1. Introduction
As a clean energy source, natural gas (NG) has received widespread attention, and its consumption has rapidly increased [
1]. There are several modes of transporting NG to the market from gas fields in remote areas, including liquefied natural gas (LNG), compressed natural gas (CNG), and natural gas hydrate (NGH) [
2].
The liquefaction process of NG has entered the commercialization stage as a fairly promising delivery method [
3]. In terms of commercialization, there are three main types of NG liquefaction processes, including single-mixed refrigerant (SMR), double-mixed refrigerant (DMR), and propane pre-cooled mixed refrigerant (C3MR) [
4]. The SMR process is simple, requires less equipment, and has a relatively high energy consumption of about 1200 kJ/kg-LNG [
5]. The DMR process consists of double refrigerant cycles and is more energy efficient than the SMR process, about 1100 kJ/kg-LNG [
6]. The C3MR process is a new liquefaction process developed by APCI based on the mixed refrigerant liquefaction cycle. Although the C3MR process is complex and requires a good deal of equipment, its energy consumption is the lowest at about 1000 kJ/kg-LNG [
7]. Due to its energy-saving characteristics, the C3MR process occupies the largest market share in the liquefaction of NG, with a market share of about 60% in 2017 [
8].
He et al. [
9] conducted a comparative investigation of three liquefaction processes, SMR, DMR, and C3MR, to determine their potential for energy saving and production increase during the winter based on the optimal conditions under different ambient temperatures obtained by the genetic algorithm (GA). However, the optimization method also uses a single-objective approach, and the exergy analysis has yet to be demonstrated. Park et al. [
10] proposed a process for applying liquid air to the C3MR by introducing liquid air as a recovery medium to recover the cold energy released from the LNG, a GA was used for optimization, and a detailed analysis was performed. However, the optimization method also uses a single objective method. Hajji et al. [
11] investigated the thermodynamic aspects of C3MR by changing variables to improve the overall performance and heat recovery of the LNG process. Simulations and sensitivity analyses were carried out for two objectives in which the unit energy consumption, compressor power consumption, and energy consumption in the liquefaction process were reduced by varying the process parameters. However, a detailed exergy analysis of the process still needs to be done.
Over the past decade, there has been an exciting surge in LNG process optimization research, primarily driven by economic reasons and encouraged by the growing capabilities of computing tools. Ghorbani et al. [
12] studied the DMR process, and the structure of the DMR was designed. Rao et al. [
13] proposed an operation optimization program for the multi-stream heat exchangers (MHEXs) process and demonstrated their method on the C3MR process. Wang et al. [
14] optimized the C3MR process and proposed a propane and iso-butane pre-cooled mixed refrigerant liquefaction process (C3&C4-MR). The improved liquefaction process can significantly reduce the system’s energy consumption and greatly improve the exergy efficiency. Primabudi et al. [
15] proposed a multi-objective optimization method to optimize the C3MR process, and the dual objective function maximizes the exergy efficiency and minimizes the total cost of the product. During the exergy analysis of the above article, the equipment considered includes compressors, heat exchangers, valves, and water coolers. Sabbagh et al. [
16] used Aspen Plus to establish a new NGL/LNG integration scheme based on the C3MR refrigeration system. Ali et al. [
17] studied the surrogate-assisted modeling and optimization of the SMR, and an approximate surrogate model was established using the radial basis function combined with the thin plate spline method to solve the computational load problem and obtain the results in a complex and reasonable amount of time. Sabbagh et al. [
18] introduced a new NGL/LNG scheme based on an established industrial NGL plant and performed single, double, and triple-objective optimizations. Geng et al. [
19] proposed a new integrated liquefaction process using an improved dual-mixed refrigerant pre-cooling method.
In this paper, the unit energy consumption is used as the objective, and the particle swarm optimization algorithm is used to optimize the system mentioned in this paper. However, this paper continues to use the single-objective optimization method. Jin et al. [
20] proposed a novel liquefaction process that integrates propane-free mixed refrigerant and nitrogen expander cycles (MR-N2) and the unit energy consumption as the objective using GA to find the optimal decision variables. Li et al. [
21] studied an improved refrigeration system and optimized it using GA with specific energy consumption as the objective, followed by exergy and energy analyses. Awad et al. [
22] investigated the optimization of an LNG process based on GA and compared it with a knowledge-based search algorithm based on the same process and objective function implementation. The results of this paper demonstrated that the GA outperforms the knowledge-based search algorithm proposed in earlier studies. Ting He et al. [
23] proposed a series of novel natural gas liquefaction systems integrated with waste heat utilization of gas turbine exhaust to reduce the energy consumption of the liquefaction plants. Jinwoo Park et al. [
24] proposed the use of liquid air as a medium for recycling cold energy; this significantly enhanced the LNG supply chain by not only improving its energy performance but also contributing to the utilization of cold energy by using the empty LNG ship on the return journey. However, in the traditional optimization of the natural gas liquefaction process, single-objective optimization is usually adopted, which will lead to the system performance being too tilted in the direction of the objective function, resulting in the reduction of the remaining performance indicators of the system. The significance of multi-objective analysis is to optimize the system as a whole to achieve a more comprehensive optimal operation mode. Furthermore, as a sophisticated algorithm that emulates natural selection and genetic mechanisms in nature, the GA is well suited for solving nonlinear models. However, slow convergence and a tendency to get stuck in local optima are common problems in traditional GA.
Grey wolf optimization (GWO) is a meta-heuristic algorithm based on the social structure and hunting behavior of wolves to solve optimization problems [
25]. This method is widely used to solve various engineering problems. For example, a group of researchers applied GWO to civil engineering problems involving the design of water supply networks. The goal is to minimize financial costs and reduce the number of network components, including pipe sizes, pump ratings, and other elements. This method meets established performance and cost expectations [
26]. On the other hand, Majeed and Rao built a GWO-based model to automate the design process of analog circuits. Through this application, they effectively demonstrated the utility of GWO and produced enhanced circuit design in the shortest possible time [
27]. In general, the GWO could be used to improve the results of different clustering methods and be applied to different fields, such as medicine, engineering, and astronomy [
28,
29,
30].
