
Study on the Evolution Law of Inclusions in the Whole Process and Evaluation of Cleanliness in Start and End of Casting Billets of 42CrMo-S Steel
Abstract
:1. Introduction
2. Experimental Materials and Methods
2.1. Experimental Material
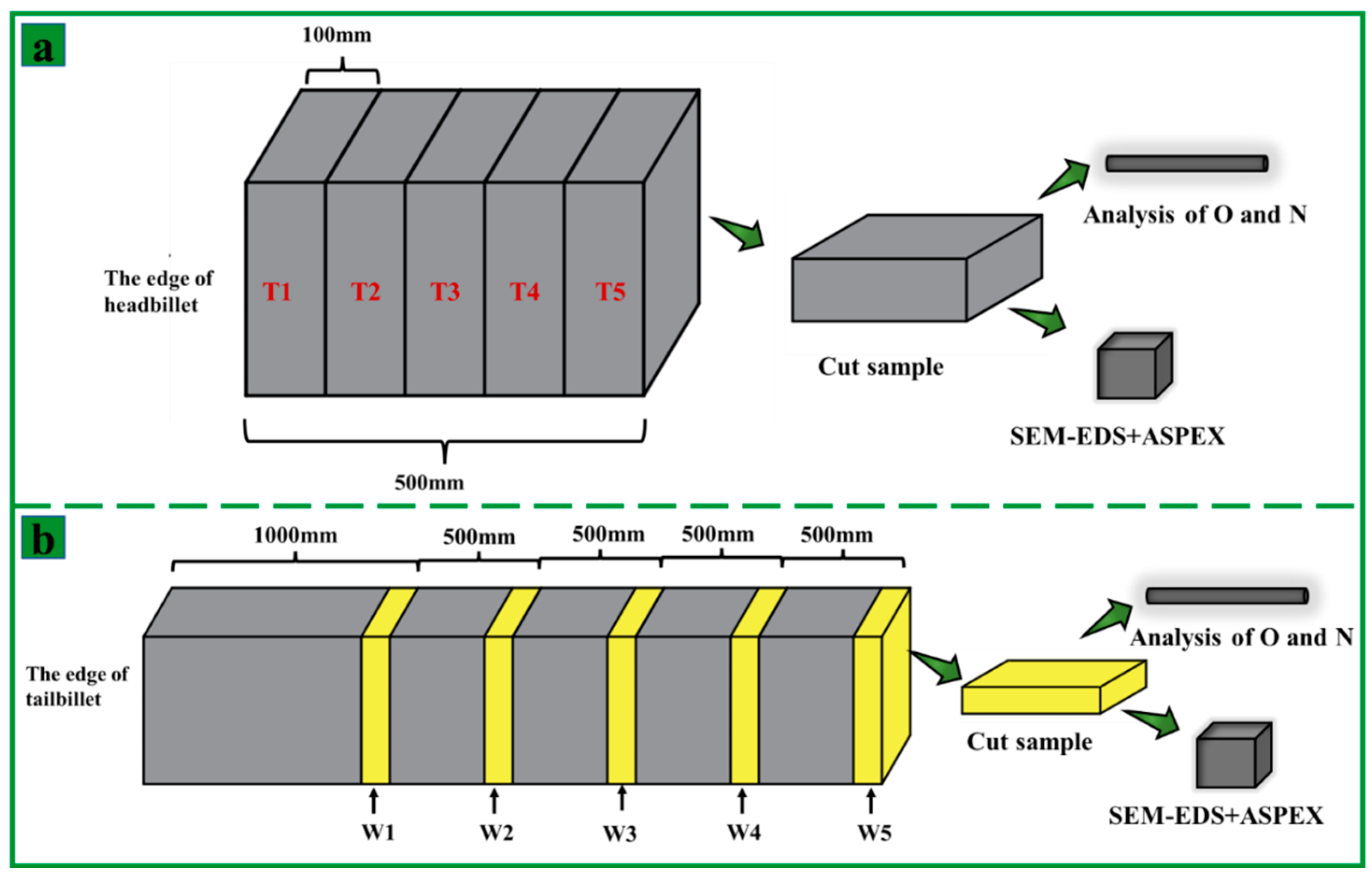
2.2. Experimental Methods
3. Study of the Cleanliness Level in the Whole Process
3.1. Variation of Oxygen and Nitrogen in the Whole Process
3.2. The Evolution of Inclusions in the Whole Process
4. Study on the Reasonable Cutting Scrap Length
4.1. Head Billet
4.1.1. Analysis of Oxygen and Nitrogen Content
4.1.2. The Evolution of Inclusions of the Head Billet
4.2. Tail Billet
4.2.1. Analysis of the Oxygen and Nitrogen Content
4.2.2. The Evolution of Inclusions in the Tail Billet
4.3. Morphology and Size Distribution of Inclusions in the Head and Tail Billets
5. Conclusions
- (1)
- The oxygen content in the refining process is well controlled, with 10.2 ppm at the end of LF slagging. The oxygen content is reduced to less than 10 ppm in the RH refining process, with 6.3 ppm at end-RH. The oxygen content in the rolled material is 7.2 ppm, which is lower than 15 ppm of the internal control requirement. There is a steady increase in the nitrogen content of the steel during smelting, where the N content is 65 ppm at end-RH.
