
Multi-Objective Optimization of Injection Molding Process Parameters for Moderately Thick Plane Lens Based on PSO-BPNN, OMOPSO, and TOPSIS

Abstract
:1. Introduction
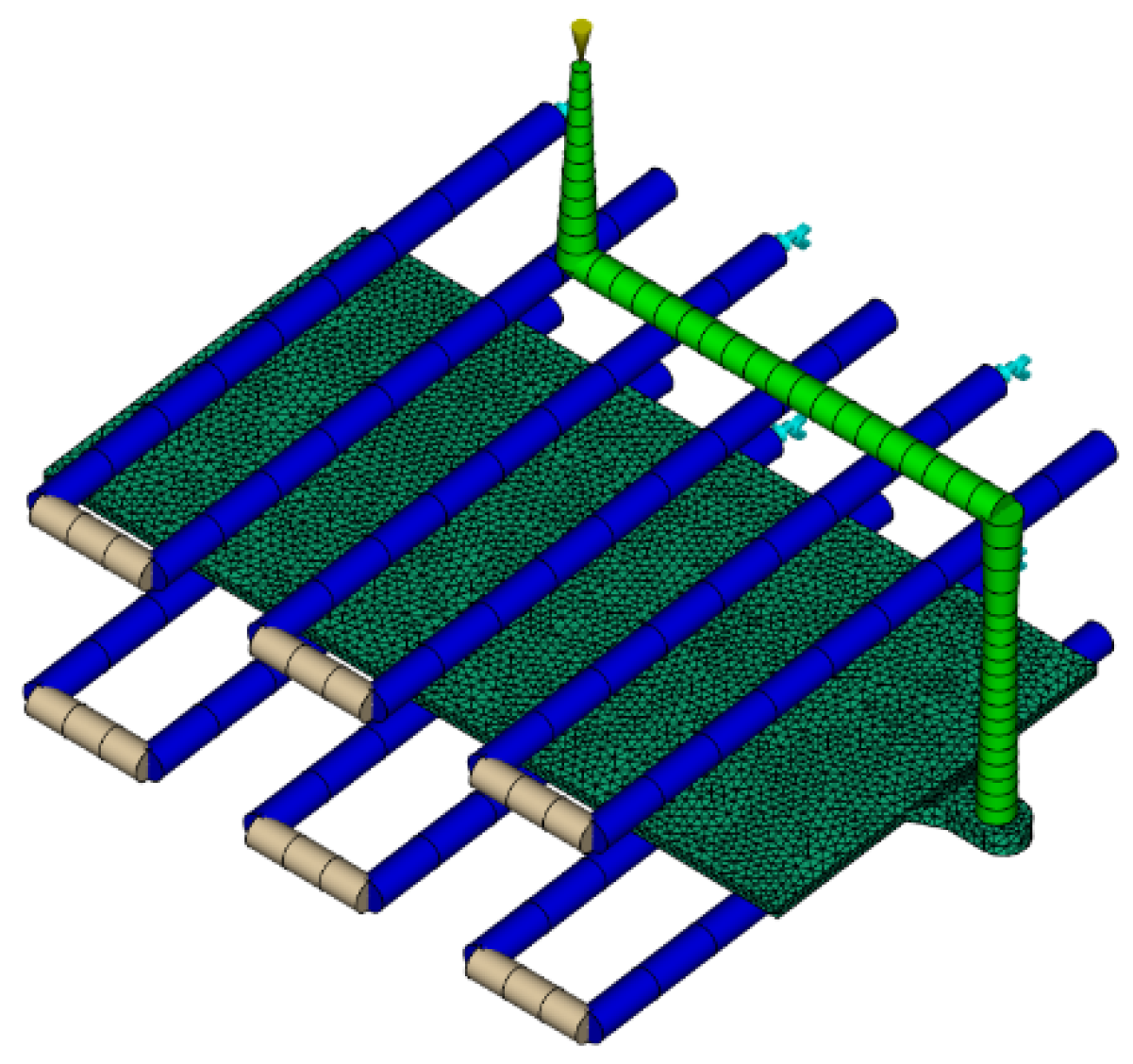
2. MTPL and Molding Mold Structure
3. Multi-Objective Optimization Methodology of TPM Injection Molding Parameters
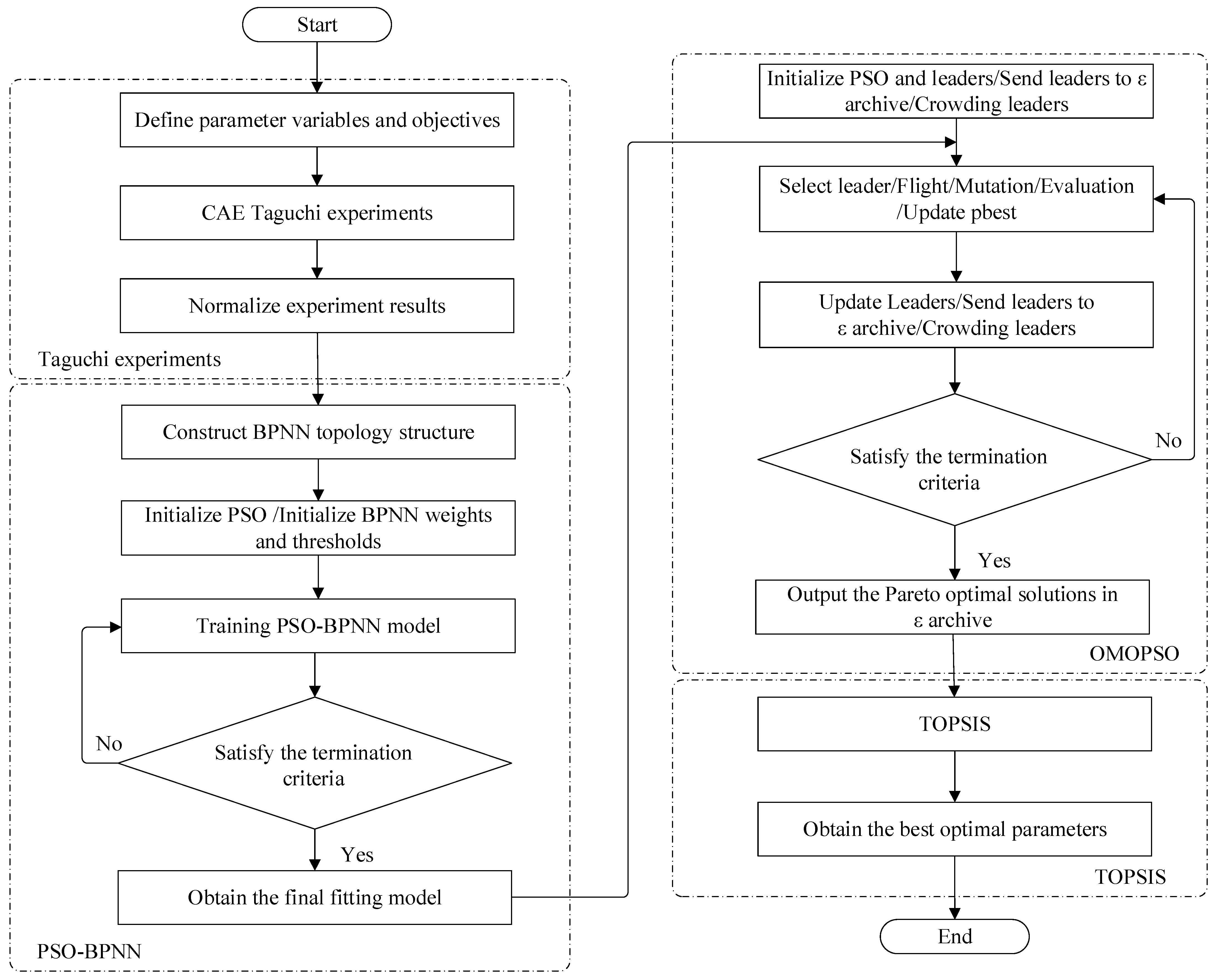
3.1. Flowchart of the Optimization Process
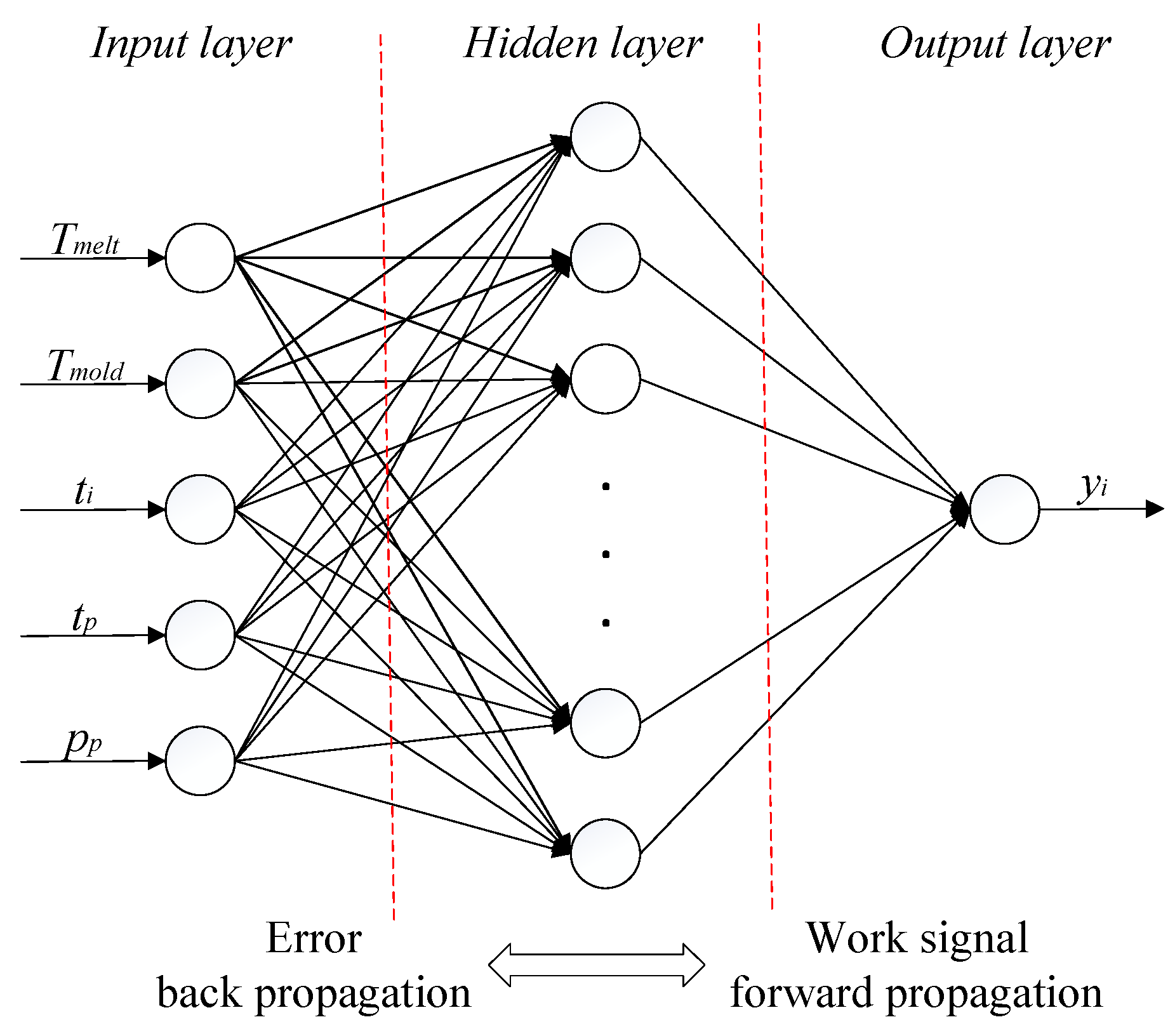
3.2. Building the Prediction Model with PSO-BPNN
3.3. Locating Multi-Objective Pareto-Optimal Solutions with OMOSPSO
3.4. Decision Making with the TOPSIS Method