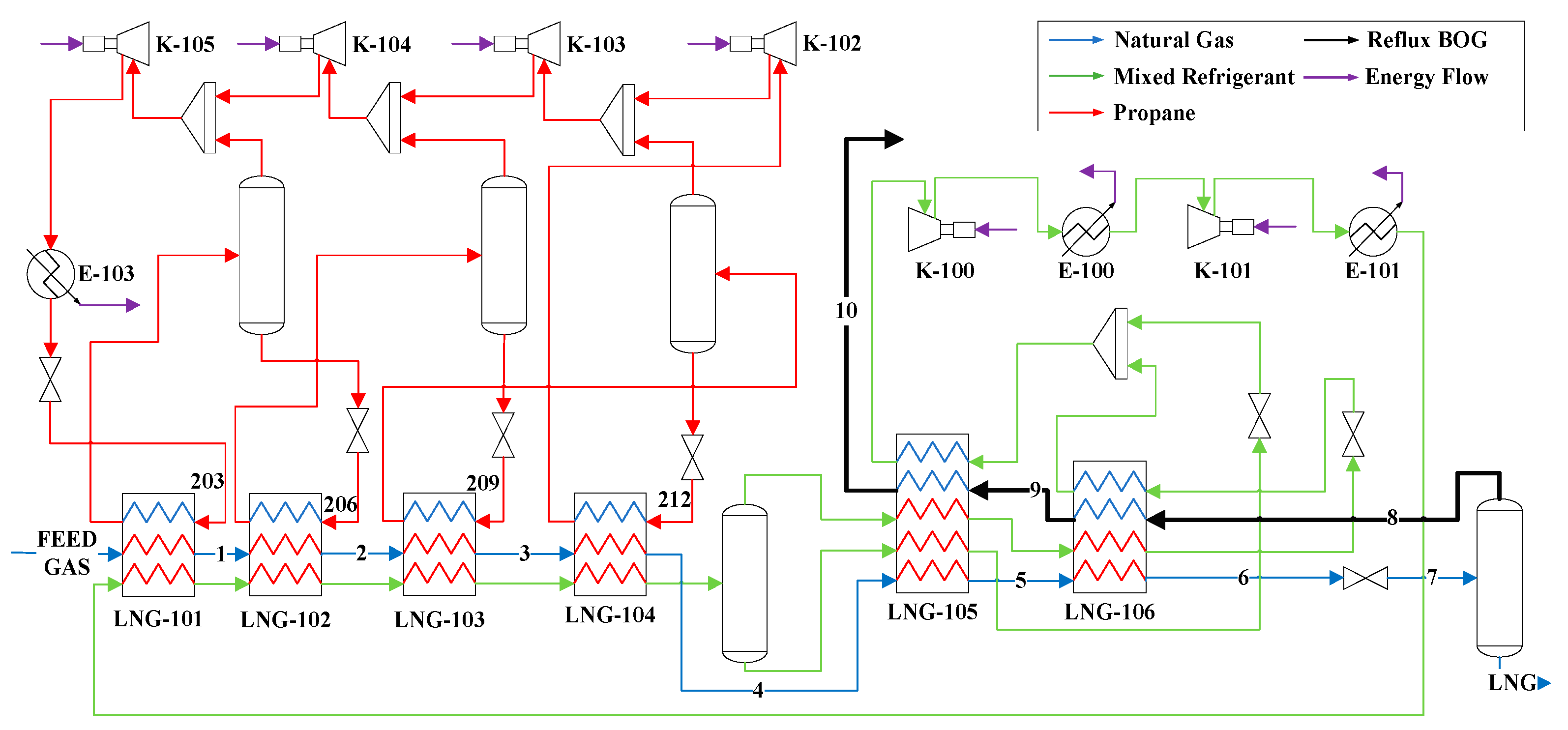
The main contributions of this work are as follows: (1) An improved C3MR is proposed, which is based on the traditional C3MR (T-C3MR), and the excellent low-temperature performance of the boiling gas (BOG) is fully utilized. (2) An improved GA based on endocrine hormone regulation (EHR) and grey wolf optimization (GWO) is proposed. In this method, the crossover operator and mutation operator of GA are improved by using EHR, and GWO is introduced to solve the problem of GA’s slow convergence speed. (3) A multi-objective optimization method, EHR-GWO-GA, is proposed to optimize the liquefaction process with the objective of determining the liquefaction amount, unit energy consumption, and exergy loss. (4) Based on the optimization results, the influence of decision variables on liquefaction amount and unit energy consumption is analyzed in detail, and the liquefaction amount, unit energy consumption, and exergy loss of the traditional C3MR process (T-C3MR), improved C3MR process (I-C3MR), and improved C3MR based on EHR-GWO-GA process (E-C3MR) were compared. In the exergy analysis, the specific equipment considered are compressors, heat exchangers, valves, and water coolers, and the exergy analyses of equipment of these processes are compared.
3. Improvement of GA
The optimization of the liquefaction process of NG involves several decision variables and optimization objectives that are interconnected. The solution’s complexity is much greater than that of a typical planning problem. Currently, intelligent optimization algorithms such as GA are mainly employed to address the objective function. In addition, the basic operation cases of genetic algorithms are also detailed in the references [
35,
36].
