Abstract
As the global market becomes increasingly competitive and demanding, companies face the challenge of responding swiftly and efficiently to customer needs. To maintain a competitive advantage, organisations must optimise the usage of their assets. This study focuses on the critical role of maintenance management and presents a novel, cost-effective, and easily applicable model that integrates Industry 4.0 (I4.0) and Total Productive Maintenance (TPM) principles to enhance production processes. The proposed model incorporates a real-time monitoring system equipped with sensors, a gateway, and Internet of Things (IoT) services. These components enable data acquisition, transmission, storage, and visualisation through both mobile and fixed devices. The model’s effectiveness was validated through its implementation on a conveyor belt in a feed mill. The availability of the conveyor belt was around 89.5% before TPM implementation. After the implementation of TPM, it was possible to observe that the availability of the treadmill increased to 92.7% in a workweek of 105 h. On the other hand, it was possible to observe a considerable improvement in terms of the average time of each intervention, with a reduction of around 53%. Moreover, the model also facilitated improvements in the maintenance plan for the conveyor belt. Operators were trained to effortlessly comply with the new autonomous maintenance plan, enhancing operational efficiency. The joint application of I4.0 and TPM demonstrated significant advancements in maintenance management. The flexibility of the developed model allows for easy adaptation to monitor other condition parameters, enabling real-time decision-making for both the maintenance and production departments. This integrated approach holds the potential to drive process optimisation, ultimately contributing to improved productivity, cost-effectiveness, and competitiveness.
1. Introduction
In an increasingly global and competitive world, companies are faced with challenges arising from the turbulent and dynamic environment in which they operate. These challenges can arise from market fluctuations, technological advancements, ecological impacts, and economic changes. To ensure their survival and success in such an environment, companies need to adopt new strategies and approaches [1,2]. Thus, in the face of intense competition among companies, the accelerated pace of change requires a greater emphasis on organisational reorganisation, and consequently, this requirement for change demands new knowledge, innovative ideas, and individuals with a capacity for continuous learning [3,4]. In this context, companies seek to improve their production processes, answer more quickly and effectively to market needs, maintain the quality of products, and lower their cost. Thus, they must look for new management and organisational tools and commit efforts in the areas that are within their control, starting with the factory floor [5,6,7]. In the past, maintenance activities were only carried out when the equipment failed, being seen by many as a “necessary evil” [8,9]. Now, maintenance is a fundamental area to address changes, such as competitiveness strengthening, the increase of quality of products or services, the processes flexibility, and the training and valorisation of their human resources [10,11]. So, the Maintenance Function has evolved on a large scale, mainly in the development of various management strategies to provide greater safety and availability of assets, a lower environmental impact, and a better quality of products or services at a lower cost [12,13]. The maintenance strategy employed by a company is crucial for ensuring the smooth operation of facilities and equipment, improving organisational efficiency, and preventing problems that may arise between different departments or services. The maintenance strategy encompasses various practices and approaches aimed at optimising the performance, reliability, and lifespan of assets within an organisation [14,15]. In this way, it is essential to meet several factors, such as maintenance objectives, the nature of the installation, the equipment to be maintained, workflow standards, and the work environment, so that the choice of strategy is as appropriate as possible for the company [15,16]. Thus, allied to maintenance and production is the Total Productive Maintenance (TPM) methodology. This methodology is based, through specific actions, on the contribution to the increase of productive efficiency, reduction of waste, accidents, defects, stops, and failures throughout the production process [17,18]. TPM proves to be an option to be considered by companies concerning maintenance management since it allows the reduction of costs through the minimisation of the occurrence of failures and the optimisation of resources and their use, whether these are human, material, capital, energy, and time resources [19,20]. The effective implementation of a TPM program allows companies to achieve reduced prices and delivery times to their customers, putting them in a more competitive negotiating position and allowing for greater business sustainability [21,22]. On the other hand, in an Industry 4.0 (I4.0) approach, monitoring the production system and the data collected is crucial, becoming an essential resource to direct and achieve the objectives of the company that must be eased by maintenance. Therefore, the collection and analysis of data are indispensable resources for the monitoring and control of activities and decision-making [23,24,25]. The monitoring and control of productive activities can be further explored through new technologies related to I4.0, thus obtaining lasting competitive advantages to differentiate companies from their competitors. In the context of I4.0, the integration of advanced technologies and digitalisation enables the creation of new virtual and physical manufacturing systems, ultimately leading to the establishment of smart factories. [26,27,28].
To improve maintenance management, a model is designed to combine the concepts of Maintenance, Lean Philosophy, and I4.0, providing better data acquisition, as well as improving the operation of the production system and the maintenance department.
This manuscript is structured as follows. In Section 2, the model for improving maintenance management is presented. In Section 3, the case study where the model is implemented is described. Section 4 includes a discussion of the results, and finally, Section 5 shows the main conclusion of the research work.
2. Model Proposal to Improve Maintenance
The model presented in this work results from a systematic review of the literature carried out by Mendes et al. [29], as well as the exhaustive analysis of several works of interest around the concepts under study. In this study, a systematic review of the literature is carried out and enables the identification of several scientific works that combine the concepts under study in the present work. From a first search using electronic databases: Google Scholar, B-On, and Science Direct, and the following keywords: Maintenance 4.0, Intelligent maintenance; Lean Maintenance, Lean Maintenance Techniques; Lean and Industry 4.0, Lean 4.0; Lean Intelligent Maintenance, Lean Maintenance 4.0, 1696 articles were identified. After refining the search, it was possible to identify 68 articles that would best fit the development of the model presented here. It should be noted that throughout the development of the work, a summary table of all the articles read was created (Table 1), which allows for basing knowledge on the concepts, summarising ideas, and relevant data, as well as highlighting gaps. Throughout the current work, as well as through the analysis of several scientific references, it was possible to identify that most of the works that combine TPM and Industry 4.0 are mostly condition parameter monitoring systems, thus becoming evident the need for the development of a model that would make possible the improvement of maintenance management and the obtaining of its indicators remotely. Finally, it should be noted that the model was also based on the architecture proposed by Magadán et al. [30].