4. Multi-Objective Optimization Implementation
4.1. Construct Multi-Objective Optimization Model
4.2. Taguchi Test and Analysis
4.3. Establishing and Evaluating the PSO-BPNN Prediction Model
4.3.1. Establishing PSO-BPNN Prediction Model
4.3.2. Prediction Model Accuracy Analysis
4.4. Multi-Objective Optimization Pareto Frontier by OMOPSO
4.5. Multi-Criteria Decision Making by TOPSIS
5. Verification of the Final Optional Solution
6. Conclusions
- (1)
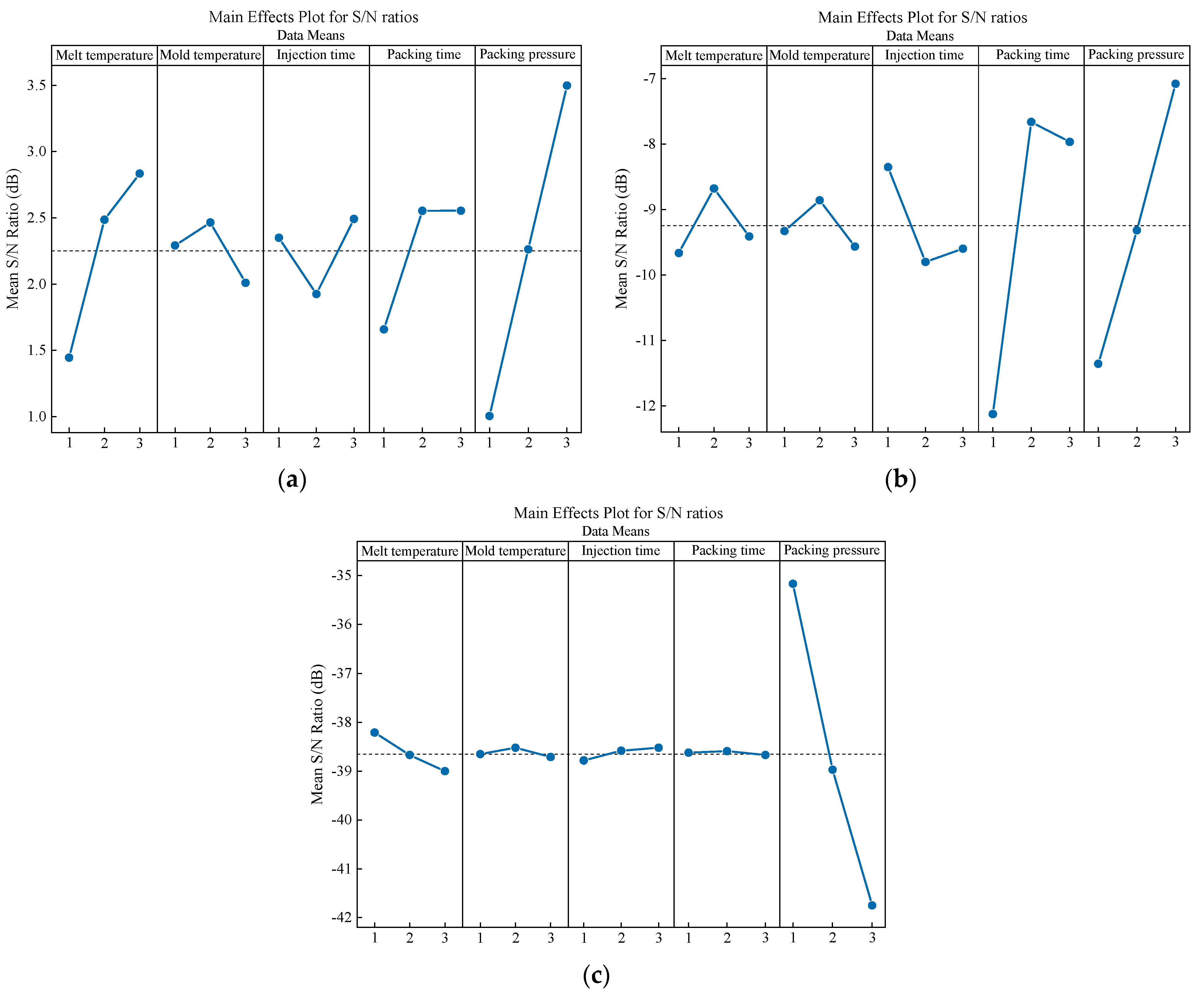
- The results of the Taguchi S/N factor response reveal that the significant injection parameters of MTPL can be ranked in