Although GA is a widely used intelligent algorithm, it has two unavoidable shortcomings. First, it is the slow convergence speed. This is because GA needs to search for the global optimal solution fully, which means GA wastes a lot of computing power in the non-optimal direction. This will inevitably lead to the problem of slow speed. Second, it is easy to fall into a local optimal solution. This is because, in different optimization processes, super individuals may appear in the population in the early stage of optimization. In the early stage of evolution, the search has not covered all the data, and the emergence of super individuals leads to the fitness value of the individual greatly exceeding the average individual fitness value of the current population so that the algorithm converges to the local optimal solution earlier. The search range of GA in the optimization process is determined by the crossover probability and mutation probability; there is a positive correlation between them. Because the value of crossover probability and mutation probability need to take into account the needs of the early and late stages of population evolution, a moderate constant is often used. The fixed crossover probability and mutation probability lead to the search range not being large enough in the early stage of population evolution. When the super individual appears in the early stage of evolution, the optimization tends to converge to the super individual in advance. In other words, the fixed crossover and mutation probability are the main problems leading to the local optimal solution.
An improved GA method based on EHR and GWO is proposed to address the above problems. The details are discussed below.
3.1. Improved GA Based on EHR
The basic law of EHR was proposed by FARHY in 2004. It reveals that hormones have monotonic and non-negative change characteristics. The up-regulation function
Fup (G) and the down-regulation function
Fdown (G) of EHR follow the Hill function. The formulas are shown in Equations (10) and (11) [
37].
In Equations (10) and (11), G is the function independent variable; d is the threshold, and D > 0; n is the Hill coefficient, and n ≥ 1; n and D jointly determine the slope of the rising and falling curve.
The Hill function for D = 50, n = 5 [
37] is shown in
Figure 2.
Figure 2 shows the rising and falling characteristics of the Hill function, respectively.
In this section, the crossover operator and mutation operator of GA are improved by using EHR, which is named EHR-GA. The crossover operator and the mutation operator had a certain adaptability, and their size will change according to the increase in the number of iterations. That is to say, in the early stage of population evolution, EHR-GA has a larger crossover probability and a smaller mutation probability, which is conducive to the search of the population and avoids the occurrence of super individuals. At the late stage of population evolution, the global search is nearing the end, and it does not need too much crossover probability. At this time, EHR-GA has a larger mutation probability and a smaller crossover probability. The large mutation probability helps to search for the optimal solution more accurately at the later stage of the search, which is conducive to the solution of the optimal solution. Therefore, the problem of falling into the local optimum will be avoided in the optimization process.
3.2. EHR-GA Combined with GWO
GWO is a new intelligent algorithm proposed by Mirialili et al. in 2014 [
38]. The core of the grey wolf algorithm is to simulate the hunting behavior of wolves in the natural environment. According to the individual’s performance in the objective function, the individual with the best performance is found as the leader wolf, and the leader wolf’s position is used to transmit information to other individuals so that they can adjust their position in the direction of the leader wolf. It is precisely because of a direction selection mechanism similar to wolf predation that GWO has a faster convergence speed.
Compared to EHR-GA, GWO has the characteristics of fast convergence. Therefore, GWO’s direction selection mechanism is added to EHR-GA to solve the problem of GA’s slow convergence speed in the optimization process.
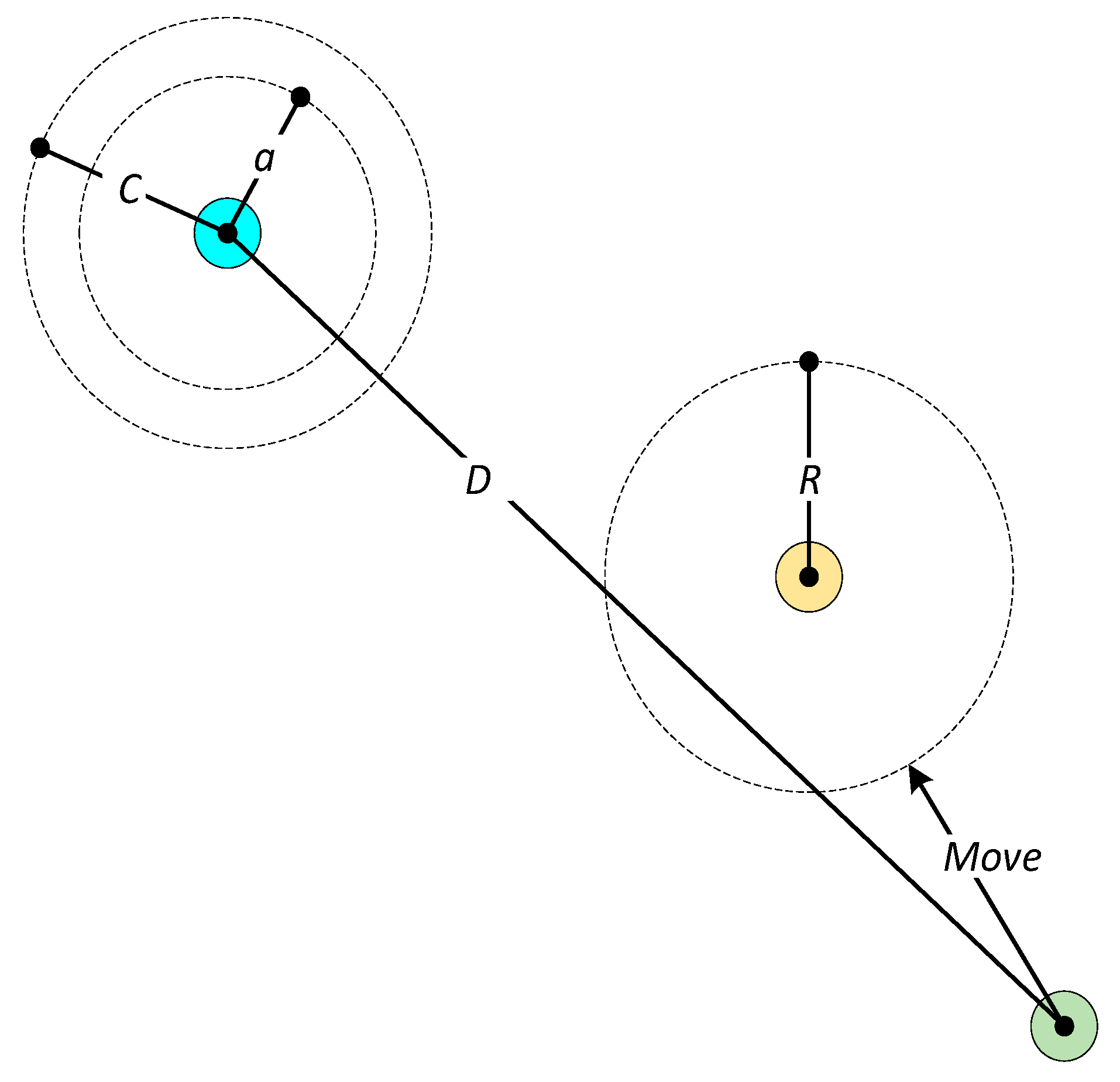
The formulas are shown in Equations (12)–(15). The directional mechanism of EHR-GA with GWO is shown in
Figure 3.