Table 1.
Example of the table created for the analysis of works found in the electronic database.
For the development of the model, it was defined that it would be based on Industry 4.0, given the capacity and technological elements that it provides. The use of technologies inherent to Industry 4.0 in maintenance will allow companies to reach new heights, as they facilitate remote controls and access, as well as the automation of processes and devices. To improve maintenance and the production system, the Lean Philosophy was introduced, which, together with Industry 4.0, will improve the entire operation of the factory floor, as well as the involvement of all company employees through the introduction of a new collaborative culture and knowledge sharing.
Figure 1 shows the proposed model. It is constituted by a monitoring system, constituted by sensors, gateway, among other devices, as well as the implementation of the TPM methodology. The model is made up of three layers, which, with their correct implementation, allow continuous and accurate monitoring of the most relevant indicators of maintenance processes (for example, average repair time, time of good operation, and the number of breakdowns per shift, among others) to better manage maintenance and the production system.
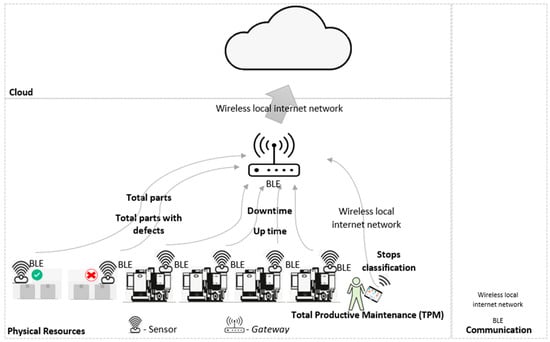
Figure 1.
Proposal of a model that combines the concepts under study.
The first layer is composed of physical resources: operators, equipment, sensors, and computers, among other fixed or mobile devices, which will bridge the gap between the system, allowing operators and maintenance technicians to receive alerts, classify stops, and real-time visualisation of the various indicators. The second layer, called communication, allows communication between the various layers. The communication protocols are Local Internet Network (LIN) and Bluetooth Low Energy (BLE). The last layer, the cloud, through a platform that the Internet of Things (IoT) facilitates, ThingSpeak, enables the processing, storage, and visualisation of the various indicators in real-time through computers or mobile devices with access to the LIN.
2.1. Description of How the Proposed Model Works and the Components Used
The monitoring system that makes up the model is supported by the LIN and by the various devices that allow the continuous and real-time collection of data, storage, and visualisation.
Through Figure 1, the monitoring of the machines is performed through wireless sensors. These sensors collect and send data to the gateway. The gateway receives the data sent by the sensors, and they are processed and sent to the cloud.
It should be noted that in the event of a stop, the operator using a tablet connected to the internet classifies the type of stop. Classification is possible by accessing the web platform.
To enable the visualisation of data in real time, ThingSpeak, an IoT platform service, is used. This service allows aggregation, data flow analysis, and real-time visualisation, through the various devices on the factory floor, such as computers, tablets, dashboards, touchscreens, and smartphones, among other devices. Figure 2 shows schematically and briefly how the system works.

Figure 2.
Flowchart describing how the system works.
The sensors chosen are: April USB Beacon 306 to ensure monitoring of machines and equipment and the infrared sensor module TCRT5000 to count the parts with and without defects. To turn the communication between sensors compatible, specifically the TCRT5000 infrared sensor (if applicable, another sensor that is compatible with the system can be added), the Arduino Nano 33 BLE was used. The Raspberry Pi 3 Model B+, which allows communication through Wi-fi and BLE, was used to form the gateway.
2.2. Total Productive Maintenance
TPM is a methodology that involves the participation of all areas and hierarchies of the company, which leads to the optimisation of equipment by eliminating failures and possible causes of failure, promotes autonomous maintenance performed by production operators, integrated into their daily activities, which takes to an increase in productivity achieved at the expense of greater availability of equipment and an improvement in the quality of the products produced.
This methodology is based on eight concepts (Figure 3) that support the development of TPM, and each of these will be applied in the case study.

Figure 3.
TPM implementation pillars suggested by the Japan Institute of Plant Maintenance [36].
TPM Implementation
The implementation of TPM is a global participation in which the responsibility for its introduction within the company lies with the top management. This must be performed with rigour, planning, and preparation, as they are the key to success. The implementation is generally performed in four phases. The steps supporting the development of the basic activities are shown in Figure 2. These constitute the minimum requirements for the development of the TPM.
For the correct and successful implementation of the methodology, as well as to improve the efficiency and effectiveness of equipment and operators, conditions must be created to eliminate the six major losses, such as (1) equipment failure/breakdown, (2) configurations and adjustments, (3) delays or micro stops, (4) loss of speed, (5) quality defects and rework and (6) start-up and changes of products, which lead to an improvement in the operation of the production system, as well as helping to increase the skills and motivation of operators.
As described by Hama Kareem & Talib [37], the first phase, designated as preparatory, has an average duration of three to six months and consists of preparing the company’s environment for the reception and introduction of TPM. At this stage, an introductory plan for its application is outlined. The second phase, Introduction, should extend the dissemination of the implementation to stakeholders to increase the awareness of the concept that is intended to be installed in the company. Once the plan is approved, the TPM program is introduced. This startup is often a general meeting of the company to which partner companies and subcontractors are invited. Top Management confirms its commitment to the implementation of TPM and informs about the plans developed and the work produced during the preparation phase. The third phase, Implementation, is the phase where the methodology is applied, and this lasts a minimum of two to three years. If this period is short, it is necessary to extend it to promote the success of the TPM implementation. The implementation starts in the sixth stage, starting with the elimination of the six losses of the equipment. This is the stage where the operators play the main role, gradually starting to abandon the daily routines to put the TPM routines into practice. The next step begins the implementation of the eight pillars of TPM. It is also important to mention that these pillars can be implemented with some simultaneity since they have some interconnections. The last phase is known as the Consolidation phase. In this phase, the improvements achieved during each of the stages must be maintained and improved. The progress achieved must be quantified and made known to all employees, which will help in understanding and valuing their work. The philosophy of continuous improvement must be kept, reviewing the established objectives, and proposing new goals, to answer the needs of the organisation.
If the implementation has not been performed rigorously, without preparation and planning, the implementation will become difficult. Corrections and modifications must be carried out until reaching the objective of each phase/stage of the implementation of the TPM. Figure 2 shows in a schematic and summarised way the remaining part of the system’s operation, which involves implementing the TPM.
3. Case Study
The case study took place at Manutenção Industrial, Montagens e Engenharia (MIME), Ltd., a Small Medium Enterprise (SME) which has grown exponentially over the last few years. It initially aided maintenance services. Faced with the constant changes in the market, MIME saw the need to increase the offer of its services. MIME currently offers a wide range of solutions, ranging from the design, assembly, and maintenance of industrial facilities. Of the various services provided, it has focused mainly on bulk handling technologies since most of the equipment manufactured is equipment for transporting solid materials.
3.1. Model Implementation
The implementation of the developed model involves its introduction in one of the turnkey solutions developed by the MIME company. In this way, one of the most recent ones, the belt conveyor shown in Figure 4, was selected to apply the architecture for real-time monitoring of its operation. This type of equipment is widely used in industry. Its correct maintenance is essential since it is usually incorporated into continuous production processes, and its malfunction may lead to production delays. Additionally, this equipment has electric motors that can lead to power phase unbalance and, consequently, high energy consumption [38]. Thus, their application in a variety of industries, such as food, components or raw materials, among others, can benefit from the inclusion of monitoring or traceability systems [39].