terms of a diminishing impact on the three objectives as follows: for warpage, packing pressure > melt temperature > packing time; for sink marks, packing pressure > packing time > injection time; and for clamping force, packing pressure > melt time > injection time. It shows that the three selected objectives cannot reach the optimal values simultaneously.
- (2)
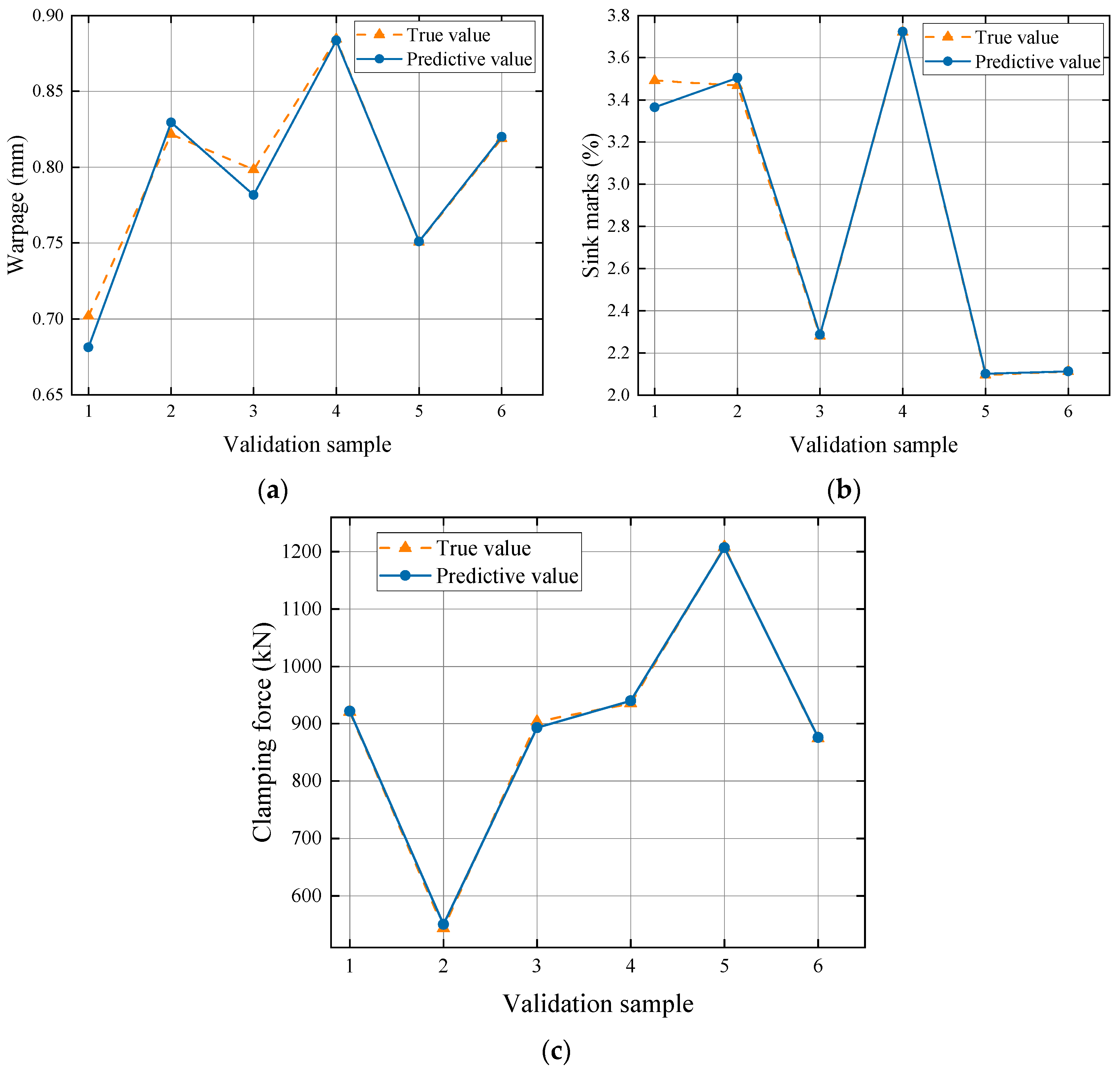
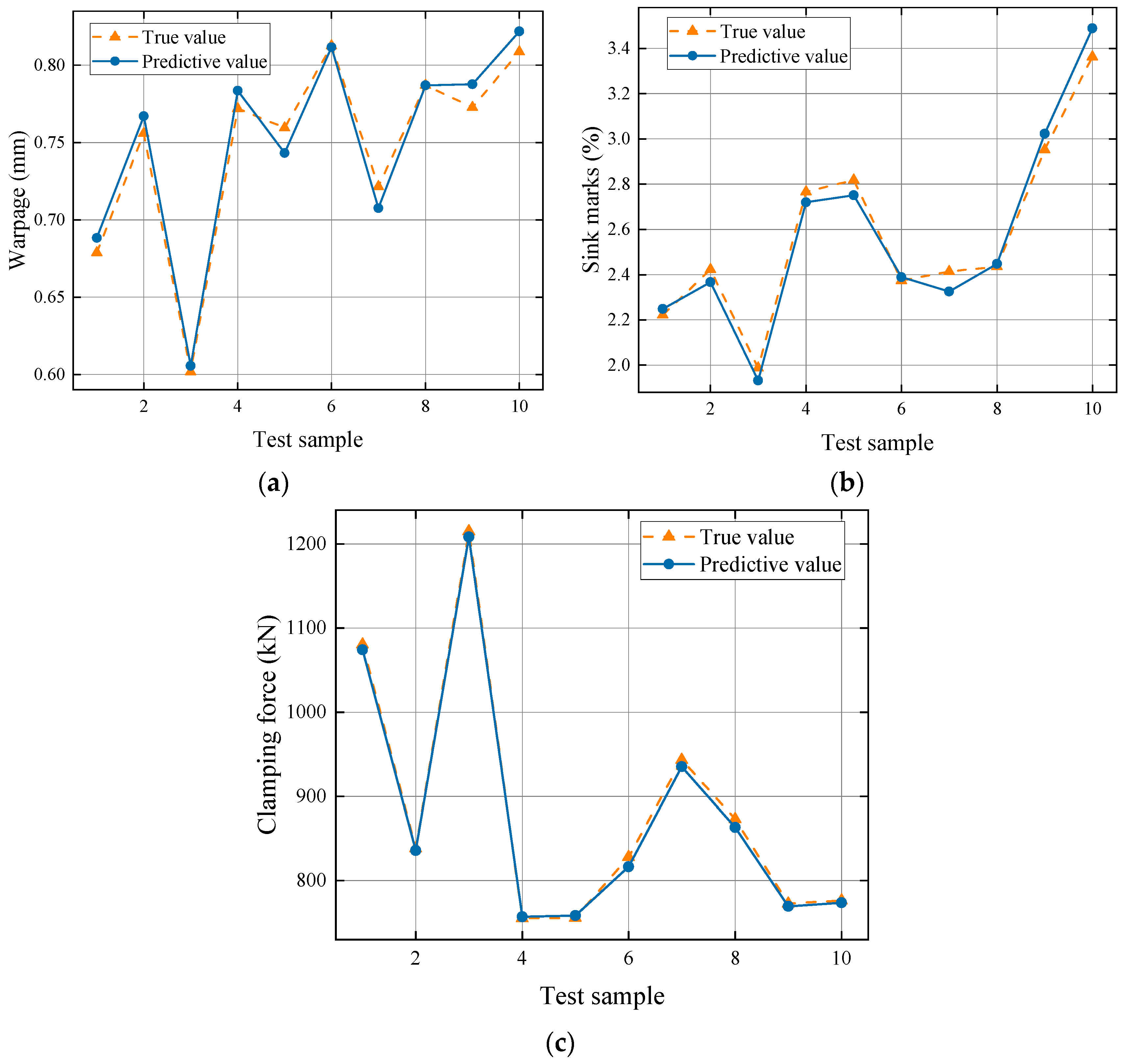
- Considering the experimental dataset size limitation, PSO-BPNN prediction models with a single hidden layer are built for the three trade-off objectives. Each prediction model can well reflect the complex nonlinear mapping relationship between the injection molding process parameters and three objectives as the maximum relative error of the validation set is only 3.64%. And these three obtained PSO-BPNN models all presented good generalization ability, because for another 10 extracted uniformly distributed samples within the value range of each process parameter, which are not included in the training and validation datasets, the corresponding and MAPE for warpage, sink marks, and clamping force are 0.9746 and 1.05%; 0.9705 and 2.12%; and 0.9973 and 0.71%, respectively.
