Abstract
Strong competition in the automotive industry has required manufacturers to implement lean production, both with methods and techniques specific to Industry 4.0. At the same time, universities must provide graduates with specific skills for applying these new production methods and techniques. In this context, a lean learning factory was developed in the Pitesti University Center that allows students to learn about, experiment with, and research new lean manufacturing methods and techniques as well as Industry 4.0 in an environment similar to that of enterprises. The research presented in this study aimed to identify the minimum number of repetitions necessary to train operators to perform the same assembly operation while working at two differently organized workstations: one classic and the other including digital techniques. Several indicators were considered in our analysis, such as the number of errors, the number of stops, the effective duration of the work cycle, and the percentage ratio between the standard duration of cyclical activities and the effective duration of the work cycle. The evolution of these indicators was mathematically modelled by regression functions, using the least squares method. The obtained results also highlight the usefulness of applying the DOJO method as a lean-manufacturing-specific learning technique and the efficiency of implementing digital techniques in work organization.
1. Introduction
The concept of Industry 4.0 originated from collaborative efforts among academics, industry professionals, and the German government. They aimed to enhance the competitiveness of the manufacturing sector by fostering convergence between industrial production and information and communication technologies [1].
The fourth industrial revolution (4IR) or Industry 4.0 (I4.0) is recognized as the current pivotal transformation in manufacturing since the ‘Hannover Messe’ in 2011. Following this event, a collection of state-of-the-art technologies linked to I4.0 was extensively employed using various innovative frameworks and concepts, promising substantial advancements in manufacturing technologies and processes. This has opened up new business models and capabilities for organizations that were previously unattainable [2].
In the 1950s, Toyota Motor Corporation pioneered the Toyota Production System, giving rise to a groundbreaking management concept known as ‘lean thinking’. The application of lean thinking in manufacturing, referred to as ‘lean production’, has proven to reduce manufacturing costs, shorten development and manufacturing cycles, and enhance overall enterprise competitiveness. Beyond the automotive industry, lean production has been extended to machinery manufacturing, electronics, consumer goods, aerospace engineering, and shipbuilding, marking another significant milestone in modern production methods alongside mass production. Recognized as a key success factor, lean manufacturing practices (LMPs) have played a pivotal role in numerous organizations over the past few decades, offering a straightforward yet potent combination of implementation techniques and tools [3].
The primary goals of implementing the lean philosophy within a company include reducing costs while maintaining product/service quality, eliminating waste, ensuring customer satisfaction, and establishing streamlined organizational efficiency and efficacy. Companies, seeking enhanced performance efficiency, have increasingly embraced the lean philosophy that leads to improving the efficiency of the production system and enhances working conditions for operators [4,5].
Lean manufacturing techniques derive their foundation from the application of five principles that steer management actions towards success: value, continuous improvement, customer focus, perfection, and a concentrated effort towards waste reduction [6].
The connection between the history of Industry 4.0 and lean manufacturing can be traced back to the inception of the Toyota Production System (TPS), the precursor of lean manufacturing. Taiichi Ohno, the creator of the TPS, emphasized the concept of ‘autonomation’, advocating the automation of repetitive and value-added activities. He also highlighted the importance of machinery possessing the intelligence to detect and halt abnormalities [7]. LMPs play a positive role in mediating I4.0 and sustainability [8]. Studies have shown that implementing lean principles together with elements from Industry 4.0 improves the efficiency and working conditions of production systems [9].
By combining lean principles with Industry 4.0 technologies, companies can achieve more flexible production, more efficient supply chain management, and increased adaptability to market changes. Thus, the integration of these two approaches can contribute to optimizing operational performance and enhancing competitiveness in the industrial environment.
A learning factory (LF) is the realization of a replica of a factory, where operators are trained through education, research, and experiments [10]. These learning factories improve operators’ competences and skills beyond their theoretical knowledge and also contribute to their efficient educational development. Nowadays, learning factories are a necessity for operators and for industry, and with such training, they improve the skills they have or acquire new ones, as well as industrial and social experiences [11]. According to Sang-Hyun Park [12], we can reduce the number of defects to a minimum and reduce human costs to enable sustainable growth with the introduction of an intelligent manufacturing process. Learning factories consist of several courses about building complexity, energy consumption, costs, savings, IAQ, and health improvements, and they are also realized in research projects and academic works [13]. LFs actually represent the transposition of industry workstations and are very similar to those in an industrial environment [14]. LFs can be implemented both for manual operations, in which the operator is the one who performs the entire operation, and automated operations. During this training period, they acquire technical (e.g., the operation of some systems), transformational, and other (e.g., teamwork) knowledge [15].
Learning factories have a unique application and purpose, with a growing emphasis on integrating Industry 4.0 elements in Europe. Industry 4.0 also includes virtual learning factories in parallel to the regular LFs, which usually train operators in the same way as LFs but in a virtual environment. In addition, these VLFs train and educate students in a sustainable way. It is also mentioned that both LFs and VLFs are competent and effective for improving engineering performance in Industry 4.0 [16].
Within Industry 4.0, we also find smart factories that represent a manufacturing system with interconnected processes and operations through cyber–physical systems, digital technologies, and the Internet of Things [17]. These smart factories improve factory performance and product quality by combining technologies in a production environment [18].
Elbestawi M. et al. [19] created a learning factory with multiple production tools and specialized workstations. This factory was designed to incorporate Industry 4.0 technologies, the Internet of Things (IoT), and the Industrial Internet of Things (IIoT). This allows for using cloud applications with integrated hardware and software, messaging software platforms, and manufacturing execution systems (MESs).
Schallock B. et al. [20] developed a modular learning factory that is made up of manual workstations and cybernetic systems. This factory is based on the principles of action and social learning and aims to teach participants about Industry 4.0 through practical technology implementation tasks, including RFID, additive manufacturing, robot arms, and performance PLCs. By learning how to choose and implement these technologies, participants can apply them in their workspaces and factories. The authors also plan to introduce special themes for Industry 4.0 technologies, such as 3D printing or smart logistics.
A qualitative analysis of learning and working in digitalized environments, e.g., “learning and teaching in digital laboratories”, has drawn attention to future transformation processes in university education concerning training methods, student/teacher roles, mobile access to information, etc. [21]. A project-based approach to integrating lean principles into a Master’s program has demonstrated a significant improvement in ergonomic working conditions and the development of technical and cross-functional skills within a target group [22].
With the development of the learning factory and Industry 4.0 concepts, methods, techniques, and tools in the area of training systems have also developed. The DOJO method comes from a Japanese manufacturing environment and, in the context of lean manufacturing, represents a dedicated space where employees can learn and experience certain activities or processes. It can be used to develop employee skills, promote continuous improvements in processes, and encourage collaboration and knowledge sharing among team members.
DOJO workshops are increasing in number in industry currently. They mainly address security and quality [23], but are also applied in other areas, such as education. Thus, Barahona Mora A. [24] conducted a study in which she used ClassDojo as an instrument to collect data on the scores obtained by participants in assessments, the duration it took them to respond to the assessments, and the percentage of negative and positive behaviours. In other studies [25,26,27,28,29], it has been shown that using ClassDojo and gamification as digital tools is beneficial for improving desired behaviours and decreasing unwanted ones. Also, to identify the advantages of using the ClassDojo tool, Krach, McCreery, and Rimel [30] conducted a study in which they used a statistical analysis to compare this tool with other learning methods.
The DOJO method is a learning method that promotes active learning and the direct involvement of participants, facilitating the development of knowledge in a collaborative and autonomous way. According to Barkley, Cross, and Major [31], collaborative learning contributes to participants’ learning using four fundamental principles: teamwork, interactivity, shared learning, and collective knowledge construction, with the expectation of active involvement in one’s own learning process and integration into a supportive and challenging social context.
Organizations in the automotive industry consider the development of their human resources’ attitude and competence towards new technologies to be a crucial objective. Special attention must be given to young operators. Training methods should concentrate on creating dedicated training centres, testing, design and implementation, mentoring, performance evaluation, and so on [32].
The professional training of operators in the automotive industry requires a set of developments in terms of knowledge and skills specific to the work carried out, especially practical skills. Practical skills are automated components of a performed activity, with which workers can carry out tasks smoothly and quickly, requiring minimal effort and demonstrating conscious and analytical control. How well an instructor can develop the practical skills of an operator in the automotive industry is determined not only by situational variables (the physical work environment, design of work equipment, and work methods) and organizational variables (instructor–operator interactions and the training and control system), but also by individual variables, such as one’s dexterity, enhanced motor skills, responsibility, perfectionism, perseverance, and previous experience. Thus, professional competence becomes a resultant vector of the interaction of these three types of variables, with important contributions to the labour productivity of operators in the automotive industry [33].
Both the learning factory and the DOJO method are approaches used in the context of improving participants’ skills and behaviour. Although there is no direct link between these two concepts, common elements can be identified that make them complementary in an efficiency-oriented production environment, such as the following:
- They focus on practical learning; through active participation in exercises and simulations, employees and students acquire practical skills and acquire key concepts in an interactive way;
- They encourage problem solving and the implementation of effective solutions;
- They contribute to the identification of improvements and solutions that can be standardized and widely implemented;
- They contribute to the development of skills and the creation of an organizational culture focused on continuous learning and improvement.
By integrating the DOJO method into the learning factory, an environment can be created that is conducive to continuous skills development, effective problem solving, and the promotion of an organizational culture oriented towards efficiency and excellence in terms of its processes.
The research presented in this study aims to identify the minimum number of repetitions necessary to train operators performing the same assembly operation but at two differently organized workstations: one classic and the other including digital techniques.
This research paper is part of a larger study that analyses the impact of the introduction of innovative production and learning methods on industrial production processes. It is original in its use of a learning factory as an experimentation environment.
2. Materials and Methods
2.1. The Research Framework
This research was carried out within the lean learning factory [34] of the National University of Science and Technology POLITEHNICA Bucharest, University Center Piteşti. This lean learning factory (LLF) comprises an assembly line made of modular and flexible structures that provide flexible workstations and inter-operational transfer systems that allow for different flow systems, such as piece-by-piece or small-batch systems. At the same time, innovative equipment specific to the Industry 4.0 concept can be used in various configurations on the assembly line, such as the following: 1D scanners, pick-to-light systems, video cameras for shape and colour recognition (integrated as poka-yoke system), HMI and control panels (PLC systems), ABB robotic arms, automated indexable worktables, general automation control panels, and virtual and augmented reality equipment.
An experimental product is assembled on this line—steering wheel, which can be made according to 8 models (multiple configurations) by combining its components differently. The technological process of steering wheel assembly includes four operations, performed at one workstation each, in which manual activities of positioning, screwing, mounting, and detachment are performed.
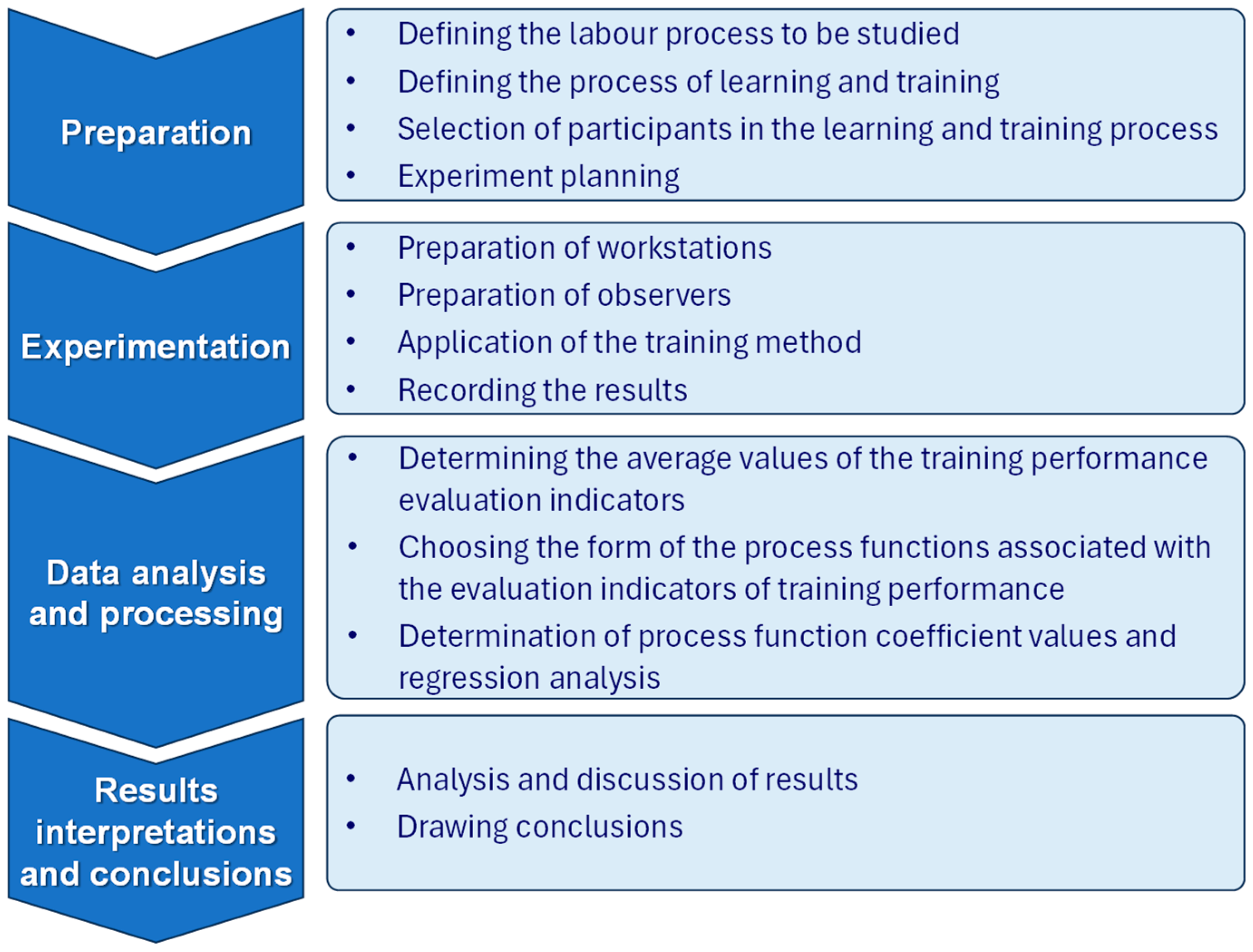
Figure 1 shows the structure of the research methodology used in this study, highlighting the main stages and their specific activities. The preparation stage (I) aims to create the necessary experimental framework for applying the training method. In the experimentation stage (II), the study participants’ training method is applied, and the experimental data are recorded. The data analysis and processing stage (III) aims to determine the process functions associated with the indicators for evaluating the training performance of the participants. Finally, in stage (IV), the results are interpreted, and conclusions are drawn based on the findings.
