Abstract
In order to solve the problem of the low qualification rate of the pilling and coating of small-grain forage seeds, a vibration force field is introduced to the traditional vertical disk coating machine to promote the mixing of materials and improve the qualification rate of the pilling. Using the typical small-grain forage seed red clover as an example, we used the vibration force field after adding seed powder particles to a coating pot for the theoretical analysis of the force situation, using the discrete element software EDEM to construct a red clover seed simulation model with the coefficient of discretization as the evaluation index. We studied the effects of the rotational speed of the coating pot, the vibration frequency of the pot, the amplitude of the vibration of the pot, and the other operating parameters of the pot on the uniformity of the seed powder mixing, with the pelletization of the pass rate as the physical evaluation standard, using a one-way test to study the effect of operating parameters on the pelletization pass rate. We used the qualified rate as the physical evaluation standard, through a single-factor test, to study the influence of the working parameters on the qualification rate of the pilling. The results show that the simulation test evaluation index of the discrete coefficient and the physical test evaluation index of the pilling qualification rate with the change rule of the working parameters is consistent with the discrete coefficient, and can be used as an indirect evaluation index of the quality of pilling. To further determine the optimal combination of working parameters, a quadratic regression orthogonal design test was conducted with the discrete coefficients as the evaluation index, and the second-order regression equations of the red clover seeds were established and analyzed by ANOVA using Design-Expert software. The study shows that, when the rotational speed of the coating pot is 307.204 rpm, the vibration frequency is 2.526 Hz, and the vibration amplitude of the coating pot is 5.843 mm, the predicted coefficient of dispersion at this time is 8.1%. Simulation using the best combination of parameters to obtain the average value of the dispersion coefficient of 8.4%, relative to the predicted value of 3.7%, indicated that the optimization of the experimental regression model is accurate, and the results obtained for the vibration of small seeds under the conditions of the design of the pellet granulation coating machine and the optimization of the pelletization coating process parameters have a certain degree of reference significance.
1. Introduction
Seed granulation coating technology is a process that involves the use of specific powders and medicinal liquids, either through mechanical processing or manual operation, to transform seeds into uniform-sized and well-shaped spheres [1]. The application of granular coating enhances the precision and germination rate of mechanical seed sowing, while also providing disease resistance, wind resistance, and insect resistance. Both domestic and international agricultural practices predominantly utilize aerial seeding techniques for sowing grass seeds [2]. The adoption of granulation coating technology addresses the conventional challenges of wind scattering of flying seeds and low germination rates, thereby creating optimal conditions for modern sowing practices. The continuous improvement of granulation technology holds significant importance for grassland restoration efforts in Inner Mongolia and other regions.
The concept of seed pelletization and coating was initially proposed by American scientists Thornton and Ganulee in the 1930s [3]. It was introduced to Europe approximately two decades later and had been widely adopted in developed countries, notably in Europe and the United States, by the late 1980s. Currently, more than 90% of vegetable seeds in developed countries undergo granulation treatment, particularly in regions where this technology has matured, such as certain European, American, and Asian countries. The equipment used for seed granulation in developed countries has evolved to achieve specialization, automation, standardization, and systematization. For instance, the CC-type rotary seed coating machine manufactured by HEID in Denmark utilizes an automatic control system to precisely manage powder and liquid supply systems, thereby reducing errors caused by manual operation [4]. Similarly, the CM300 multi-functional seed coating machine developed by PETKUS Technologie Gmbh stands as the largest seed granulation coating equipment currently available, enhancing seed flowability in the mixing chamber and improving the qualification rate of seed coating granules [5]. Moreover, the RPS series rotary spheronization machine, drying machine, and screening equipment integrated by SPE in the United States form a comprehensive set of professional equipment for seed granulation production [6]. The Ceres company in France has successfully developed an RTF-type seed granulation–fluidized drying process system, which integrates a rotary granulator and a fluidized bed dryer to achieve efficient drying [7].
In the 1980s, seed coating technology research was conducted in China. At that time, the equipment and technology for seed coating had limited independent research and development capabilities, and the manufacturing cost was relatively high [8]. Since 1988, China has conducted experimental research on seed pelletization for tobacco, rapeseed, and sugar beet seeds [9,10]. In 2006, Nanjing Agricultural Mechanization Research Institute and Maosheng Grain Machinery Co., Ltd. (Kaifenghsien, China) collaborated to develop a seed granulation equipment known as the 5B-5. This equipment utilizes a PLC control system to regulate the coating parameters, including seeding amount, powder supply, and liquid medicine ratio. Through the rotating motion of the disc, the seed and liquid medicine are mixed and discharged, efficiently completing the coating process [11]. Additionally, based on the principle of air suspension, Guo Wenwen designed an innovative seed coating machine, incorporating microcontrollers and PLC technology to achieve automatic adjustment and control of seeds and liquids, thus significantly enhancing the quality of the seed pellet coating [12]. Moreover, researchers at Northeast Agricultural University, led by Han Bao, have developed a seed coating device tailored for vegetables, crops, and flowers. This machine ensures precise and stable pesticide ratios, effectively reducing the dispersion coefficient in pesticide application [13]. Dai Nianzu et al. designed a vibratory coating machine for pelletizing ice grass seeds, which used compound motion and optimized pelletizing coating process parameters to promote the adequate and uniform mixing of seed powders, and to improve the pelleting qualification rate of the ice grass seeds [14].
During the process of granulation coating, the mixing and interaction between small granular grass seeds and seed powder become highly complex due to the seeds’ small particle size and irregular shape. Consequently, visually presenting the movement of seed powder in the coating pan is not feasible [15,16,17]. To address this challenge, numerous researchers have turned to EDEM2018 software for their studies on granulation coating. This approach combines simulation and physical experiments, utilizing EDEM as a specialized simulation software for analyzing discrete particles. EDEM employs particle collision theory models and discrete element theory, and its strong coupling capabilities allow for simulating the behavior of particles, fluids, and mechanical equipment [18].
In this research, EDEM simulation software is employed to numerically simulate the interaction and movement of powder particles, thereby unveiling the microscopic-level interaction patterns and mechanisms involved in granulation coating. The findings from this study offer valuable technical support for optimizing the parameters of seed granulation coating equipment.
A review of the current research status on granulation coating both domestically and internationally reveals that the research focus primarily lies in the design of granulation coating machines and the automation control of equipment, while there is a dearth of research on the mixing process and mixing mechanism of particles during the coating process. Building on the existing research on the design and automation of coating machine devices, this study delves into the movement and bonding process of particles during the granulation coating process. Red clover seeds are selected as the research subject, and numerical simulations are conducted on the granulation coating machine. The granulation coating technique of red clover seeds is thoroughly investigated and optimized through single-factor experiments and quadratic regression orthogonal design experiments. The overarching objective is to enhance the quality of granulation coating and provide valuable reference insights for overcoming challenges in the granulation coating process.
2. Materials and Methods
2.1. Coating Machine Structure and Principles
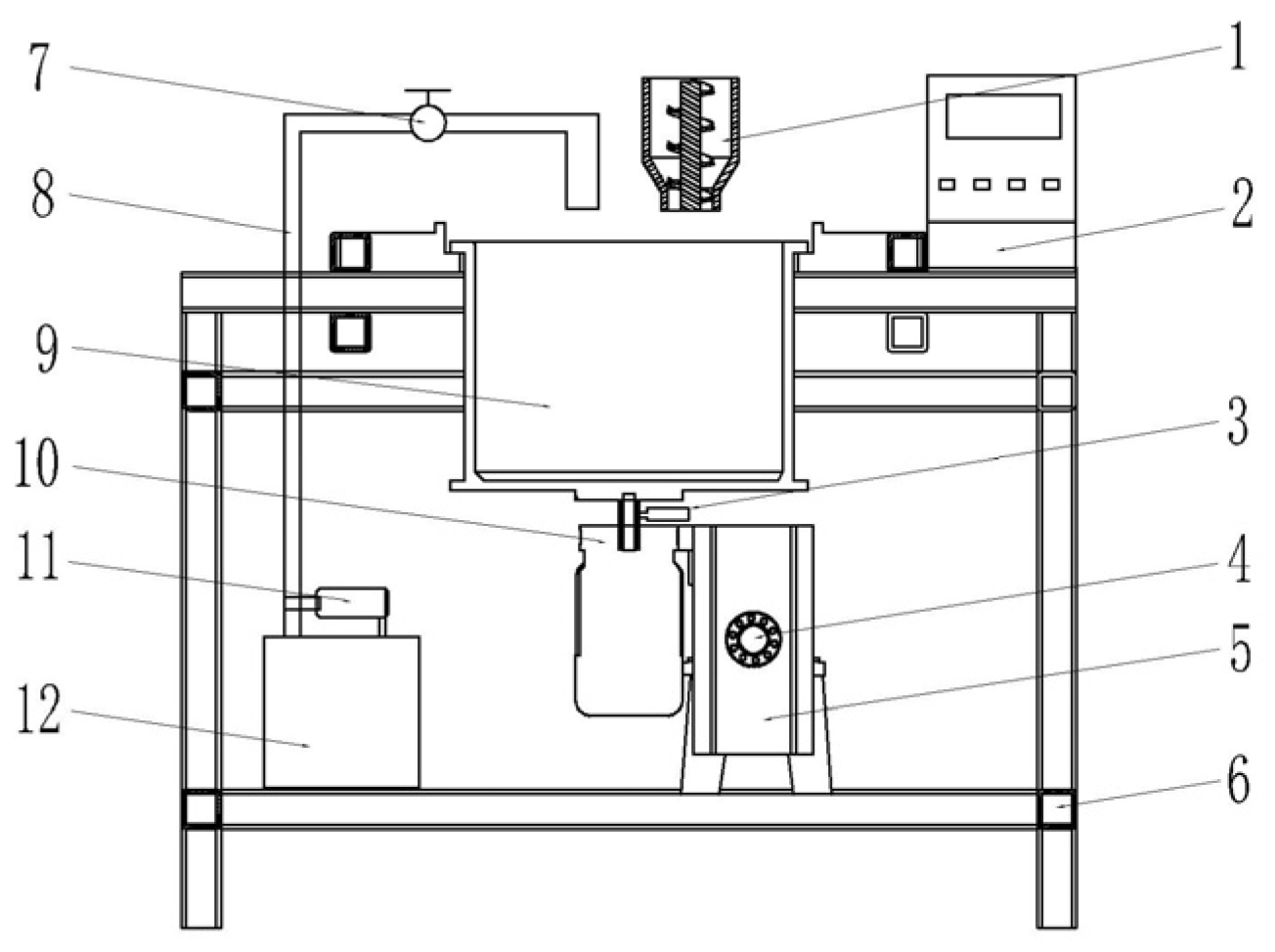
The experimental setup comprises several essential components, including a feeding system for seeds, powders, and liquids, a pelletization device, a vibration system, and a control system. The schematic representation of its structure is shown in Figure 1.
