effect of Powder Formulation and Energy Density on the Nitrogen Content, Microstructure, and Mechanical Properties of SLMed High-Nitrogen Steel" Processes 11, no. 7: 1937. https://doi.org/10.3390/pr11071937