1. Introduction
The construction sector is an essential sector for the maintenance and development of the population’s well-being [
1]. However, this sector produces significant greenhouse gas pollution [
2]. This fact is mainly due to large construction materials production, the high extraction of raw materials and also the development [
3], in most cases, of poorly optimised industrial processes [
4]. More specifically, a high percentage of ceramic materials are consumed in construction, causing a scarcity of clay as the essential raw material for the shaping of these products [
5]. In addition, in the sintering process developed for the manufacturing of traditional ceramic materials, high temperatures are reached, thus conditioning the use of large percentages of energy [
6]. Various authors have confirmed that energy consumption for construction and the manufacturing of new materials accounts for 40% of the total energy consumed in Europe.
Consequently, in order to develop more sustainable materials with a lower carbon footprint within the framework of a new Circular Economy [
7], numerous research studies have been carried out based on the use of mining and industrial waste as raw materials for building materials [
8]. In this way, the extraction of new raw materials is reduced, and landfilling these wastes is avoided [
9]. This means that with the use of waste in building materials, the economic and ecological material flows are much more closed, framed in an increasingly globalised Circular Economy perspective oriented, in this case, to the mining and construction sectors [
10].
More specifically, in the field of ceramic materials for construction, high CO
2 emissions are produced [
11]. As mentioned before, this fact is mainly due to the high amounts of energy consumed in the raw material extraction process and in the sintering process, once it is necessary to reach average temperatures of 950 °C for shaping [
12]. Consequently, it is not only necessary to reduce the extraction of virgin materials, but also to use new materials with similar characteristics to the traditional ones but with much more optimised production processes, such as geopolymers [
13].
Geopolymer is a material that is currently being studied in various scientific investigations. However, it is not a new material, as it was Joseph Davidovits in 1978 [
14] who discovered the potential of this material [
15]. Nevertheless, and due to its manufacturing process, in which a source of aluminosilicates reacts with an alkaline solution [
16] to obtain a product of adequate strength [
17] without the need to use cement or sintering processes, this material is a sustainable, environmentally friendly and promising solution that will replace traditional construction materials [
18].
For this reason, and as mentioned above, the use of geopolymer has been evaluated in various research projects, mainly as a cement substitute for the development of concrete or mortar [
19], as well as to replace traditional ceramic materials [
20]. In addition, geopolymeric material has a very important environmental advantage, which is the possible use of waste from other industries for its development [
21]. This is feasible as long as the waste is a potential source of aluminosilicates, such as coal fly ash [
22], slag from metallurgical processes [
23], metakaolin [
24], glass waste [
25], bagasse [
26] and even hazardous [
27]. In turn, these aluminosilicates must be alkaline activated, using, in most investigations, sodium hydroxide [
28] or potassium hydroxide [
29] solutions in the appropriate proportions.
In addition, the properties of geopolymers are diverse, including high-temperature stability [
30], fire resistance [
31], piezoelectric properties [
32], good behaviour in contact with steel [
33], interesting porosity characteristics [
34], etc. Therefore, they make this material a sustainable solution for construction and highly functional [
15].
Therefore, the manufacture of geopolymers as substitutes for traditional ceramics made from waste deletes from input all the economical, energetic and environmental costs related to the previous tasks to the extraction of clay, cleaning and cutting of trees, movement of land, classification, storage and different treatments of waste management, etc., [
35]. On the other hand, in addition to the savings derived from these costs, an industrial or mining liability is transformed into economic activity, thereby contributing to the recycling of raw materials from a circular economy perspective [
36]. Finally, a much more optimised production process is developed that is perfectly adaptable to any traditional ceramic industry, since the sintering phase is not necessary because the geopolymer is formed at low temperatures [
37].
Based on the above, and with the aim of developing more sustainable geopolymeric materials as substitutes for traditional ceramic building bricks, brick dust from the ceramic industry was used as a source of aluminosilicates in this stowage [
38]. In turn, as an alkali activator, and with the aim of developing a 100% waste-based material, biomass bottom ash was used instead of sodium hydroxide or potassium hydroxide. These ashes, currently unused, have a high potassium percentage as they are derived from the combustion of almond shells and “alperujo”. Alperujo is a residue from the agri-food oil industry that is produced in considerable quantities [
39].
The brick dust used in this research, belonging to one of the most important wastes from the ceramics industry, has significant percentages of silicon and Aluminium, making it an excellent source of aluminosilicates. So much so, that several researchers have used it for the formation of geopolymers, activating this waste with sodium hydroxide solutions [
40]. In contrast, in this research, geopolymer materials composed of 100% waste are developed using biomass bottom ash as an alkaline activator.
