
Hydrodynamics and Mass Transfer in an Airlift Loop Reactor: Comparison between Using Two Kinds of Spargers

Abstract
:1. Introduction
2. Experimental and Methods
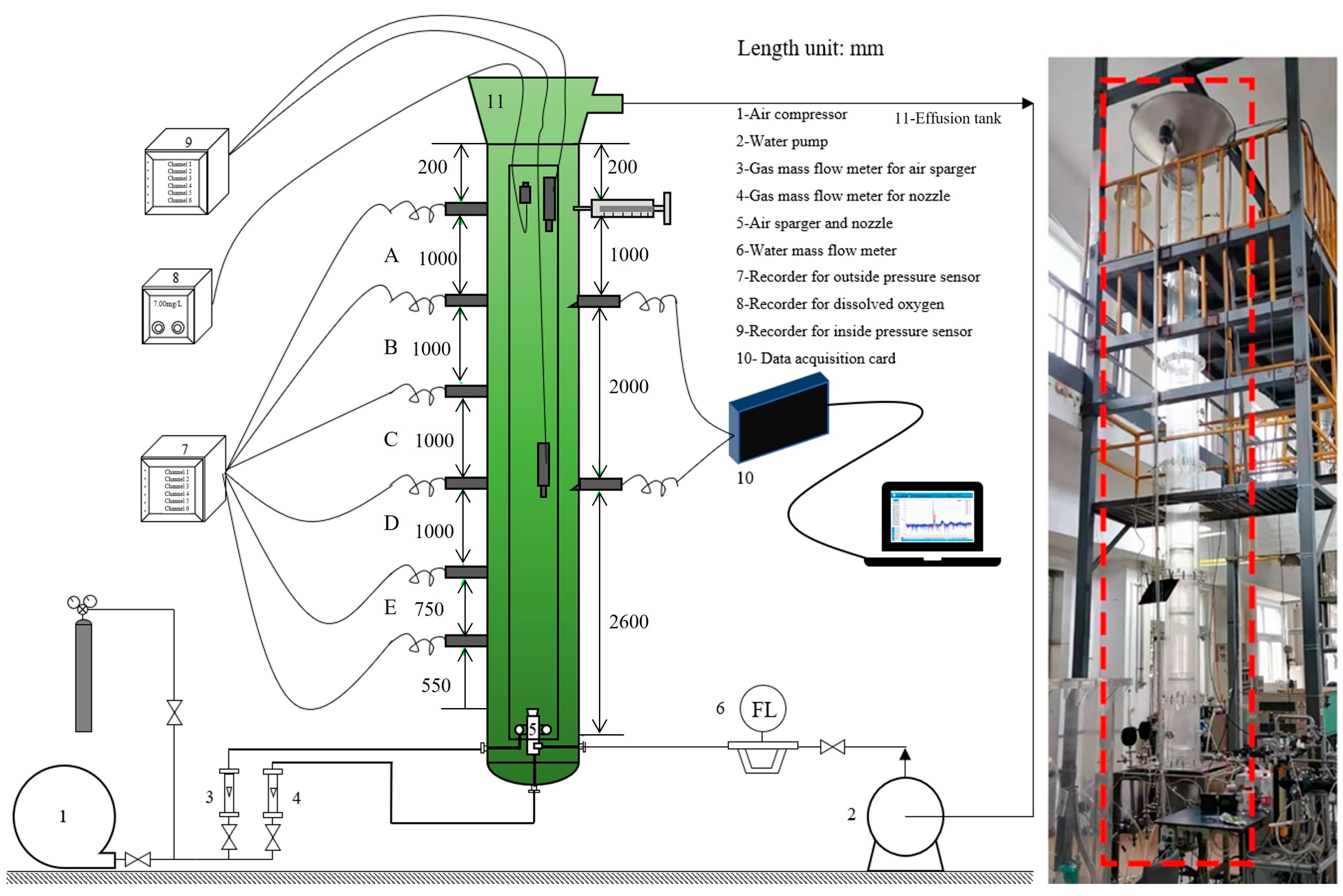
2.1. Experimental Setup
2.2. Bubble Generation
2.3. Measurements
2.3.1. Gas Holdup Measurement
2.3.2. Liquid Loop Velocity Measurement