- (3)
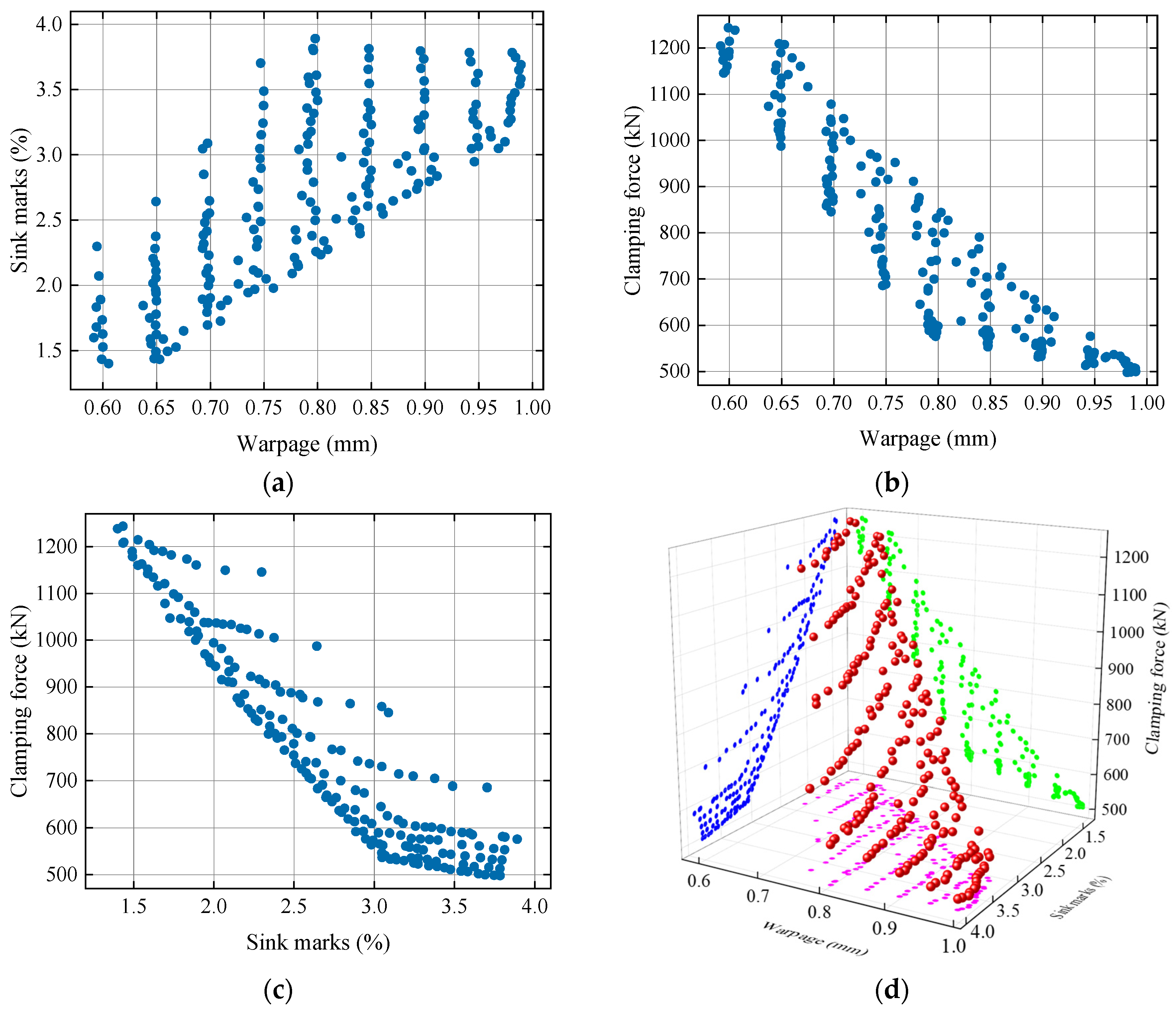
- The non-dominated Pareto frontier solutions obtained by OMOPSO based on the PSO-BPNN prediction models are distributed uniformly, which means that this algorithm performs well with good convergence and robustness. The corresponding pairwise Pareto frontiers also show that there is a significant trade-off between warpage and clamping force and between sink marks and clamping force, and there is a complex relationship between warpage and sink marks, because when the maximum sink marks value of 3.891% occurs, the warpage is about 0.798 mm instead of the maximum 0.989 mm.
- (4)
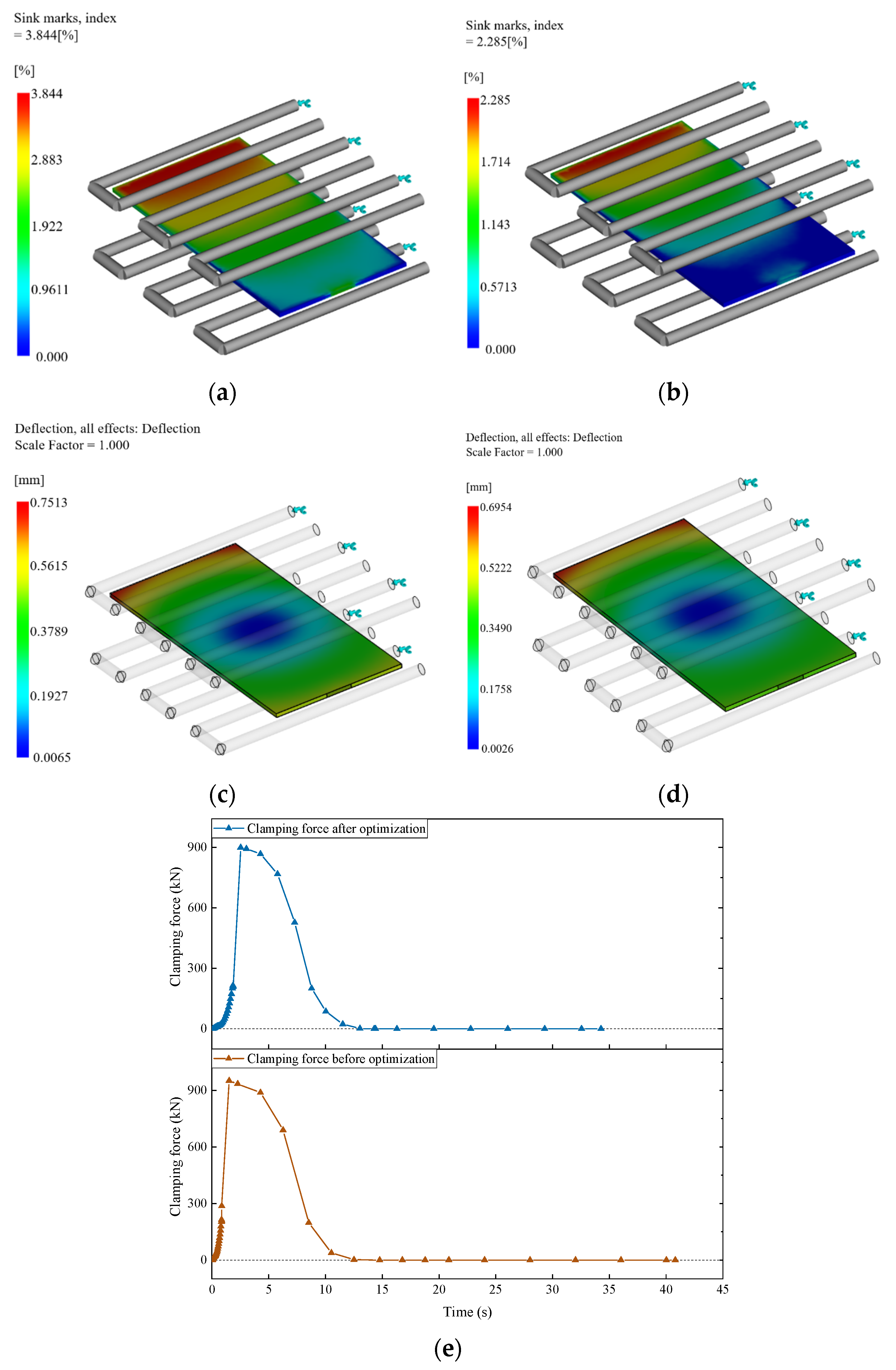
- The final best optimal solution is achieved from the reduced non-dominated solution Pareto frontier by the TOPSIS method with equal weight. Compared with the simulation results, the prediction accuracies for these three objectives with the selected optimal solution are all very high, and the relative errors for the prediction values of warpage, sink marks, and clamping force are 0.22%, 1.58%, and 0.92%, respectively, which further validates the effectiveness of the proposed method. Moreover, the maximum values of warpage, sink marks, and clamping force, which are 0.7513 mm, 3.844%, and 951.96 kN before the optimization, are reduced to 0.6954 mm, 2.285%, and 899.04 kN after optimization, reduced by 7.44%, 40.56%, and 5.56%, respectively. MTPL injection molding is performed with high product quality and low energy consumption with the proposed method.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Peixoto, C.; Valentim, P.T.; Sousa, P.C.; Dias, D.; Araújo, C.; Pereira, D.; Machado, C.F.; Pontes, A.J.; Santos, H.; Cruz, S. Injection molding of high-precision optical lenses: A review. Precis. Eng. 2022, 76, 29–51. [Google Scholar] [CrossRef]
- Michaeli, W.; Walach, P. Optical Plastics Components: Replication Processes and Plastic Materials. In Fabrication of Complex Optical Components, 1st ed.; Brinksmeier, E., Riemer, O., Gläbe, R.M., Eds.; Springer: Berlin/Heidelberg, Germany, 2013; pp. 25–40. [Google Scholar] [CrossRef]
- Lin, C.M.; Chen, Y.W. Grey optimization of injection molding processing of plastic optical lens based on joint consideration of aberration and birefringence effects. Microsyst. Technol. 2019, 25, 621–631. [Google Scholar] [CrossRef]
- Chien, R.D.; Chen, C.S.; Chen, S.C. Effect of moulding conditions on the tensile strength of cyclic olefin copolymers (COC) injection moulded parts. Plast. Rubber Compos. 2005, 34, 70–75. [Google Scholar] [CrossRef]
- Chung, C.Y. Integrated optimum layout of conformal cooling channels and optimal injection molding process parameters for optical lenses. Appl. Sci. 2019, 9, 4341. [Google Scholar] [CrossRef]
- Yin, X.H.; Yang, C.; Li, X.P.; Liang, D.; Zhang, Z.H.; Tang, Y.; He, L.J. 3D thickness distributions of plano lenses as a means of cavity pressure characterization in microinjection molding. Opt. Express 2018, 26, 11250–11264. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Cao, L.; Chi, W.K.; Zhang, L.Y.; Yang, W.M.; Xie, P.C. Multi-layer counter-pressure injection molding for thick-walled optical lens. Int. Polym. Process. 2021, 36, 131–136. [Google Scholar] [CrossRef]
- Gao, R.X.; Zhao, P.; Xie, J.; Chen, H.; Jiao, X.L.; Zhu, N.D.; Chen, Y.H.; Fu, J.Z. Research on the multilayer injection molding of thick-walled polymer optical products. J. Manuf. Process. 2023, 103, 309–319. [Google Scholar] [CrossRef]
- Park, K.; Kim, B.; Yao, D.G. Numerical simulation for injection molding with a rapidly heated mold, Part II: Birefringence prediction. Polym. Plast. Technol. Eng. 2006, 45, 903–909. [Google Scholar] [CrossRef]