Among them, t represents the number of current iterations, XP represents the optimal population, and X represents the optimal individual. decreases from 2 to 0 during the iteration, and and are random vectors in [0, 1]. R is the perturbation radius. is the direction of the leading wolf, that is, the direction of the optimal solution.
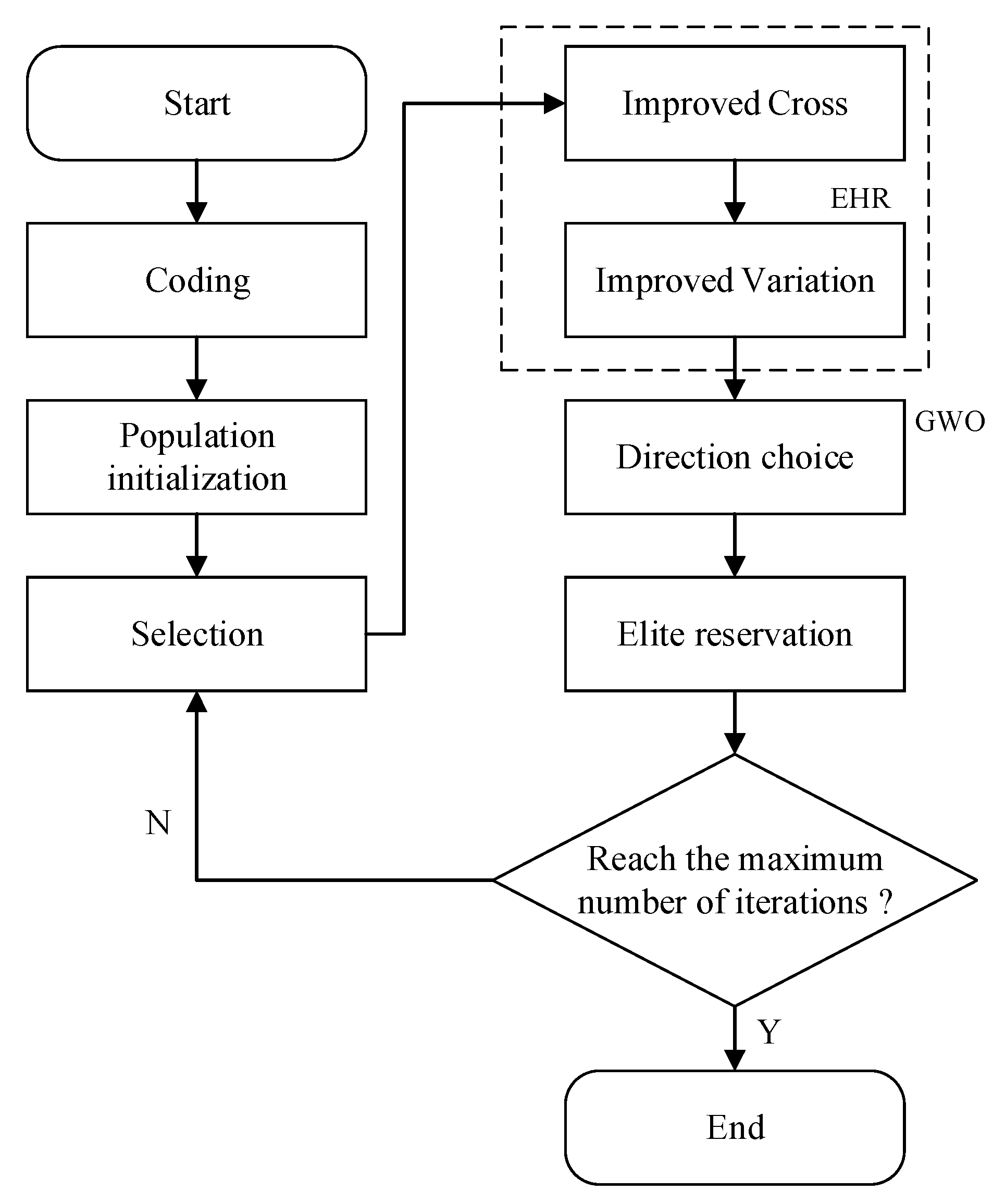
Therefore, EHR, GWO and GA are combined, which is named EHR-GWO-GA, to solve the two problems mentioned above, and the workflow of EHR-GWO-GA is shown in
Figure 4.