2.3.3. Volumetric Mass Transfer Measurement
3. Results and Discussion
3.1. Gas Holdup ε
3.2. Liquid Loop Velocity UL
3.3. Volumetric Mass Transfer kLa
4. Conclusions
- (1)
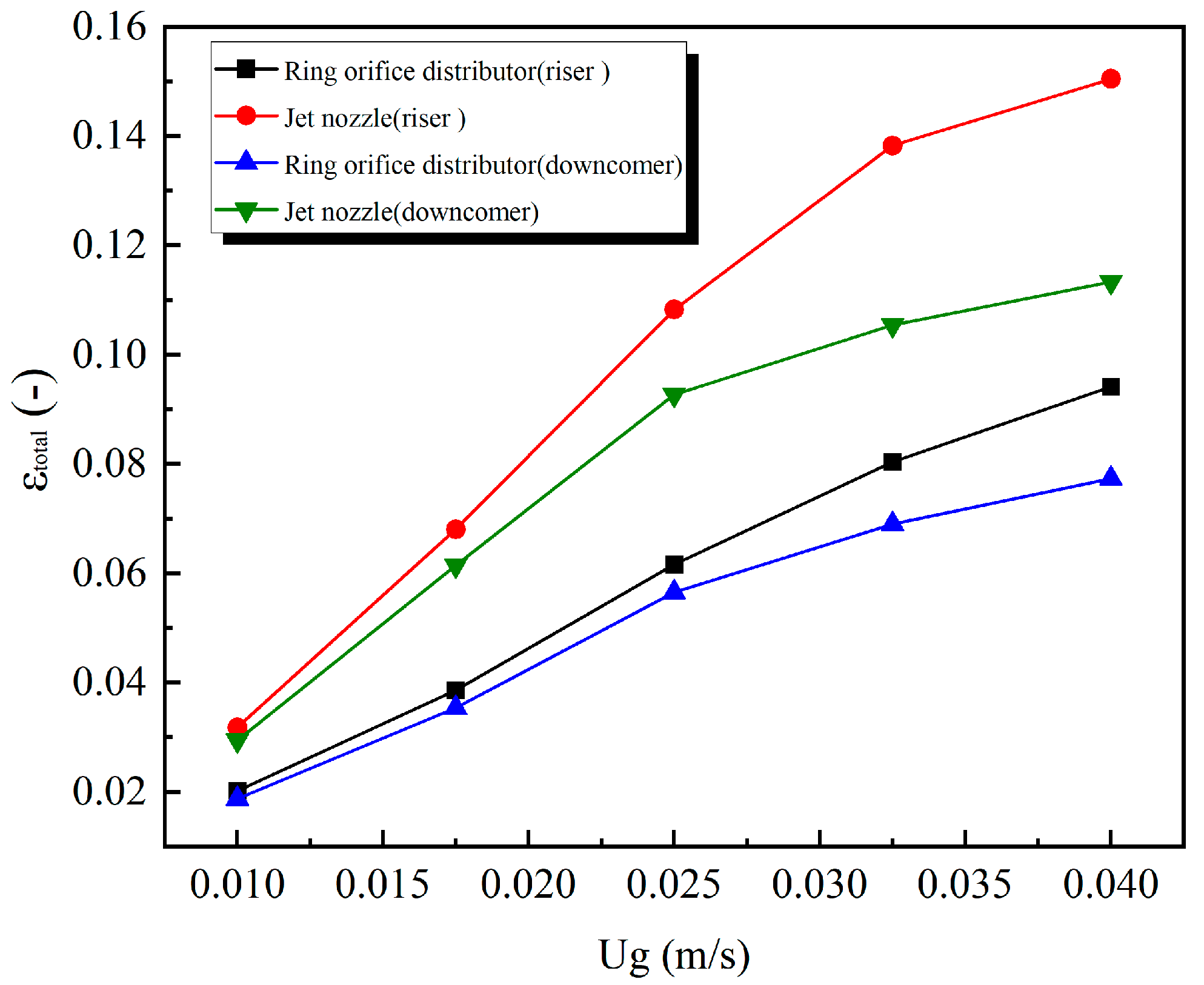
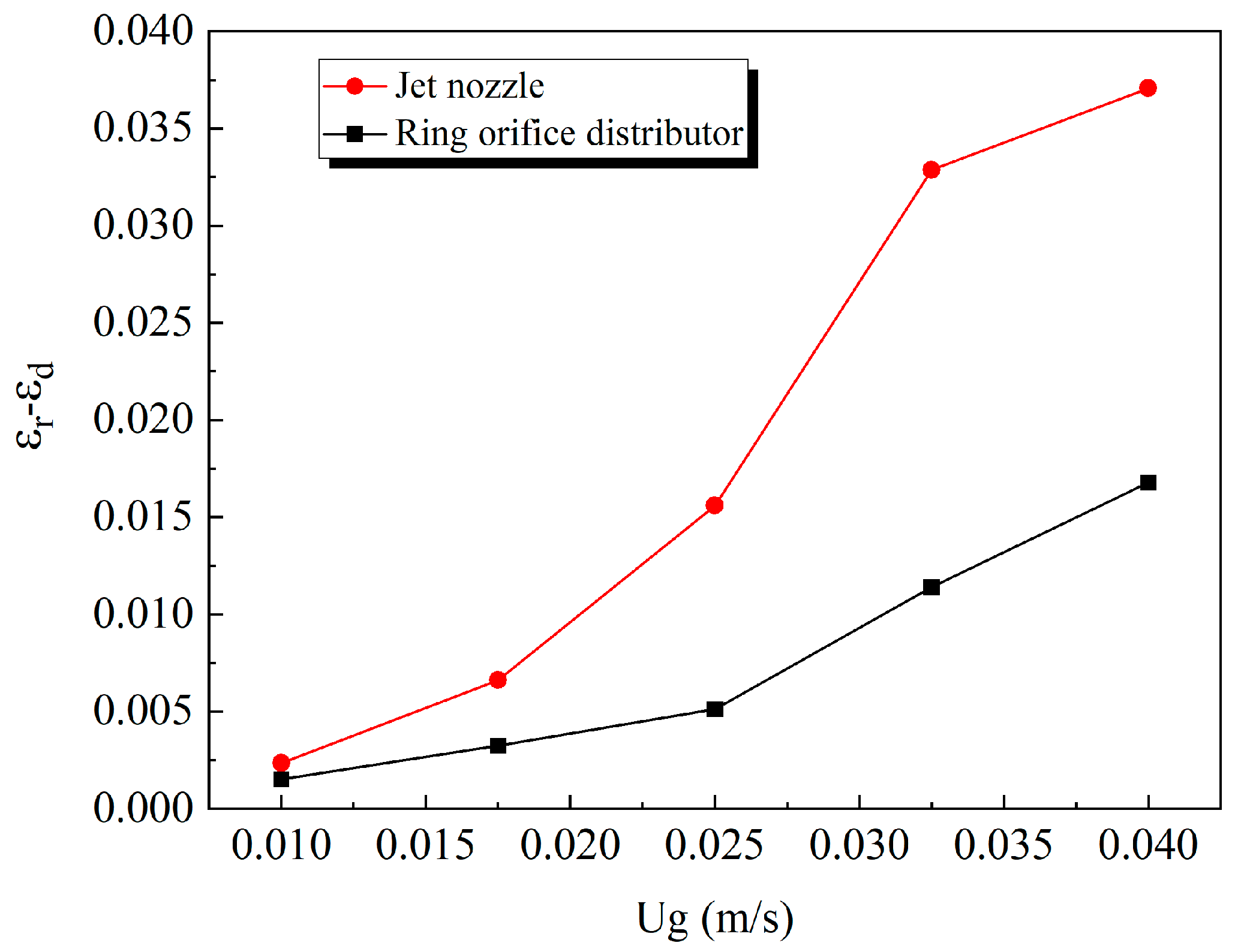
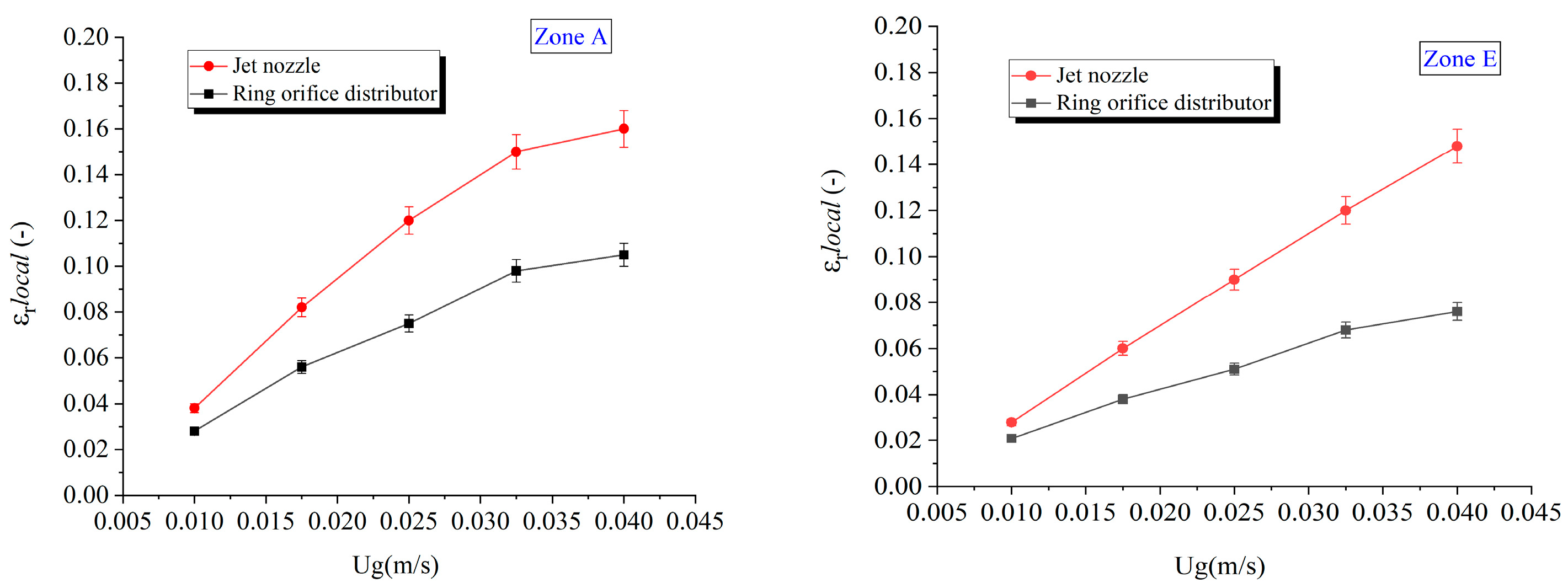
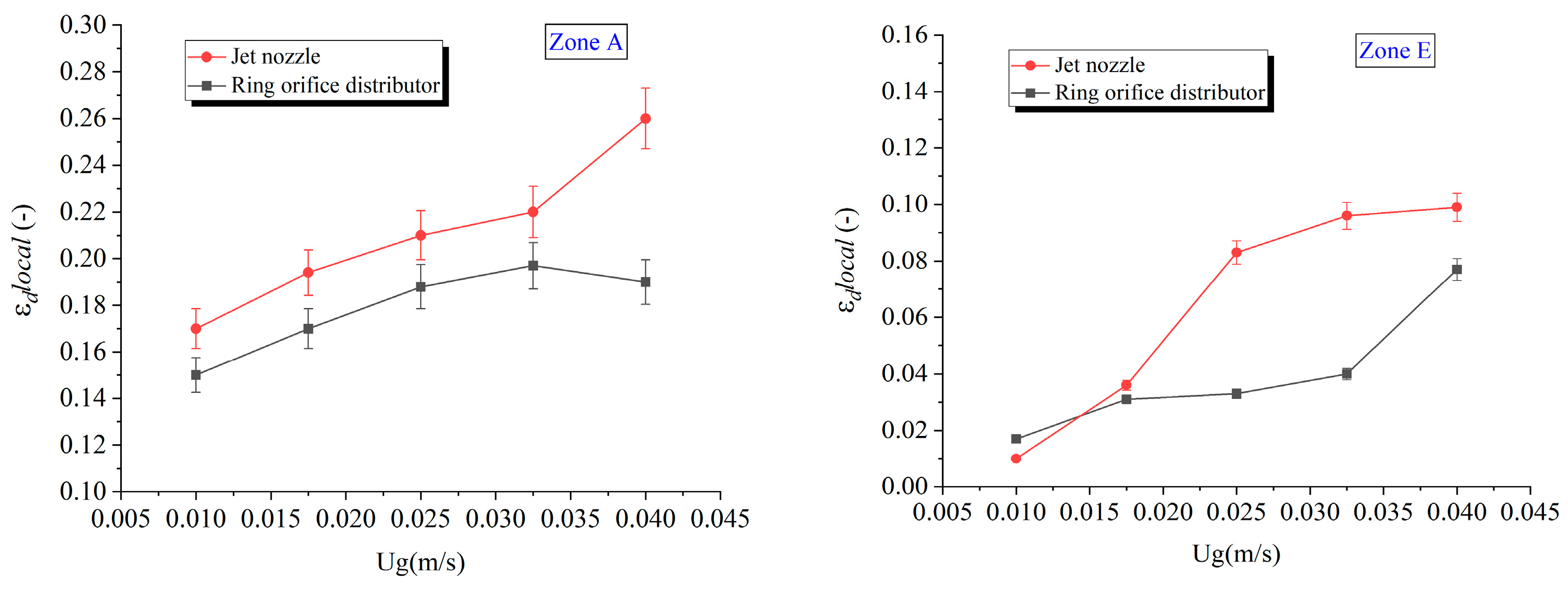
- With increasing Ug from 0.01 to 0.04 m/s, the gas holdup generally increased. The total gas holdup in the riser was notably greater than that in the downcomer for both types of gas spargers, and the disparity in εtotal increased as the Ug increased. The gas holdup disparity was the driving force for the formation of liquid circulation in the reactor, so the increased disparity in ε favored liquid circulation. The gas holdup of the mixed-jet form was almost always higher than that of the bubbling form. The bubbles generated by the jet nozzle were smaller and uniform, with less overflow, and thus, the jet nozzle displayed more advantages in terms of gas holdup.