- (2)
- The inclusions in the molten steel are mainly pure Al2O3 upon arrival at LF. As the refining proceeds, the number of Al2O3 inclusions gradually decreases and is modified into inclusions with Mg-Al spinel-type inclusions, Al2O3-MgO-CaO inclusions, and some Al2O3-CaO inclusions. The feeding of the S wire promotes CaS generation and the number of CaS-type inclusions in the steel reaches the maximum. The percentage of inclusions that are less than 5 μm in the refining process (except end-RH) is kept above 90%, and the control of large inclusions is satisfactory.
- (3)
- The total oxygen content is stabilized at 15 ppm from T3 to T5, and the number of inclusions in the normal billet is closest to the number of inclusions in T3, so it is recommended that the reasonable cut scrap length of the head billet is 0.3 m.
- (4)
- The total oxygen content of the tail billet does not fluctuate much with the growth of casting length and is stable at about 15 ppm. Moreover, the number of inclusions in different sizes of W1 is closest to the normal billet, so it is recommended that the reasonable cut scrap length of the tail billet is 1 m.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, Q.; He, Z.; Du, Z.; Wang, Q.; Dang, X.; Qi, Z.; Yang, C. Softening mechanisms and microstructure evolution of 42CrMo steel during hot compressive deformation. J. Mater. Res. Technol. 2023, 23, 5152–5163. [Google Scholar] [CrossRef]
- Yang, Y.; Wei, X.; Long, Z.; Song, C.; Xie, C.; Lin, J. The Grey-Taguchi method analysis for processing parameters optimization and experimental assessment of 42CrMo steel treated by ultrasonic surface rolling. J. Mater. Res. Technol. 2023, 23, 6244–6261. [Google Scholar] [CrossRef]
- Sui, G.; Wang, Z.; Fang, X.; Gao, G.; Zhao, C.; Guo, Y.; Song, Y.; Jiang, F. Ratchetting-fatigue behavior of a 42CrMo steel under near-yield mean stress. Int. J. Mech. Sci. 2023, 247, 108166. [Google Scholar] [CrossRef]
- Fu, C.; Zhang, N.; He, G.; Jiang, B.; Liu, Y. Microstructural and finite element simulation analysis of the crack formed during heat treatment in the carburized 22CrMoH steel gear shaft. Eng. Fail. Anal. 2023, 147, 107165. [Google Scholar] [CrossRef]
- Dai, Y.; Kang, L.; Han, S.; Li, Y.; Liu, Y.; Lei, S.; Wang, C. Surface Hardening Behavior of Advanced Gear Steel C61 by a Novel Solid-Solution Carburizing Process. Metals 2022, 12, 379. [Google Scholar] [CrossRef]
- Han, X.; Chen, L.; Hu, X.; Hua, L.; Chai, F. Microstructure and mechanical property evolution mechanisms of 15Cr14Co12Mo5Ni2WA aviation gear steel during cold rotary forging. J. Mater. Res. Technol. 2023, 24, 3005–3022. [Google Scholar] [CrossRef]
- Chen, Z.; Zhou, H.; Zhu, Z.; Xu, C.; Zhou, Y. Laser Cladding Remanufacturing of Aircraft Landing Gear Based on 30CrMnSiNi2A Steel. Optik 2023, 283, 170902. [Google Scholar] [CrossRef]
- Sui, G.; Wang, Z.; Jiang, F.; Zhao, C.; Guo, Y.; Li, W. Fatigue crack growth behavior of 42CrMo high-strength steel with tempered sorbite/bainite microstructures: Roles of grain and constituent in microstructures. Eng. Fract. Mech. 2023, 279, 109051. [Google Scholar] [CrossRef]