3.3. Performance Testing
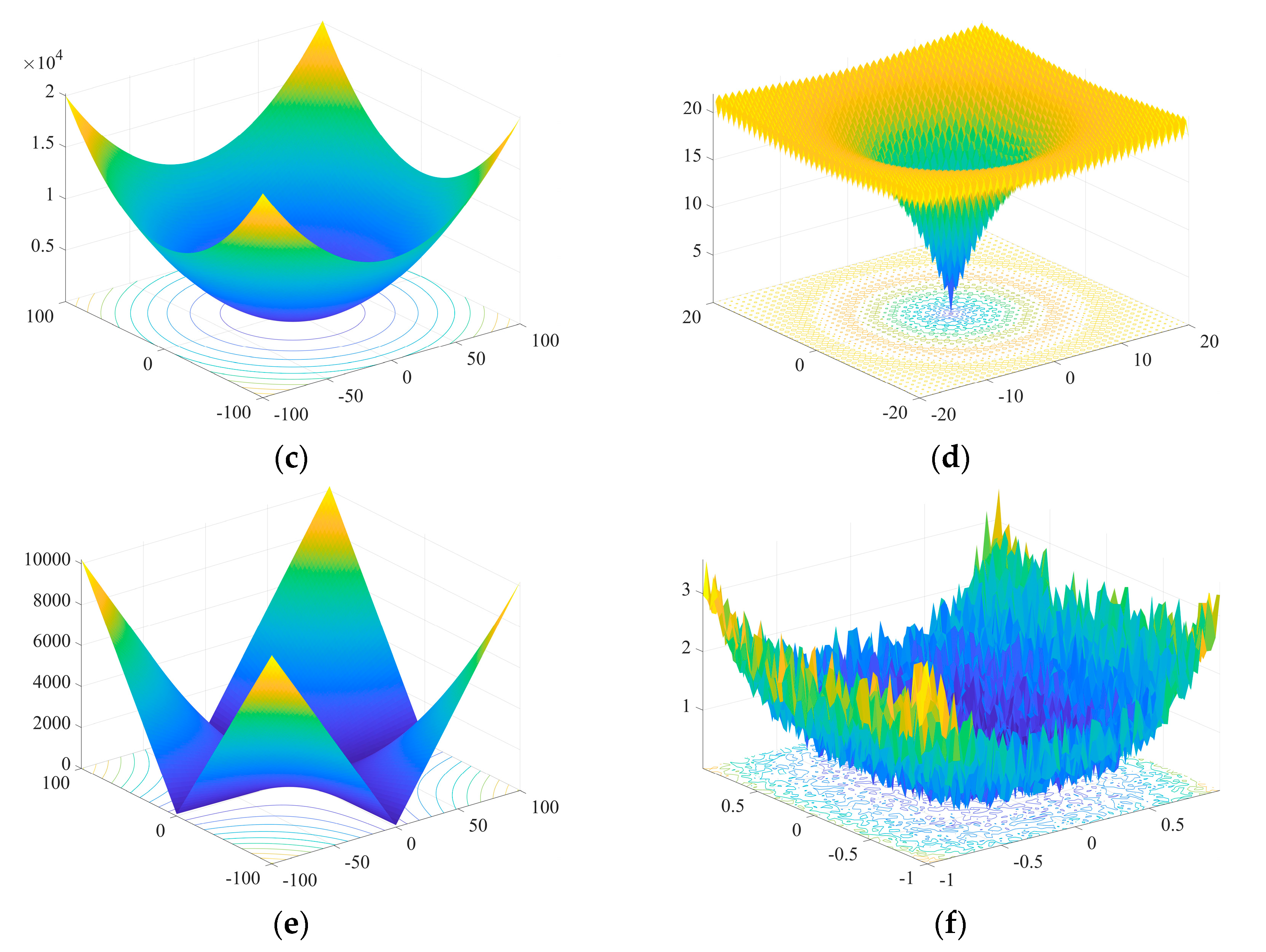
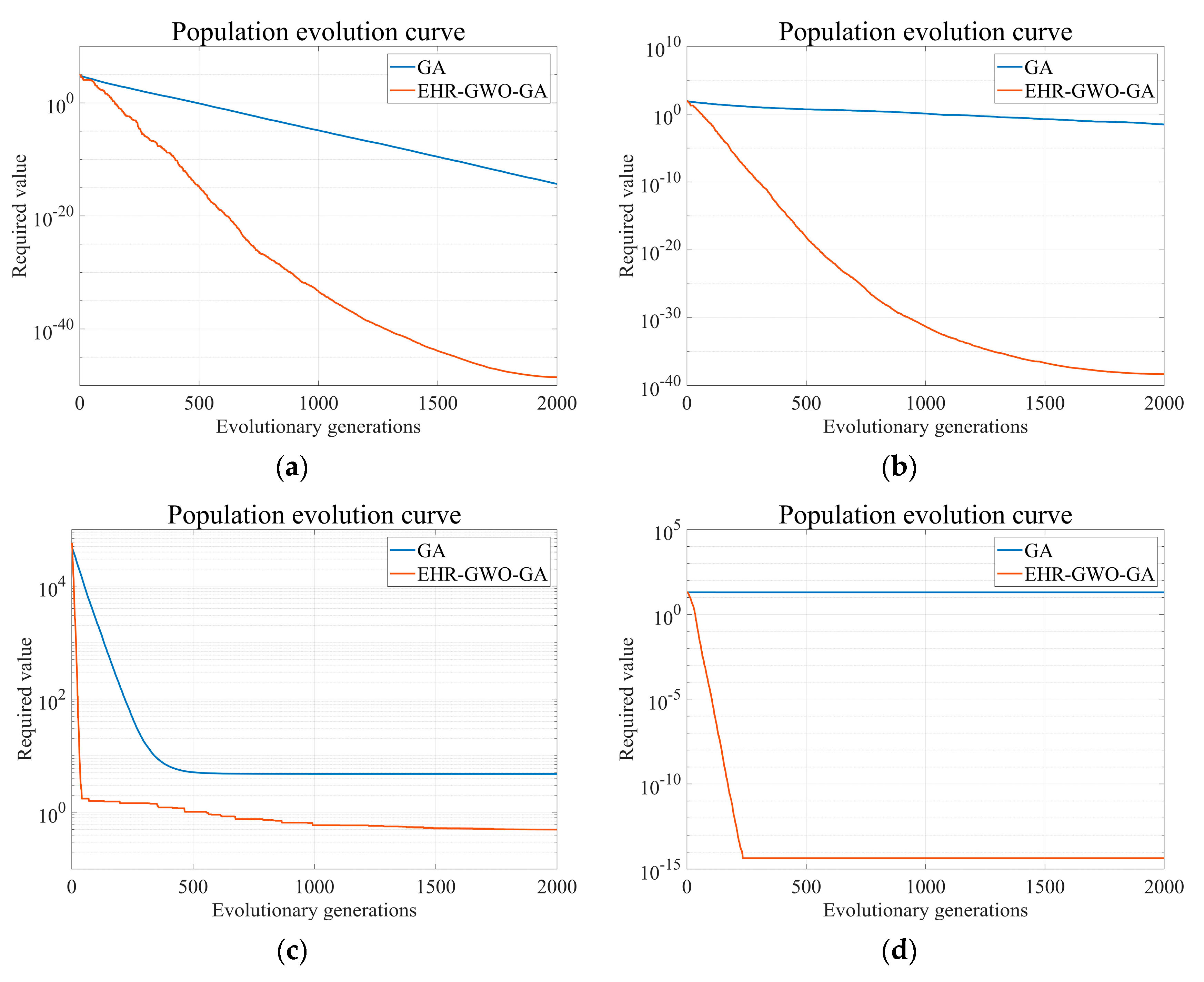
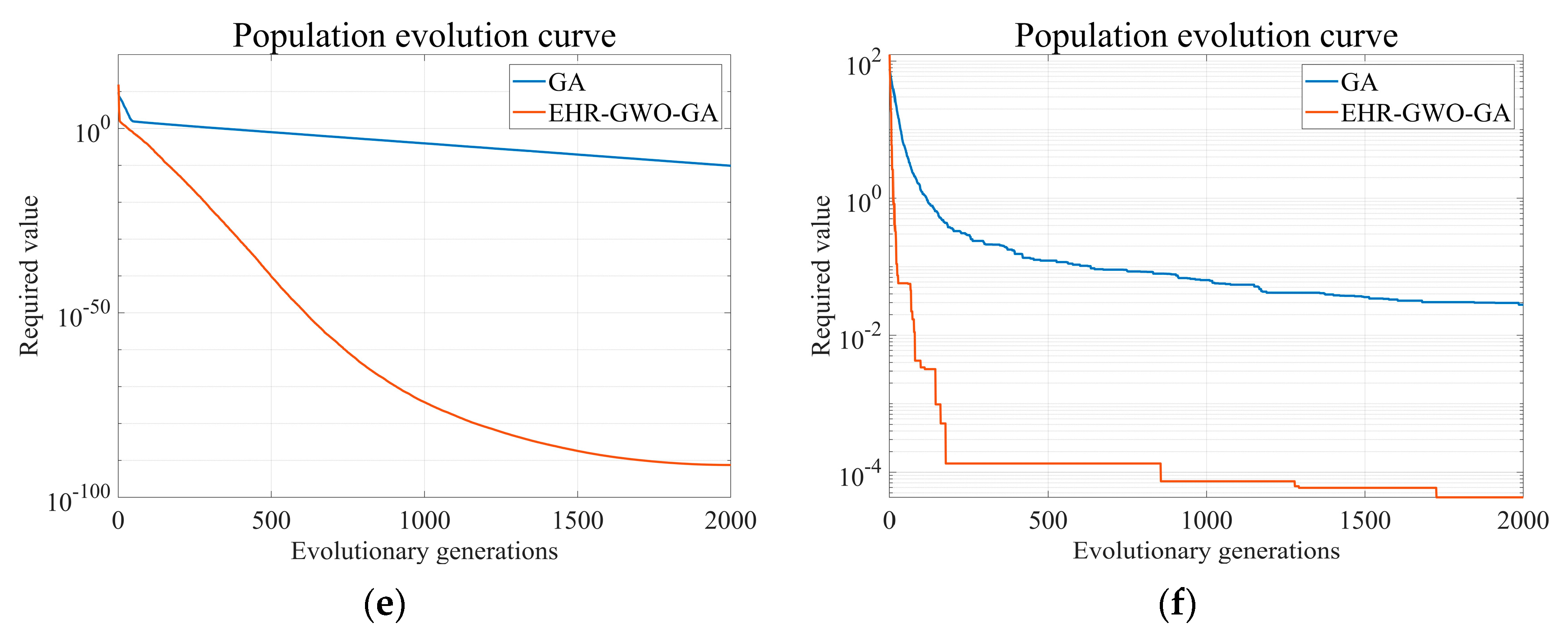
In order to verify the effect of EHR-GWO-GA, six test functions [
38,
39] with two different characteristics are used to test the performance of EHR-GWO-GA and GA from the standard functional test library. The test functions have two different characteristics, and they are unimodal functions:
f1(
x),
f2(
x),
f3(
x),
f5(
x) and multimodal functions:
f4(
x),
f6(
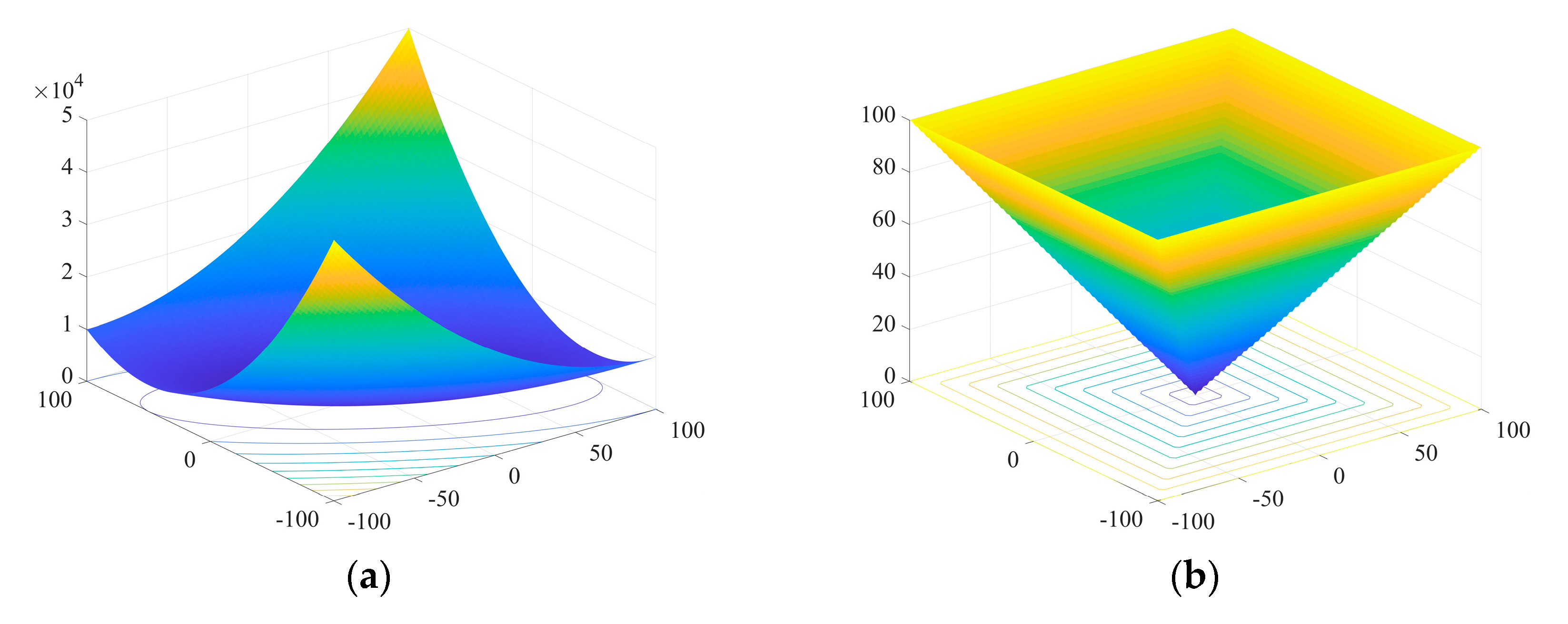
x). The test function diagram and related parameters are shown in
Figure 5a–f and
Table 2, and the convergence curve is shown in
Figure 6a–f.