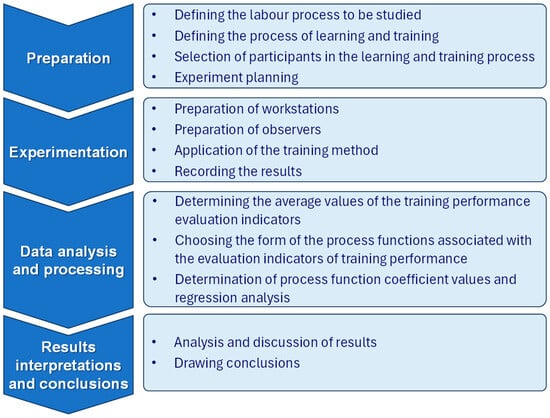
Figure 1.
Flowchart of the research methodology.
2.2. The Studied Labour Processes
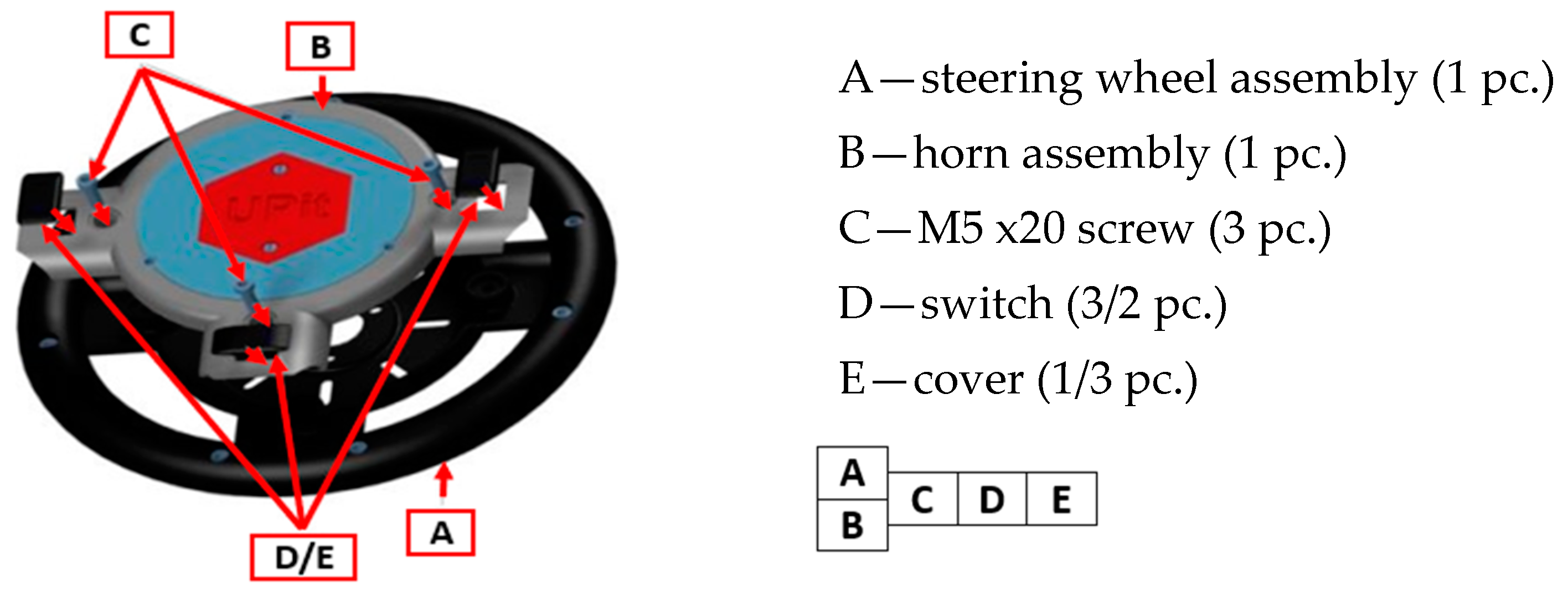
In this study, a medium-complexity operation was considered as one of the four assembly process operations, which mostly involved manual activities. This includes the following work phases, as shown in Figure 2: (a) taking the steering wheel assembly (A) from the operational transfer case and positioning it in the device; (b) taking the horn assembly (B) from the operational transfer case and positioning it on the steering wheel assembly; (c) selecting and positioning screws (C); (d) screwing screws with electric screwdriver; (e) selecting and mounting switches (D) and cover (E); (f) performing a quality check of the correctness of assembly; and (g) detaching the steering wheel product from the device and positioning it in the finished product box.
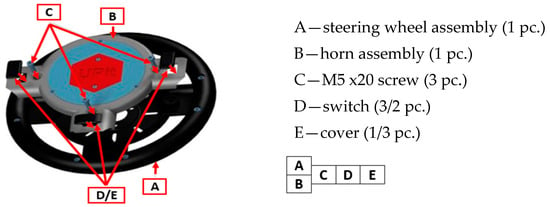
Figure 2.
The assembly operation’s elements.
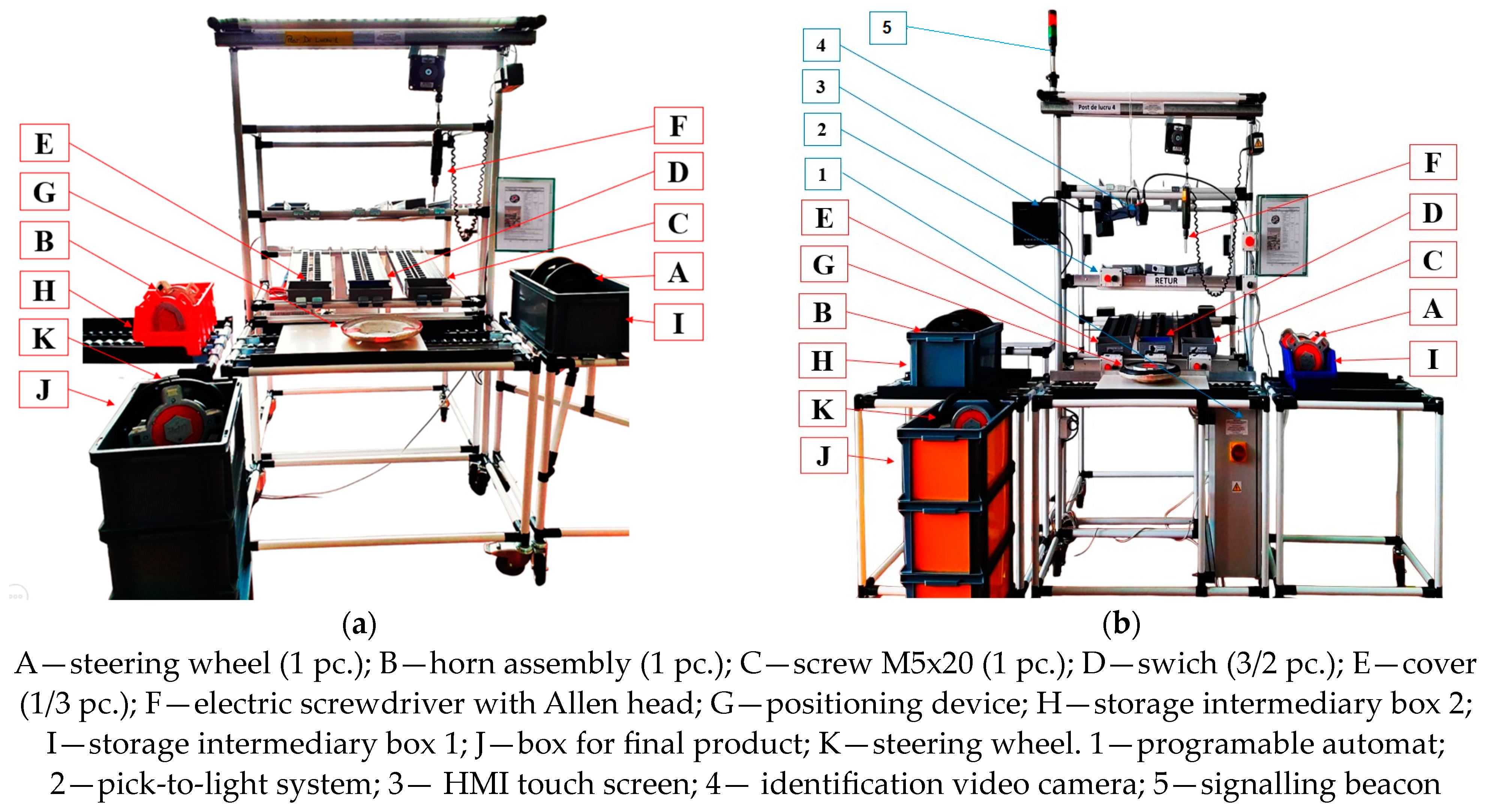
The workstation associated with this assembly operation was built in two versions: classic and digitized. In the classic workstation (marked CWs), as shown in Figure 3a, the operator uses only ordinary equipment and means of work to perform specific activities. At the digitalized workstation (marked DWs), as shown in Figure 3b, operators use, in addition to the usual equipment and means of work, equipment comprising digital technologies to help them carry out activities, such as the following:
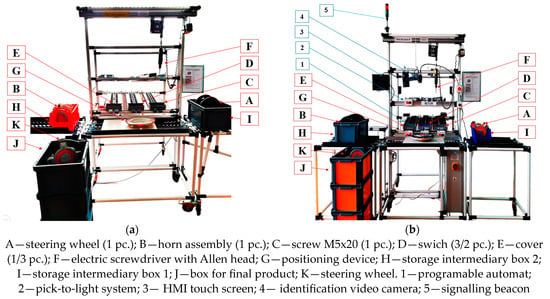
Figure 3.
The workstations used during the experimentation step: (a) classic workstation; (b) digitalized workstation.
- Sensor and pads for detecting and locking the position of a pallet, used when the product is assembled on the pallet and transferred between assembly line workstations;
- A 1D scanner for label reading, which allows for identification of the model to be assembled;
- Touch screen console (HMI) for operators to interact with PLC, which allows them to display settings, configure the system, and send direct commands, recording the duration of activities in the assembly process;
- Two-level light beacons (red and green) and acoustic signal to alert operators in case of an incident;
- Optical system to assist operators in the selection process of components to be used in the workstation (pick-to-light system). The location and sequence of work are indicated and the system confirms the selection by operators of components used in the workstation;
- Video camera for checking the presence/lack of a component on the product to be assembled, equipped with IV-Navigator software (R5.00.00 version), which works as a poka-yoke system that identifies errors.
The two workstations have been organized in compliance with ergonomic principles and those of movement economy [35,36,37]: the assembly device was placed in the “strike-point” area; the shelves with boxes were positioned at heights that conform to the anthropometric dimensions of the region’s population; the boxes containing the components required for assembly were arranged in a specific order on the first level for easy access; the second level provided space for the return of empty boxes; and the tools used in the assembly process were conveniently located in the “strike-zone”. Therefore, the operator can carry out the work process under normal conditions and with high level of efficiency.
To determine the duration of the work cycle, the MODAPTS method [38] was used, consisting of observing the work process, decomposing the operator’s activities into elementary movements, assigning method-specific symbols, and calculating the duration of activities. Based on these elements, working standards have been developed for each workstation (CW and DW), based on which the process of training operators and the actual development of the work process take place.
2.3. The Operator Training Process
The DOJO method, also known as the dexterity workshop, is used in industry to learn and train operators to achieve the fastest possible work rhythm and be efficient in servicing a workstation [23]. Since the performance of an assembly line is assessed by indicators such as high levels of productivity, low cycle time, and low inventories, the process of training operators is one of the methods of implementing the concept of lean manufacturing [6,7,39,40].
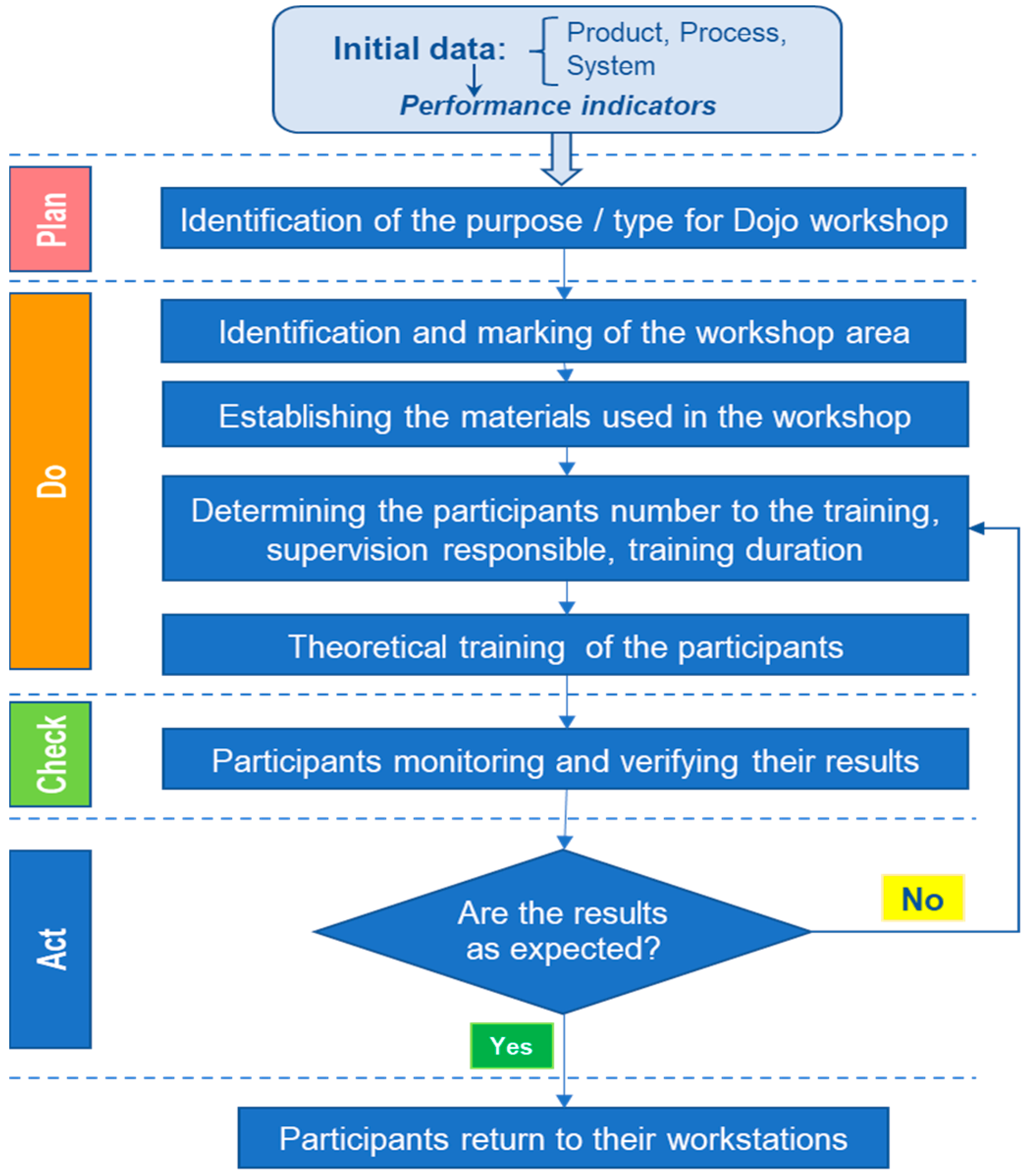
In this study, the DOJO method was applied according to the methodology presented in Figure 4 [41]. The indicators used to evaluate the training performance of the participants are as follows:
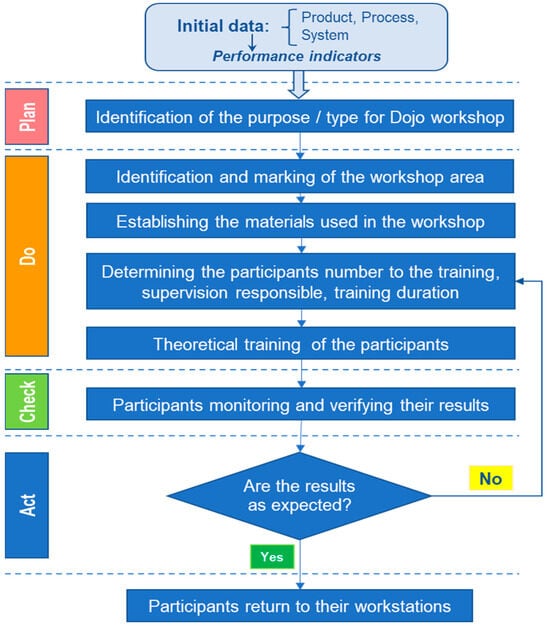
Figure 4.