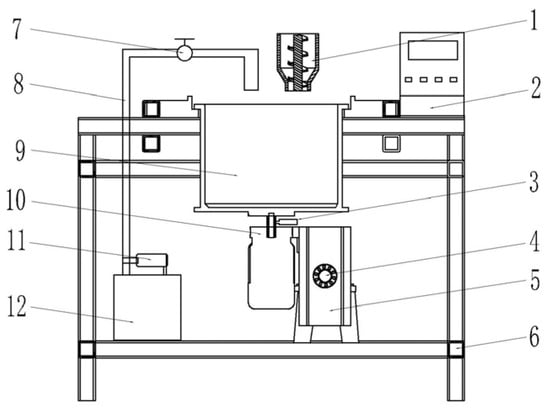
Figure 1.
Structure diagram of seed pellet coating machine: 1. Powder supply unit; 2. Control unit; 3. Exciter; 4. Vertical bearing; 5. Angle adjustable device; 6. Frame; 7. Valve; 8. Drug delivery tube; 9. Coating pot; 10. Stepper motors; 11. Peristaltic pumps; 12. Liquid supply drum.
When the coating machine is started, the right amount of seed is introduced into the system. The liquid is transported to the coating disk by a peristaltic pump. As the pan rotates, the liquid is evenly wrapped around the surface of the seeds to form a mist-like coating film. Subsequently, the coated seeds and the liquid combine and the coating pan starts to rotate under the action of the drive motor. The powder stored in the powder drum is transported to the coating pot via the screw blades and mixed thoroughly with the coated seeds. The combined action of vibration and rotation ensures full mixing of the powder, which increases the contact frequency and enhances the mixing between the particles. As a result, the pelleting pass rate of the coating is significantly improved. Finally, the pelletized seeds are discharged from the outlet under the action of centrifugal force, thus completing the whole coating process. According to the working principle of the coating pot and the analysis of the granulation process, it can be seen that both vibration and rotation play a vital role in the coating process.
2.2. Force Analysis of the Pellet Coating Process
During the granulation coating process, the particles experience simultaneous movement caused by the combined effects of the rotation and vibration. This results in intricate dynamics involving diffusion, collision, and friction between the particles. The forces acting on the particles during the coating process can be categorized into two main types: external forces arising from the surrounding environment and collision contact forces occurring between particles due to their movement. External field forces primarily include gravity, friction, and vibration. Collision contact forces between particles encompass collision forces generated as particles move relative to each other, as well as liquid bridge forces exerted on particles due to the presence of adhesives and other liquids.
2.2.1. Force Analysis of Particle Motion
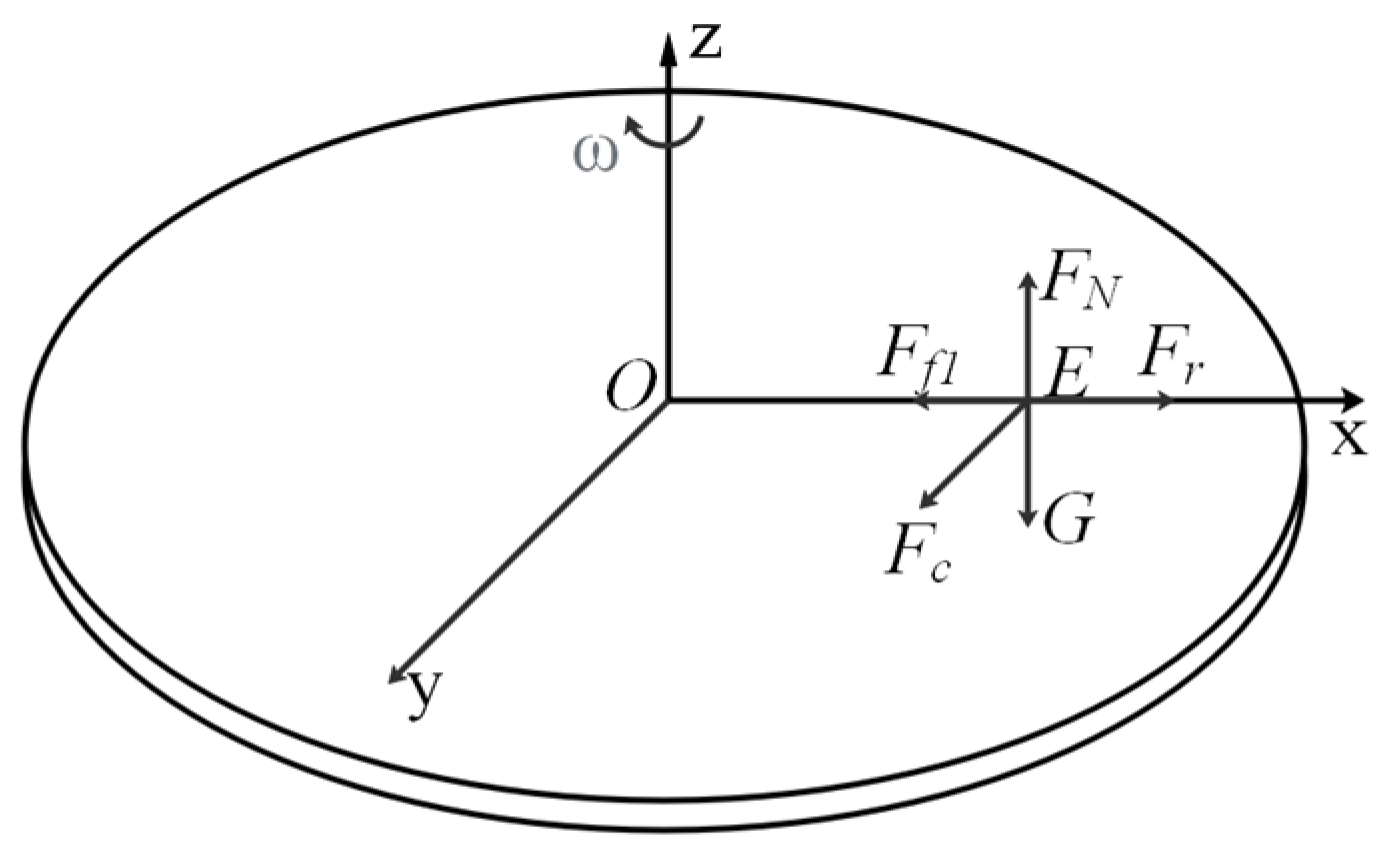
The particles are subjected to various forces including gravity, Coriolis force, centrifugal force, and friction between the particles and the coated and dumped disks [19]. The forces acting on the particles (seeds) are shown in Figure 2.
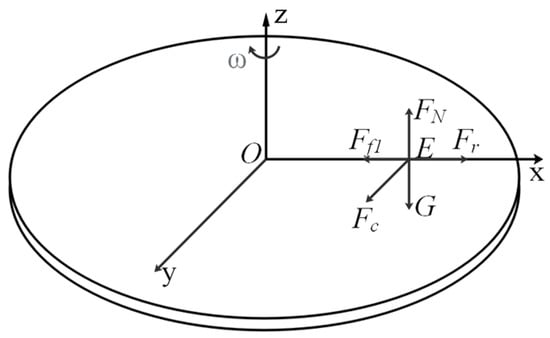
Figure 2.
Forces acting on a single particle during the coating process. In the figure, O represents the center of the impeller, while E represents the position of the material. The rotational angular velocity of the impeller is denoted as ω in rad/s. G represents the gravitational force acting on the material in N. Fr corresponds to the centrifugal force experienced by the material in N. FN denotes the supporting force exerted by the impeller on the material in N. Ff1 represents the frictional force between the material and the impeller in N. Fc represents the Coriolis force experienced by the material in N.
When the centrifugal force Fr is equal to or greater than the frictional force Ff, the particles move in a circular trajectory from the center of the spinning disc toward the container wall. By applying Newton’s second law to analyze the particles undergoing centrifugal motion, we can derive the following equation for a particle traveling a distance of r:
In the given equation, “F” denotes the resultant force in Newtons (N); “μ1” represents the coefficient of friction between the particle and the rotating disk; and “a” denotes the acceleration of the particle’s motion in meters per second squared (m/s2).
Deriving Equation (1), we obtain the following expression:
In the equation, “t” denotes the time of particle movement in seconds (s); “μ” denotes the friction coefficient between the seed and the flap; and “r” denotes the distance from the position of the seed during movement to the center position of the flap in meters (m).
By solving Equation (3) for the initial condition t = 0, we can obtain the following results:
The symbols λ1 and λ2 represent the roots of the characteristic equation λ2 + 2μ1ωλ − ω2 = 0. The variable “g” denotes the acceleration due to gravity, measured in meters per second squared (m/s2).
When the value of “r” equals “R”, we can differentiate Equation (3) and simplify it as follows:
In the equation, “tR” represents the time it takes for a seed to move from position “r0” to “R”.
Based on the motion analysis in Figure 2 and the derivation of Equation (5), the absolute velocity of the particles at the edge of the dump disk can be determined:
The variable “vt” represents the relative velocity of the particle as it moves along the dump disk.
From the above equation, it can be deduced that the particle’s movement speed during the coating process is related to the rotation speed of the coating pan. By optimizing the rotation speed parameter, the particles can be efficiently circulated inside the coating pan, leading to an improvement in the granulation quality of the seed pellets. Therefore, the rotational speed of the dump disk was chosen as the experimental factor.