- (2)
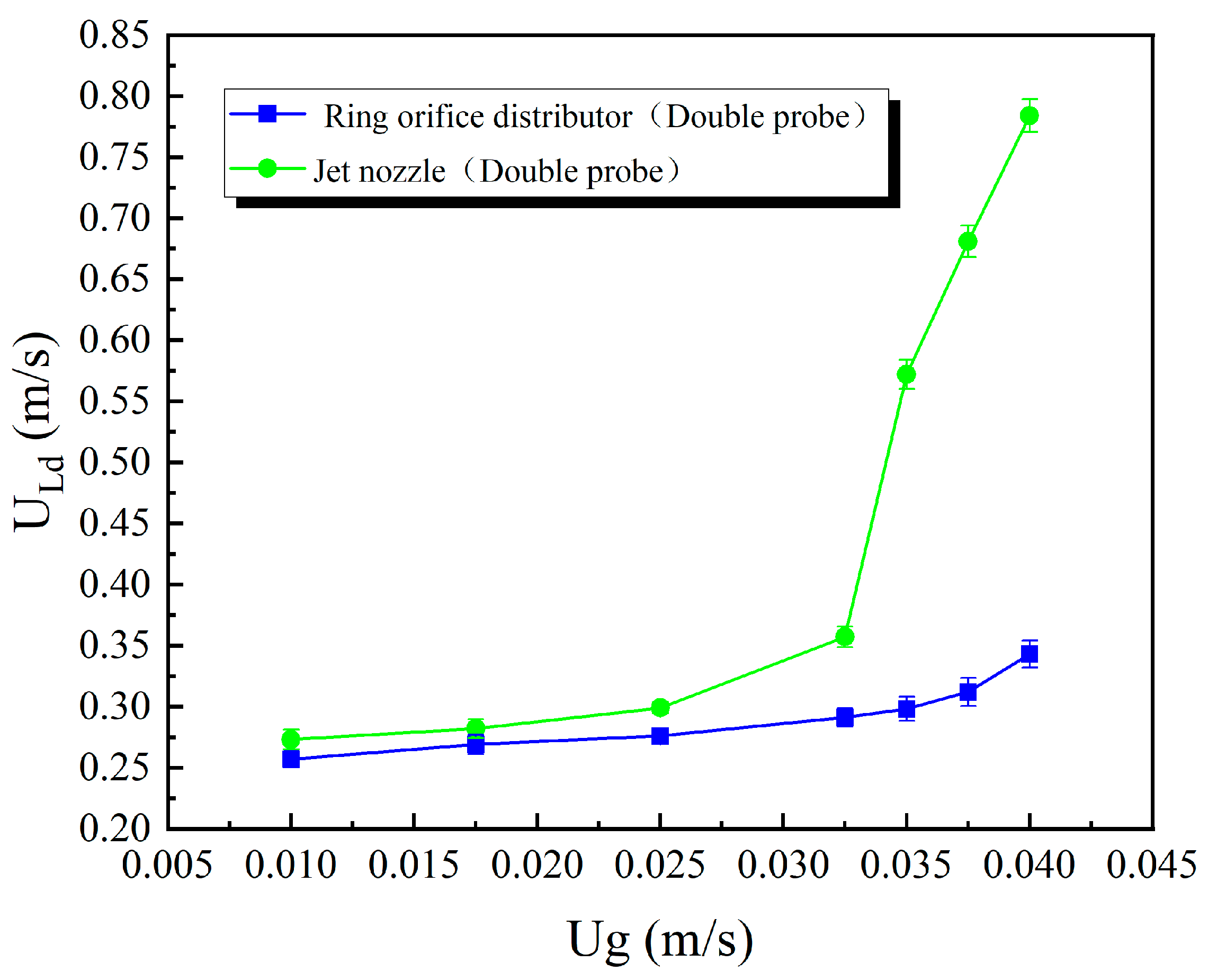
- The liquid loop velocity increased with the increase in Ug. The UL in the mixed-jet form was always higher than that in the bubbling form. Especially after Ug exceeded 0.0325 m/s, the UL in the mixed-jet form increased significantly, far more than that in the bubbling form. Because the power of liquid circulation in the reactor in the mixed-jet form came from the disparity in gas holdup on the one hand and kinetic energy of gas–liquid jet on the other, it helped to improve UL. When Ug > 0.0325 m/s, the ratio of jet kinetic power to the contact area between the circulating liquid and the reactor was greater than 10.8 J/(s·m2), and the energy input from the nozzle to the airlift loop reactor exceeded the friction loss; the gas holdup disparity was also large, which significantly improved the liquid loop velocity in the reactor.