Biomass bottom ash is a waste produced in large quantities by the electric power generation industry [
41]. This residue, like biomass fly ash, has a very different chemical composition depending on the biomass used for incineration. However, it can be stated that due to the production process of this residue, it usually has a very low content of organic matter [
42] and a high percentage of oxides, calcium, potassium, iron, etc. For this reason, this material can be used as an alkaline activator, due to the high pH it provides in contact with water. The waste can be classified as non-hazardous according to European legislation [
43] and has been used in some research with some success [
44].
Consequently, the aim of this research is the statistical analysis of the results of the physical and mechanical properties of geopolymeric material made of 100% waste, biomass bottom ash and brick dust. Obtaining an adequate statistical model that allows for the correlation of physical and mechanical properties and the main variables from which the formation of the optimum geopolymer is derived.
With this objective, different families of specimens were formed with the combination of both residues (brick dust and biomass bottom ash) and, finally, the results of the characterisation tests of the samples were analysed by means of statistical methods using factorial analysis [
45] with the sole purpose of establishing connections and interdependence reasons between the variables that influence the geopolymeratisation process. In this way, a new material is defined that is more sustainable than traditional ceramics composed of 100% waste, and the possible combinations of waste that can provide interesting properties for commercial purposes are statistically detailed.
3. Results and Discussion
3.1. Physical Properties of the Different Families of Geopolymers Formed with Brick Dust and Biomass Bottom Ashes
The different families of geopolymer, ash and brick dust specimens, formed according to the methodology detailed above, are shown in
Figure 2.
In turn,
Table 2 shows the main physical properties of the different families of samples formed with increasing percentages of biomass bottom ashes and decreasing percentages of brick dust.
Table 2 shows how the weight loss is greater in the families of specimens with a higher percentage of biomass bottom ash. This fact is due to the process to which the specimens are subjected after finishing the geopolymerisation by submerging them with a continuous recirculation of water, since it is in this stage where those inert elements that do not react in the geopolymerisation process are eliminated. However, traditional ceramics made with red clay have a weight loss of 9.5%, so it can be stated that the values are in line between geopolymers and ceramics [
47].
On the other hand, it can be observed how the linear shrinkage of the specimens increases in line with the increase in the percentage of biomass bottom ash used, highlighting family A, which has a linear shrinkage percentage totally different from the other families as it does not contain ash. The results obtained are adequate, since the variation in dimensions is very small when compared to the linear shrinkage experienced by the family made with red clay, this linear shrinkage being 2.7% [
48].
In turn, the capillary water absorption of the different families of geopolymers made with brick dust and biomass bottom ash decreases as the percentage of ash in the geopolymer increases. So much so, that a traditional ceramic obtains a capillary water absorption of 1700 g/m
2 min, very similar to that reflected in the family composed of 60% biomass bottom ash [
49].
Consequently, this reduction in capillary water absorption reflects a much more closed geopolymer structure, i.e., with a lower percentage of interconnected voids. Therefore, the cold water absorption and boiling water absorption also decrease in line with the capillary water absorption due to the increased percentage of biomass bottom ash in the geopolymer and, therefore, obtaining a higher quality material [
50].
The open porosity, as expected, decreases as the percentage of biomass bottom ash in the geopolymer increases, due to the formation of a much more closed structure with a lower number of pores. This decrease in porosity as the percentage of ash increases translates directly into an increase in the bulk density of the material, as is obvious [
51].
Finally, it can be seen from
Table 2 that the compressive strength increases as the percentage of biomass bottom ash increases. Therefore, it can be stated that a geopolymerisation process takes place and that the geopolymer is formed, as demonstrated by the subsequent chemical test. This fact is contrasted by observing the low strength of family A, composed only of brick dust and, therefore, not being a geopolymeric material. On the other hand, it should be noted that the strength increases up to family G, composed of 60% biomass bottom ash and 40% brick dust, after which the strength decreases. These results reflect that the combination of brick dust and ashes should be optimal, as a high percentage of ashes not only does not create a higher quality material but also impairs its strength [
52].
In view of the above results, it can be stated that geopolymeric materials can be made with brick dust and biomass bottom ash that meet the requirements for brick ceramics, the optimum combination of both wastes being 60% biomass bottom ash and 40 % brick dust. However, it should be noted that there are different combinations of both materials that meet the requirements of the standard of 10 MPa (UNE-EN 772-1) minimum compressive strength and that provide very interesting characteristics of colour, water absorption, porosity, etc. Therefore, the subsequent statistical analysis will be indicated to relate such variables [
53].