2.2.2. Force Analysis of Pelletizing Coating Process under Vibration Force Field
According to the study conducted by Hou et al. [20], it was observed that the introduction of vibration during the coating process altered the motion blending patterns of the seeds and powder particles. This resulted in a beneficial effect on enhancing the quality of pelletized coating for small-grain forage seeds. In the present study, the material underwent a force analysis after the introduction of the vibration field [18]:
In the given equation, the variable “A” represents the amplitude of vibration in millimeters, “ω” denotes the angular frequency of the applied vibration force field in radians per second, “x” signifies the particle displacement distance in millimeters, ”cn” represents the normal damping coefficient, “kn” denotes the normal stiffness coefficient, “m” represents the particle mass in grams, and “t” denotes the time in seconds.
The steady state solution of the vibration equation is derived as follows:
When the rotating coating pot is added to the vibration, the system vibrating angular frequency is , The vibrating frequency of the system is accelerated; the same can be obtained by deriving the vibrating speed of the system when the amplitude of the vibrating force is kept constant. , The amplitude of the forced vibration will reach a maximum value when the .
In conclusion, the introduction of the vibration force field to the rotating coating pan leads to an increase in the collision frequency between particles, resulting in more contacts between the seeds and the powder. Moreover, the initial velocity of the collisions between the seeds and the powder is enhanced, leading to an increase in collision energy. The addition of the vibration force field also enhances the movement patterns and efficiency of the powder between the seeds, which is advantageous for the granulation coating process of the seed pellets. Therefore, the vibration frequency and amplitude in the vibration force field are selected as experimental factors.
2.2.3. Mechanical Analysis of Seed Powder Bonding Process
During the coating process, the seeds and powder undergo collision and bonding with the aid of a binder. The powder adheres to the surface of the seeds as they move, gradually forming a spherical coating shell. As the binder and other liquids wet the surface of the particles, both the seeds and powder are considered wet particles. Therefore, a wet particle collision model with liquid bridging force is employed, as illustrated in Figure 3:
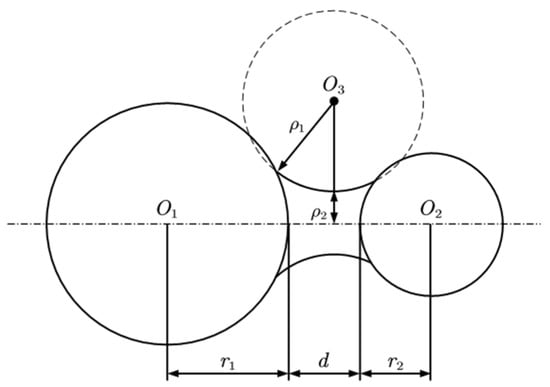
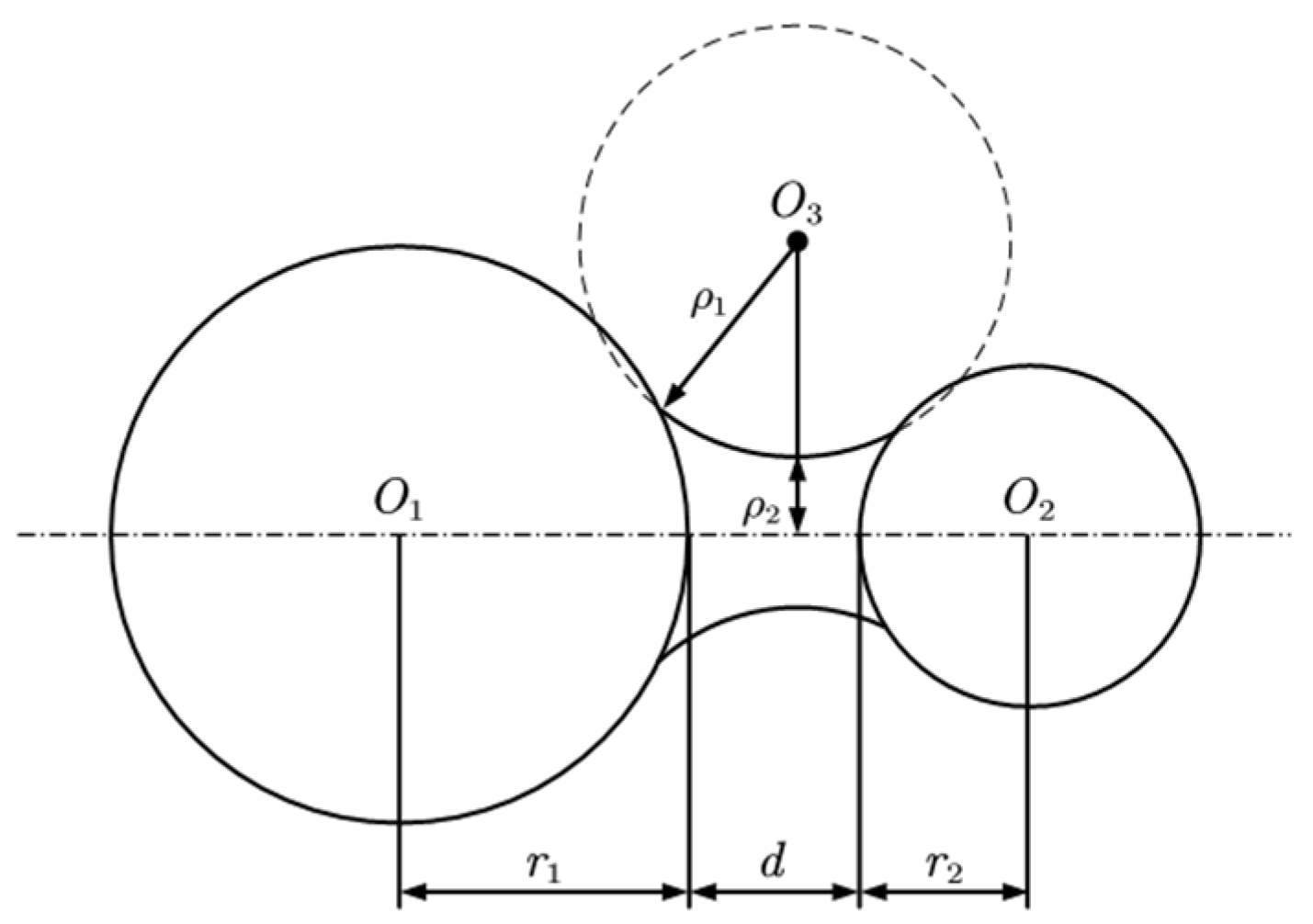
Figure 3.
Interparticle liquid bridge force model.
The expression for the liquid bridge force Fy between the particles can be obtained from Figure 3, where the seed radius is r1, the powder radius is r2, and the particle spacing is d [21]:
where “γ” is the surface tension of the liquid between the two wet particles, N/m; "” is the first and second radius of curvature of the liquid bridge between the wet particles, m; “μ” is the viscosity of the adhesive, Pa·s; and ”vij” is the relative normal phase velocity of the two particles before the collision, m/s.
From the perspective of the wet particle collision model, it can be observed that, during the impact collision between the powder particles and the seed particles, the distance between the two particles is influenced by the relative velocity between them. A higher relative velocity results in a deeper penetration between the particles and a stronger bond between them. The liquid bridge force between the particles is primarily determined by the particle radius and the relative velocity of their collision. When the particle radius remains constant, the liquid bridge force between the powder and seed increases with an increase in the relative velocity between them. The introduction of vibration force enhances the relative velocity between the powder and seed particles, leading to increased collision force, liquid bridge force, and penetration depth between them. This results in tighter contact between the powder and seed surfaces. Consequently, the compressive strength of the granulated coating layer is enhanced, leading to an improvement in the quality of granulation.
In summary, the analysis of force on the seed powder particles in the coating pot after the introduction of the vibration force field led to the selection of the rotational speed of the coating pot, the vibration frequency, and the vibration amplitude as the experimental test factors for the subsequent tests.
2.3. Numerical Simulation of Pill Granulation Coating
Simulation Model Establishment and Parameter Setting
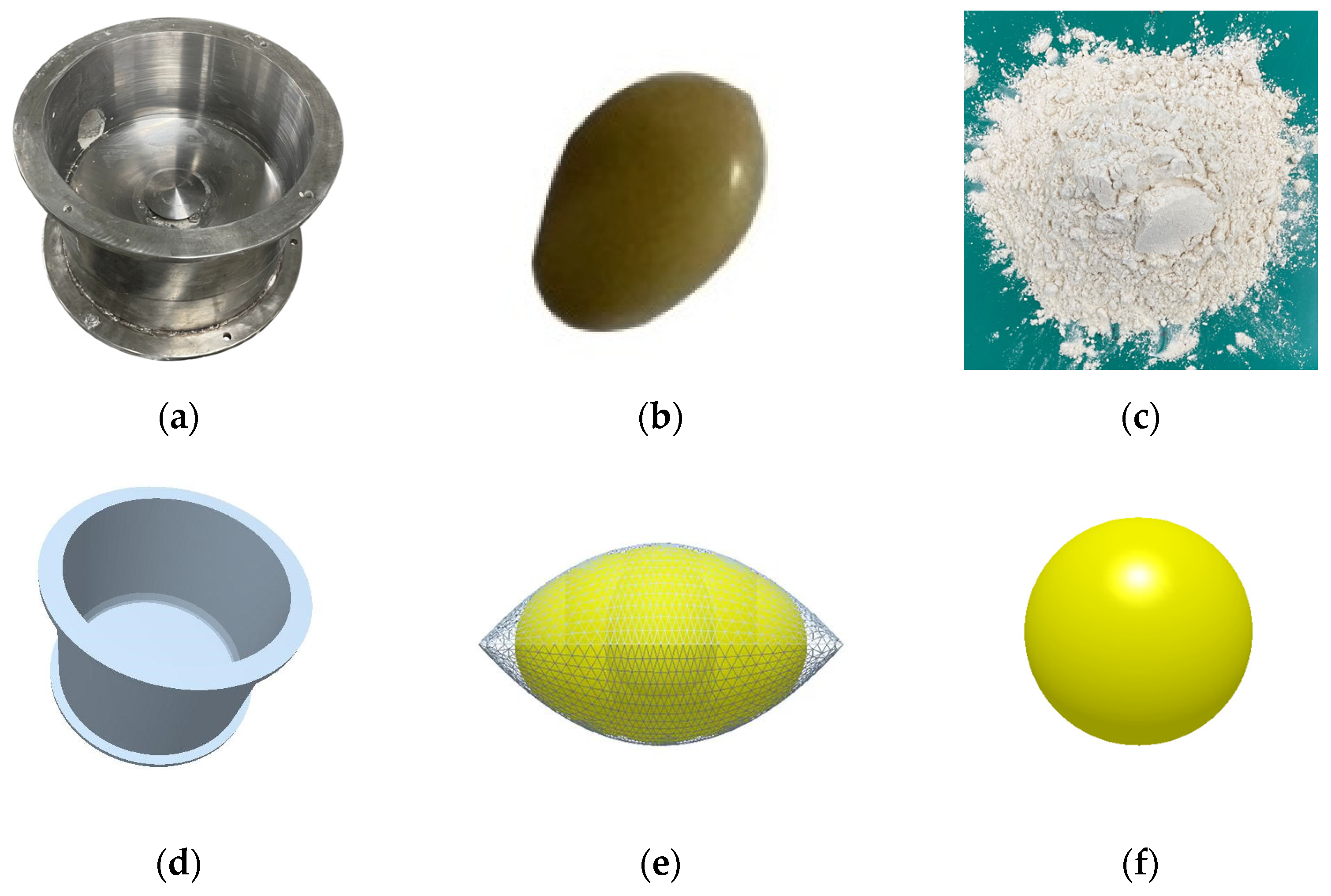
This study focuses on the research of red clover seeds, which are well-suited for warm and humid climates but have limited drought tolerance. The seed particles are represented as aggregates of multiple spheres in EDEM to construct a three-dimensional model of the red clover seeds. Additionally, CATIAV5R21 3D modeling software is utilized to create a geometric model that describes the structural characteristics of the pelletizing coater, as illustrated in Figure 4. The key parameters of the pelletizing coater are presented in Table 1.