- (3)
- The volumetric mass transfer kLa increased with increasing Ug, and in the mixed-jet form, it exhibited clear advantages. The kLa values exhibited positive linear correlations with Ug in both forms. The positive linear correlations were similar to that of gas holdup. A considerable increase in UL did not lead to a considerable increase in volumetric mass transfer. Hence, the gas holdup dominated kLa when Ug ranged from 0.01 to 0.04 m/s, and the superficial liquid velocity was maintained at 0.0154 m/s.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| A | contact area between the circulating liquid and the reactor, m2; |
| Ad | cross-sectional area of the downcomer, mm2; |
| Anozzle | cross-sectional area of nozzle outlet, m2; |
| Ar | cross-sectional area of the riser, mm2; |
| a | specific surface area, m2/g; |
| C* | saturated oxygen concentration of the liquid, mol/L; |
| CL | oxygen concentration at any time, mol/L; |
| diameter of the gas inlet of the jet nozzle, mm; | |
| diameter of the gas outlet of the jet nozzle, mm; | |
| diameter of the liquid inlet of the jet nozzle, mm; | |
| diameter of the liquid outlet of the jet nozzle, mm; | |
| diameter of the mixing cavity of the jet nozzle, mm; | |
| E | jet kinetic power, J/s; |
| height of the mixing cavity of the jet nozzle, mm; | |
| kL | liquid-side mass transfer coefficient, s–1; |
| kLa | volumetric mass transfer coefficient, s–1; |
| mG | gas mass flow rate, kg/s; |
| mL | liquid mass flow rate, kg/s; |
| QG | gas volume flow rate, m3/s; |
| QL | liquid volume flow rate, m3/s; |
| T | temperature, K; |
| time difference between the two peaks, s; | |
| peak time difference, s; | |
| Ug | superficial gas velocity, m/s; |
| UL | liquid loop velocity, m/s; |
| downcomer liquid velocity, m/s; | |
| vn | jet velocity at the nozzle exit, m/s; |
| ε | gas holdup, -; |
| total gas holdup in the downcomer, -; | |
| total gas holdup in the airlift loop reactor, -; | |
| total gas holdup in the riser, -; |
References
- Besagni, G.; Di Pasquali, A.; Gallazzini, L.; Gottardi, E.; Colombo, L.P.M.; Inzoli, F. The effect of aspect ratio in counter-current gas-liquid bubble columns: Experimental results and gas holdup correlations. Int. J. Multiph. Flow 2017, 94, 53–78. [Google Scholar] [CrossRef]
- Behin, J.; Amiri, P. A review of recent advances in airlift reactors technology with emphasis on environmental remediation. J. Environ. Manag. 2023, 335, 117560. [Google Scholar] [CrossRef]
- Zhang, W. Study on Hydrodynamics and Mass Transfer in an Inner-Loop Airlift Reactor. Ph.D. Thesis, Tianjin University, Tianjin, China, 2009. [Google Scholar]
- Chisti, M.; Moo-Young, M. Airlift Reactors: Characteristics, Applications and Design Considerations. Chem. Eng. Commun. 1987, 60, 195–242. [Google Scholar] [CrossRef]
- Merchuk, J.C.; Siegel, M.H. Air-lift reactors in chemical and biological technology. J. Chem. Technol. Biotechnol. 1988, 41, 105–120. [Google Scholar] [CrossRef]
- Lizardi-Jiménez, M.A.; Saucedo-Castañeda, G.; Thalasso, F.; Gutiérrez-Rojas, M. Simultaneous hexadecane and oxygen transfer rate on the production of an oil-degrading consortium in a three-phase airlift bioreactor. Chem. Eng. J. 2012, 187, 160–165. [Google Scholar] [CrossRef]