Therefore, the factorial analysis shown in the following section will be in charge of relating the different physical properties of the geopolymers based on the combination of both wastes, ash and brick dust, establishing the different possibilities of materials adaptable to different causes.
However, in order to clearly reflect that the geopolymer structure is produced by the combination of brick dust and biomass bottom ash, the sample detailed above that obtained the highest resistivity was analysed by infrared Fourier transform, showing the spectrum in
Figure 3.
The analysis of the spectrum obtained with the Fourier transform infrared shows that the bands in the 950–1150 cm−1 and 875 cm−1 zones have a significant intensity. This increase in intensity indicates an increase in the length of the chain and of the aluminosilicate gel formed, i.e., a complete geopolymerisation process. This corroborates the formation of the geopolymer.
3.2. Factorial Analysis
The physical properties of the formed geopolymers were carried out through factor analysis. The first of the elements obtained was the correlation matrix of all the physical properties measured for the various detailed families.
The Pearson proximity ratios (correlation coefficient “r”) between the analysed variables are shown in the correlation matrix of
Table 3. This matrix is the statistical base from which the factorial analysis was derived.
Table 3 shows high and very high levels of positive or negative correlation between the different physical properties of the geopolymers. As can be seen, all physical properties directly related to porosity and, therefore, to water absorption, whether boiling water, cold water or suction, have a high level of correlation. In turn, linear shrinkage, strength, apparent density and weight loss show significantly lower correlation values with the properties detailed above. This is to be expected considering the geopolymerisation process that has been developed by combining brick dust and ash, as well as the basis for each of the physical properties. It should be noted that the absorption of boiling water is proportional to the absorption of water by capillarity, the absorption of cold water and the open porosity, and inversely proportional to the other properties; on the other hand, the compressive strength is proportional to the linear shrinkage, the apparent density and the weight loss, being inversely proportional to the variables not mentioned. This is to be expected if one takes into account that the lower the porosity of the formed geopolymer, the less water it can absorb and, consequently, the higher its density. Therefore, all other things being equal, a higher density will lead to a higher compressive strength.
Table 4 shows the results obtained from the factorial analysis of the studied variables and reflects how the first two factors explain up to 99.081% of the total variability.
Based on what was said, these first two factors were chosen for the present study. Its factorial matrix is shown in
Table 5.
The values shown in
Table 5 can be improved by rotating the axis through the Varimax rotation method, as shown in
Table 6.
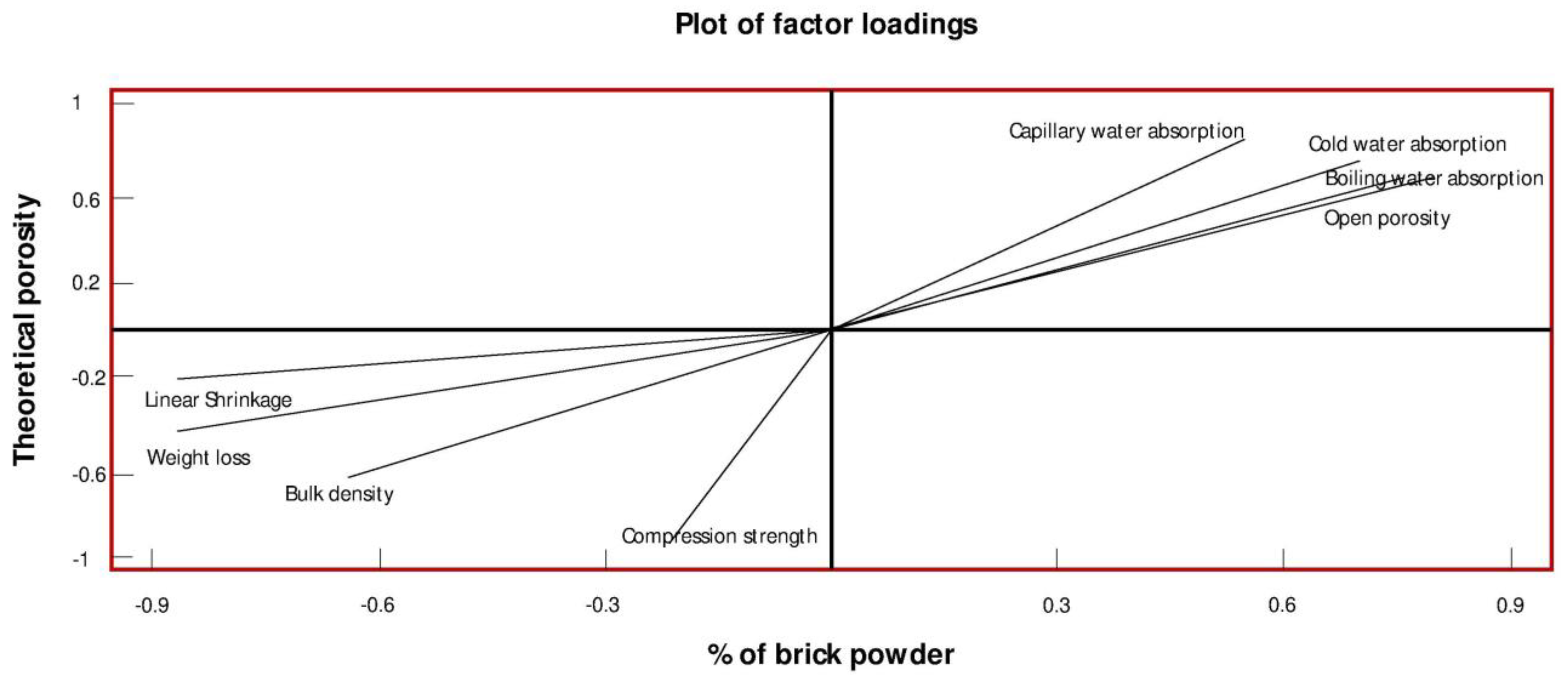
These rotated values are plotted on a graph in
Figure 4.
In