- Chen, M.-S.; Lin, Y.; Ma, X.-S. The kinetics of dynamic recrystallization of 42CrMo steel. Mater. Sci. Eng. A 2012, 556, 260–266. [Google Scholar] [CrossRef]
- Huang, W.; Zhong, H.; Lei, L.; Fang, G. Microstructure and mechanical properties of multi-pass forged and annealed 42CrMo steel. Mater. Sci. Eng. A 2022, 831, 142191. [Google Scholar] [CrossRef]
- Vijay Sekar, K.S.; Gobivel, K. Experimental and numerical investigations in the turning of 42CrMo alloy steel. Mater. Today Proc. 2023, in press. [Google Scholar] [CrossRef]
- Liu, X.; Yang, J.; Zhang, F.; Fu, X.; Li, H.; Yang, C. Experimental and DFT study on cerium inclusions in clean steels. J. Rare Earths 2020, 39, 477–486. [Google Scholar] [CrossRef]
- Wagner, R.; Lehnert, R.; Storti, E.; Ditscherlein, L.; Schröder, C.; Dudczig, S.; Peuker, U.A.; Volkova, O.; Aneziris, C.G.; Biermann, H.; et al. Nanoindentation of alumina and multiphase inclusions in 42CrMo4 steel. Mater. Charact. 2022, 193, 112257. [Google Scholar] [CrossRef]
- Wang, X.; Wu, Z.; Li, B.; Chen, W.; Zhang, J.; Mao, J. Inclusions modification by rare earth in steel and the resulting properties: A review. J. Rare Earths 2023, in press. [Google Scholar] [CrossRef]
- Gillner, K.; Henrich, M.; Münstermann, S. Numerical study of inclusion parameters and their influence on fatigue lifetime. Int. J. Fatigue 2018, 111, 70–80. [Google Scholar] [CrossRef]
- Wang, Y.; Liao, S.; Pan, Z.; Jiang, S.; Fan, J.; Yu, S.; Xue, L.; Yang, J.; Ma, S.; Liu, T.; et al. Hydrogen sulfide alleviates particulate matter-induced emphysema and airway inflammation by suppressing ferroptosis. Free Radic. Biol. Med. 2022, 186, 1–16. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; He, Y.; Ren, Z.; Bao, Y.; Wang, R. Comparative Study of the Cleanliness of Interstitial-Free Steel with Low and High Phosphorus Contents. Steel Res. Int. 2021, 92, 2000581. [Google Scholar] [CrossRef]
- Wang, Y.; Bai, H.; Liu, C.; Zhang, H.; Ni, H.; Jönsson, P. Estimation of the probable maximum size of inclusions using statistics of extreme values and particle size distribution methods. J. Mater. Res. Technol. 2022, 20, 2454–2465. [Google Scholar] [CrossRef]
- Wang, Y.N.; Bao, Y.P.; Wang, M.; Zhang, L.C. Precipitation and control of BN inclusions in 42CrMo steel and their effect on machinability. Int. J. Miner. Metall. Mater. 2013, 20, 842–849. [Google Scholar] [CrossRef]
- Lin, C.-K.; Pan, Y.-C.; Su, Y.-H.F.; Lin, G.-R.; Hwang, W.-S.; Kuo, J.-C. Effects of Mg-Al-O-Mn-S inclusion on the nucleation of acicular ferrite in magnesium-containing low-carbon steel. Mater. Charact. 2018, 141, 318–327. [Google Scholar] [CrossRef]
- Zhao, D.; Li, H.; Cui, Y.; Yang, J. Control of Inclusion Composition in Calcium Treated Aluminum Killed Steels. ISIJ Int. 2016, 56, 1181–1187. [Google Scholar] [CrossRef] [Green Version]
- Yao, Z.; Ma, X.; Lyu, S. Phase equilibria of the Al2O3–CaO–SiO2-(0%, 5%, 10%) MgO slag system for non-metallic inclusions control. Calphad 2020, 72, 102227. [Google Scholar] [CrossRef]