According to the test results, in the application of f1(x), f2(x), and f5(x), the performance of EHR-GWO-GA is better than that of GA in terms of the accuracy of the optimal solution and the convergence speed. In the application of f3(x), f4(x), and f6(x), EHR-GWO-GA avoids the problem of locally optimal solutions in the process of using GA.
From the convergence curve of each test function, it can be seen that the convergence speed and avoiding falling into local optimal solutions of EHR-GWO-GA have been greatly improved compared with GA.
4. Process Optimization
In this paper, there are three optimization objectives, which are the maximum amount of liquefaction amount, the minimum value of unit energy consumption, and the minimum of exergy loss. The corresponding optimization objective functions are as follows.
The objective function 1 (OF1) is the maximum amount of liquefaction. Since the most direct product of the liquefaction process is LNG, most of the current research focuses more on increasing the amount of liquefaction and also takes increasing the amount of liquefaction as the goal of process optimization. The OF1 is shown in Equation (16):
where
MLNG refers to the molar flow rate of LNG produced.
The objective function 2 (OF2) is the minimum value of unit energy consumption. Unit energy consumption is the ratio of the total energy consumption in the process to the molar flow rate of LNG under normal conditions. Unit energy consumption is the main index for evaluating a liquefaction process, which is usually treated as the objective of process optimization. The OF2 is shown in Equation (17):
where
Wnet refers to the net energy consumption in the process.