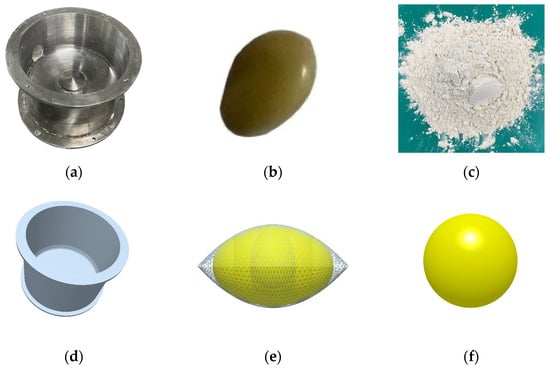
Figure 4.
Visual representation of the constructed model: (a) Coating pot; (b) Red clover; (c) Powder; (d) Coating pot model; (e) Red clover model; (f) Powder model.

Table 1.
Basic physical properties of coating pots.
Table 1 presents the key parameters associated with the coating pot, highlighting the essential dimensions and properties relevant to the study.
The selection of simulation parameters for both red clover seeds and powder is based on the previous research conducted by the research team, as presented in Table 2 [22].
Table 2.
Discrete element simulation parameters of red clover seeds and powders.
2.4. Interspecies Powder Mixing Process Simulation and Experiment
Evaluation Index of Seed Powder Mixing
The term “mixing uniformity” [23] refers to the even distribution of material mixing, specifically the uniformity of seed powder in the coating pot during the pellet coating process. It serves as a crucial criterion for assessing the effectiveness of mixing. Although material mixing uniformity can be visually observed, making accurate judgments solely based on visual inspection is not feasible. Hence, it is necessary to quantitatively analyze the mixing condition of the material. This analysis commonly employs evaluation indices such as standard deviation, dispersion coefficient, contact number, and mixing index, which are used both domestically and internationally.
Among these evaluation indices, the dispersion coefficient is of particular importance in describing the degree of dispersion in sample data, specifically the relative degree of dispersion of the data. During the evaluation of material mixing uniformity, a small dispersion coefficient for the mixed material indicates higher consistency in the composition among different parts and results in better uniformity. Conversely, a larger dispersion coefficient indicates poorer mixing effectiveness, greater differences in composition among different parts, and lower homogeneity. Therefore, the dispersion coefficient serves as an effective means to assess the homogeneity of material mixing.
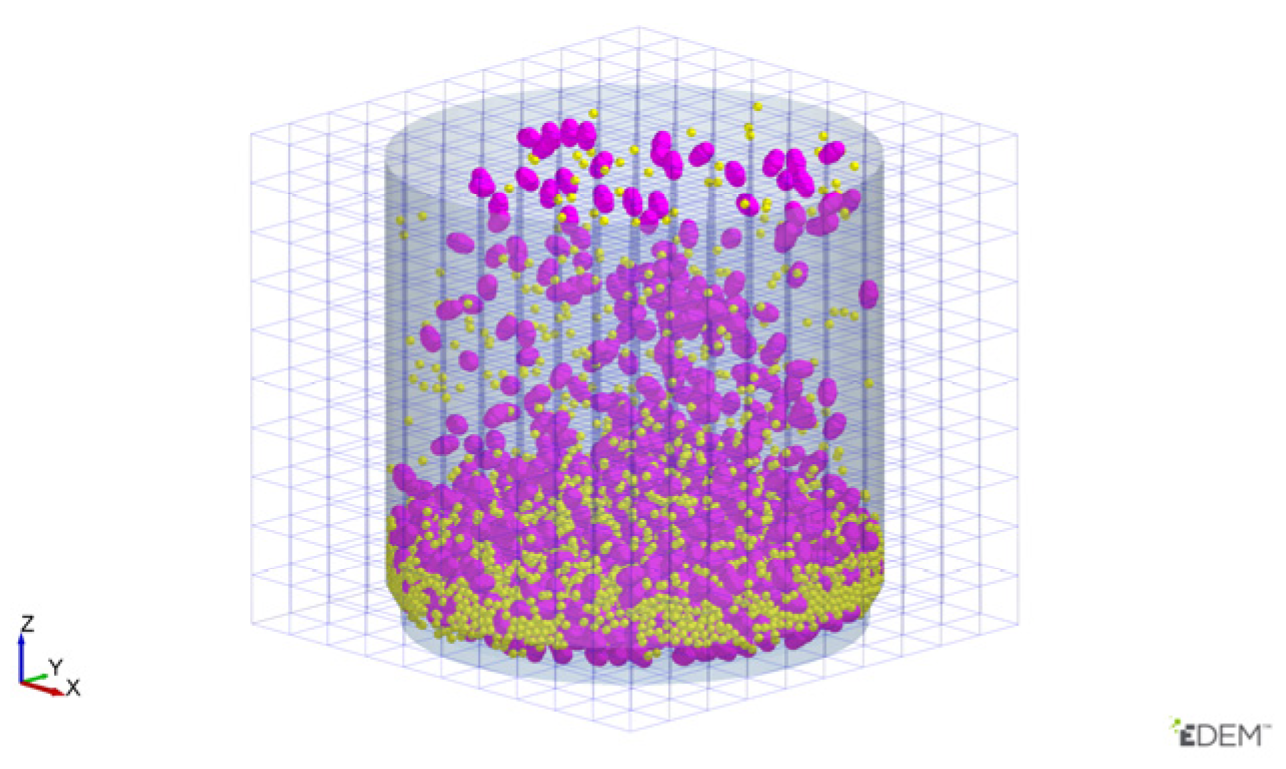
To investigate the mechanism of granulation coating and gain insight into the process of granule coating, this study employs the discrete coefficient as an evaluation index to assess the level of powder mixing during the coating process. The calculation parameters are obtained through EDEM simulation experiments. The EDEM software was used to simulate the mixing of materials under different coating pot structures, and the Hertz–Mindlin with JKR model, which is suitable for powders and granules and other materials containing bonding, was selected for numerical simulation [24,25]. The entire seed mixing simulation model is divided into uniformly sized square grid blocks using the Grid Bin Group module in the EDEM post-processing software, as illustrated in Figure 5. The total simulation time is set to 5 s, with data collection conducted at intervals of 0.01 s per iteration. Upon completing the simulation, the software’s post-processing module is utilized to export the number of seeds and powder particles present in each grid and subsequently calculate the powder particle’s dispersion coefficient.
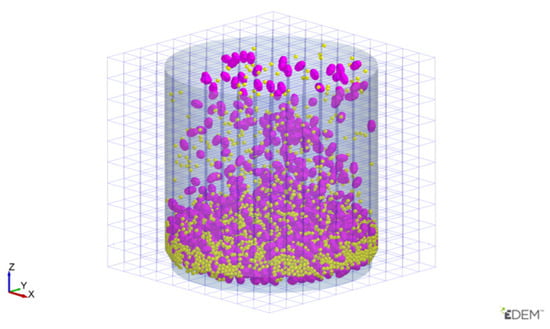
Figure 5.
Schematic diagram of meshing of the EDEM simulation model: Yellow particles are powder, pink is seeds.