- Su, L.; Xu, J.; Li, G.; Zhu, C. Influences of deoxidation and VOD slag on the behavior of inclusions in Fe–21Cr ferrite stainless steel. J. Mater. Res. Technol. 2021, 15, 1949–1958. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, C. Evolution and deformability of inclusions in Al-killed steel with rare earth-alkali metals (Ca or Mg) combined treatment. J. Rare Earths 2022, in press. [Google Scholar] [CrossRef]
- Wang, J.; Xue, P.; Zhang, L.; You, L.; Zhu, X.; Wang, S.; Zhong, Y.; Mao, X. Distribution behavior of inclusions in compact-strip-produced martensitic steel and its influence on mechanical properties. J. Mater. Sci. Technol. 2023, 142, 98–111. [Google Scholar] [CrossRef]
- Wang, Y.; Sun, X.; Zhang, L.; Ren, Y. Effect of calcium treatment on inclusions in Si-Mn-killed 304 stainless steels. J. Mater. Res. Technol. 2020, 9, 11351–11360. [Google Scholar] [CrossRef]
- Guo, Y.-T.; Wang, Q.; Chen, G.-J.; He, S.-P. Castability of aluminum- and sulfur-bearing free-cutting steel. J. Iron Steel Res. Int. 2015, 22, 87–92. [Google Scholar] [CrossRef]
- Li, Z.; Liu, C.-J.; Sun, Q.; Jiang, M.-F. Effect of deoxidation process on distribution characteristics of inclusions in silicon steel slabs. J. Iron Steel Res. Int. 2015, 22, 104–110. [Google Scholar] [CrossRef]
- Xing, L.; Bao, Y.; Wang, M. Evolution of inclusions in the whole process of GCr15 bearing steel. Met. Res. Technol. 2023, 120, 301. [Google Scholar] [CrossRef]
- Su, L.; Tian, J.; Hu, S.; Lv, M.; Li, X.; Qu, T.; Wang, D.; Zhan, T. Effect of Ca/Mg on Distribution and Morphology of MnS Inclusions in 45MnVS Non-Quenched and Tempered Steel. Metals 2022, 13, 23. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Mo | |
|---|---|---|---|---|---|---|---|
| Internal control | 0.40–0.42 | 0.26–0.33 | 0.75–0.80 | ≤0.015 | 0.017–0.030 | 1.11–1.16 | 0.17–0.20 |
| Target | 0.41 | 0.27 | 0.77 | ≤0.010 | 0.020 | 1.13 | 0.18 |
| Sampling Time | Sample Number |
|---|---|
| Arrival to LF | L1 |
| LF high basicity slag formation | L2 |
| 3 min after feeding the Ca wire | L3 |
| 3 min after feeding the S wire | L4 |
| Arrival to RH | R1 |
| Break vacuum of RH | R2 |
| End-RH | R3 |
| 20 min of tundish | C1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xing, L.; Wang, B.; Bao, Y.; Wang, M. Study on the Evolution Law of Inclusions in the Whole Process and Evaluation of Cleanliness in Start and End of Casting Billets of 42CrMo-S Steel. Processes 2023, 11, 2184. https://doi.org/10.3390/pr11072184
Xing L, Wang B, Bao Y, Wang M. Study on the Evolution Law of Inclusions in the Whole Process and Evaluation of Cleanliness in Start and End of Casting Billets of 42CrMo-S Steel. Processes. 2023; 11(7):2184. https://doi.org/10.3390/pr11072184
Chicago/Turabian StyleXing, Lidong, Bo Wang, Yanping Bao, and Min Wang. 2023. "Study on the Evolution Law of Inclusions in the Whole Process and Evaluation of Cleanliness in Start and End of Casting Billets of 42CrMo-S Steel" Processes 11, no. 7: 2184. https://doi.org/10.3390/pr11072184