- Denis, B.; Pérez, O.A.; Lizardi-Jiménez, M.A.; Dutta, A. Numerical evaluation of direct interfacial uptake by a microbial consortium in an airlift bioreactor. Int. Biodeterior. Biodegrad. 2017, 119, 542–551. [Google Scholar] [CrossRef]
- Van Benthum, W.A.J.; Van der Lans, R.G.J.M.; Van Loosdrecht, M.C.M.; Heijnen, J.J. Bubble recirculation regimes in an internal-loop airlift reactor. Chem. Eng. Sci. 1999, 54, 3995–4006. [Google Scholar] [CrossRef]
- Livingston, A.G.; Zhang, S.F. Hydrodynamic Behaviour of Three-Phase (Gas—Liquid—Solid) Airlift Reactors. Chem. Eng. Sci. 1993, 48, 1641–1654. [Google Scholar] [CrossRef]
- Abashar, M.E.; Narsingh, U.; Rouillard, A.E.; Judd, R. Hydrodynamic Flow Regimes, Gas Holdup, and Liquid Circulation in Airlift Reactors. Ind. Eng. Chem. Res. 1998, 37, 1251–1259. [Google Scholar] [CrossRef]
- Gavrilescu, M.; Tudose, R.Z. Concentric-tube airlift bioreactors Part II: Effects of geometry on liquid circulation. Bioprocess Eng. 1998, 19, 103–109. [Google Scholar] [CrossRef]
- Kojić, P.S.; Tokić, M.S.; Šijački, I.M.; Lukić, N.L.; Petrović, D.L.; Jovičević, D.Z.; Popović, S.S. Influence of the Sparger Type and Added Alcohol on the Gas Holdup of an External-Loop Airlift Reactor. Chem. Eng. Technol. 2015, 38, 701–708. [Google Scholar] [CrossRef]
- Kulkarni, A.V.; Joshi, J.B. Design and selection of sparger for bubble column reactor. Part II: Optimum sparger type and design. Chem. Eng. Res. Des. 2011, 89, 1986–1995. [Google Scholar] [CrossRef]
- Chen, R.C.; Reese, J.; Fan, L.-S. Flow structure in a three-dimensional bubble column and three-phase fluidized bed. AIChE J. 1994, 40, 1093–1104. [Google Scholar] [CrossRef]
- Kulkarni, A.V.; Joshi, J.B. Design and selection of sparger for bubble column reactor. Part I: Performance of different spargers. Chem. Eng. Res. Des. 2011, 89, 1972–1985. [Google Scholar] [CrossRef]
- Klein, J.; Vicente, A.A.; Teixeira, J.A. Hydrodynamics of a Three-phase Airlift Reactor with an Enlarged Separator—Application to High Cell Density Systems. Can. J. Chem. Eng. 2003, 81, 433–443. [Google Scholar] [CrossRef]
- Vial, C.; Poncin, S.; Wild, G.; Midoux, N. Experimental and theoretical analysis of the hydrodynamics in the riser of an external loop airlift reactor. Chem. Eng. Sci. 2002, 57, 4745–4762. [Google Scholar] [CrossRef]
- Costigan, G.; Whalley, P. Slug flow regime identification from dynamic void fraction measurements in vertical air-water flows. Int. J. Multiph. Flow 1997, 23, 263–282. [Google Scholar] [CrossRef]
- Freitas, C.; Fialová, M.; Zahradnik, J.; Teixeira, J.A. Hydrodynamics of a three-phase external-loop airlift bioreactor. Chem. Eng. Sci. 2000, 55, 4961–4972. [Google Scholar] [CrossRef]
- Choi, K.; Chisti, Y.; Moo-Young, M. Comparative evaluation of hydrodynamic and gas—Liquid mass transfer characteristics in bubble column and airlift slurry reactors. Chem. Eng. J. Biochem. Eng. J. 1996, 62, 223–229. [Google Scholar] [CrossRef]
- Vik, C.B.; Solsvik, J.; Hillestad, M.; Jakobsen, H.A. Interfacial mass transfer limitations of the Fischer-Tropsch synthesis operated in a slurry bubble column reactor at industrial conditions. Chem. Eng. Sci. 2018, 192, 1138–1156. [Google Scholar] [CrossRef]
- Fadavi, A.; Chisti, Y. Gas–liquid mass transfer in a novel forced circulation loop reactor. Chem. Eng. J. 2005, 112, 73–80. [Google Scholar] [CrossRef]