Figure 4.
Conveyor belt.
To facilitate the introduction of the model after installing the devices that make up the monitoring system, its implementation was divided into two phases. The first phase consisted of setting up the monitoring system. For this task, the operation of the conveyor belt was analysed. The corresponding meter or relay was identified on the electrical panel. After identifying the respective counter, to enable the connection of the sensor, an Alternating Current (AC) to Direct Current (DC) converter was used (usually used in various types of chargers for mobile devices powered by USB). The increase in the number of sensors will allow full data acquisition, thus enabling the monitoring of its stops. The data collected by the sensors are sent to the gateway, which in turn allows the bridge to the cloud. Using a free version of ThingSpeak, an IoT analytical platform service, it is possible to aggregate, visualise and analyse data streams in real-time in the cloud, using a computer or other device with internet access. After verifying the applicability of the system, the procedure followed to the next phase. This phase, presented in this work, consists of introducing the TPM methodology in bulk transport and handling, more specifically, a conveyor belt. The eight pillars that support TPM in the bulk transport area are presented, starting with the implementation of the proposed model on the conveyor belt.
3.1.1. Focused Maintenance Pillar
The Focused Maintenance pillar is composed of a multidisciplinary team focused on managing the equipment, especially on its improvement. Its objective is to identify and systematise losses in machines and production processes and to increase the overall efficiencies of equipment and processes, eliminating all losses through a systematic practice of improvement groups. Work began on planning the specific improvement pillar to increase the availability of the conveyor belt, where the productivity losses of the process were identified to eliminate or reduce them.
A quality tool widely used for problem analysis and decision-making is the Pareto Diagram [40]. This diagram allows sorting the data in descending order of occurrences. In this way, the causes of productivity losses on the conveyor belt were observed for three weeks, even before the monitoring system was fully operational, as well as an analysis of its maintenance history record. The data were represented in a Pareto Diagram shown in Figure 5.

Figure 5.
Pareto Diagram—Analysis of the main failure modes.
According to the Pareto Diagram shown in Figure 5, the most significant causes for production losses during the process are: Scraper, Damaged seam, and Belt misaligned. Based on data analysis, the introduction of the following pillars is aimed at designing plans and actions to be carried out to increase the availability of the conveyor belt.
3.1.2. Autonomous Maintenance
The Autonomous Maintenance (AM) pillar allows for combining the technical knowledge of the maintenance department with the experience acquired in the daily use of the machine. This procedure allows operators to perform simple tasks, lubrication, cleaning, visual and manual checks, and replacement of some damaged components.
The implementation of Autonomous Maintenance on the conveyor belt followed a predefined plan where all the phases of the project were determined and what operations would be necessary to carry out in each of them. The plan was based on the seven steps of autonomous maintenance. The first step consisted of implementing the 5S, aiming to eliminate all dust and dirt from the selected equipment and its surroundings. In the second step, possible sources of dirt and dust were eliminated to prevent their dispersion, improve accessibility for cleaning and thereby optimise cleaning time. In the third step, a survey was carried out through interviews with operators. The verification of the equipment by engineering regarding the existing problems was accessed. This procedure allows us to identify the problems, promote their elimination, and leave the equipment in perfect condition for use. The fourth stage consisted of training operators in autonomous maintenance. A general plan of activities to be carried out was designed (Figure A1). The plan also indicates the tools needed to carry it out. To underpin this phase, basic maintenance sessions were carried out, addressing examples throughout the session, such as going to the factory floor. On the other hand, if the explanation/exemplification was carried out at the workstation, sometimes the explanation was supported with the OPL sheet. Next, there was the implementation of autonomous maintenance, where the follow-up of the planned autonomous maintenance activities was carried out.
In the sixth step, the focus was on optimising the workplace, which consisted of organising, tidying, and standardising actions through the visual management of the workplace. This procedure aims to create a workplace without loss through good organisation and efficient processes. In the seventh step, all activities related to Total Autonomous Maintenance are carried out. For the operator to follow the autonomous maintenance plan (fourth step), which includes the instructions for cleaning and inspection, an analysis of the preventive maintenance plans existing to date was carried out. This analysis consists of evaluating the complexity of maintenance operations to select the tasks that can be performed by operators. The equipment manuals, operator feedback, and the knowledge of maintenance technicians are also used to complement the set of actions to be implemented. To help operators with maintenance actions, an autonomous maintenance plan was developed (Figure A1). This plan contains the activities to be carried out by the operator, whether inspection, cleaning, and lubrication, their regularity, as well as the tools to be used for each of the activities. During the cleaning and initial inspection carried out in the first step, and whenever a problem is detected, a label is placed on each detected anomaly to facilitate the visualisation of the problems. The identification of anomalies that the production team can solve is identified with blue labels (Figure 6a). The red labels (Figure 6b) are used to identify anomalies that the production team is not able to solve or does not have the means to do it. Therefore, these flaws must be corrected by the maintenance teams. To date, the labels are processed by computer, filling in manually. However, the company intends shortly to increase the developed system. The sheets and all the material provided to the operators in training and education are computer-generated. The content is displayed in an area close to the company’s maintenance department. The company intends to improve conditions regarding education and training, as it sees this investment as important to improve its operation.