- Hong, S.; Min, I.; Yoon, K.; Kang, J. Effects of adding injection–compression to rapid heat cycle molding on the structure of a light guide plate. J. Micromech. Microeng. 2014, 24, 5009. [Google Scholar] [CrossRef]
- Nian, S.C.; Li, M.H.; Huang, M.S. Warpage control of headlight lampshades fabricated using external gas-assisted injection molding. Int. J. Heat Mass Transf. 2015, 86, 358–368. [Google Scholar] [CrossRef]
- Lin, C.M.; Hsieh, H.K. Processing optimization of Fresnel lenses manufacturing in the injection molding considering birefringence effect. Microsyst. Technol. 2017, 23, 5689–5695. [Google Scholar] [CrossRef]
- Lu, X.H.; Khim, L.S. A statistical experimental study of the injection molding of optical lenses. J. Mater. Process. Technol. 2001, 113, 189–195. [Google Scholar] [CrossRef]
- Zhou, H.F.; Zhang, S.; Wang, Z. Multi-objective optimization of process parameters in plastic injection molding using a differential sensitivity fusion method. Int. J. Adv. Manuf. Technol. 2021, 114, 423–449. [Google Scholar] [CrossRef]
- Zhao, J.; Cheng, G.D.; Ruan, S.L.; Li, Z. Multi-objective optimization design of injection molding process parameters based on the improved efficient global optimization algorithm and non-dominated sorting-based genetic algorithm. Int. J. Adv. Manuf. Technol. 2015, 78, 1813–1826. [Google Scholar] [CrossRef]
- Bensingh, R.J.; Machavaram, R.; Boopathy, S.R.; Jebaraj, C. Injection molding process optimization of a bi-aspheric lens using hybrid artificial neural networks (ANNs) and particle swarm optimization. Measurement 2019, 134, 359–374. [Google Scholar] [CrossRef]
- Bensingh, R.J.; Boopathy, S.R.; Jebaraj, C. Minimization of variation in volumetric shrinkage and deflection on injection molding of Bi-aspheric lens using numerical simulation. J. Mech. Sci. Technol. 2016, 30, 5143–5152. [Google Scholar] [CrossRef]
- Liu, J.H.; Chen, X.D.; Lin, Z.Q.; Diao, S.P. Multiobjective optimization of injection molding process parameters for the precision manufacturing of plastic optical lens. Math. Probl. Eng. 2017, 2017, 2834013. [Google Scholar] [CrossRef]
- Yin, X.H.; Yang, C.; Li, X.P. Simultaneous control of birefringence and warpage for thermoplastic optical lenses fabricated using microinjection molding. Polym. Plast. Technol. Eng. 2015, 54, 1772–1779. [Google Scholar] [CrossRef]
- Tsai, K.M.; Luo, H.J. An inverse model for injection molding of optical lens using artificial neural network coupled with genetic algorithm. J. Intell. Manuf. 2017, 28, 473–487. [Google Scholar] [CrossRef]
- Lin, C.M.; Chen, W.C. Optimization of injection-molding processing conditions for plastic double-convex Fresnel lens using grey-based Taguchi method. Microsyst. Technol. 2020, 26, 2575–2588. [Google Scholar] [CrossRef]
- Wang, S.T. Integration of a fuzzy neural network and multi-objective genetic algorithm for optimisation of BLU light guide plate injection moulding parameters. Int. J. Mater. Prod. Technol. 2012, 45, 83–95. [Google Scholar] [CrossRef]
- Kuo, C.F.J.; Dewantoro, G.; Huang, C.C. Optimization of injection-molded light guide plate with microstructures by using reciprocal comparisons. J. Intell. Manuf. 2015, 26, 677–690. [Google Scholar] [CrossRef]
- Spina, R.; Walach, P.; Schild, J.; Hopmann, C. Analysis of lens manufacturing with injection molding. Int. J. Precis. Eng. Manuf. 2012, 13, 2087–2095. [Google Scholar] [CrossRef]
- Lan, X.; Li, C.; Yang, C.; Xue, C. Optimization of injection molding process parameters and axial surface compensation for producing an aspheric plastic lens with large diameter and center thickness. Appl. Opt. 2019, 58, 927–934. [Google Scholar] [CrossRef] [PubMed]
- Fang, F.Z.; Zhang, N.; Zhang, X.D. Precision injection molding of freeform optics. Adv. Opt. Technol. 2016, 5, 303–324. [Google Scholar] [CrossRef]