The calculation process for the powder particle coefficient is presented in Equations (10) to (15) [26]. The grid is divided into m sections, with the number of powder particles in the k section denoted as “bk”. The total number of seed and powder particles in k sections is represented as “dk”. Consequently, the percentage of powder particles in each grid can be calculated as follows:
The theoretical optimal blending ratio ε is:
The deviation Xk of powder particles in the k grid is calculated as follows:
The standard deviation, denoted by “Sx”, can be calculated as follows:
In the given equation:
The coefficient of dispersion for the powder particles is given by:
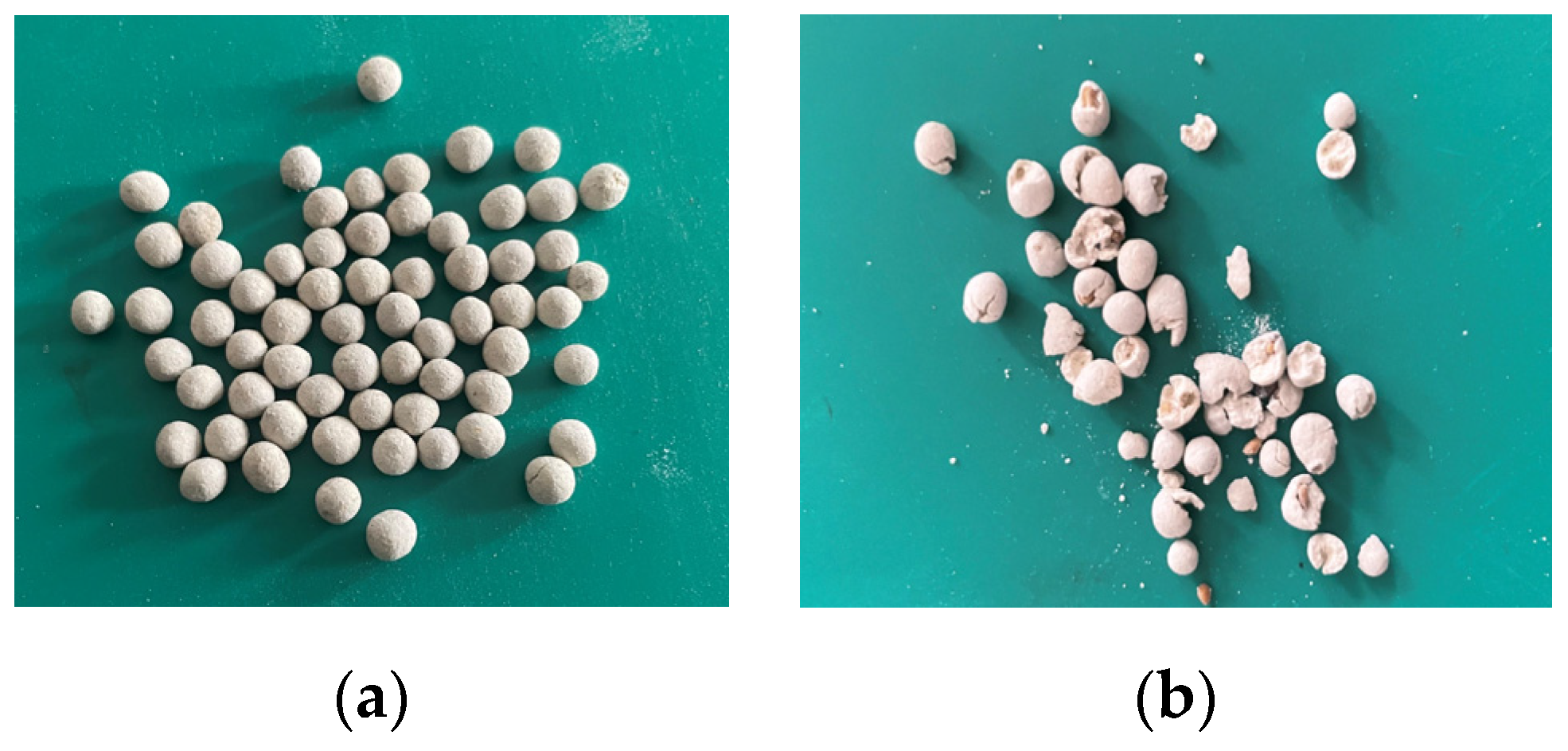
To ensure the reliability of the simulation analysis results, the seed surface is considered to be successfully encapsulated in coating powder when it is fully covered. A one-factor test was conducted to validate the accuracy of the numerical results, utilizing the Pelletizing pass rate as the evaluation index.
In the equation provided, “J” represents the percentage of qualified spherical granules, ”Zh” represents the number of qualified red clover seeds, and “Zb” represents the number of unqualified red clover seeds.
The criteria for determining the results of the particulate rounding can be seen in Figure 6.

Figure 6.
Schematic diagram of the results of pelletized seeds: (a) Eligible; (b) Substandard.
2.5. Analysis of Simulation and Methods
In our self-designed vibration coating machine, experiments were conducted with a seed-to-powder ratio of 1:3. The powder composition mainly consisted of 30% soybean powder as a bond and 70% diatomaceous earth as a filler. During the experiments, the ratio of seeds to binder was 3.5:1, and a 9% concentration of carboxymethyl cellulose was used as the binder.
2.5.1. One-Way Test
In order to investigate the effect of each influencing factor on the mixing uniformity of seed powder, three groups of single-factor tests were designed, and the factors and levels are shown in Table 3.
Table 3.
Factors and levels of single factor tests.
To ensure the accuracy of the tests, the speed range of the coating pot was set from 300 to 900 rpm with a gradient of 150 rpm for the one-way test, and the speed of the coating pot was taken as 600 rpm for the vibration frequency test and other tests. In the vibration frequency test, the vibration frequency was set at five levels of 2, 3, 4, 5 and 6 Hz; in the other tests, the vibration frequency was set at 4 Hz; in the vibration amplitude test, the range of vibration amplitude was set from 2 to 6 mm; and in the other tests, the amplitude of vibration was set at 4 mm. Each test protocol in the test was repeated three times.
Translated with www.DeepL.com/Translator (free version).
2.5.2. Orthogonal Test
To determine the optimal combination of operational parameters for the pill granulation coating machine with red clover seeds, an experiment was designed based on the Box–Behnken principle. The test factors were the coating pot rotation speed, the coating pot vibration frequency, and the coating pot vibration amplitude, while the evaluation index was the coefficient of dispersion, Cv. By combining the results of the simulation and one-way test, a scheme for determining the parameter levels of the orthogonal test was derived. The coding of the test parameter levels is shown in Table 4, and the test scheme and results are presented in Table 5.
Table 4.
Level-coding table of test parameters.
Table 5.
Extreme difference analysis of discrete coefficients.
3. Results and Discussion
3.1. Results and Analysis of the One-Way Test
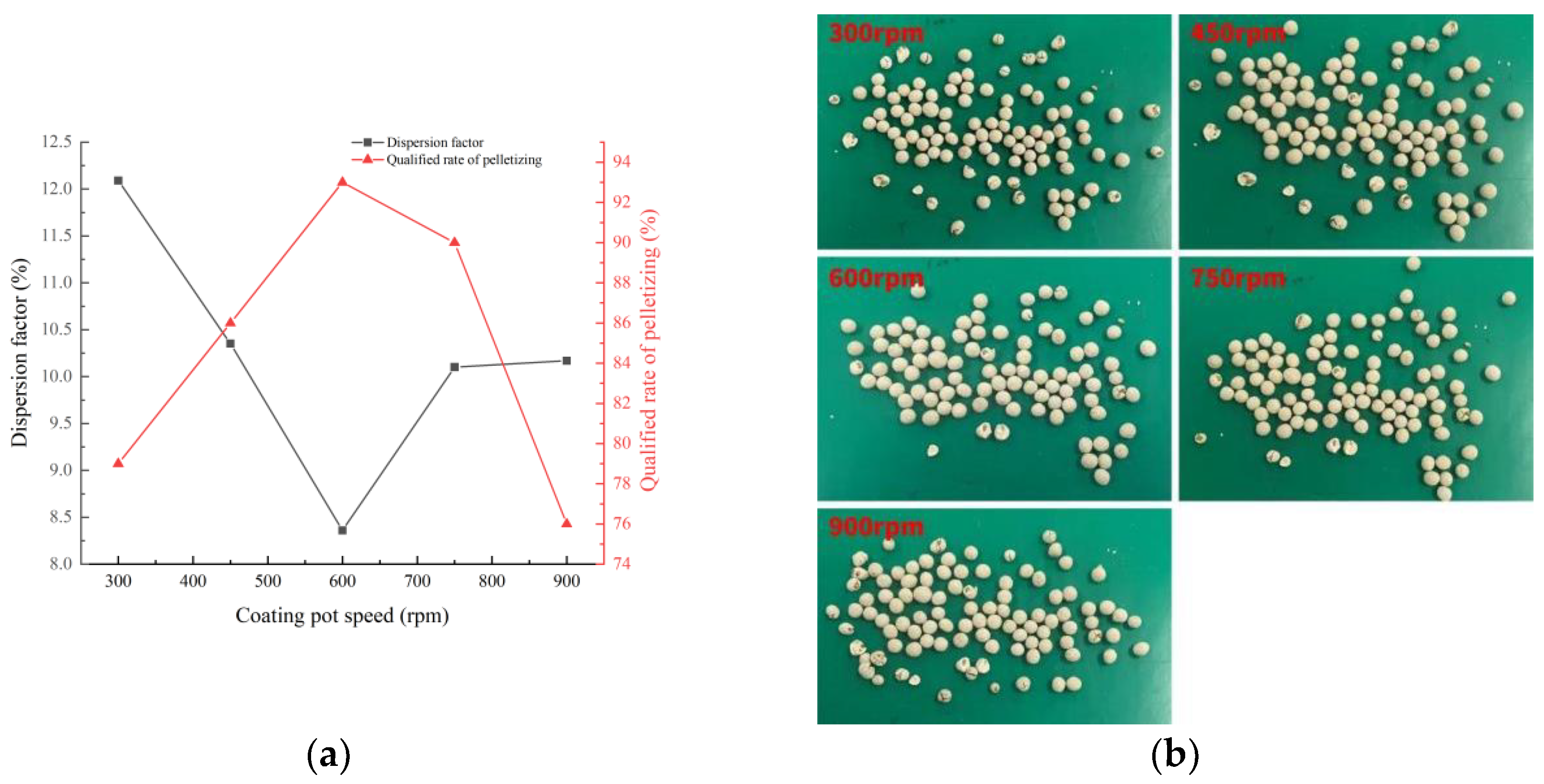
From Figure 7, it can be seen that, while the percentage of qualified pellets demonstrates a similar non-linear trend, maintaining the coating pan speed between 300–600 rpm leads to a significant decrease in the dispersion coefficient and a significant increase in the pelletization rate. However, when the speed surpasses 600 rpm, the dispersion coefficient starts to increase and the pelletization rate begins to decrease.
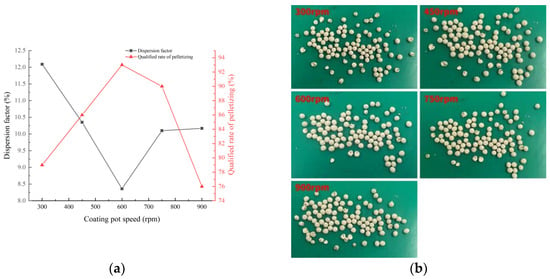
Figure 7.
Experimental verification of the effect of coating pot speed on mixing uniformity: (a) Simulation graph; (b) Physical test chart.