Figure 6.
Blue and Red label: (a) Operator Blue label; (b) Maintenance technician Red label.
3.1.3. Planned Maintenance Pillar
The Planned Maintenance (PM) pillar aims to increase the availability of machines to achieve the ideal maintenance cost, reduce the stock of spare parts, and improve the reliability and ease of maintenance of the machines.
The implementation of this pillar is carried out through the evaluation of the equipment and a survey of the current situation. With current knowledge, the next step is to block accelerated deterioration, as well as improve equipment weaknesses.
In this way, a restructuring was carried out in the management of preventive maintenance, both in the due adequacy of the frequency of maintenance interventions and in the activities necessary to keep the equipment in its ideal state of operation according to its use and importance in the production system. The existing preventive maintenance plan until the implementation of the TPM consisted of an Actuation, Drive Station, Tensioner Station, Body and Electrical System. The tasks in the Drive Station related to the engine, consisting of visual, noise, and temperature inspections, were performed monthly. Its cleaning was carried out every fifteen days. In the transmission assembly, the inspection of the state of the chain and the alignment was performed weekly. As for the Drive Station, the lubrication with mass was performed monthly, while the fixing and noise inspections were performed daily. Regarding the Tensioner Station, the lubrication of the bearings and shafts with mass was performed monthly, while the inspection and verification were performed weekly. The inspection of the remaining components (tensioning wheel, stretchers, among others) was performed every month. The Body System, with the elements, gutters dies, and chain drag, included monthly inspections. The Electrical System, as the power and control panels, were inspected every two months. The remaining tasks were performed after verifying a failure in corrective maintenance interventions.
Planned maintenance involves mostly proactive actions instead of reactive ones. Maintenance technicians start to help train operators so that they can operate the machines in a better way and can also perform the basic conditions of machine maintainability. Additionally, they can carry out inspection actions and early identification of signs of anomalies in the equipment during production and correct operation, eliminating them. Thus, the engineering personnel responsible for the maintenance of the equipment has more time to carry out the planned maintenance activities since this type of maintenance requires trained technicians fully dedicated to this activity.
Appendix B shows the preventive maintenance plans (Figure A2) for the conveyor belt. The plan was carried out by the conditions of its current use. To date, maintenance plans, among other documents, are made through an existing management system in the company. In the future, the company intends to increase this possibility in the developed system.
3.1.4. Education and Training Pillar
The TPM program imposes a very big cultural change, which generates the need to train people for their new roles. It is through the education and training pillar that operators obtain greater capacity for autonomous work. Only with well-motivated, multi-skilled employees the TPM methodology will be able to evolve within the company, as well as overcome or reduction of problems related to breakdowns or failures.
Operators must not only be trained in production operations but also in maintenance procedures. It is the responsibility of maintenance technicians to train them in inspection, adjustment, cleaning, and repair procedures. In this way, operators quickly learn how to develop equipment improvements. The tool used to multiply knowledge beyond the work performed among employees is known as a One-Point Lesson (OPL).
OPL is a good way to pass on knowledge, as training must be ongoing. These lessons allow studying in a relaxed, practical, simple, and fast way. A sheet was structured to support these lessons (Figure A3).
Most of the defects found in the machines are a consequence of the accumulation of small causes, among them the lack of knowledge of the operators. Therefore, practical and theoretical training of basic elements must be provided to operators, following the following points: “What is the element?”, “What is it for?”, “How does it work?”, “Where is it used?”, “What can cause problems in this element?”, “How to avoid problems?”.
The skills of each employee, both the maintenance team and the operators, are verified by a skills matrix developed to indicate the employee’s current competence in different areas, as well as the desired competence. Thus, it is possible to plan the training that should be given to each employee to acquire the necessary skills.
3.1.5. Development Management Pillar
This pillar encourages the use of all knowledge from the development and maintenance of already designed products/equipment in the design of new equipment.
In the maintenance area, several employees with different knowledge and acquired experiences collaborate. All these sets of knowledge are used in the specification of new matrix projects to produce new models, to avoid the repetition of errors that have been previously identified, and that future projects will also benefit from new concepts developed internally.
About the conveyor belt, to promote a high alignment of the same, the rollers must have a curved, spherical roller shape. Using the domed ball roller will keep the conveyor belt more stable and aligned. To improve safety, it must have all the movement transmission parts with the respective guards. To dose the amount of product input, the increment of a dosing device will allow controlling and dosing the input of the product in it. The main objective of this device is to be able to control the quantities of product to be moved, standardise the product flow along the belt, keeping it constant, without obstructions, avoiding jams and premature wear of the belt or its rupture, and thus, making it operate without being overloaded.
3.1.6. Quality Maintenance Pillar
The pillar of quality maintenance focuses on training employees to maintain quality and reducing failures that affect product quality, with the mission of implementing a production model that reduces product defects.
As far as the conveyor belt is concerned, it is a piece of very sensitive equipment. So, any foreign particle that is involuntarily inserted into it has a strong probability of causing defects on the surface of the belts, raw material, or finished product that may be moving on the production line and considered a quality problem. To know how to identify sources of contamination, that is, to be able to identify the root causes, some technicians received specific training in this matter.
3.1.7. Office TPM Pillar
The Office TPM aims to improve the efficiency and effectiveness of administrative processes, as well as eliminate their losses (for example, loss due to the breakdown of office equipment and time spent retrieving information). Thus, it was implemented in the maintenance department and in the administrative service that supports this department. Firstly, an analysis was made of all the resources and documents used in this area, in the tables, drawers, and cabinets. Everything that is not necessary was eliminated, through the accounting and selection of strictly necessary documents and materials, excluding obsolete resources and documents. Next, the place to store each resource was defined. Labels and colour signs were also placed to facilitate access, storage, and replacement of resources and documents. To keep this area clean, a daily cleaning plan was carried out to promote the maintenance of cleanliness and tidiness of the entire space. In terms of the use of all the material in the administrative area: computers, telephones, printers, training was given (1) to use them more efficiently and reduce problems of unavailability and misuse; (2) concerning health and bad posture in this workplace; (3) reorganisation of the office layout; (4) identification and signage of compartments and environments; (5) sorting resources and documents on desks, cabinets, and (6) locations using colours and labels.
3.1.8. Safety, Health, and Environment Pillar
This pillar must be considered to achieve all the company’s goals, as well as the needs of each customer, in a healthy way for both employees and the environment, seeking to ensure zero accidents, zero occupational diseases, and zero environmental accidents.
The unit responsible for this department has contributed considerably by carrying out training activities. This has implemented retention vessels and basins on the factory floor to eliminate oil spills on the floor and to promote the reuse of these oils after being filtered, which translates into considerable savings in monetary and environmental terms.
In strategic locations, there are retention kits to be used in case of accidental spillage of a considerable amount of contaminant product on the pavement. Employees received training to enable them to use the kit in such a case and how to contain the problem until the arrival of the entity or responsible persons appointed within the company to resolve the problem.
In the use of lighting, a remarkable job has been developed, both in what must be activated manually and when it is possible to install and turn off automatic devices. In the equipment, the activation of certain elements has been changed. So that they work only when they are strictly necessary, these actions also result in energy savings. An example of this change is the connection of existing lighting in the surroundings to the conveyor belt. When the conveyor belt was turned on, the lighting from above was also activated. The light is often on, on days with good natural lighting. In this way, the lighting system was changed. Now the light will be opened and closed using a switch, which allows the opening and closing of the passage of electric current whenever necessary.
4. Discussion
The model presented aims at monitoring important parameters to achieve more efficient and effective maintenance management, as well as to improve decision-making in the maintenance department.
Although the model was not designed for monitoring condition parameters to facilitate obtaining the various important indicators for predictive maintenance, it can be easily adapted, providing enormous versatility and application in the most varied areas and industrial dimensions.
In the implementation phase of the monitoring system, it was found that its performance can be influenced by the maximum distance between the various devices that make up the system since not all devices have the same communication range. This limitation can be overcome by changing the chosen devices and the communication protocol. It was determined that relatively short periods (every 10 s, for example) that the gateway searches for the sensor lead to its blockage. The cause of this blockage can be attributed to the local internet network. It is important to change to longer periods (every 10 min, for example).
Real-time monitoring is the best way to ensure the best conditions for using the equipment, as it guarantees a longer life cycle and reduces maintenance costs, as anomalies can be detected and corrected before reaching irreversible situations, reducing failures and optimising results. There are several advantages of using monitoring systems: the possibility of controlling several pieces of equipment at the same time, the effective analysis time, and the possibility of obtaining information in real time. However, this process has limitations, i.e., the time required for analysis, the associated error, and the unreliability of less frequent systems (for example, from a sensor to the graphical interface, there are delays in receiving data, never being instantaneous), the distance between the various devices that can compromise reading and sending data, as well as the need for highly specialised human resources, both for the installation of the architecture that composes the monitoring system and for the correct installation of the software and system programming.
The possibility of classification and description of stops by operators contributes to a better analysis of the causes that lead to that condition. In general, after completing the first phase, it was found that the monitoring system meets the need to improve maintenance and production system management.
In addition to implementing the architecture to allow real-time monitoring of the various maintenance management parameters, the proposed model also aims to implement the TPM methodology. For this purpose, data acquired over three weeks by the maintenance sector regarding the conveyor belt were analysed and verified. It should be noted the company works five days a week, with three shifts of 7 h. Figure 7 shows that the conveyor belt is stopped on average of 14 h out of 105 h of working time. Thus, it is necessary to reduce this stopping time to increase its availability and, consequently, its productivity. On the other hand, the average operating time is about 11.4 h in the first and third weeks and 10.1 h in the second week. The average repair time over the three weeks is 1.7 h per procedure.