- Cerri, M.O.; Baldacin, J.C.; Cruz, A.J.; Hokka, C.O.; Badino, A.C. Prediction of mean bubble size in pneumatic reactors. Biochem. Eng. J. 2010, 53, 12–17. [Google Scholar] [CrossRef]
- Wongsuchoto, P.; Charinpanitkul, T.; Pavasant, P. Bubble size distribution and gas–liquid mass transfer in airlift contactors. Chem. Eng. J. 2003, 92, 81–90. [Google Scholar] [CrossRef]
- Xu, X.; Ge, X.; Qian, Y.; Zhang, B.; Wang, H.; Yang, Q. Effect of nozzle diameter on bubble generation with gas self-suction through swirling flow. Chem. Eng. Res. Des. 2018, 138, 13–20. [Google Scholar] [CrossRef]
- Xu, X.; Wang, J.; Yang, Q.; Wang, L.; Lu, H.; Liu, H.; Wang, H. Bubble size fractal dimension, gas holdup, and mass transfer in a bubble column with dual internals. Chin. J. Chem. Eng. 2020, 28, 2968–2976. [Google Scholar] [CrossRef]
- Gong, C.-K.; Xu, X.; Yang, Q. Gas holdup at dynamic equilibrium region of a bubble column: Effect of bubble generator performance. Chem. Eng. J. 2022, 443, 136382. [Google Scholar] [CrossRef]
- Cramers, P.H.M.R.; Beenackers, A.A.C.M. Influence of the ejector configuration, scale and the gas density on the mass transfer characteristics of gas–liquid ejectors. Chem. Eng. J. 2001, 82, 131–141. [Google Scholar] [CrossRef]
- Laari, A.; Kallas, J.; Palosaari, S. Gas-Liquid Mass Transfer in Bubble Columns with a T-Junction Nozzle for Gas Dispersion. Chem. Eng. Technol. 1997, 20, 550–556. [Google Scholar] [CrossRef]
- Bhavaraju, S.M.; Russell, T.W.F.; Blanch, H.W. The design of gas sparged devices for viscous liquid systems. AIChE J. 1978, 24, 454–466. [Google Scholar] [CrossRef]
- Mokhtari, M.; Chaouki, J. New technique for simultaneous measurement of the local solid and gas holdup by using optical fiber probes in the slurry bubble column. Chem. Eng. J. 2019, 358, 831–841. [Google Scholar] [CrossRef]
- Tran, B.V.; Nguyen, D.D.; Ngo, S.I.; Lim, Y.; Kim, B.; Lee, D.H.; Go, K.; Nho, N. Hydrodynamics and simulation of air–water homogeneous bubble column under elevated pressure. AIChE J. 2019, 65, e16685. [Google Scholar] [CrossRef]
- Deng, Z.; Wang, T.; Zhang, N.; Wang, Z. Gas holdup, bubble behavior and mass transfer in a 5m high internal-loop airlift reactor with non-Newtonian fluid. Chem. Eng. J. 2010, 160, 729–737. [Google Scholar] [CrossRef]
- Liu, B.; Xiao, Q.; Sun, N.; Gao, P.; Fan, F.; Sunden, B. Effect of gas distributor on gas-liquid dispersion and mass transfer char-acteristics in stirred tank. Chem. Eng. Res. Des. 2019, 145, 314–322. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 26 | 50 | 2.5 | 8 | 8 | 8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, X.; Zhang, Y. Hydrodynamics and Mass Transfer in an Airlift Loop Reactor: Comparison between Using Two Kinds of Spargers. Processes 2024, 12, 35. https://doi.org/10.3390/pr12010035
Xu X, Zhang Y. Hydrodynamics and Mass Transfer in an Airlift Loop Reactor: Comparison between Using Two Kinds of Spargers. Processes. 2024; 12(1):35. https://doi.org/10.3390/pr12010035
Chicago/Turabian StyleXu, Xiao, and Yingchun Zhang. 2024. "Hydrodynamics and Mass Transfer in an Airlift Loop Reactor: Comparison between Using Two Kinds of Spargers" Processes 12, no. 1: 35. https://doi.org/10.3390/pr12010035
APA StyleXu, X., & Zhang, Y. (2024). Hydrodynamics and Mass Transfer in an Airlift Loop Reactor: Comparison between Using Two Kinds of Spargers. Processes, 12(1), 35. https://doi.org/10.3390/pr12010035