Figure 4, the eight physical properties previously determined by measurement of the different families of geopolymer specimens made from brick dust and biomass bottom ash are grouped around two essential factors to be determined. In this graph, the different straight lines represent the “weight” of each of the properties around the factor under study. Therefore, and based on the factorial analysis carried out, as well as on the knowledge of the different properties obtained from the evaluation of geopolymers, two essential and conditioning factors in the formation of geopolymers can be clearly defined with the detailed methodology and materials. Consequently, these factors will be considered essential to be able to define different combinations of brick dust and biomass bottom ash for the formation of geopolymers with specific properties.
The first factor, defined in
Figure 4 on the horizontal axis, is the percentage of brick dust. This factor is decisive for correctly manufacturing geopolymers, as it is the source of aluminosilicates. At the same time, it must be taken into account that the increase in the percentage of brick dust or “chamotte” implies a decrease in the biomass bottom ash used, which is the basis of the alkaline activator for the formation of the geopolymer. This fact is corroborated in
Table 1, shown above, where it can be seen how the increase in biomass bottom ash is produced by a reduction in the percentage of brick dust.
On the other hand, factor 2, derived from the factorial analysis, corresponds to the theoretical porosity of the material (vertical axis). This property, different from the open porosity and evaluated by the tests, represents the quality of the formed geopolymeric structure. That is, a higher theoretical porosity will condition a much more open geopolymer structure in which its density will be lower and, consequently, the resistance of the geopolymer will also decrease. However, a reduced theoretical porosity implies the creation of a much more compact material with a high apparent density and, therefore, greater resistance.
Once the two essential factors that condition the formation of geopolymers with brick dust and biomass bottom ash have been determined by factorial analysis, it can be affirmed from
Figure 4 that a higher theoretical porosity and a higher percentage of brick dust determine a greater absorption of water by capillarity, absorption of cold water, absorption of boiling water and open porosity. This is demonstrated by the fact that geopolymers with a higher percentage of “chamotte” or brick dust do not form a solid geopolymer structure.
On the other hand, a lower percentage of brick dust combined with a lower theoretical porosity, which means a much more closed geopolymeric structure, determines a greater linear shrinkage, weight loss, apparent density and resistance to simple compression. This is to be expected if one takes into account that geopolymers with a lower percentage of brick dust and, consequently, a higher percentage of biomass bottom ash, have a higher linear shrinkage so that the material will have a higher bulk density. This higher bulk density translates into higher mechanical strength, as the theoretical and open porosity is lower. At the same time, it is obvious that the weight loss of the geopolymer increases as the percentage of brick dust decreases, as the biomass bottom ash has different chemical compounds that do not help in the geopolymerisation process, nor react with the aluminosilicate source. Consequently, these compounds are eliminated in the manufacturing process by continuous water recirculation and, in turn, are discarded in higher quantities as the percentage of biomass bottom ashes increases.



 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}