Figure 7.
Comparison of useful working time, downtime, average operating time and repair.
As can be seen from the Pareto diagram—Analysis of occurrences (Figure 5), after three weeks, the conveyor belt stopped for 20 h due to Scraper, 9 h due to a Dam-aged seam, and 4 h due to Belt misaligned (a total of 33 h). If only these stops were considered in the three-week observation period, the conveyor belt would operate about 89.5% of the expected operating time.
With the implementation of TPM, a larger gain will be achieved in the autonomy of operators, cleaner, tidy, and organised areas surrounding the belt conveyor area through the application of the 5S methodology. With the increase in the operators’ autonomy, after receiving the necessary training and training, they will begin to have a better understanding of their work position and the machines and equipment they operate, allowing them to carry out small maintenance, cleaning, tightening, inspections, and even the identification of anomalies and their resolution.
On the other hand, autonomous maintenance contributes to the fact that real-time monitoring can be carried out uninterruptedly. With the operator aware of this added value, it will also have the function of inspecting all the sensors that are part of the conveyor belt to check if they have any problems or if they need cleaning. Even new parameters to monitor can be identified that can be useful to improve the preparation and planning of maintenance, as well as the performance of the equipment and consequently increase its availability.
With the inclusion of the autonomous maintenance plan, as well as the improvement of the maintenance plan, during a week when the operation of the conveyor belt was monitored, it was possible to determine some improvement.
Figure 8 and Figure 9 show a summary of the various occurrences and the total number of hours in which the conveyor belt was stopped. Regarding the first three weeks of observation, it was stopped eight times during the first week, nine times in the second week, and eight times in the third week, totalising 42 h.