A comprehensive analysis reveals that the optimal rotational speed for the coating pan is 600 rpm, resulting in the smallest value for the dispersion coefficient and the highest pelletization rate. Moreover, the uniformity of mixing between the red clover seeds and powder particles is also excellent, confirming the reliability and authenticity of the simulation results.
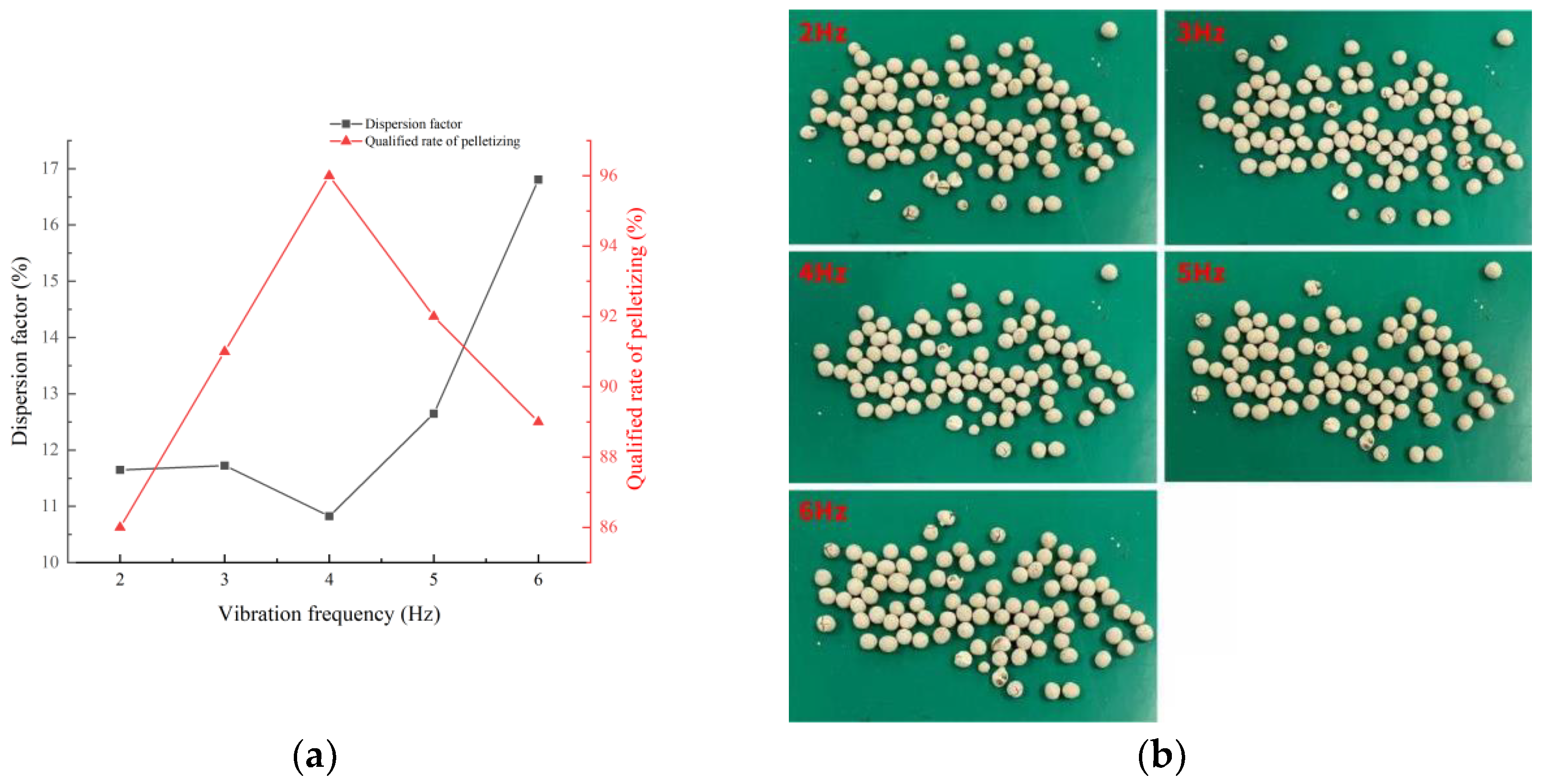
As shown in Figure 8, the vibration frequency of the coating pan exhibits a decreasing trend followed by an increasing trend in the dispersion coefficient, and an increasing trend followed by a decreasing trend in the pelletization pass rate within the tested range. Maintaining a vibration frequency of 2–4 Hz for the coating pan results in a significant decrease in the dispersion coefficient and a significant increase in the pelletization pass rate. However, as the vibration frequency continues to increase beyond 4 Hz, both the dispersion coefficient and the pelletization pass rate show a trend of increase followed by a decrease. Through comprehensive analysis, it is evident that when the vibration frequency of the coating pan is set to 4 Hz, the dispersion coefficient reaches its minimum value and the pelletization pass rate is at its highest.
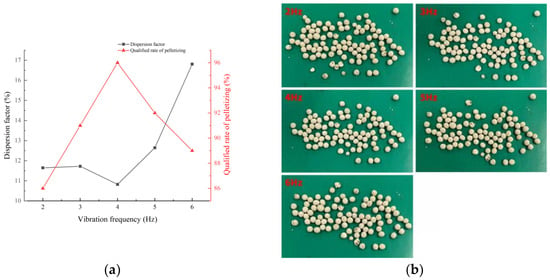
Figure 8.
Experimental verification of the effect of vibration frequency on mixing uniformity: (a) Simulation graph; (b) Physical test chart.
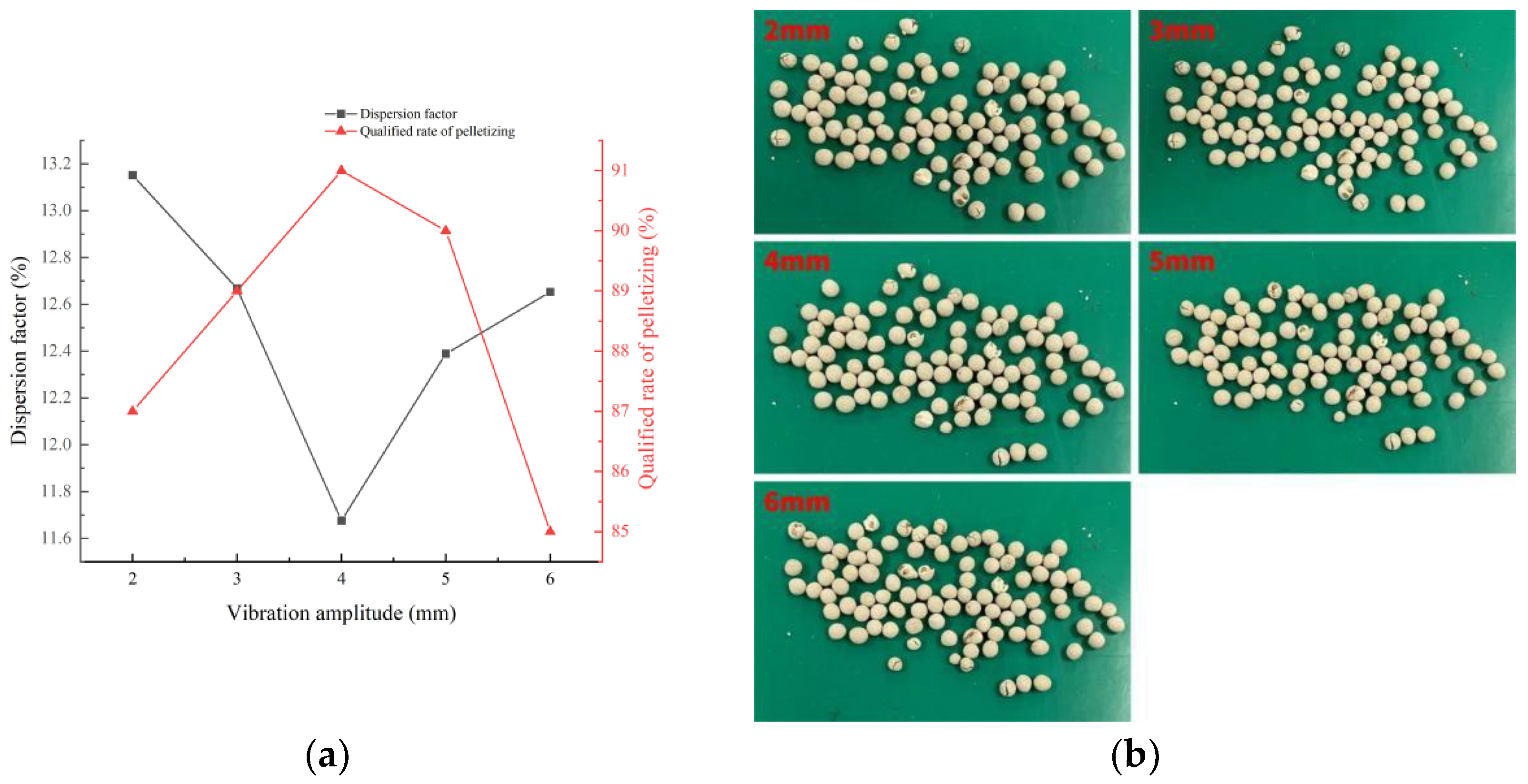
As can be seen from Figure 9, the vibration amplitude of the coating pot in the test range shows that the discrete coefficient decreases firstly and then increases, and the pilling pass rate increases firstly and then decreases. When the vibration amplitude of the coating pot was set to maintain 2~4 mm, the dispersion coefficient showed a significant decrease and the trend of the pilling rate was significantly increased; when the vibration amplitude continued to rise and was more than 4 mm, the dispersion coefficient and pilling rate began to show a trend of increase and decrease, respectively. Through the comprehensive analysis, it can be seen that, when the vibration amplitude of the coating pot is 4 mm, the dispersion coefficient is the smallest and the qualification rate of pilling is the highest. In addition, the red clover seed powder mixing uniformity also showed good characteristics and this result further proved the reliability and authenticity of the simulation results.