DOJO methodology.
- The number of errors, Ne: the number of positioning or sequence (execution order) errors made by the experimenter within a work cycle (operation). Positioning errors occur when the executor positions one or more components in a different place than specified, or the components are positioned incorrectly (for example, upside down). Sequence errors occur when the executor retrieves and assembles components in a different order than the correct one.
- The number of stops, Ns: stops caused by errors, stops caused by accidents, stops to ask for directions or follow work instructions, and other types of stops. These stops are counted only if the participant stops the assembly process for more than 3 s.
- The effective duration of the work cycle, Tec: the duration measured when performing the cyclical activities provided for in the work standard of the workstation. This indicator is most frequently used to evaluate the learning/training performance of operators and their evolution during the training process.
- The degree of training, RTc: the percentage ratio between the standard duration of cyclical activities, Tnc, and the effective duration of the work cycle, Tec:
- This indicator evaluates the extent to which the executor is approaching the achievement of the normed work rhythm within the workstation.
2.4. Selection of Participants in the Learning and Training Process
For the application of the DOJO method in the considered workstations, volunteer students from their second, third, and fourth years at the Faculty of Mechanics and Technology, University Center Pitesti worked as operators. These students were selected based on the following criteria:
- age, gender, and educational level (year of study);
- existence of medical conditions;
- skills in using digital techniques;
- practical skills for manual operations.
The criteria of age, gender, educational level, skills for digital techniques, and practical skills for manual operations were used to form homogeneous groups of students. The selection criterion on medical conditions was used to avoid including students with conditions such as epilepsy, vertigo, or visual impairments in experimental groups, as they may prevent participants from performing certain activities within the assembly process.
The selection of participants was made through a questionnaire, which was distributed online to students. Participants were informed beforehand about the purpose of the questionnaire and experimental research, as well as the processing of personal data. The studied was carried out after they had given their consent.
The questionnaire was structured in three sections, based on the evaluation criteria previously established: the first section refers to the participants’ identification data—name, age, gender, educational level, conditions, how frequently they use their hands, and their availability; the second section identifies if they possess the skills to use digital technologies—phone/tablet, laptop, PS/Xbox, and virtual reality equipment; and the last section of the questionnaire deals with their practical skills for manual operations in terms of quickness, strength, endurance, accuracy, etc.
Among the respondents to the questionnaire, a target group of 70 participants was obtained. Of these, 10 were used in pilot studies (pretesting), as presented in this paper, and the other 60 for further research entailing an analysis of different production methods. From the 10 participants, two groups of participants were formed in experiments: a group of 5 students applying the DOJO method at the classical workstation and another group of 5 students applying the DOJO method at the digitalized workstation. The two groups are homogeneous in terms of their characteristics and, at the same time, close to the target group’s average, as shown in Table 1 and Table 2.

Table 1.
The characteristics of the target group.
Table 2.
The characteristics of the participants in the experimental groups.
2.5. Planning and Carrying out Experiments
The experiments were planned and carried out as follows:
- First, the experiments were carried out at the classical workstation and then the experiments were carried out at the digitalized workstation by the two distinct groups of participants;
- Each group of 5 students assigned to a workstation conducted experiments on two separate days;
- On one day of the experiment, each participant in the group successively performed 10 work cycles (operations).
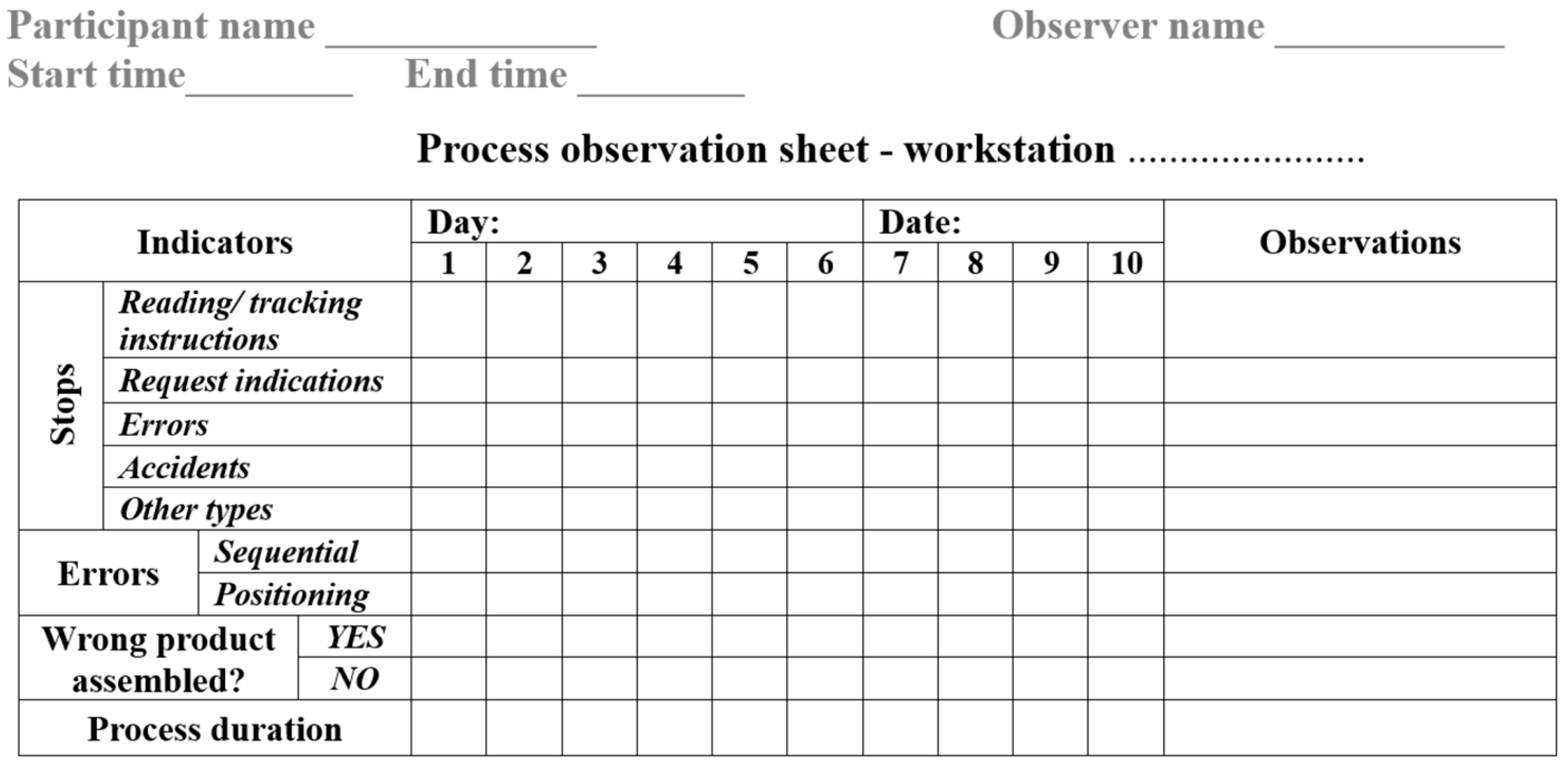
After planning the experiments, the workstations were prepared. The assembly components were placed within them so they could complete 10 work cycles (operations) without the need for interruptions for more supplies. The work equipment (power of the electric screwdriver, calibration of the camera used for control, and configuration of the pick-to-light system, etc.) and the working standard were adjusted. A work process observation sheet, as shown in Figure 5, was created to track and centralize the results of each experimental participant per training day.
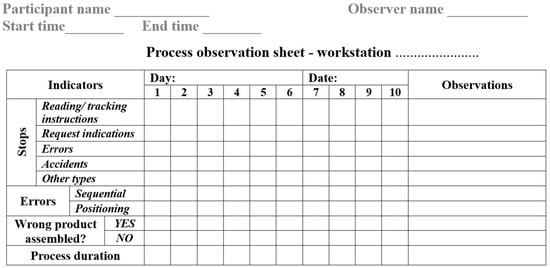
Figure 5.
Observation sheet of the labour process.
Before the actual start of the experiments, the purpose of the experiment was explained to each group of participants. How the operation would be carried out was presented in video projection format and the working standard was explained (presented via physical support). Also, the instructor demonstrated how one should work in the workstation, detailing how to select and position the components, so that the working standard would be respected. At the end of the training process, participants participated separately in the experiment in order not to be influenced by those who performed the assembly operation previously.
During the experiments, the results were noted on a sheet and the process carried out by each participant was filmed to subsequently analyse the activities performed and avoid the possibility of omitting certain elements from the experiment (errors, stops, or other disruptions to the process). Thus, the experimentation process was watched by two observers: one who filled out the process observation sheet and another who filmed the process with a mobile phone.
2.6. Data Analysis and Processing
The data recorded during the learning–training processes of the participants were analysed and processed in three stages: (I) determination of the average values of the training performance evaluation indicators; (II) choice of the form of the process functions associated with the evaluation indicators of training performance; and (III) determination of process function coefficient values and regression analysis, which are detailed in the following paragraphs.
- I.
- Determining the average values of the training performance evaluation indicators
The data recorded on the observation sheets of the training processes were analysed along with the footage associated with them. Thus, aberrant data were, such as instances when the process was interrupted due to disturbance by an external factor.
Based on the validated data, for each of the training performance evaluation indicators of the participants—Ne, Ns, Tec, and RTc—the following values were determined for each operation (work cycle) performed:
- -
- The minimum and maximum values of the indicators, respectively, at the level of the experimental group (of the 5 participants from each workstation);
- -
- The average values of the indicators, as arithmetic averages at the level of the experimental group (of the 5 participants from each workstation). To determine the RTc indicator, the following standard values of the work cycle duration were considered: Tnc = 27.062 s for the classic workstation and Tnc = 29.826 s for the digitalized workstation, respectively, established using the work standards.
- II.
- Choosing the form of the process functions associated with the evaluation indicators of training performance
The dependence of the average values of the training performance evaluation indicators of the participants on the number of operations (work cycles) performed was represented graphically: first, for each day of experimentation (2 graphs, each with the 10 operations performed in one day), then cumulatively (one graph, with all 20 operations). The analysis of the shape of these graphs led to the following conclusions about the choice of the process function forms associated with the training performance evaluation indicators:
- -
- Since the values of the indicators Ne, Ns, Tec, and RTc tend to be constant horizontal asymptotes with the stabilization of the learning–training process, the mathematical modelling of their evolution can be carried out through simple mathematical functions, such as the logarithmic function (2) and power function (3) as follows:
Y = A0 + A1lnX
Y = A0 XA1
- -
- In the case of the Ne and Ns indicators, only the logarithmic function (2) was considered for the mathematical modelling of their evolution as a process function. The power function cannot be used because the values of these indicators tend to move towards zero with the increase in the number of operations performed by the participants.
- -
- In the case of the Tec and RTc indicators, the logarithmic function (2) and the power function (3) were considered as process functions for the mathematical modelling of their evolution.
- III.
- Determination of process function coefficient values and regression analysis
The values of the coefficients of the process functions associated with the training performance evaluation indicators were determined by the least squares method [42,43]. For this purpose, the average values of the training performance evaluation indicators of the participants obtained during the two training days were used (20 values for each indicator). For each process function, the following were determined:
- -
- Values of the coefficients of the function, A0 şi A1;
- -
- Standard errors of the function coefficients, SE0 for the free coefficient (A0) and SE1 for the A1 coefficient, respectively;
- -
- Sum of square due to residual (or error), SSE;
- -
- Sum of square due to model (or regression), SSR;
- -
- Coefficient of determination, R2;
- -
- Fisher’s test statistic calculated, Fcalc;
- -
- Student’s t-test statistic calculated, |tcalc|, for each coefficient Ai.
An analysis of variance (ANOVA) was carried out for each determined process function and consisted of the following tests:
- test for significance of regression: if Fcalc > Fcritical (α, p-1, df), the null hypothesis would be rejected (the model is statistically significant at significance level α);
- test for significance of the function coefficients: if |tcalc| > tcritical (α/2, df), the null hypothesis would be rejected (the coefficient is statistically significant at significance level α).