Figure 8.
Comparison of occurrences between the four weeks.

Figure 9.
Distribution of repair hours per week of observation.
After the implementation of the autonomous maintenance plan and the improvement of the preventive maintenance plan, in a period of one week, the conveyor belt was stopped for 7.6 h (with nine occurrences). This is a reduction of around 44–49% compared to the first three weeks of observation (Figure 9).
According to Figure 10, during the week of observation after the implementation of AM and PM pillars, and considering the same operating regime of the factory (3 shifts of 7 h and five working days), the conveyor belt operated 92.8% of the predicted time (97.4 h). Thus, its availability increased by around 7% when compared to the first three weeks of observation. Regarding the average operating time, there was a 1.3% improvement. As for the average repair time, there was a reduction of about 50%. This analysis can be influenced by the relatively short observation time, as well as by the adaptation of the operators in the performance of their new tasks (Figure 10).

Figure 10.
Useful working time, downtime, average operating time, and repair after AM and PM Pillars.
Both the autonomous maintenance plan and the maintenance plan for the conveyor belt were still prepared manually. It is expected that shortly, a function will be added to the maintenance management system, so it can be issued and accessed either on physical support or via a mobile device.
With the refinement of operators’ skills over time, as well as the increase in education and training provided to them, but also to the company’s maintenance technicians, it is expected that there will be a more significant improvement.
The factors that can influence the success of this methodology are the commitment and willingness of the top management to implement it; teamwork, the involvement of all elements of the company, that is, top management, maintenance technicians, and operators; the paradigm shift sometimes affected by resistance to change; the lack of communication, planning, and preparation at all stages; the lack of monitoring of the results obtained in each stage of implementation and at the end of it, as well as education and training provided to all the elements that will be involved.
5. Conclusions
Given the growing importance of maintenance within companies today, general objectives must be in line with maintenance objectives since maintenance plays a fundamental and decisive role in the good performance of any company.
Given what has been mentioned, the monitoring of machines and equipment is essential for companies to follow the ongoing industrial revolution and for their maintenance and production process, managers make correct informed decisions and achieve their goals.
This information is usually compiled through direct observation, regular visits, recording of cycle times, stop times, repair time, waiting time, and when or after a maintenance intervention. Although this collection allows a substantial improvement in the performance of the maintenance area, sometimes, this collection is not performed judiciously.
Thus, a promising model is presented that combines TPM with the enabling technologies of Industry 4.0, allowing real-time monitoring of several important indicators for the maintenance area, namely the Mean Time to Repair, Mean Time Between Failures, number of stops, among others, to be collected, which allow showing precisely what is happening on the factory floor.
The model developed was applied to a conveyor belt developed by a company which also provides maintenance services for a feed factory to test its applicability and operation in a real environment.
As reported throughout this work, the model has a very broad approach and applicability aiming at real-time monitoring, thus solving poor data acquisition. This solution will provide better performance in maintenance, improving repair and response times, as well as in planning these. Additionally, in the context of the production system, it increases production time. Thus, it is necessary to increase the workers’ knowledge who operate the conveyor belt.
By analysing the first three weeks before the implementation of the TPM, the conveyor belt had an average availability in the three weeks of 86.7%. The average operating time during the three weeks was 11 h. The repairs took an average of 1.7 h, putting a strain on maintenance services. After the implementation of the TPM, more specifically, the implementation of AM and PM plans, a small improvement was obtained. The total operating time for one week was 97.4 h, which represents availability of 92.8%. Compared to the first three weeks of observation, there was an increase in the number of hours of operation of the conveyor belt by around 7%. A more significant improvement occurred in the repair time. On average, it was performed in 1.7 h. Currently, it requires 0.8 h (48 min), which represents a reduction of 53%. This gain is related to some of the tasks to be carried out by the operators after their training, as well as the provision of an AM plan suited to the operational context. Additionally, the small stoppages due to the accumulation of raw materials or other irregularities that occurred frequently were reduced. It should be noted that for AM to be well implemented and have its effects, there must be good support both from top management as well as part of the maintenance area. Whenever justified, training should be given to updating knowledge so operators acquire new skills as part of a continuous improvement philosophy.
Thus, it was found that the implementation of this model, together with the awareness and participation of all the elements that operate in the area of transport and movement of rations, has brought numerous benefits, such as increased availability, better knowledge, and performance of employees who operate in this area, interventions and maintenance plan more adjusted to the daily reality of the operation of the conveyor belt, improving the optimisation of programmed stop times, among other benefits.
After the implementation of this model, it was verified that it is a value-added tool for companies, as it helps in the decision-making of those responsible for maintenance. Based on the analysis of the maintenance history combined with continuous monitoring data, it is possible to predict future actions through the selection and use of specific maintenance management parameters.
To improve the proposed model and obtain better feedback on its performance more comprehensively and functionally, and considering that the construction and application of the presented model focused only on the conveyor belt, there will be very convenient and interesting to extend the practical test to all the machines that are part of the production system.
Given the current state of the company in question, it is suggested that the pillars of the TPM methodology be evolved daily and adopted as a management model since the program can involve all areas of the company and improve results in different quantitative and qualitative aspects.
For future work, it is suggested to implement it in other industrial areas to have an overall perception of the implementation of the model and, thus, to be able to highlight possible other gaps and improve it. Additionally, it is intended to investigate and integrate machine learning algorithms or artificial intelligence techniques to improve decision-making. The application of machine learning and monitoring models will provide even more efficient and effective management, freeing up time for those responsible for maintenance, which can direct the time gained in activities that can contribute to improving the operation of machines and equipment, as well as reducing the costs of maintenance.
Author Contributions
Conceptualization, D.M., F.C.-S. and H.N.; methodology, D.M., P.D.G., F.C.-S. and H.N.; validation, D.M., P.D.G., F.C.-S. and H.N.; formal analysis, D.M., P.D.G. and H.N.; investigation, D.M., P.D.G., F.C.-S. and H.N.; resources, D.M., F.C.-S. and H.N.; data curation, D.M., P.D.G. and H.N.; writing—original draft preparation, D.M., P.D.G. and H.N.; writing—review and editing, D.M., P.D.G. and H.N.; supervision, P.D.G., F.C.-S. and H.N.; All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by [Fundação para a Ciência e Tecnologia] grant number [UIDB/00667/2020, UIDB/00151/2020].
Acknowledgments
The author from FCT NOVA acknowledge Fundação para a Ciência e a Tecnologia (FCT-MCTES) for its financial support via the project UIDB/00667/2020 (UNIDEMI). The authors from UBI acknowledge Fundação para a Ciência e Tecnologia (FCT) and C-MAST (Centre for Mechanical and Aerospace Science and Technologies) for their support in the form of funding, under the project UIDB/00151/2020.
Conflicts of Interest
The authors declare no conflict of interest.
Appendix A
An autonomous maintenance plan developed for the conveyor belt.