- Xu, Y.X.; Liu, G.; Dang, K.F.; Fu, N.H.; Jiao, X.L.; Wang, J.L.; Xie, P.C.; Yang, W.M. A novel strategy to determine the optimal clamping force based on the clamping force change during injection molding. Polym. Eng. Sci. 2021, 61, 25829. [Google Scholar] [CrossRef]
- Kitayama, S.; Tamada, K.; Takano, M.; Aiba, S. Numerical optimization of process parameters in plastic injection molding for minimizing weldlines and clamping force using conformal cooling channel. J. Manuf. Process. 2018, 32, 782–790. [Google Scholar] [CrossRef]
- Liu, X.; Fan, X.Y.; Guo, Y.H.; Cao, Y.L.; Li, C.X. Multi-objective optimization of GFRP injection molding process parameters, using GA-ELM, MOFA, and GRA-TOPSIS. Trans. Can. Soc. Mech. Eng. 2021, 46, 37–49. [Google Scholar] [CrossRef]
- Guo, W.; Deng, F.; Meng, Z.H.; Hua, L.; Mao, H.J.; Su, J.J. A hybrid back-propagation neural network and intelligent algorithm combined algorithm for optimizing microcellular foaming injection molding process parameters. J. Manuf. Process. 2020, 50, 528–538. [Google Scholar] [CrossRef]
- Liu, X.; Liu, Z.; Liang, Z.W.; Zhu, S.P.; Correia, J.A.F.O.; De Jesus, A.M.P. PSO-BP neural network-based strain prediction of wind turbine blades. Materials 2019, 12, 1889. [Google Scholar] [CrossRef]
- Coello, C.A.C.; Pulido, G.T.; Lechuga, M.S. Handling multiple objectives with particle swarm optimization. IEEE Trans. Evol. Comput. 2004, 8, 256–279. [Google Scholar] [CrossRef]
- Sierra, M.R.; Coello, C.A.C. Improving PSO-based multi-objective optimization using crowding, mutation and ∈-dominance. In Proceedings of the International Conference on Evolutionary Multi-Criterion Optimization, Guanajuato, Mexico, 9–11 March 2005. [Google Scholar]
- Fernandes, C.; Pontes, A.J.; Viana, J.C.; Gaspar-Cunha, A. Modeling and optimization of the injection-molding process: A review. Adv. Polym. Technol. 2018, 37, 429–449. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Level | Control Factor | ||||
|---|---|---|---|---|---|
(°C) | (°C) | (s) | (s) | (MPa) | |
| 1 | 280 | 70 | 0.8 | 4 | 30 |
| 2 | 300 | 90 | 2.5 | 12 | 45 |
| 3 | 320 | 110 | 4.2 | 20 | 60 |
| No. | Control Factor | Results | ||||||
|---|---|---|---|---|---|---|---|---|
(°C) | (°C) | (s) | (s) | (MPa) | (mm) | (%) | (kN) | |
| 1 | 1 | 1 | 1 | 1 | 1 | 0.999 | 4.301 | 540.79 |
| 2 | 1 | 1 | 1 | 1 | 2 | 0.888 | 3.851 | 874.23 |
| 3 | 1 | 1 | 1 | 1 | 3 | 0.803 | 3.456 | 1208.24 |
| 4 | 1 | 2 | 2 | 2 | 1 | 0.981 | 3.492 | 505.83 |
| 5 | 1 | 2 | 2 | 2 | 2 | 0.830 | 2.605 | 843.95 |
| 6 | 1 | 2 | 2 | 2 | 3 | 0.702 | 1.889 | 1183.00 |
| 7 | 1 | 3 | 3 | 3 | 1 | 0.974 | 3.802 | 612.84 |
| 8 | 1 | 3 | 3 | 3 | 2 | 0.819 | 2.851 | 784.88 |
| 9 | 1 | 3 | 3 | 3 | 3 | 0.689 | 2.096 | 1128.53 |
| 10 | 2 | 1 | 2 | 3 | 1 | 0.878 | 3.352 | 569.59 |
| 11 | 2 | 1 | 2 | 3 | 2 | 0.751 | 2.532 | 903.35 |
| 12 | 2 | 1 | 2 | 3 | 3 | 0.643 | 1.882 | 1236.27 |
| 13 | 2 | 2 | 3 | 1 | 1 | 0.885 | 4.070 | 543.64 |
| 14 | 2 | 2 | 3 | 1 | 2 | 0.763 | 3.722 | 881.73 |
| 15 | 2 | 2 | 3 | 1 | 3 | 0.661 | 3.518 | 1218.44 |
| 16 | 2 | 3 | 1 | 2 | 1 | 0.859 | 3.002 | 589.76 |
| 17 | 2 | 3 | 1 | 2 | 2 | 0.739 | 2.112 | 920.49 |
| 18 | 2 | 3 | 1 | 2 | 3 | 0.634 | 1.493 | 1250.55 |
| 19 | 3 | 1 | 3 | 2 | 1 | 0.798 | 3.468 | 587.98 |
| 20 | 3 | 1 | 3 | 2 | 2 | 0.678 | 2.617 | 920.62 |
| 21 | 3 | 1 | 3 | 2 | 3 | 0.571 | 1.904 | 1252.23 |
| 22 | 3 | 2 | 1 | 3 | 1 | 0.784 | 3.235 | 612.82 |
| 23 | 3 | 2 | 1 | 3 | 2 | 0.674 | 2.280 | 941.24 |
| 24 | 3 | 2 | 1 | 3 | 3 | 0.578 | 1.439 | 1268.98 |
| 25 | 3 | 3 | 2 | 1 | 1 | 0.886 | 4.932 | 605.34 |
| 26 | 3 | 3 | 2 | 1 | 2 | 0.822 | 4.595 | 935.35 |
| 27 | 3 | 3 | 2 | 1 | 3 | 0.774 | 4.142 | 1264.45 |
| No. | (°C) | (°C) | (s) | (s) | (MPa) | (mm) | (%) | (kN) |