Since all functions considered in the mathematical model have two coefficients each (p = 2) and in all experiments, 20 operations/work cycles were performed (X has 20 values), the number of degrees of freedom is in all cases (process functions analysed) df = 18.
In the regression analysis, the level of significance α = 0.01 was considered for the application of the two tests. The critical values of the Fisher’s test distribution—Fcritical and of the Student’s t-test distribution—tcritical associated with the mentioned experimental conditions are presented in Table 3.
Table 3.
The critical values of the Fisher’s test and Student’s t-test distributions used in the regression analysis.
3. Results
The report that follows presents the outcomes of analysing and processing our experimental data. The results are organized based on the performance indicators used to evaluate the training performance of the participants at the two different workstations. The results are also interpreted based on the characteristics of the analysed indicator and the outcomes of the regression analysis.
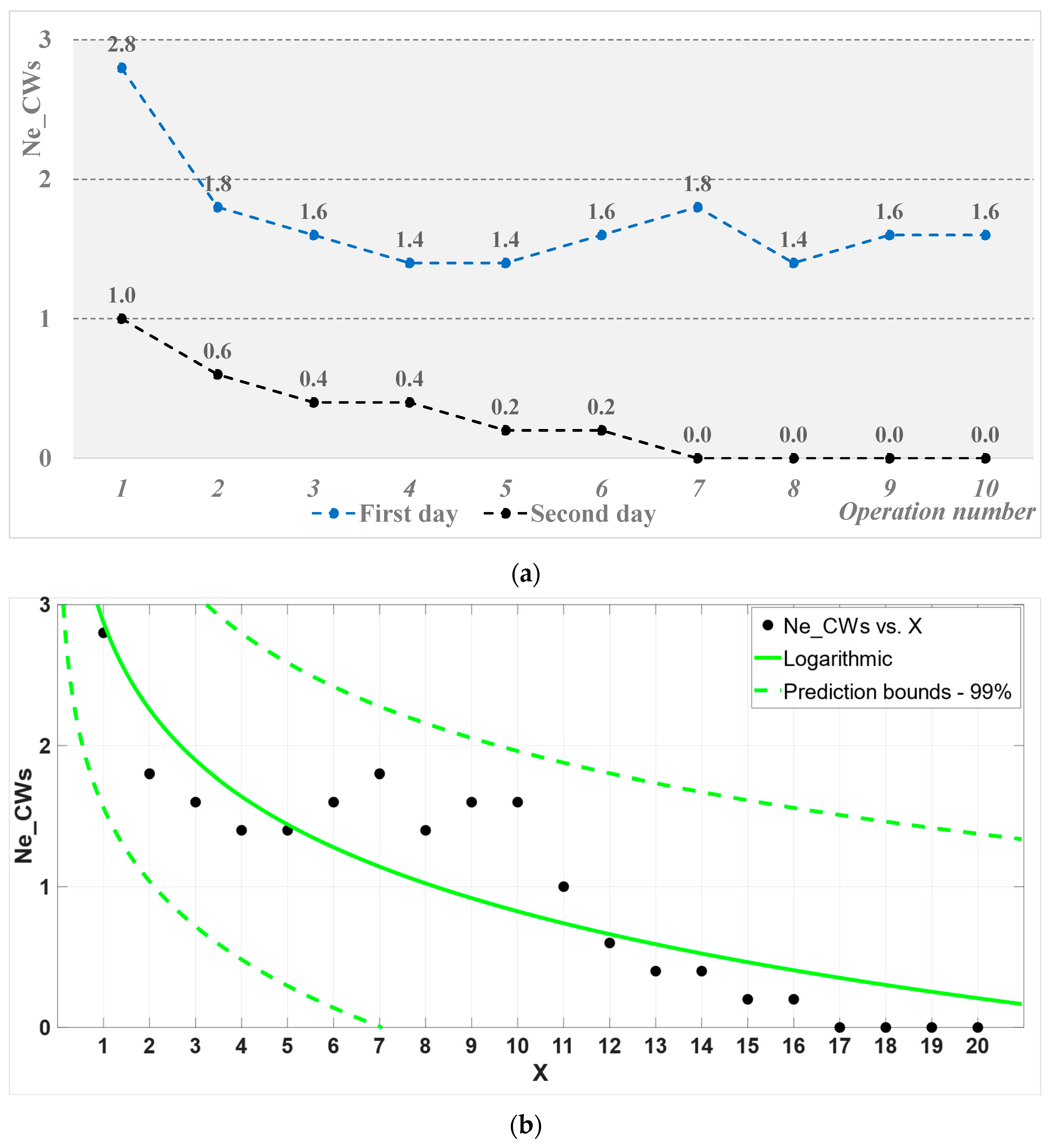
The numbers of errors, Ne, made by the participants in the experiments at the two workstations—classic and digitalized—are presented in Table 4 and Table 6, respectively. The evolutions of the average number of errors are represented in Figure 6 and Figure 7, respectively. The main results of the regression analysis for the Ne process function are presented in Table 5 and Table 7, respectively.
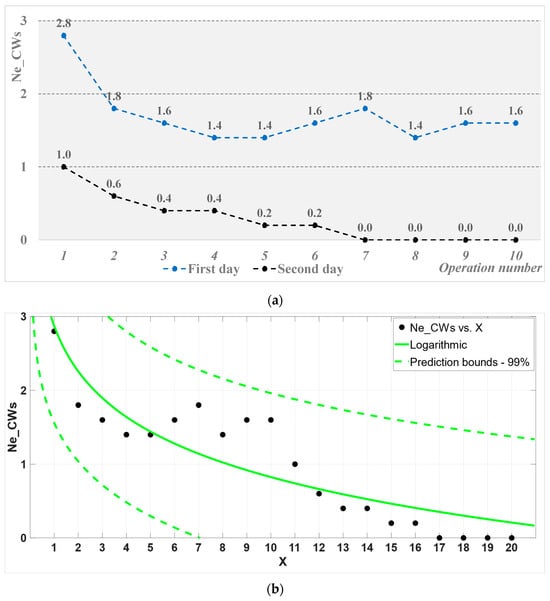
Figure 6.
The evolution of the average number of errors in the classic workstation: (a) representation of experimentation days; (b) process function average number of errors, Ne_CWs.
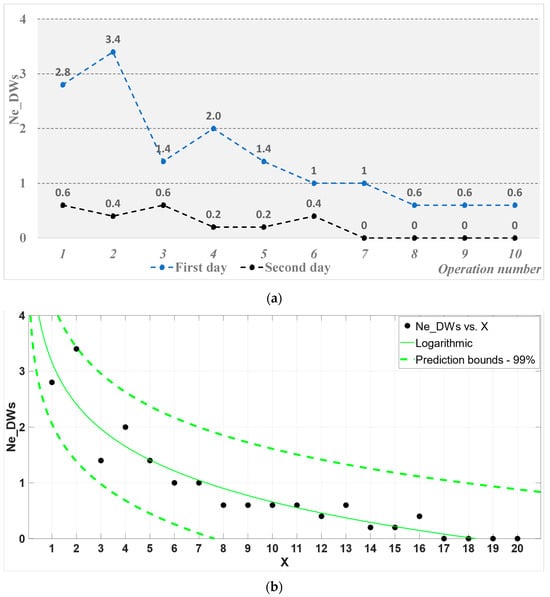
Figure 7.
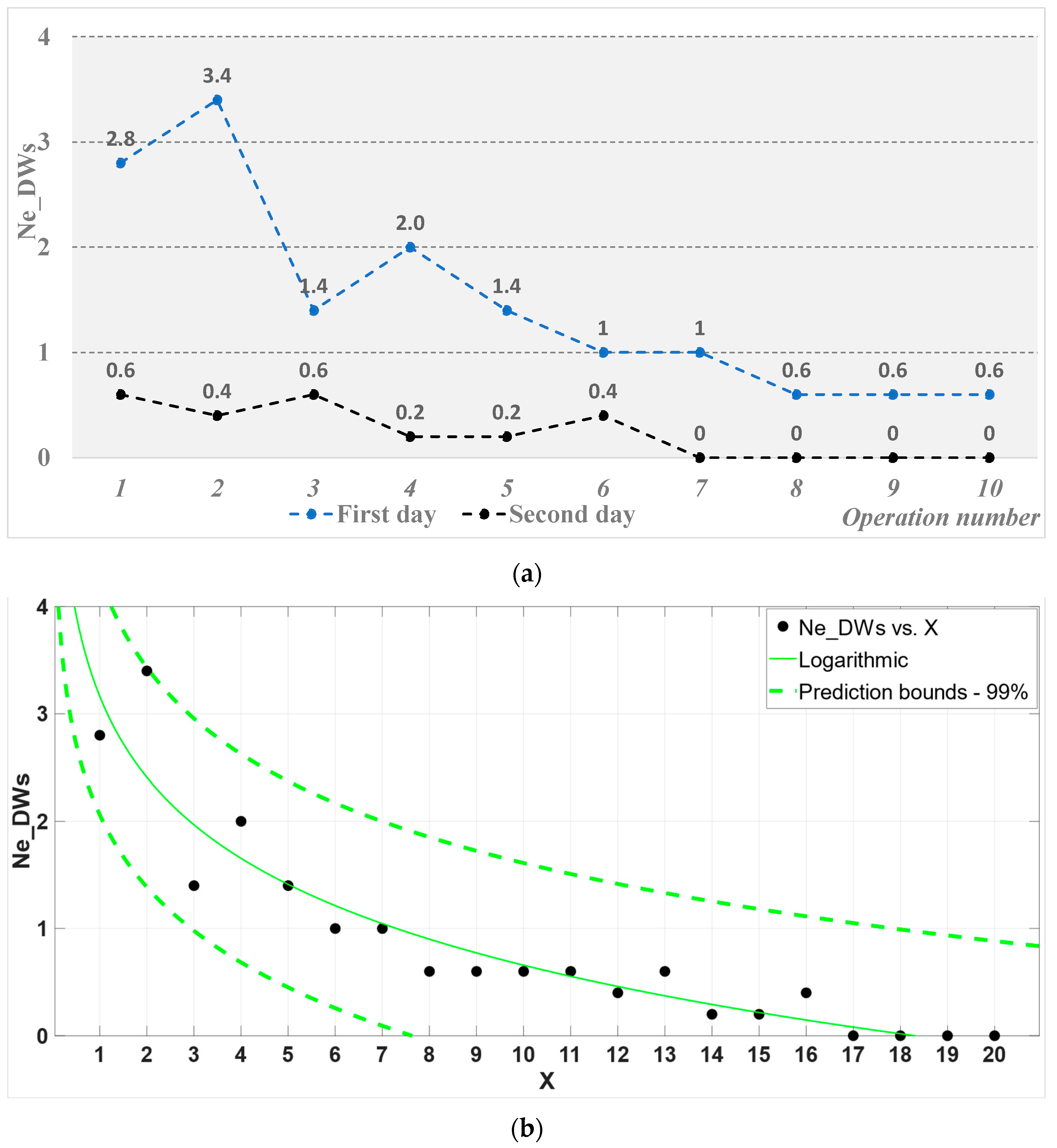
The evolution of the average number of errors in the digitalized workstation: (a) representation of experimentation days; (b) process function average number of errors, Ne_DWs.
According to our analysis of the results of operator training in the case of the classic workstation, based on the indicator “number of errors, Ne_CWs” (Table 4 and Figure 6) and the process function associated with it (Table 5), we would like to highlight the following points:
Table 4.
The number of errors made by the participants in the experiments—classic workstation.
Table 5.
The main results of the regression analysis—the Ne process function, classic workstation.
- -
- On the first day of training, there were “errors” in most of the operations performed by the participants, and their maximum number decreased as the operation was repeated, remaining relatively constant starting from the fourth work cycle; the main categories of errors made by the participants consisted of assembling the components in the wrong order and positioning them incorrectly on the product;
- -
- On the second day of training, the number of errors decreased considerably, reaching zero after the sixteenth work cycle (number of repetitions performed);
- -
- The mathematical model considered for the Ne_CWs process function is adequate for a confidence level of 99%, and the coefficients of this function are significant. However, the coefficient of determination of the function has a small value (0.7885), indicating the data have a low level of correlation. Thus, although the number of errors recorded experimentally is zero starting from the 17th working cycle, and the zero value of the errors estimated with this function is obtained after the 25th cycle.
According to our analysis of the results of operator training in the case of the digitalized workstation, based on the “number of errors, Ne” indicator (Table 6 and Figure 7) and the process function associated with it (Table 7), we would like to highlight the following points:
Table 6.
The number of errors made by the participants in the experiments—digitalized workstation.
Table 7.
The main results of the regression analysis—the Ne process function, digitalized workstation.
- -
- On the first day of training, in the first seven work cycles, there were “errors”, and their number decreased continuously as the operation was repeated. The main category of errors consisted of the wrong positioning of components on the product;
- -
- On the second day of training, the number of errors decreased significantly, reaching zero after the sixteenth work cycle (number of repetitions performed);
- -
- The mathematical model considered for the Ne_DWs process function is adequate for a confidence level of 99%, and the coefficients of this function are significant. The coefficient of determination of the function has a higher value (0.8879) than in the case of the classic workstation, indicating a better correlation of the data. Thus, the number of experimental errors is zero starting from the 17th work cycle, and the zero value of the errors estimated with this function is obtained after the 18th work cycle.