Figure A1.
Autonomous Maintenance Plan.
Figure A1.
Autonomous Maintenance Plan.

Appendix B
A maintenance plan developed for the conveyor belt considering the analysis carried out in Focused Maintenance.

Figure A2.
Preventive Maintenance Plan.
Figure A2.
Preventive Maintenance Plan.

Appendix C
OPL sheet created to complement training and training actions.

Figure A3.
OPL Sheet.
Figure A3.
OPL Sheet.

References
- Fortuna, G.; Gaspar, P.D. Implementation of industrial traceability systems: A case study of a luxury metal pieces manufacturing company. Processes 2022, 10, 2444. [Google Scholar] [CrossRef]
- Seclen-luna, J.; Vergara, R.C.; Valladares, H.L. Effects of the use of digital technologies on the performance of firms in a developing country: Are there differences between creative and manufacturing industries? Int. J. Inf. Syst. Proj. Manag. 2022, 10, 73–91. Available online: https://aisel.aisnet.org/ijispm/vol10/iss1/5 (accessed on 8 May 2023). [CrossRef]
- Proença, A.P.; Gaspar, P.D.; Lima, T.M. Lean optimization techniques for improvement of production flows and logistics management: The case study of a fruits distribution center. Processes 2022, 10, 1384. [Google Scholar] [CrossRef]
- Rojek, I.; Jasiulewicz-Kaczmarek, M.; Piechowski, M.; Mikołajewski, D. An artificial intelligence approach for improving maintenance to supervise machine failures and support their repair. Appl. Sci. 2023, 13, 4971. [Google Scholar] [CrossRef]
- Jawwad, A.K.A.; AbuNaffa, I. Applying analytical hierarchy process (AHP) in selecting best maintenance strategies for newly established chemical fertilizers plants. J. Qual. Maint. Eng. 2022, 28, 545–566. [Google Scholar] [CrossRef]
- Espinoza-Sepulveda, N.F.; Sinha, J.K. Robust vibration-based faults diagnosis machine learning model for rotating machines to enhance plant reliability. Maint. Reliab. Cond. Monit. 2021, 1, 2–9. [Google Scholar] [CrossRef]
- Martins, D.; Fonseca, L.; Ávila, P.; Bastos, J. Lean practices adoption in the Portuguese industry. J. Ind. Eng. Manag. 2021, 14, 345–359. [Google Scholar] [CrossRef]
- Fraser, K.; Hvolby, H.H.; Tseng, T.L. Maintenance management models: A study of the published literature to identify empirical evidence: A greater practical focus is needed. Int. J. Qual. Reliab. Manag. 2015, 32, 635–664. [Google Scholar] [CrossRef]
- Tsao, Y.C.; Lee, P.L.; Liao, L.W.; Zhang, Q.; Vu, T.L.; Tsai, J. Imperfect economic production quantity models under predictive maintenance and reworking. Int. J. Syst. Sci. Oper. Logist. 2020, 7, 347–360. [Google Scholar] [CrossRef]
- Yunusa-Kaltungo, A.; Labib, A. A hybrid of industrial maintenance decision making grids. Prod. Plan. Control. 2021, 32, 397–414. [Google Scholar] [CrossRef]
- Rivera-Gómez, H.; Montaño-Arango, O.; Corona-Armenta, J.R.; Garnica-González, J.; Ortega-Reyes, A.O.; Anaya-Fuentes, G.E. JIT production strategy and maintenance for quality deteriorating systems. Appl. Sci. 2019, 9, 1180. [Google Scholar] [CrossRef]
- Serradilla, O.; Zugasti, E.; Rodriguez, J.; Zurutuza, U. Deep learning models for predictive maintenance: A survey, comparison, challenges and prospects. Appl. Intell. 2022, 52, 10934–10964. [Google Scholar] [CrossRef]
- Natanael, D.; Sutanto, H. Machine Learning application using cost-effective components for predictive maintenance in industry: A tube filling machine case study. J. Manuf. Mater. Process. 2022, 6, 108. [Google Scholar] [CrossRef]
- Zhao, J.; Gao, C.; Tang, T. A review of sustainable maintenance strategies for single component and multicomponent equipment. Sustainability 2022, 14, 2992. [Google Scholar] [CrossRef]
- Werbińska-Wojciechowska, S.; Winiarska, K. Maintenance performance in the age of Industry 4.0: A bibliometric performance analysis and a systematic literature review. Sensors 2023, 23, 1409. [Google Scholar] [CrossRef]
- Velmurugan, R.S.; Hingra, T. Maintenance strategy selection and its impact in maintenance function: A conceptual framework. Int. J. Oper. Prod. Manag. 2015, 35, 1622–1661. [Google Scholar] [CrossRef]
- Wickramasinghe, G.L.D.; Perera, M.P.A. Total Productive Maintenance, affective commitment and employee retention in apparel production. Merits 2022, 2, 304–313. [Google Scholar] [CrossRef]
- Tortorella, G.L.; Saurin, T.A.; Fogliatto, F.S.; Mendoza, D.T.; Moyano-Fuentes, J.; Gaiardelli, P.; Seyedghorban, Z.; Vassolo, R.; Vergara, A.F.F.M.C.; Sunder, M.V.; et al. Digitalization of maintenance: Exploratory study on the adoption of Industry 4.0 technologies and total productive maintenance practices. Prod. Plan. Control. 2022, 1–21. [Google Scholar] [CrossRef]