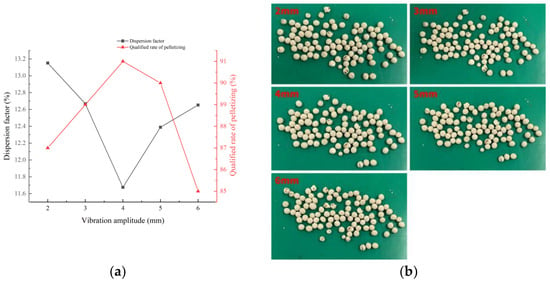
Figure 9.
Experimental verification of the effect of vibration amplitude on mixing uniformity: (a) Simulation graph; (b) Physical test chart.
According to the comprehensive analysis of the above single-factor simulation and test results, it can be seen that the smaller the value of the coefficient of dispersion, the better the mixing uniformity of the material, the higher the pelleting pass rate, and the better the quality of the pelletizing coating. Analysis of the three groups of test results showed that, when the value of the discrete coefficient is the smallest, the highest pelleting pass rate is obtained, which indicates that the simulation test results (discrete coefficient) and the physical test results (pelleting pass rate) are consistent with the trend of the change between the results. Therefore, in the subsequent orthogonal test, the discrete coefficient is adopted as the evaluation index.
3.2. Orthogonal Test Results and Analysis
The significance of factors affecting the effect of seed pellet granulation was analyzed using response surface methodology. According to the ANOVA results of the orthogonal test (Table 6), it was found that factors A, B, BC, A2, B2, and C2 had extremely significant effects on the discrete coefficients, while factors C, AB, and AC had a significant effect on the pilling pass rate.
Table 6.
Extreme difference analysis of discrete coefficients.
The regression model was set to p < 0.0001 and the misfit term p = 0.6445 > 0.05, and the regression equation to R2 = 0.9960 and adjusted R2 = 0.962. The coefficient of the variation Cv was 3.00%, which indicates a well-fitted regression model with no misfit and high accuracy for analyzing and predicting the discrete coefficients in the mixing effect.
Through the regression model, it was determined that the order of factors affecting the mixing effect between the seed powders is vibration frequency > coating pot speed > vibration amplitude.
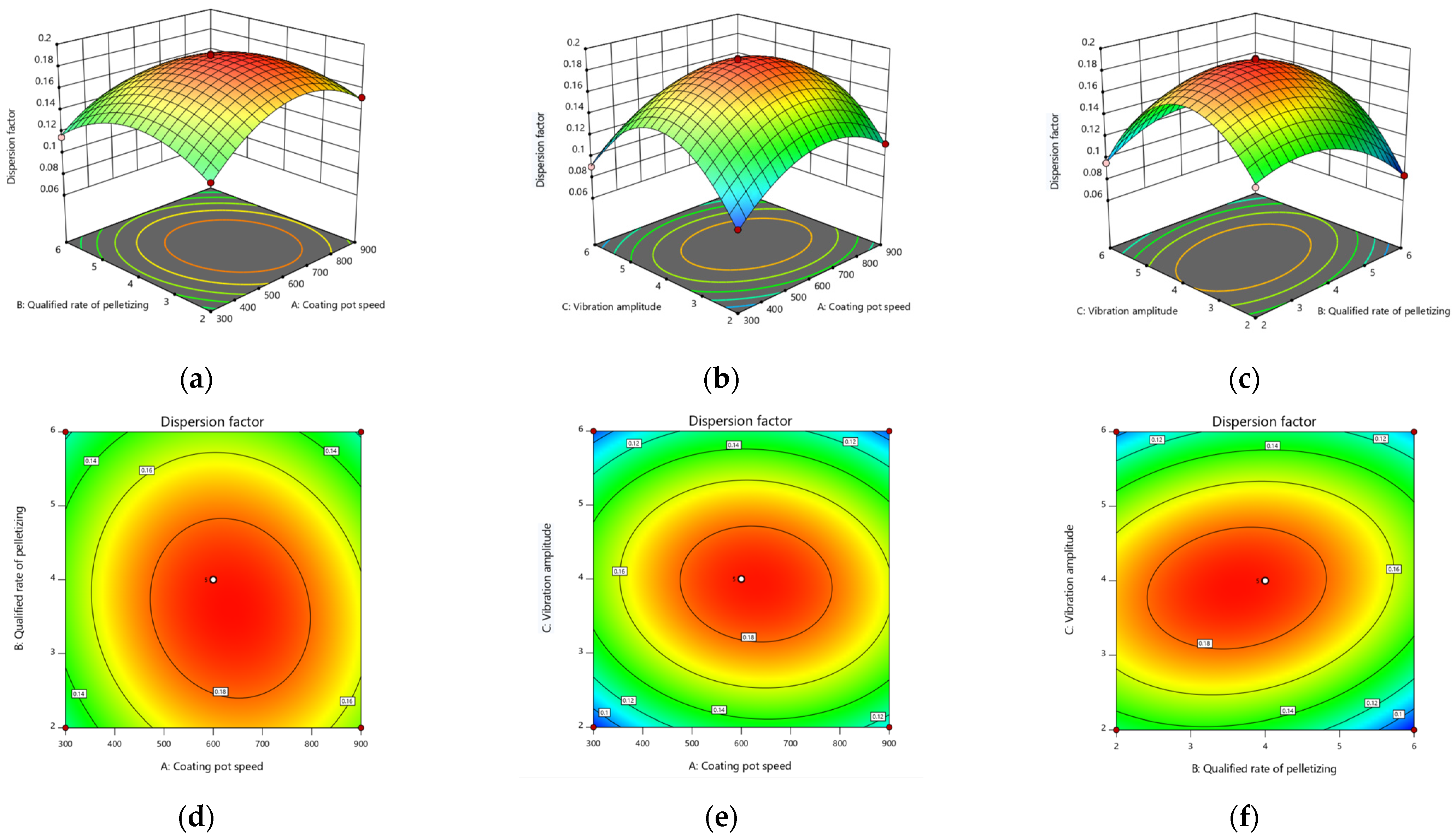
To assess the impact of the factor interactions on the single-seed pelletization pass rate of red clover seeds, we employed the control variables method. This approach involved considering the third factor in the figure as the reference value (0-level) corresponding to each factor in the Box–Behnken test, in addition to the two factors under analysis. Subsequently, three-dimensional response surface plots were generated using Design-Expert 11.0 software to illustrate the interaction effects of the cladding pot speed-vibration frequency (AB), vibration frequency–vibration amplitude (BC), and cladding pot speed–vibration amplitude (AC). Figure 10 depicts these response surface plots.
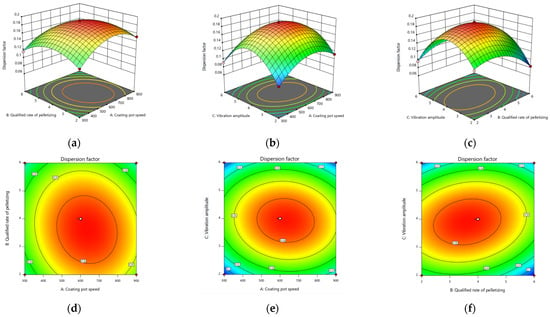
Figure 10.
Response surface plots and contour plots of factors affecting dispersion coefficients: (a) Effect of cladding pot speed and vibration frequency on the dispersion coefficient; (b) Effect of cladding pot speed and vibration amplitude on the dispersion coefficient; (c) Effect of vibration frequency and vibration amplitude on the dispersion coefficient; (d) Contour plot of cladding pot speed and vibration frequency on the dispersion coefficient; (e) Contour plot of cladding pot speed and vibration amplitude on the dispersion coefficient; (f) Contour plot of vibration frequency and vibration amplitude on the dispersion coefficient of the contour plot.
The analysis of variance for the combined test results and the three-dimensional response surfaces reveals significant effects of the interaction between AB (coating pot speed–vibration frequency) on the dispersion coefficient of the red clover seeds. Similarly, the interaction between AC (coating pot speed–vibration amplitude) also has a significant effect on the dispersion coefficient of red clover seeds. Additionally, the interaction between BC (vibration frequency–vibration amplitude) exhibits an extremely significant effect on the dispersion coefficient of the red clover seeds. It is worth noting that the effect of BC (vibration frequency–vibration amplitude) on the dispersion coefficient of the red clover seeds is particularly prominent, highlighting the substantial impact of the vibration force field on the mixing degree between the seeds and powder.
The multiple regressions of the orthogonal test results were fitted using Design-Expert 11.0 software, and second-order regression equations for the discrete coefficients were obtained. These equations enable the prediction and optimization of the dispersion coefficient and pelletizing pass rate based on the test parameters. By utilizing these equations, the optimal combination of operating parameters for the red clover seed pellet coating machine can be determined, leading to improved granulation performance:
In the Optimization module of Design-Expert 11.0 software, the optimal solution of the second-order discrete coefficient regression equation is derived by solving the equation with the objective of minimizing the discrete coefficient value. The equations are optimized considering both the objective value and the constraints. The specific equations and constraints are dependent on the regression analysis and the particular optimization problem under consideration. They usually include the coefficients of the regression equation and the specified ranges or limits for the factors.
As the specific equations and constraints are not provided in the given information, it is essential to refer to the actual regression analysis results and experimental design to ascertain the precise form of the equations and constraints utilized in the optimization process. These equations and constraints play a crucial role in guiding the optimization procedure to identify the optimal combination of operating parameters that maximizes the desired objective (e.g., minimizing the discrete coefficient value) while adhering to any specified limitations or requirements.
The optimized screening process led to the determination of the optimal combination of operating parameters for the red clover seed pellet coating machine. The results indicated that a coating pot speed of 307.204 r/min, a coating pot vibration frequency of 2.526 Hz, and a coating pot vibration amplitude of 5.843 mm yielded the best outcome. Under these optimal parameters, the predicted dispersion coefficient was 8.1%, while the average value of the dispersion coefficient (Cv) was 8.4%. The relative error between the predicted and average values was 3.7%. Furthermore, based on the optimal combination of parameters obtained from the physical test, the seed pelletization pass rate was 97%, meeting the requirements of GB/T 15671-2009, as depicted in Figure 11.