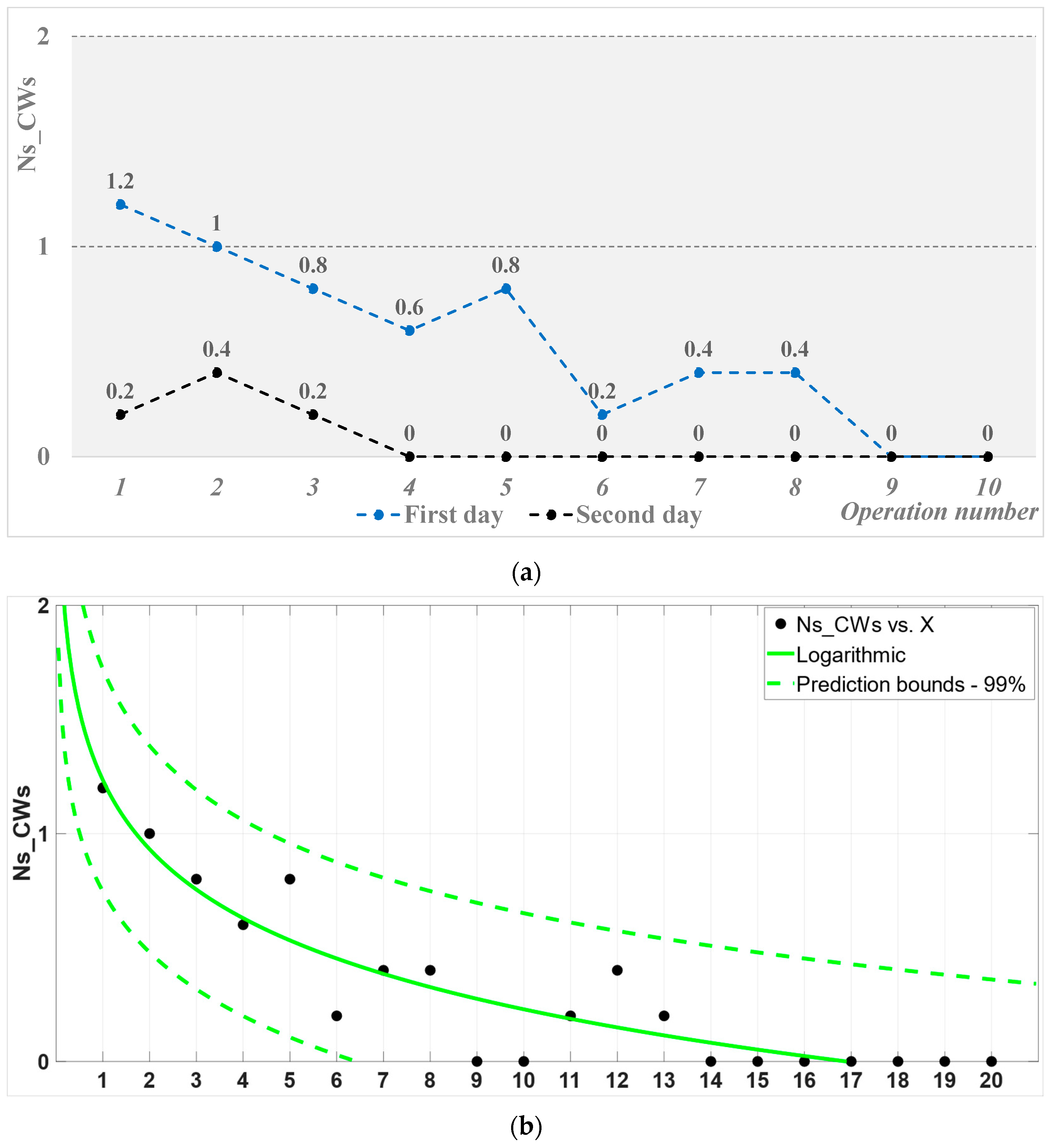
The numbers of stops, Ns, made by the participants in the experiments at the two workstations—classic and digitalized—are presented in Table 8 and Table 10, respectively. The evolutions of the average number of stops are represented in Figure 8 and Figure 9, respectively. The main results of the regression analysis for the process function Ns are presented in Table 9 and Table 11, respectively.
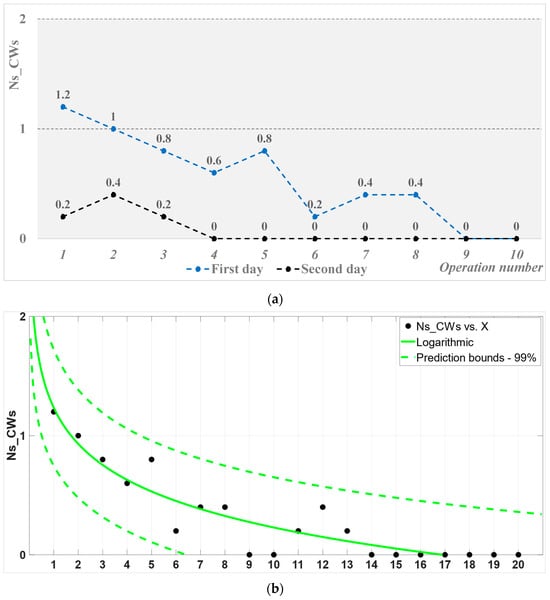
Figure 8.
The evolution of the average number of stops within the classic workstation: (a) representation of experimentation days; (b) process function average number of stops, Ns_CWs.
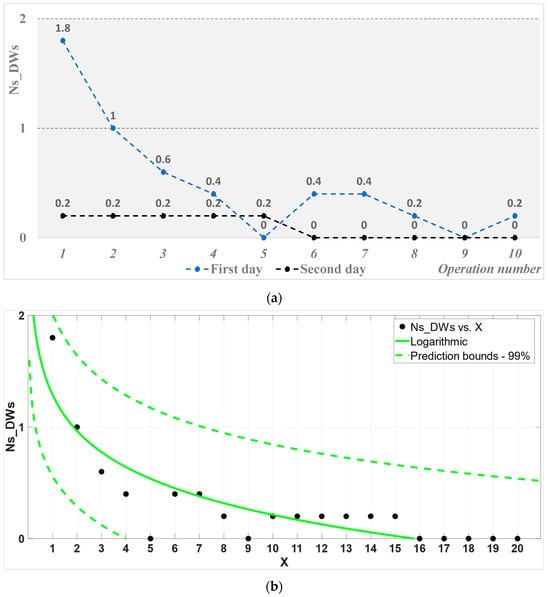
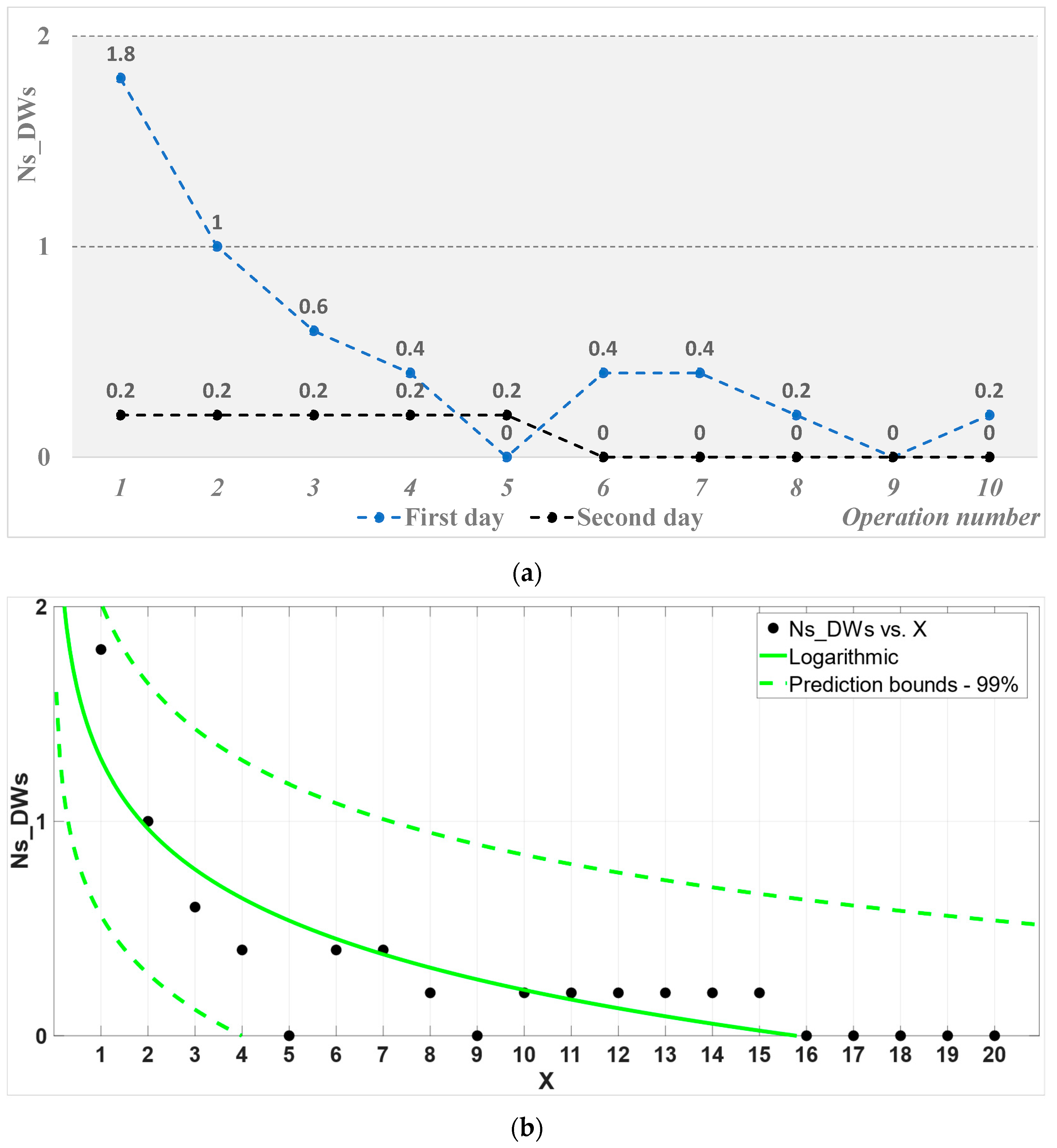
Figure 9.
The evolution of the average number of stops within the digitalized workstation: (a) representation of experimentation days; (b) process function average number of stops, Ns_DWs.
According to our analysis of the results of operator training in the case of the classic workstation, based on the “number of stops, Ns” indicator (Table 8 and Figure 8) and the process function associated with it (Table 9), we would like to highlight the following points:
Table 8.
The number of stops made by the participants in the experiments—classic workstation.
Table 9.
The main results of the regression analysis—the process function Ns, classic workstation.
- -
- On the first day of training, there was a maximum of two “stops” for the first three work cycles performed, then a maximum of one “stop”, reaching zero for the last two operations of the first day, for each participant. The main categories of stops were those due to minor injuries and errors, as well as the participant not following the job description, dropping components on the ground, or requesting information;
- -
- On the second day of training, there were some stoppages in the first three operations, but these did not continue after the fourth work cycle;
- -
- The mathematical model considered for the process function Ns_CWs is adequate for a confidence level of 99%, and the coefficients of this function are significant. The coefficient of determination of the function has an acceptable value (0.8669), indicating the data have a good level of correlation. Although the number of experimental stops is zero starting from the 14th cycle, the null value of stops estimated with this function is estimated after the 17th cycle.
According to our analysis of the results of operator training in the case of the digitalized workstation, based on the indicator “number of stops, Ns” (Table 10 and Figure 9) and the process function associated with it (Table 11), we would like to highlight the following points:
Table 10.
The number of stops made by the participants in the experiment—digitalized workstation.
Table 11.
The main results of the regression analysis—the process function Ns, digitalized workstation.
- -
- On the first day of training, there were “stops” in the experiments carried out, but these were only for some participants and within the first work cycles. However, with the increase in the number of performed operations, this number decreased significantly. The main categories of stops were those due to minor accidents or errors, and those resulting from the participant dropping components or requesting information;
- -
- On the second day of training, the number of stops decreased significantly, reaching zero after the fifth work cycle (number of operations performed);
- -
- The mathematical model considered for the process function Ns_DWs is adequate for a confidence level of 99%, and the coefficients of this function are significant. Although the coefficient of determination of the function has a small value (0.7695), which indicates the data have a low level of correlation, the null value of the stops estimated with this function coincides with the actual experimental one for the 16th cycle.
The most important indicator used to evaluate the training of the operators is the effective duration of the work cycle, Tec. With the help of this indicator, the degree of training of the participants, RTc, is determined as a percentage ratio between the standard duration of cyclical activities, Tnc, and the effective average duration of the work cycle, Tec.
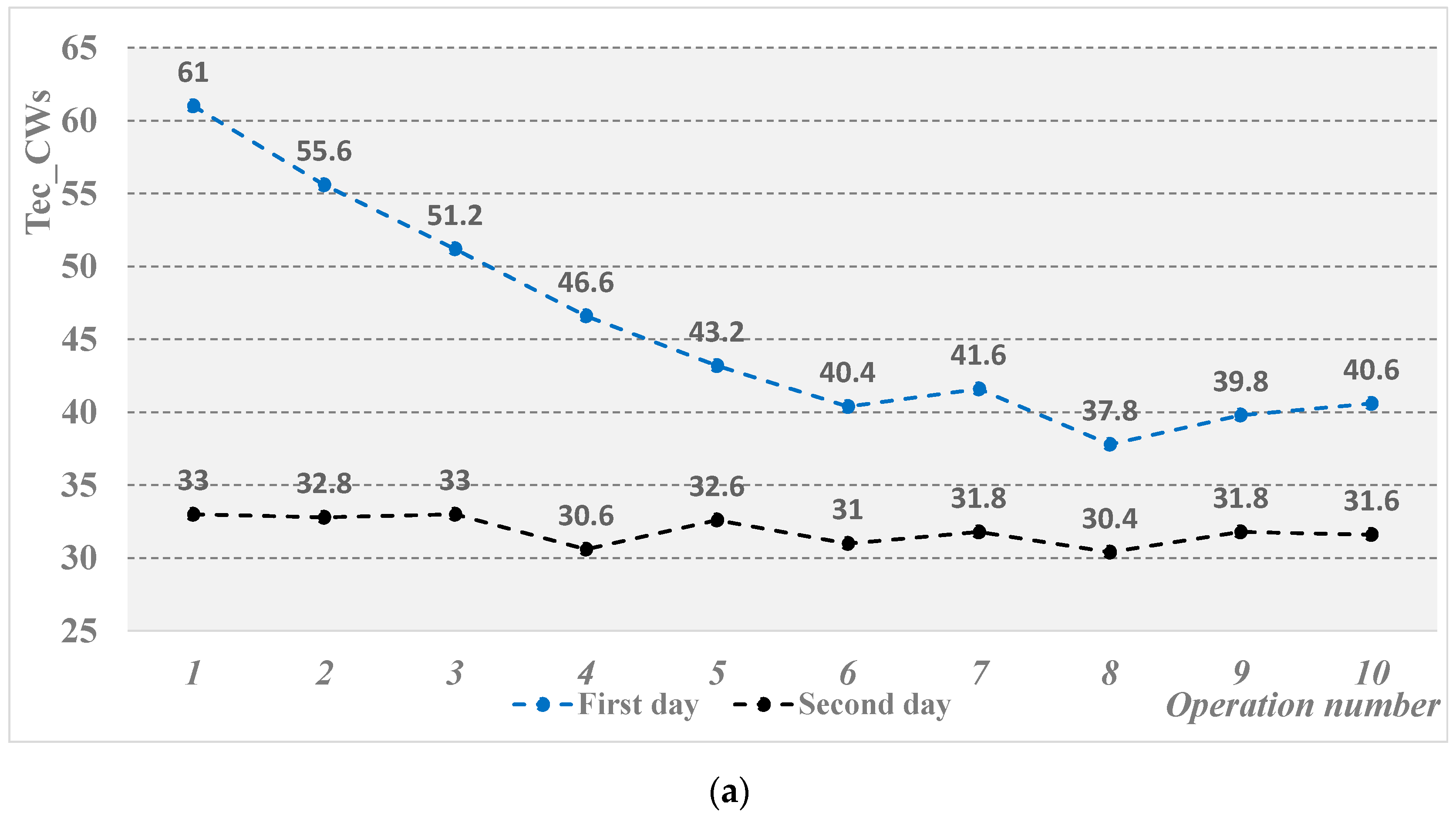
Table 12 presents the effective durations of the work cycle obtained by the participants in the experiment for the classical workstation. Figure 10 and Figure 11 show the evolutions of the average values of the two indicators associated with training at this position. Table 13 and Table 14 present the main results of the regression analysis for the process functions Tec and RTc, respectively.