- Díaz-Reza, J.R.; García-Alcaraz, J.L.; Avelar-Sosa, L.; Mendoza-Fong, J.R.; Sáenz Diez-Muro, J.C.; Blanco-Fernández, J. The role of managerial commitment and TPM implementation strategies in productivity benefits. Appl. Sci. 2018, 8, 1153. [Google Scholar] [CrossRef]
- Al-Refaie, A.; Lepkova, N.; Camlibel, M.E. The relationships between the pillars of TPM and TQM and manufacturing performance using structural equation modeling. Sustainability 2022, 14, 1497. [Google Scholar] [CrossRef]
- Xiang, Z.T.; Feng, C.J. Implementing total productive maintenance in a manufacturing small or medium-sized enterprise. J. Ind. Eng. Manag. 2021, 14, 152–175. [Google Scholar] [CrossRef]
- Marinho, P.; Pimentel, D.; Casais, R.; Silva, F.J.G.; Sá, J.C.; Ferreira, L.P. Selecting the best tools and framework to evaluate equipment malfunctions and improve the OEE in the cork industry. Int. J. Ind. Eng. Manag. 2021, 12, 286. [Google Scholar] [CrossRef]
- Soltanali, H.; Rohani, A.; Tabasizadeh, M.; Abbaspour-Fard, M.H.; Parida, A. Operational reliability evaluation-based maintenance planning for automotive production line. Qual. Technol. Quant. Manag. 2020, 17, 186–202. [Google Scholar] [CrossRef]
- Cárcel-Carrasco, J.; Gómez-Gómez, C. Qualitative analysis of the perception of company managers in knowledge management in the maintenance activity in the era of Industry 4.0. Processes 2021, 9, 121. [Google Scholar] [CrossRef]
- Hardt, F.; Kotyrba, M.; Volna, E.; Jarusek, R. Innovative Approach to preventive maintenance of production equipment based on a modified TPM methodology for Industry 4.0. Appl. Sci. 2021, 11, 6953. [Google Scholar] [CrossRef]
- Narayanan, B.; Sreekumar, M. Design, modelling, optimisation and validation of condition-based maintenance in IoT enabled hybrid flow shop. Int. J. Comput. Integr. Manuf. 2022, 35, 927–941. [Google Scholar] [CrossRef]
- Ahmed, U.; Carpitella, S.; Certa, A.; Izquierdo, J. A feasible framework for maintenance digitalization. Processes 2023, 11, 558. [Google Scholar] [CrossRef]
- Rai, R.; Tiwari, M.K.; Ivanov, D.; Dolgui, A. Machine learning in manufacturing and industry 4.0 applications. Int. J. Prod. Res. 2021, 59, 4773–4778. [Google Scholar] [CrossRef]
- Mendes, D.S.; Navas, H.V.; Charrua-Santos, F.M. Relationship between Maintenance, Lean Philosophy, and Industry 4.0: Systematic literature review. In Proceedings of the 14th European Professors of Industrial Engineering and Management, Graz, Austria, 28 May 2021. [Google Scholar] [CrossRef]
- Magadán, L.; Suárez, F.J.; Granda, J.C.; García, D.F. Low-cost real-time monitoring of electric motors for the Industry 4.0. Procedia Manuf. 2020, 42, 393–398. [Google Scholar] [CrossRef]
- Shahin, M.; Chen, F.F.; Bouzary, H.; Zarreh, A. Frameworks proposed to address the threat of cyber-physical attacks to lean 4.0 systems. Procedia Manuf. 2020, 51, 1184–1191. [Google Scholar] [CrossRef]
- Dănuţ-Sorin, I.R.; Opran, C.G.; Lamanna, G. Lean manufacturing 4.0 of polymeric injection molding products. Macromol. Symp. 2020, 389, 1900109. [Google Scholar] [CrossRef]
- Ramakrishnan, V.; Nallusamy, S. Implementation of total productive maintenance lean tool to reduce lead time-A case study. Int. J. Mech. Eng. Technol. 2017, 8, 295–306. [Google Scholar]
- Meddaoui, A. A new manufacturing improvement model based on overall equipment effectiveness and Lean maintenance. In Proceedings of the Smart Application and Data Analysis for Smart Cities, Casablanca, Morocco, 26 May 2018. [Google Scholar] [CrossRef]
- Pinto, G.F.L.; Silva, F.J.G.; Campilho, R.D.S.G.; Casais, R.B.; Fernandes, A.J.; Baptista, A. Continuous improvement in maintenance: A case study in the automotive industry involving Lean tools. Procedia Manuf. 2019, 38, 1582–1591. [Google Scholar] [CrossRef]
- Parikh, Y.; Mahamuni, P. Total productive maintenance: Need & framework. Int. J. Innov. Res. Adv. Eng. 2015, 2, 126–130. [Google Scholar]
- Hama Kareem, J.A.; Talib, N.A. A review on 5S and total productive maintenance and impact of their implementation in industrial organizations. Adv. Sci. Lett. 2015, 21, 1073–1082. [Google Scholar] [CrossRef]
- Silva, P.D.; Gaspar, P.D.; Nunes, J.; Andrade, L.P.A. Specific electrical energy consumption and CO2 emissions assessment of agrifood industries in the central region of Portugal. Appl. Mech. Mater. 2014, 675–677, 1880–1886. [Google Scholar] [CrossRef]
- Varandas, L.; Faria, J.; Gaspar, P.D.; Aguiar, M.L. Low-Cost IoT Remote Sensor Mesh for Large-Scale Orchard Monitorization. J. Sens. Actuator Netw. 2020, 9, 44. [Google Scholar] [CrossRef]
- Hossen, J.; Ahmad, N.; Ali, S.M. An application of Pareto analysis and cause-and-effect diagram (CED) to examine stoppage losses: A textile case from Bangladesh. J. Text. Inst. 2017, 108, 2013–2020. [Google Scholar] [CrossRef]










Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).