|---|---|---|---|---|---|---|---|---|
| 1 | 303 | 105 | 3.2 | 12 | 53 | 0.6787 | 2.222 | 1080.346 |
| 2 | 305 | 74 | 1.0 | 11 | 41 | 0.7559 | 2.423 | 838.523 |
| 3 | 310 | 78 | 4.2 | 13 | 59 | 0.6017 | 1.988 | 1214.942 |
| 4 | 308 | 71 | 0.8 | 9 | 37 | 0.7721 | 2.766 | 755.513 |
| 5 | 317 | 74 | 2.4 | 10 | 37 | 0.7596 | 2.818 | 755.999 |
| 6 | 288 | 100 | 1.0 | 18 | 42 | 0.8127 | 2.374 | 828.089 |
| 7 | 308 | 86 | 2.2 | 18 | 46 | 0.7216 | 2.414 | 943.414 |
| 8 | 292 | 79 | 1.7 | 18 | 44 | 0.7872 | 2.435 | 873.231 |
| 9 | 302 | 101 | 4.1 | 15 | 40 | 0.7727 | 2.953 | 772.687 |
| 10 | 297 | 96 | 3.3 | 5 | 40 | 0.8088 | 3.363 | 776.582 |
| Prediction Model | MAPE | |
|---|---|---|
| Warpage | 0.9746 | 1.05% |
| Sink marks | 0.9705 | 2.12% |
| Clamping force | 0.9973 | 0.71% |
| No. | (°C) | (°C) | (s) | (s) | (MPa) | (mm) | (%) | (kN) | Rank | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 320.00 | 88.15 | 1.23 | 20.00 | 42.15 | 0.6968 | 2.536 | 884.01 | 1.1397 | 0.9274 | 0.4487 | 10 |
| 2 | 308.28 | 89.85 | 1.33 | 14.13 | 48.21 | 0.6984 | 1.998 | 994.53 | 1.3921 | 1.0001 | 0.4181 | 14 |
| 3 | 320.00 | 100.99 | 3.53 | 20.00 | 47.98 | 0.6494 | 2.642 | 987.46 | 1.2106 | 1.0270 | 0.4590 | 6 |
| 4 | 308.65 | 94.33 | 1.59 | 13.61 | 47.74 | 0.6998 | 2.047 | 982.28 | 1.3476 | 0.9470 | 0.4127 | 15 |
| 5 | 320.00 | 70.00 | 4.20 | 16.65 | 42.51 | 0.6939 | 2.850 | 864.36 | 1.3315 | 1.0068 | 0.4306 | 13 |
| 6 | 320.00 | 70.00 | 2.49 | 10.12 | 42.68 | 0.6968 | 2.414 | 889.33 | 1.0736 | 0.9584 | 0.4716 | 3 |
| 7 | 319.61 | 72.67 | 1.73 | 12.53 | 43.24 | 0.6939 | 2.319 | 907.27 | 1.0119 | 0.9226 | 0.4770 | 1 |
| 8 | 314.99 | 80.95 | 1.15 | 12.72 | 45.02 | 0.6980 | 2.129 | 941.98 | 1.1409 | 0.9381 | 0.4512 | 8 |
| 9 | 320.00 | 79.03 | 2.58 | 11.64 | 42.73 | 0.6949 | 2.481 | 887.88 | 1.0782 | 0.9317 | 0.4636 | 5 |
| 10 | 320.00 | 72.30 | 2.58 | 17.66 | 41.96 | 0.6992 | 2.648 | 868.40 | 1.2455 | 0.9976 | 0.4447 | 11 |
| 11 | 320.00 | 79.26 | 0.85 | 18.74 | 42.83 | 0.6935 | 2.384 | 904.37 | 1.0292 | 0.8912 | 0.4641 | 4 |
| 12 | 313.54 | 94.29 | 0.80 | 14.58 | 45.79 | 0.6961 | 2.093 | 957.32 | 1.1722 | 0.9360 | 0.4440 | 12 |
| 13 | 320.00 | 80.18 | 1.45 | 20.00 | 41.90 | 0.6992 | 2.553 | 877.05 | 1.1842 | 0.9675 | 0.4497 | 9 |
| 14 | 318.80 | 86.42 | 1.37 | 13.05 | 43.63 | 0.6928 | 2.283 | 916.25 | 1.0032 | 0.9074 | 0.4749 | 2 |
| 15 | 316.53 | 92.48 | 0.80 | 14.94 | 43.93 | 0.6986 | 2.230 | 922.54 | 1.1042 | 0.9142 | 0.4529 | 7 |
| (mm) | (%) | (kN) | |
|---|---|---|---|
| Prediction results | 0.6939 | 2.319 | 907.27 |
| Simulation results | 0.6954 | 2.285 | 899.04 |
| Relative error | 0.22% | 1.49% | 0.92% |
(°C) | (°C) | (s) | (s) | (MPa) | (mm) | (%) | (kN) | |
|---|---|---|---|---|---|---|---|---|
| Before optimization | 300 | 90 | 2.5 | 12 | 45 | 0.7513 | 3.844 | 951.96 |
| After optimization | 319.61 | 72.67 | 1.73 | 12.53 | 43.24 | 0.6954 | 2.285 | 899.04 |
| Optimization effects | - | - | - | - | - | 7.44% | 40.56% | 5.56% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, F.; Pang, J.; Xu, Z. Multi-Objective Optimization of Injection Molding Process Parameters for Moderately Thick Plane Lens Based on PSO-BPNN, OMOPSO, and TOPSIS. Processes 2024, 12, 36. https://doi.org/10.3390/pr12010036
Liu F, Pang J, Xu Z. Multi-Objective Optimization of Injection Molding Process Parameters for Moderately Thick Plane Lens Based on PSO-BPNN, OMOPSO, and TOPSIS. Processes. 2024; 12(1):36. https://doi.org/10.3390/pr12010036
Chicago/Turabian StyleLiu, Feng, Jianjun Pang, and Zhiwei Xu. 2024. "Multi-Objective Optimization of Injection Molding Process Parameters for Moderately Thick Plane Lens Based on PSO-BPNN, OMOPSO, and TOPSIS" Processes 12, no. 1: 36. https://doi.org/10.3390/pr12010036