Table 12.
The effective durations of the work cycle for the participants in the experiment—the classic workstation.
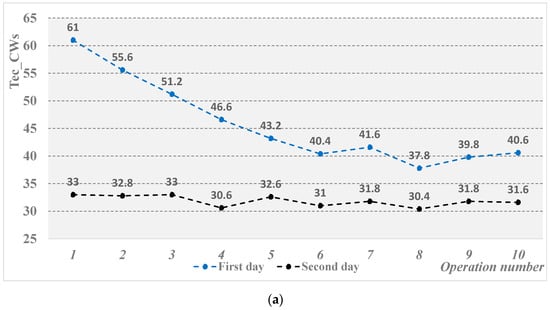
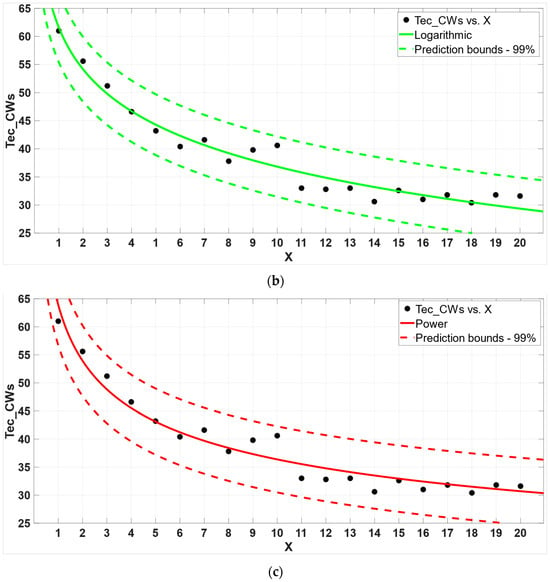
Figure 10.
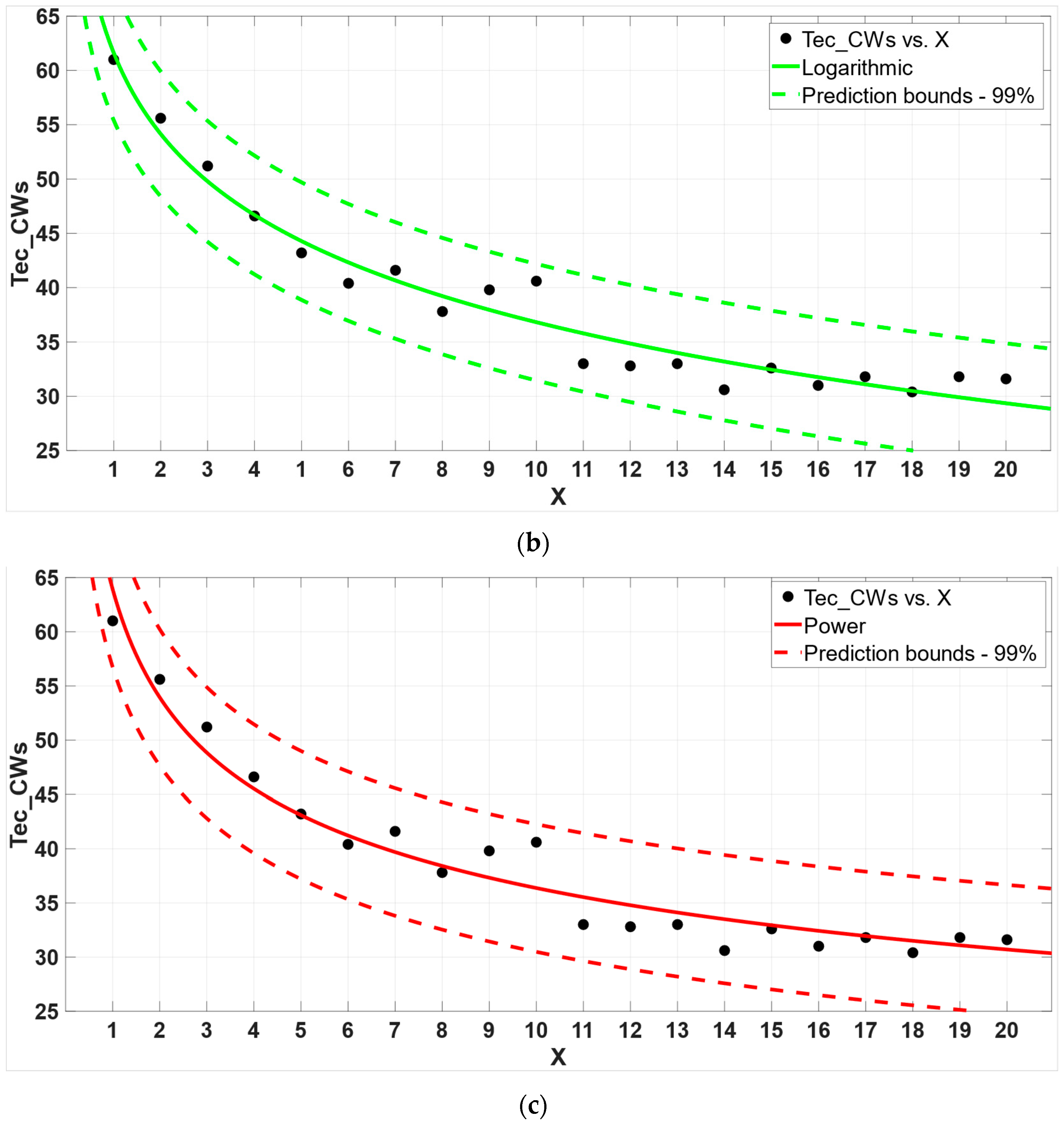
The evolution of the effective average duration of the work cycle in the classical workstation: (a) representation of experimentation days; (b) logarithmic process function, the effective average duration of the work cycle, Tec_CWs; (c) power process function, the effective average duration of the work cycle, Tec_CWs.
Figure 11.
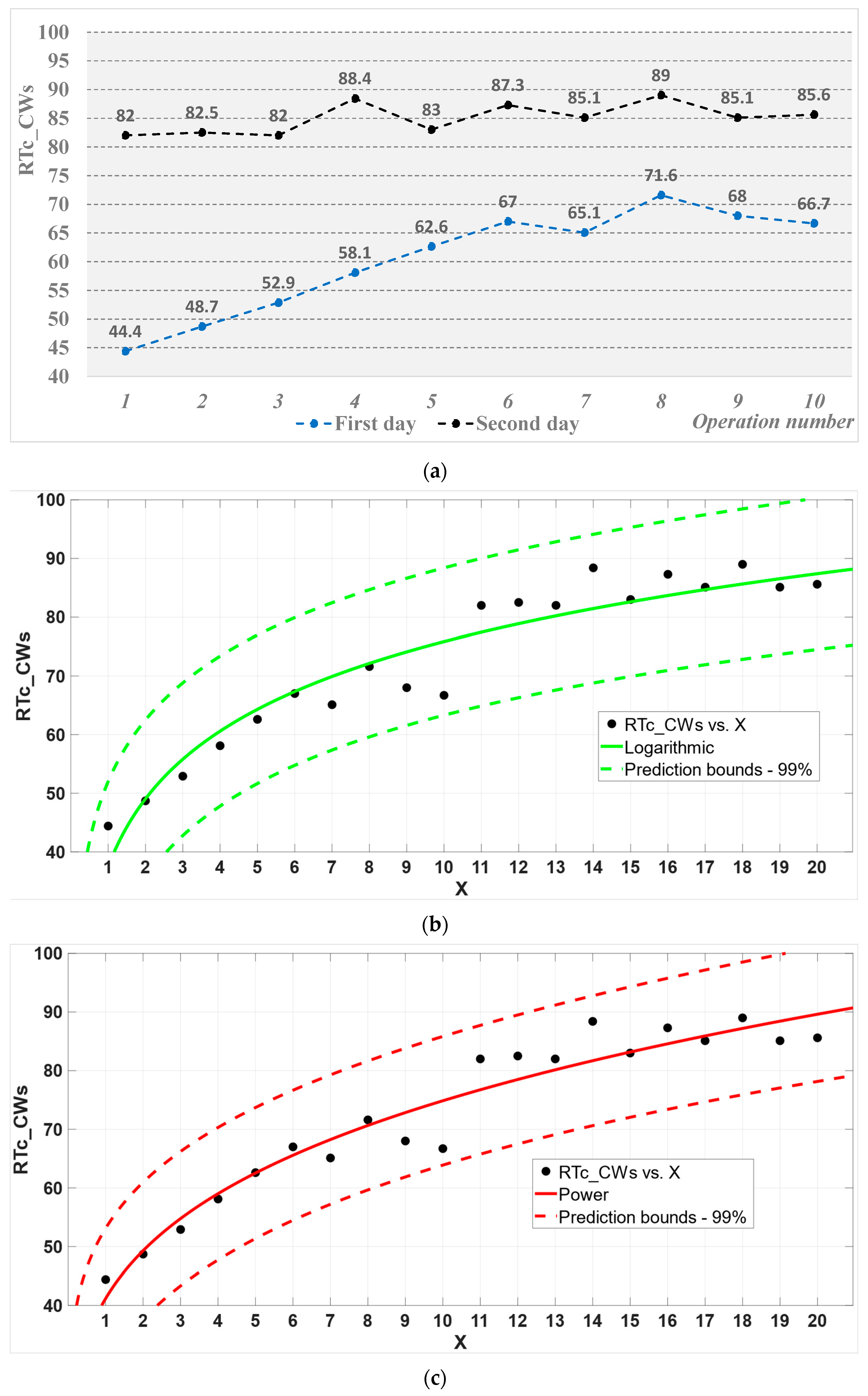
The evolution of the average degree of training of the participants in the classical workstation: (a) representation of experimentation days; (b) logarithmic process function, the average degree of training of the participants, RTc_CWs; (c) power process function, the average degree of training of the participants, RTc_CWs.
Table 13.
The main results of the regression analysis—the Tec process function, classic workstation.
Table 14.
The main results of the regression analysis—the RTc process function, classic workstation.
According to our analysis of the results of operator training in the case of the classic workstation, based on the “effective duration of the work cycle, Toc” indicator (Table 12 and Figure 10) and the process function associated with it (Table 13), we would like to highlight the following points:
- -
- On the first day of training, the average effective duration of the work cycle was double the norm (Tnc = 27.062 s) in the first two operations performed by the participants, but it decreased continuously until the end of the day with the increase in the number of cycles work performed by the participants;
- -
- On the second day of training, the effective average duration of the work cycle started from the level obtained at the end of the first day of training, but its decrease with the increase in the number of operations performed by the participants was not as pronounced, highlighting a “stabilization of the training process”. However, there were participants who reached or fell below their normalized work cycle time during the second day of the experiment;
- -
- Both mathematical models considered for the Tec_CWs process function are adequate for a confidence level of 99%, and the coefficients of these functions are significant. The coefficients of determination of the functions have high values (0.9608 for the logarithmic function and 0.9522 for the power function), which indicates the data have a high level of correlation. The logarithmic function better approximates the experimental results (having a higher coefficient of determination R2), and according to it, it is estimated that the normalized duration of the work cycle will be obtained after performing 25 operations (work cycles).
The evolution of the RTc indicator is similar to the evolution of the Tec indicator but in the opposite direction. Our analysis of the average values of the RTc indicator (Figure 11) and its associated process function (Table 14) reveals the following trends:
- -
- On the first day of training, the average value of this indicator increases continuously and markedly from approximately 44% to close to 70%;
- -
- On the second day of training, the increase in this indicator is more moderate, starting from an average value of 82% up to 86%, reaching in some operations a value of 89%;
- -
- Both mathematical models considered for the process function RTc_CWs are adequate for a confidence level of 99%, and the coefficients of these functions are significant. The coefficients of determination of the functions have high values (0.9144 for the logarithmic function and 0.9343 for the power function), which indicates the data have a high level correlation. The power function better approximates the experimental results (having a higher coefficient of determination R2), and according to it, it is estimated that an RTc value = 90 will be obtained after performing 21 operations (work cycles).
The effective durations of the work cycle obtained by the participants in the experiment within the digitalized workstation are presented in Table 15. In Figure 12 and Figure 13, the evolutions of the average values of the Tec and RTc indicators associated with training at this workstation are represented. Table 16 and Table 17 present the main results of our regression analysis for the process functions Tec and RTc, respectively.
Table 15.
The effective duration of the work cycle for the participants in the experiment—the digitalized workstation.
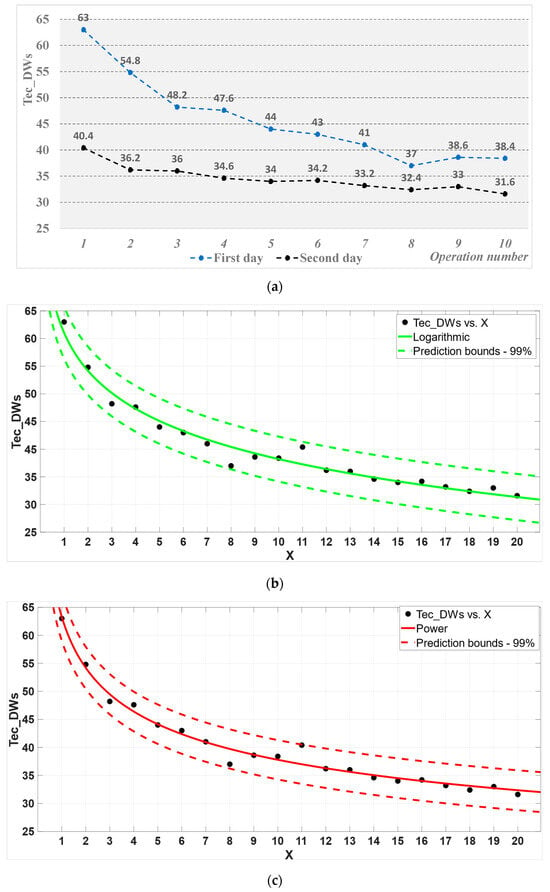
Figure 12.