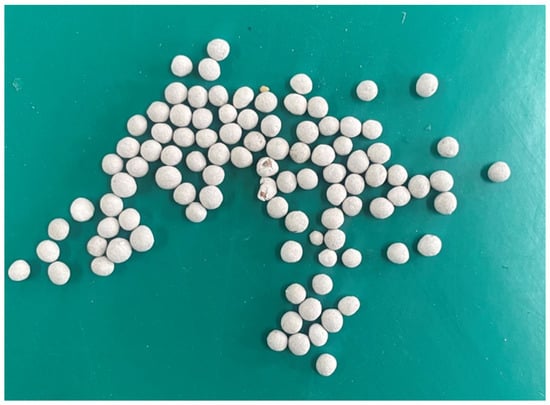
Figure 11.
The effect of coating with optimal working parameters.
In conjunction with the results of the orthogonal tests, the reliability of the mathematical model (Equation (17)) was confirmed, demonstrating that the pill granulation coating process for red clover seeds was more effective and resulted in improved pelletization quality under the identified optimal combination of operating parameters.
4. Discussion
This study employs the dispersion coefficient and pelletization pass rate as the evaluation criteria to investigate the impact of operational parameters, including the rotational speed of the coating pot, the vibration frequency of the pot, and the vibration amplitude of the pot, on the uniformity of seed powder mixing. Notably, the evaluation criteria chosen for this study offer a comprehensive analysis of the influence of coating pot operational parameters on both the uniformity of seed powder mixing and coating effectiveness, addressing both quantitative and qualitative aspects. The data obtained from the Box–Behnken test were subjected to analysis using the response surface method. The results indicate that the influence of the coating pot rotational speed and vibration frequency on the dispersion coefficient is highly significant (p < 0.01), with the vibration frequency identified as the primary factor impacting the mixing efficacy of the seed powder. Therefore, vibration frequency plays a pivotal role in determining the mixing efficiency of seed powder.
In terms of optimization and future directions, in this study, only red clover seeds were utilized for the investigation. To enhance the overall applicability of the optimized coating pot operational parameters under the influence of a vibration force field, further research could explore various types of small-grain forage seeds. Regarding the coating process, the powder composition primarily involved a binder and filler. Future studies might consider incorporating additional components like nutritional supplements, such as potassium yellow rotate, to enhance seed viability.
5. Conclusions
- (1)
- Through our research, we discovered that, during the seed pelletization process, adjusting the rotational speed of the coating pot and introducing a vibration force field can enhance the uniformity of the seed powder mixing, leading to a significant improvement in the seed pelletization pass rate. Furthermore, our analysis of the single-factor test results revealed a consistent trend between the discrete coefficient obtained from the discrete element simulation and the pilling qualification rate obtained from the physical test. Hence, the discrete coefficient can be employed as an effective evaluation index for determining the optimal combination of operating parameters.
- (2)
- The discrete coefficient was employed as the evaluation criterion, and the rotational speed, vibration frequency, and vibration amplitude of the coating pot were chosen as the test factors for the orthogonal experimental study. The analysis of variance (ANOVA) of the experimental results indicated that the most favorable pelletizing effect was achieved at the coating pot speed, coating pot vibration frequency, and coating pot vibration amplitude of 300 rpm, 2.526 Hz, and 5.843 mm, respectively. The correctness of the optimization results was validated through experiments, which showed a good agreement with the optimization results. These findings can provide technical support and theoretical guidance for the pill coating process of small seeds.
Author Contributions
Conceptualization, Z.H.; methodology, M.G. and X.M.; software, X.C. and X.M.; validation, M.G.; investigation, M.G.; writing—original draft preparation, X.M. and X.C.; writing—review and editing, X.T. and H.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Key Research and Development Program of China [2022YFF1302300], the Key R&D and achievement transformation plan project of Inner Mongolia [2023YFDZ0006], the Program for improving the Scientific Research Ability of Youth Teachers of Inner Mongolia Agricultural University [BR220128], and the Research Program of science and technology at Universities of Inner Mongolia Autonomous Region [NJZZ23046].
Data Availability Statement
Data is contained within the article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Ou, C.M.; Mao, P.S. Progress of Research and Application for Grass Seed Coating Technology. Seed 2019, 38, 63–67. [Google Scholar] [CrossRef]
- Zhou, J.; Qiao, G.H. Progress of research related to grassland degradation management. Agric. Econ. 2020, 9–11. [Google Scholar] [CrossRef]
- Taylor, A.G.; Allen, P.S.; Bennett, M.A.; Bradford, K.J.; Burris, J.S.; Misra, M.K. Seed enhancements. Seed Sci. Res. 1998, 8, 245–256. [Google Scholar] [CrossRef]
- Wen, H.J.; Gao, C.G.; Liang, Q.; Ma, W.J. Introduction of CIMBRIA HEID CC20 rotary seed coating machine in Denmark. Mod. Agric. 2002, 45. [Google Scholar] [CrossRef]
- Mu, M. Seed processing goes intelligent: Intimate contact with the latest technology of German giant PETKUS. Contemp. Agric. Mach. 2019, 32–33. [Google Scholar]
- Song, Y.; Zhang, J.; Qu, G.B. Review of seed processing technology and equipment development. Agric. Mach. Qual. Superv. 2011, 22–23+30. [Google Scholar]
- Zhang, H.J.; Hu, Z.C.; Wang, H.O.; Tian, L.J.; Peng, L.J. The development of seed pelletizing technology. Jiangsu Agric. Sci. 2011, 39, 506–507. [Google Scholar] [CrossRef]
- Shao, Z.W. Design and Experiment of Pelleting System of Agrograss Seed Coating Machine under Vibration. Master’s Thesis, Inner Mongolia Agricultural University, Hohhot, China, 2018. [Google Scholar]
- Zhao, Q.B.; Huang, N.S.; Xu, M.L. Summary of research and development ofpelleting tobacco seed technique in China. China Tob. Sci. 2002, 25–27. [Google Scholar] [CrossRef]
- Wang, W.C.; Wang, R.H.; Gao, Y.J.; Ai, Y.K.; Liu, X. Exploration on Processing Technology of Sugar Beet Seed Pelleting. China Sugar 2016, 38, 46–48+51. [Google Scholar] [CrossRef]
- Hu, Z.C.; Ji, F.L.; Gao, G.H.; Wang, H.O.; Peng, B.L.; Hu, L.L. 5B-5 intelligent seed coating machine. J. Agric. Mach. 2007, 205–207. [Google Scholar] [CrossRef]
- Guo, W.W.; Chen, X.Y.; Chen, M.D. Design of Seed Coating Machine Based on Air Suspension. Agric. Eng. 2019, 9, 75–78. [Google Scholar] [CrossRef]
- Han, B.; Liu, Q.; Gao, Y.L.; Yang, S.J.; Guo, C.; Dong, X.W.; Li, Y.M. Numerical simulation and experiment of seeding performance of seedand medicine mixing device of soybean coating machine. J. Northeast. Agric. Univ. 2020, 51, 79–86. [Google Scholar] [CrossRef]
- Dai, N.Z. Design and Experiment of Pelleting Vibratory Coating Machine for Agropyson Seed. Master’s Thesis, Inner Mongolia Agricultural University, Hohhot, China, 2021. [Google Scholar]
- Zhao, Y.Z.; Zhang, X.Q.; Liu, Y.L. Augmenting the mixing of size-type binary granular systems in a rotating horizontal drum. Acta Phys. Sin. 2009, 58, 8386–8393. [Google Scholar] [CrossRef]
- Wang, J.N.; Xie, H.X.; Hu, Z.C.; Hu, L.L.; Peng, B.L.; Liu, M.J. Parameter optimization on mechanical coating processing of rotary table-roller coating machine for peanut seeds. Trans. Chin. Soc. Agric. Eng. 2017, 33, 43–50. [Google Scholar] [CrossRef]
- Hou, Z.F.; Dai, N.Z.; Chen, Z.; Qiu, Y.; Zhang, X.W. Measurement and calibration of physical property parameters for Agropyron seeds in a discrete element simulation. Trans. Chin. Soc. Agric. 2020, 36, 46–54. [Google Scholar] [CrossRef]
- Hou, Z.F. Discrete Element Simulation and Experimental Study on Vibration Pelleting Coating Machine for Forage Seeds. Ph.D. Thesis, Inner Mongolia Agricultural University, Hohhot, China, 2023. [Google Scholar]
- Liu, Q. Optimal Design and Experimental Study on Seed and Medicine Mixing Device of Soybean Seed Coating Machine. Master’s Thesis, Northeast Agricultural University, Hohhot, China, 2021. [Google Scholar]
- Hou, Z.F.; Chen, L.J.; Chen, Z.; Qiu, Y.; Mi, L.K.; Shao, Z.W.; Dai, N.Z. Study on Motion Law and Optimum Parameters of Pelleted Coating of Forage Seeds Based on Discrete Element Method. J. Agric. Mech. Res. 2021, 43, 184–191. [Google Scholar] [CrossRef]
- Nan, X.; Liu, Y.H.; Sun, Y.C.; Zhao, X.L.; Li, Y.C.; Rao, Z. Study on the relationship between permeability coefficient and liquid bridge force in soil seepage. Chin. J. Soil Sci. 2021, 52, 322–327. [Google Scholar] [CrossRef]
- Ma, X.J.; Liu, M.; Hou, Z.F.; Gao, X.Y.; Bai, Y.; Guo, M.J. Transactions of the Chinese Society of Agricultural Engineering. Trans. Chin. Soc. Agric. Eng. 2023, 39, 43–52. [Google Scholar] [CrossRef]
- Lv, Y.L. Research on Mixed Mechanism Based on DEM in Vertical Turbulence Mixer. Master’s Thesis, Wuhan University of Technology, Wuhan, China, 2019. [Google Scholar]
- Tang, T.; He, Y.; Ren, A.; Wang, T. Experimental Study and DEM Numerical Simulation of Dry/Wet Particle Flow Behaviors in a Spouted Bed. Ind. Eng. Chem. Res. 2019, 58, 15353–15367. [Google Scholar] [CrossRef]
- Muguruma, Y.; Tanaka, T.; Tsuji, Y. Numerical simulation of particulate flow with liquid bridge between particles (simulation of centrifugal tumbling granulator). Powder Technol. 2000, 109, 49–57. [Google Scholar] [CrossRef]
- Dong, C.X.; Wu, T.; Lv, X.K. Simulation Analysis of Vibratory Mixing Based on the EDEM. Mech. Res. Appl. 2017, 30, 38–41. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).