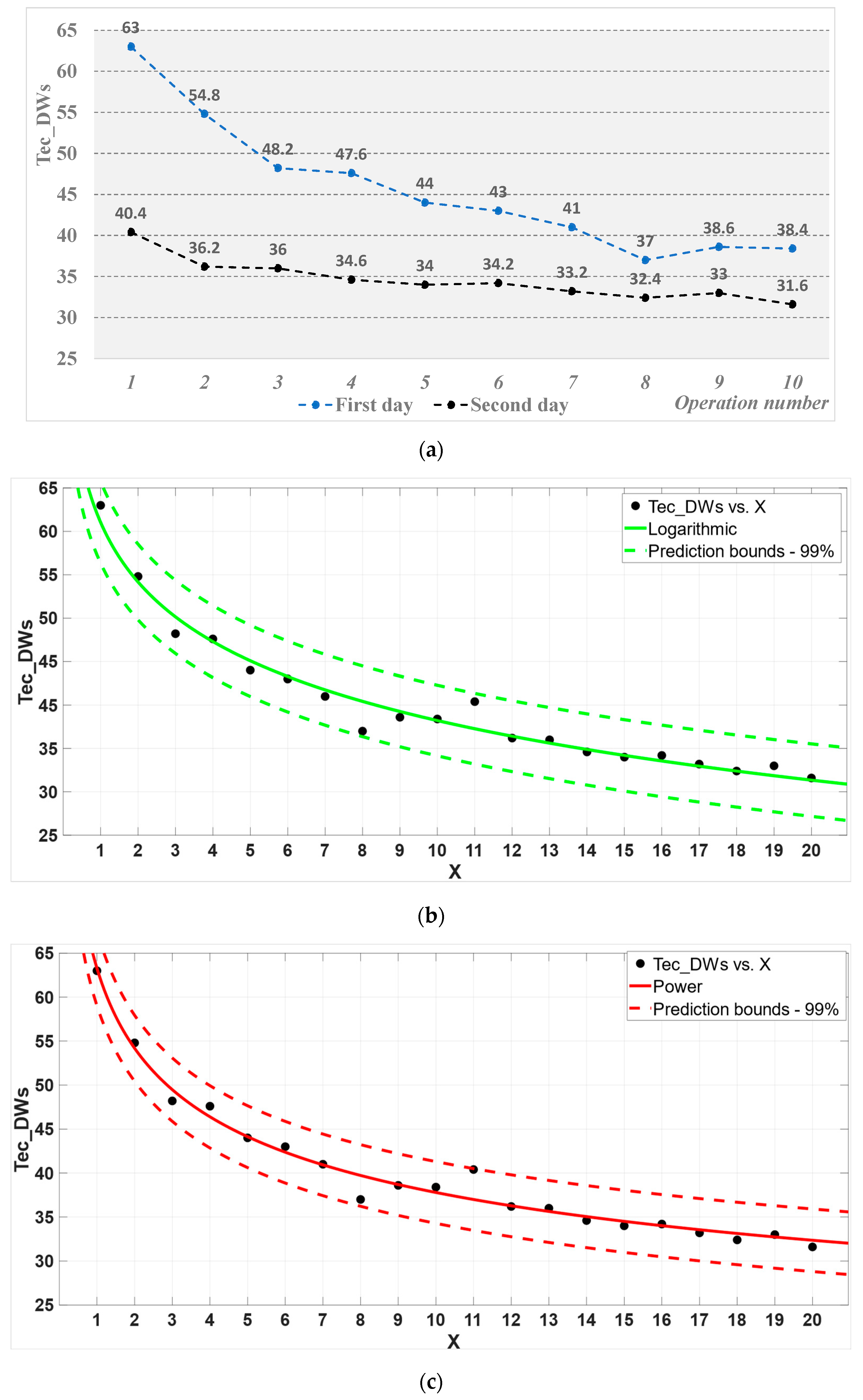
The evolution of the effective average duration of the work cycle in the digitalized workstation: (a) representation of experimentation days; (b) process function (logarithm) effective average duration of the work cycle; (c) process function (power) effective average duration of the work cycle.
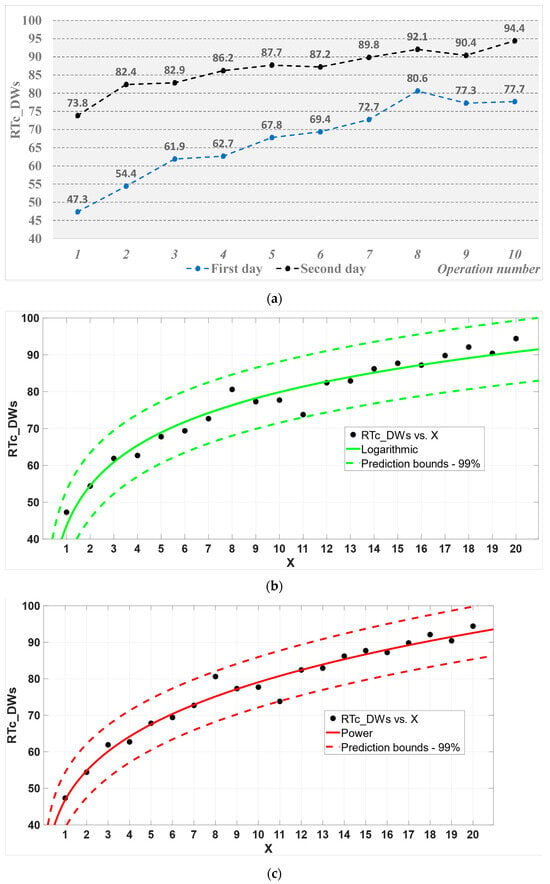
Figure 13.
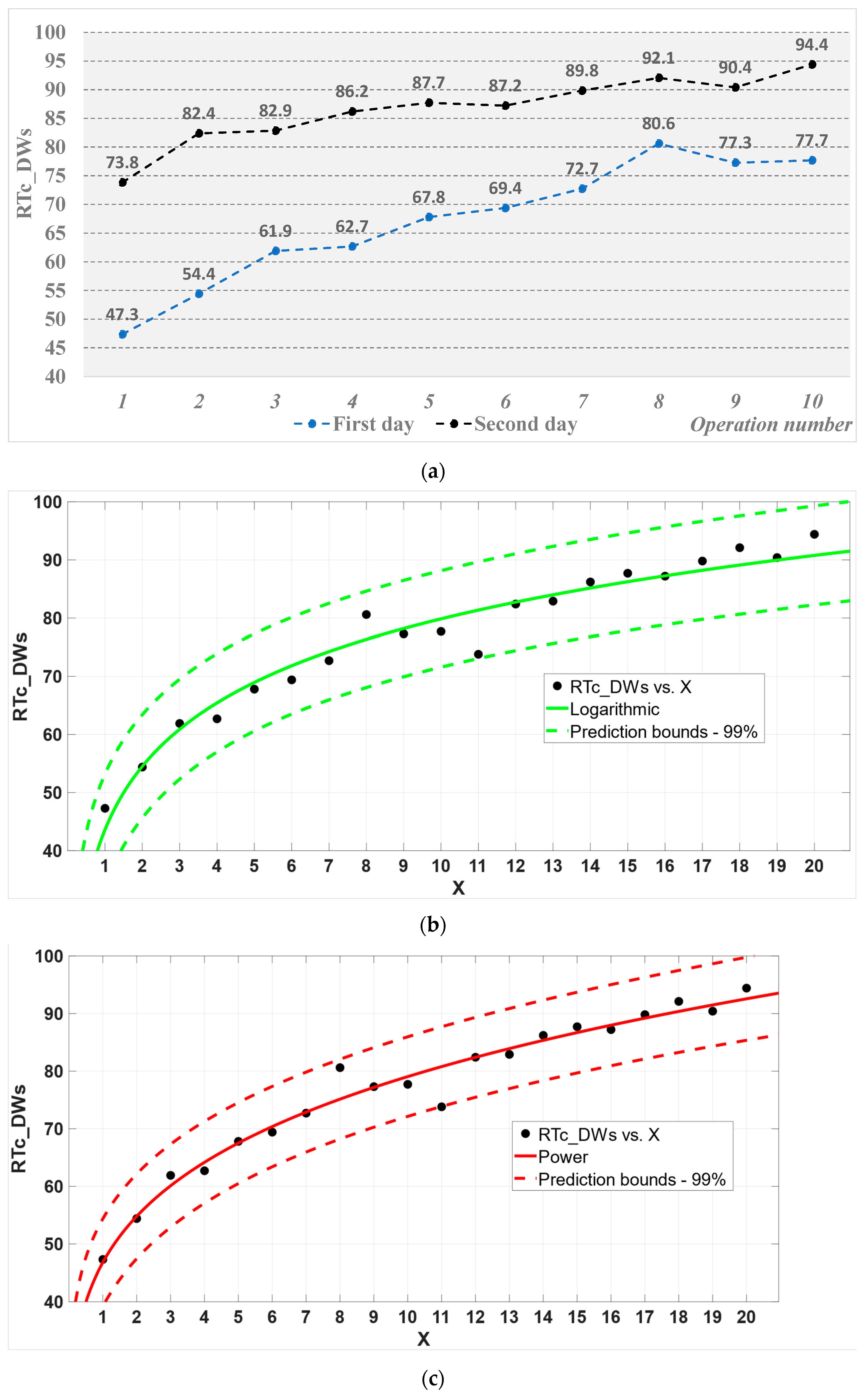
The evolution of the average degree of training of the participants in the digitalized workstation: (a) representation of experimentation days; (b) process function (logarithm) RTc; (c) process function (power) RTc.
Table 16.
The main results of the regression analysis—the Tec process function, digitalized workstation.
Table 17.
The main results of the regression analysis—the RTc process function, digitalized workstation.
According to our analysis of the results of operator training in the case of the digitalized workstation, based on the indicator “effective duration of the work cycle, Tec” (Table 15 and Figure 12) and the process function associated with it (Table 16), we would like to highlight the following points:
- -
- On the first day of training, the effective average duration of the work cycle was double the norm (Tnc = 29.826 s) for the first operation performed by the participants, then it decreased continuously until the end of the day with the increase in the number of repetitions of the operation;
- -
- On the second day of training, the average effective duration of the work cycle started from 40%, which was slightly higher than the level obtained at the end of the first day of training, and continued to decrease with the increase in the number of repetitions of the operation, approaching the standard value. More participants reached or fell below their normalized cycle time during the second day of the experiment;
- -
- Both mathematical models considered for the Tec_DWs process function are adequate for a confidence level of 99%, and the coefficients of these functions are significant. The coefficients of determination of the functions have high and similar values (0.973 for the logarithmic function and 0.98 for the power function), which indicates the data have a high level of correlation. With the help of the logarithmic function, it is estimated that the standard duration of the work cycle will be obtained after the completion of 23 operations (work cycles).
The evolution of the RTc indicator for the digitalized workstation is similar to the evolution of the Tec indicator but in the opposite direction. Our analysis of the evolution of the average values of the RTc indicator (Figure 13) and of the process function associated with it (Table 17) highlights the following:
- -
- On the first day of training, the value of this indicator increases continuously and sharply, from approximately 47% to approximately 78%;
- -
- On the second day of training, the increase in this indicator is similar to that on the first day, starting from a value lower than the one obtained at the end of the first day of the experiment and reaching up to 94%;
- -
- Both mathematical models considered for the process function RTc_DWs are adequate for a confidence level of 99%, and the coefficients of these functions are significant. The coefficients of determination of the functions have high values (0.9562 for the logarithmic function and 0.9696 for the power function), which indicates the data have a high level of correlation. The power function better approximates the experimental results (having a higher coefficient of determination R2), and according to it, it is estimated that an RTc = 90 will be obtained after performing 18 operations (work cycles).
4. Discussion
In the mathematical modelling of the evolution of the Ne and Ns indicators, the logarithmic functions used to determine the process functions associated with these indicators are adequate in the case of both workstations, and their coefficients are significant at a 99% confidence level. However, the values of the coefficient of determination, R2, of these functions are relatively small (with values from 0.7695 to 0.8879), which shows that there is not a very high level of correlation between the average values of the Ne indicators, Ns, and the number of operations (work cycles) performed by the participants. This is determined by the fact that, on the one hand, the values of these indicators are small natural numbers or zero (as a consequence of the formation process), and, on the other hand, the fact that the factors that cause errors and shutdowns are different.
In the mathematical modelling of the evolution of the Tec and RTc indicators, both the logarithmic functions and the power functions used to determine the process functions associated with these indicators are appropriate in the case of both workstations, and their coefficients are significant at a confidence level of 99%. At the same time, the values of the coefficient of determination, R2, of these functions are relatively high (with values from 0.9144 to 0.98), which indicates a high level of correlation between the average values of the Tec indicators, RTc, and the number of operations (work cycles) performed by the participants.
Regarding the learning–training process of the participants, our analysis of the results obtained for the indicators considered in the evaluation of participants’ learning–training performance at the two workstations allows us to make the following observations:
- From the point of view of the errors made—the Ne indicator, it is found that the work process was learnt by all the participants after 17 work cycles (operations) in the case of both jobs. However, some participants did not make any errors after the end of the first day of training and learned the process faster.
- From the point of view of the stops made—the Ns indicator, it is found that the work process was learnt by all the participants after 14 work cycles (operations) in the case of the classic workstation and 16 work cycles (operations) in the case of the digitalized workplace, respectively. However, some participants did not make stops after the end of the first day of training and learned the process faster.
- From the point of view of the normalized duration of the work cycle—the Tc indicator, this was not reached as the average of the group of participants during the experiments performed, with only one participant succeeding. Using the process functions determined for this indicator, it is estimated that the standard duration of the work cycle, at the level of the participant groups, will be reached after performing 25 work cycles in the case of the classic workplace and 23 work cycles in the case of the digitalized workstation, respectively.
- From the point of view of the training of the operators—the RTc indicator, it is found that to obtain a percentage of 90%, 17 work cycles are sufficient for the digitalized workstation, while for the classic workstation, more than 20 work cycles are needed. Using the process function determined for this indicator in the classical workplace, it is estimated that a training degree of 90%, at the level of the participant groups, will be reached after performing 21 work cycles.
Taking into account the previous analyses, it is found that, from the point of view of errors and stops that occur during training, performing the operation (work cycle) 20 times ensures that the groups of participants learn how to work without errors or stops. However, to fit into the standard duration of the operation, the participants need to carry out the operation (work cycle) 20 times to ensure initial learning (RTc = 90%), and to begin to improve the process, they need to repeat the process to gain experience (increase their work dexterity).
The results suggest that the development of practical skills in the operators depends not only on the training method and working conditions used, but also on individual variables, such as their technical skills, interest in learning, gender, age, etc. Our analysis also indicates that participants learn faster in a digitalized workplace compared to a traditional one across all indicators. Further studies are necessary to validate these findings. These studies should involve larger participant groups with greater levels of statistical significance.
5. Conclusions
It has been shown that it is possible to mathematically model via regression functions some indicators of volunteer participants’ training performance in the learning–training process of an assembly operation with predominantly manual activities.
The determined process functions express the relationships between the average number of errors—Ne, the average number of stops—Ns, the average effective duration of the work cycle—Tec, the average degree of training—RTc, and the number of operations (work cycles) performed by the participants in the learning–training process for each of the two analysed workstations.
All the modelling functions considered in this study (logarithmic functions for the Ne and Ns indicators, respectively, and logarithmic and power functions for Tec and RTc) were adequate for a confidence level of 99%, and their coefficients were significant. The correlation of the average values of the Tec and RTc indicators with the number of operations performed by the participants was very good, an aspect which is highlighted by the high values of the function determination coefficients, R2, which are close to or greater than 0.95.
An important practical finding for future research is that the completion of the work cycle 20 times by new operators using the DOJO method leads to them learning the work process (without errors or stoppages) and obtaining an average degree of training close to the standard work rate (the value of 90% for the RTc indicator). The practical value of our undertaken research also consists in our developed working methodology, which can be used in other similar studies.
The limitations of this study are related to, on the one hand, the type of activities carried out at the analysed workstations and, on the other hand, the use of volunteer students in the experiments, who do not have high practical skills compared to those of assembly operators.
For future research, we plan to use larger groups of participants to analyse the influence of operator variables, such as gender, age, and skills, on the training process. Additionally, we would like to investigate the efficiency of integrating digital techniques in the organization of workplaces, with a focus on efficiency, productivity, and quality in manufacturing environments. Also, a study could be developed using virtual/augmented reality in the process of learning and training operators.
Author Contributions
Conceptualization, E.L.N. and A.C.G.; methodology, E.L.N. and G.C.N.; software, G.C.N., G.G.V. and E.M.D.; validation, E.L.N., A.C.G., M.G. and M.M.S.; formal analysis, M.G. and M.M.S.; investigation, G.C.N., G.G.V. and E.M.D.; data curation, G.C.N., G.G.V. and E.M.D.; writing—original draft preparation, G.C.N., A.C.G. and M.M.S.; writing—review and editing, E.L.N.; supervision, E.L.N. and M.G. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The corresponding author will provide the data used in this work upon reasonable request.
Acknowledgments
The authors express their appreciation to the Romanian Ministry of Research and Innovation, which supported the development of the lean learning factory at the Pitesti University Center by CCCDI—UEFISCDI, project number PN-III-P1-1.2-PCCDI-2017-0446/82-PCCDI-2018, within PNCDI III.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Kagermann, J.; Helbig, A.; Wahlster, W.; Helbing, J. Recommendations for Implementing the Strategic Initiative Industrie 4.0: Final Report of the Industrie 4.0 Working Group; Hellinger, A., Stumpf, V., Eds.; Forschungsunion: Frankfurt/Main, Germany, 2013. [Google Scholar]
- Pereira, A.C.; Dinis-Carvalho, J.; Alves, A.C.; Arezes, P. How Industry 4.0 can enhance lean practices. FME Trans. 2019, 47, 810–822. [Google Scholar] [CrossRef]
- Sanders, A.; Elangeswaran, C.; Wulfsberg, J.P. Industry 4.0 implies lean manufacturing: Research activities in Industry 4.0 function as enablers for lean manufacturing. J. Ind. Eng. Manag. 2016, 9, 811–833. [Google Scholar] [CrossRef]
- Deshmukh, M.; Gangele, A.; Gope, D.K.; Dewangan, S. Study and implementation of lean manufacturing strategies: A literature review. Mater. Today Proc. 2022, 62, 1489–1495. [Google Scholar] [CrossRef]
- Melo, T.; Alves, A.C.; Lopes, I.; Colim, A. Reducing 3M by Improved Layouts and Ergonomic Intervention in a Lean Journey in a Cork Company. In Occupational and Environmental Safety and Health II. Studies in Systems, Decision and Control; Arezes, P., Baptista, J.S., Barroso, M.P., Carneiro, P., Cordeiro, P., Costa, N., Melo, R.B., Miguel, A.S., Perestrelo, G., Eds.; Springer: Berlin/Heidelberg, Germany, 2020; Volume 277, pp. 537–545. [Google Scholar]
- Badurdeen, A. Lean Manufacturing Basics. 2017. Available online: www.leanmanufacturingconcepts.com (accessed on 11 December 2023).
- Ohno, T. Toyota Production System: Beyond Large-Scale Production; Productivity Press: Tokyo, Japan, 2019. [Google Scholar]
- Kamble, S.; Gunasekaran, A.; Dhone, N.C. Industry 4.0 and lean manufacturing practices for sustainable organisational performance in Indian manufacturing companies. Int. J. Prod. Res. 2020, 58, 1319–1337. [Google Scholar] [CrossRef]
- Colim, A.; Morgado, R.; Carneiro, P.; Costa, N.; Faria, C.; Sousa, N.; Rocha, L.A.; Arezes, P. Lean Manufacturing and Ergonomics Integration: Defining Productivity and Wellbeing Indicators in a Human–Robot Workstation. Sustainability 2021, 13, 1931. [Google Scholar] [CrossRef]
- Ruppert, T.; Darányi, A.; Medvegy, T.; Cserklei, D.; Abonyi, J. Demonstration Laboratory of Industry 4.0 Retrofitting and Operator 4.0 Solutions: Education towards Industry 5.0. Sensors 2023, 23, 283. [Google Scholar] [CrossRef] [PubMed]
- Jing, Z.; Turi, J.A.; Lu, S.; Rosak-Szyrocka, J. Sustainability through Factory-Based Learning in Higher Education. Sustainability 2023, 15, 5376. [Google Scholar] [CrossRef]
- Park, S.-H.; Lee, K.-H.; Park, J.-S.; Shin, Y.-S. Deep Learning-Based Defect Detection for Sustainable Smart Manufacturing. Sustainability 2022, 14, 2697. [Google Scholar] [CrossRef]
- Cano-Suñén, E.; Martínez, I.; Fernández, Á.; Zalba, B.; Casas, R. Internet of Things (IoT) in Buildings: A Learning Factory. Sustainability 2023, 15, 12219. [Google Scholar] [CrossRef]
- Nikola, G.; Bashir, S.; Amanda, A.; Sajjad, K. Utilization of Industry 4.0 Related Equipment in Assembly Line Balancing Procedure. Processes 2020, 8, 864. [Google Scholar]
- Burkhard, S.; Christoffer, R.; Roland, J.; Holger, K. Learning Factory for Industry 4.0 to provide future skills beyond technical training. In Proceedings of the 8th Conference on Learning Factories—Advanced Engineering Education & Training for Manufacturing Innovation, Patras, Greece, 12–13 April 2018. [Google Scholar]
- Bashir, S.; Mustufa, H.A.; Syed, H.M.; Mohammed, K.; Hisham, A.; Ali, A. Virtual Reality-Based Engineering Education to Enhance Manufacturing Sustainability in Industry 4.0. Sustainability 2019, 11, 1477. [Google Scholar]
- Ryalat, M.; El Moaqet, H.; Al Faouri, M. Design of a Smart Factory Based on Cyber-Physical Systems and Internet of Things towards Industry 4.0. Appl. Sci. 2023, 13, 2156. [Google Scholar] [CrossRef]
- Nguyen, H.T.; Yu, G.-H.; Shin, N.-R.; Kwon, G.-J.; Kwak, W.-Y.; Kim, J.-Y. Defective Product Classification System for Smart Factory Based on Deep Learning. Electronics 2021, 10, 826. [Google Scholar] [CrossRef]
- Elbestawi, M.; Centea, D.; Singh, I.; Wanyama, T. SEPT learning factory for industry 4.0 education and applied research. Procedia Manuf. 2018, 23, 249–254. [Google Scholar] [CrossRef]
- Schallock, B.; Rybski, C.; Jochem, R.; Kohl, H. Learning Factory for Industry 4.0 to provide future skills beyond technical training. Procedia Manuf. 2018, 23, 27–32. [Google Scholar] [CrossRef]
- Lazarou, E.; Mustata, C.; Dragomirescu, C. Working and learning in industry 4.0 environments. U.P.B. Sci. Bull. Ser. D Mech. Eng. 2019, 81, 353–366. [Google Scholar]
- Colim, A.; Carneiro, P.; Carvalho, J.; Teixeira, S. Occupational Safety & Ergonomics training of Future Industrial Engineers: A Project-Based Learning Approach. Procedia Comput. Sci. 2022, 204, 505–512. [Google Scholar]
- Ştirbu, L.; Belu, N. DOJO-a Japanese management method applied in the automotive industry. Qual. Access Success 2008, 9, 39. [Google Scholar]
- Barahona Mora, A. Gamification for classroom management: An implementation using classDojo. Sustainability. 2020, 12, 9371. [Google Scholar] [CrossRef]
- Robacker, C.M.; Rivera, C.J.; Warren, S.H. A token economy made easy through ClassDojo. Interv. Sch. Clin. 2016, 52, 39–43. [Google Scholar] [CrossRef]
- Williamson, B. Decoding ClassDojo: Psycho-policy, social-emotional learning and persuasive educational technologies. Learn. Media Technol. 2017, 42, 440–453. [Google Scholar] [CrossRef]
- Rivera, C.J. Using ClassDojo as a Mechanism to Engage and Foster Collaboration in University Classrooms. Coll. Teach. 2019, 67, 154–159. [Google Scholar] [CrossRef]
- Manolev, J.; Sullivan, A.; Slee, R. The datafication of discipline: ClassDojo, surveillance and a performative classroom culture. Learn. Media Technol. 2019, 44, 36–51. [Google Scholar] [CrossRef]
- Maclean-Blevins, A.; Muilenburg, L. Using Class Dojo to support student self-regulation. In Edmedia+ Innovate Learning; Association for the Advancement of Computing in Education (AACE): Waynesville, NC, USA, 2013; pp. 1684–1689. [Google Scholar]
- Krach, S.K.; McCreery, M.P.; Rimel, H. Examining teachers’ behavioural management charts: A comparison of Class Dojo and paper-pencil methods. Contemp. Sch. Psychol. 2017, 21, 267–275. [Google Scholar] [CrossRef]
- Barkley, E.F.; Cross, K.P.; Major, C.H. Collaborative Learning Techniques: A Handbook for College Faculty; John Wiley & Sons: Hoboken, NJ, USA, 2014. [Google Scholar]
- Purcărea, A.; Albulescu, S.; Negoiță, O.D.; Dănălache, F.; Corocăescu, M. Modeling the human resource development process in the automotive industry services. U.P.B. Sci. Bull. Ser. D Mech. Eng. 2016, 78, 263–275. [Google Scholar]
- Pitariu, H.D. Human Resources Management: Evaluation of Professional Performances, 2nd ed.; All Back: Bucharest, Romania, 2000. (In Romanian) [Google Scholar]
- Nitu, E.L.; Gavriluta, A.C. Lean Learning Factory at the University of Pitesti. In Modern Technologies in Industrial Engineering VII; IOP Publishing: Bristol, UK, 2019; Volume 591, p. 012095. [Google Scholar]
- Muther, R.; Hales, L. Workplace Layout. In Systematic Layout Planning, 4th ed.; Muther, R., Ed.; Management & Industrial Research Publications: Marietta, GA, USA, 2015; pp. 12-4–12-11. [Google Scholar]
- Colim, A.; Faria, C.; Braga, A.C.; Sousa, N.; Rocha, L.; Carneiro, P.; Costa, N.; Arezes, P. Towards an Ergonomic Assessment Framework for Industrial Assembly Workstations—A Case Study. Appl. Sci. 2020, 10, 3048. [Google Scholar] [CrossRef]
- Turk, M.; Šimic, M.; Pipan, M.; Herakovič, N. Multi-Criterial Algorithm for the Efficient and Ergonomic Manual Assembly Process. Int. J. Environ. Res. Public Health 2022, 19, 3496. [Google Scholar] [CrossRef]
- Carey, P.; Farrel, J.; Sullivan, B. Heyde’s MODAPTS; Heyde Dynamics Pty. Ltd.: Lane Cove, NSW, Australia, 2001. [Google Scholar]
- Arezes, P.M.; Dinis-Carvalho, J.; Alves, A.C. Workplace Ergonomics in Lean Production Environments: A Literature Review. Work 2015, 52, 57–70. [Google Scholar] [CrossRef]
- Botti, L.; Mora, C.; Regattieri, A. Integrating Ergonomics and Lean Manufacturing Principles in a Hybrid Assembly Line. Comput. Ind. Eng. 2017, 111, 481–491. [Google Scholar] [CrossRef]
- Gavriluţă, A.C.; Niţu, E.; Belu, N.; Anghel, D.; Neacşu, C.; Pascu, I. Lean manufacturing methodology for improving production flows on an assembly line. In Proceedings of the 7th RMEE International Management Conference, Shenyang, China, 15–17 September 2017; pp. 52–65. [Google Scholar]
- Allen, T.T. Regression. In Introduction to Engineering Statistics and Lean Sigma: Statistical Quality Control and Design of Experiments and Systems, 2nd ed.; Springer: London, UK, 2010; pp. 373–408. [Google Scholar]
- Myers, R.; Montgomery, D.; Anderson-Cook, C. Building Empirical Models. In Response Surface Methodology: Process and Product Optimization Using Designed Experiments, 4th ed.; Balding, D., Cressie, N., Fitzmaurice, G., Givens, G., Goldstein, H., Molenberghs, G., David, W., Scott, D., Smith, A., Tsay, R., Weisberg, S., Eds.; John Wiley & Sons Inc.: Hoboken, NJ, USA, 2016; pp. 13–46. [Google Scholar]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).