Wnet is shown in Equation (18):
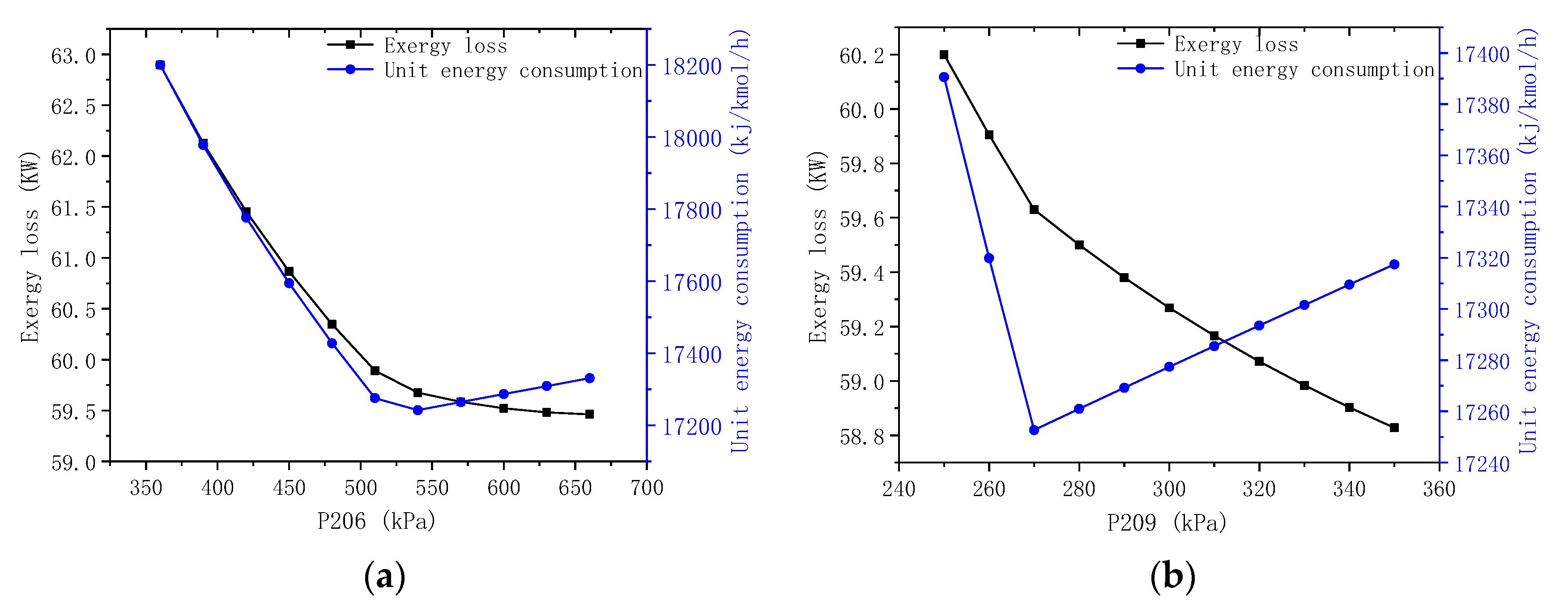
The objective function 3 (OF3) is the minimum of exergy loss. Exergy is a measure of the maximum effective energy that can be extracted when the process flow is balanced with the surrounding environment in a hypothetical reversible process. Reducing the exergy loss in a system is one of the main objectives of liquefaction process optimization. The OF3 is shown in Equation (19):
where
X is shown in Equation (20):
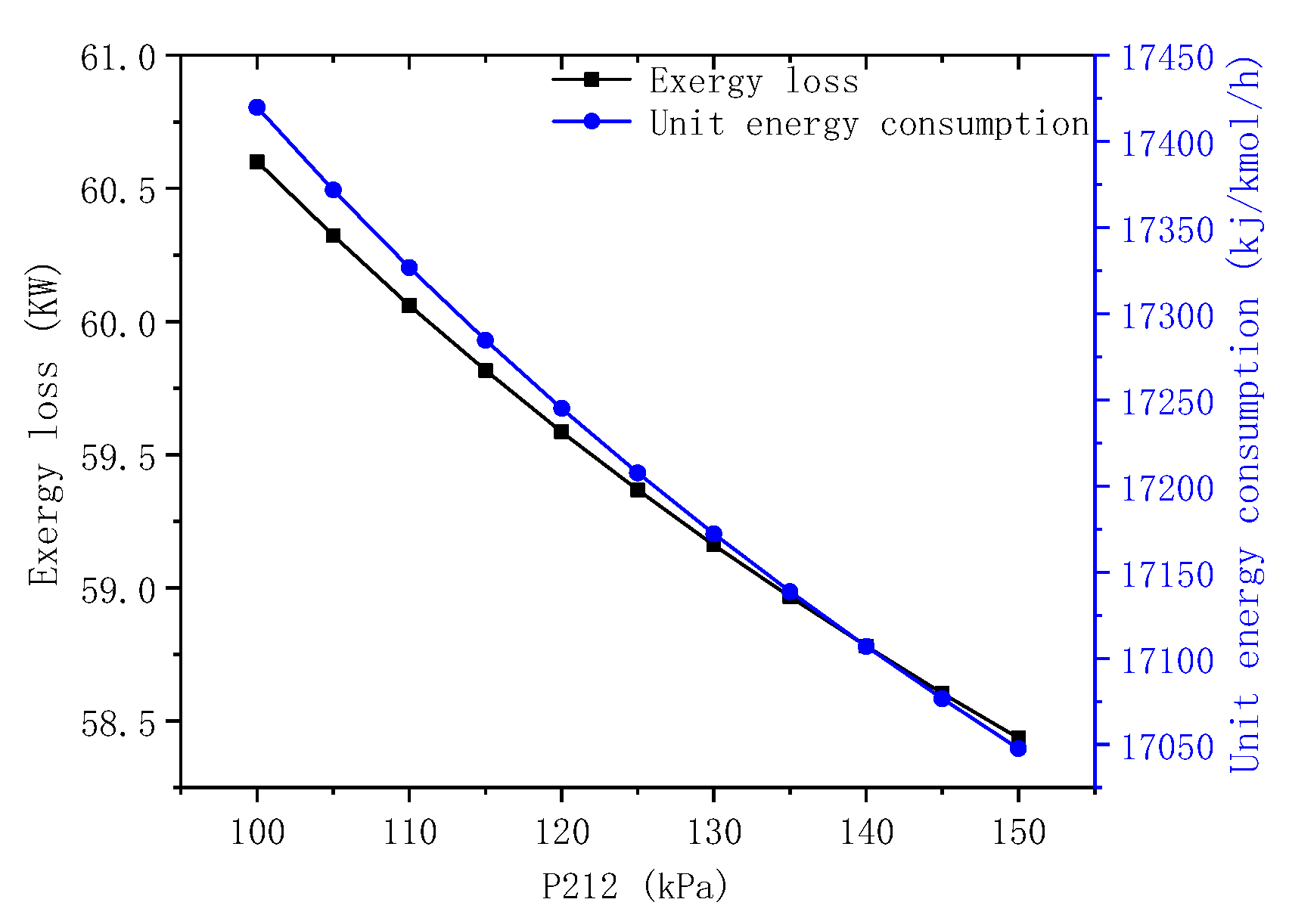
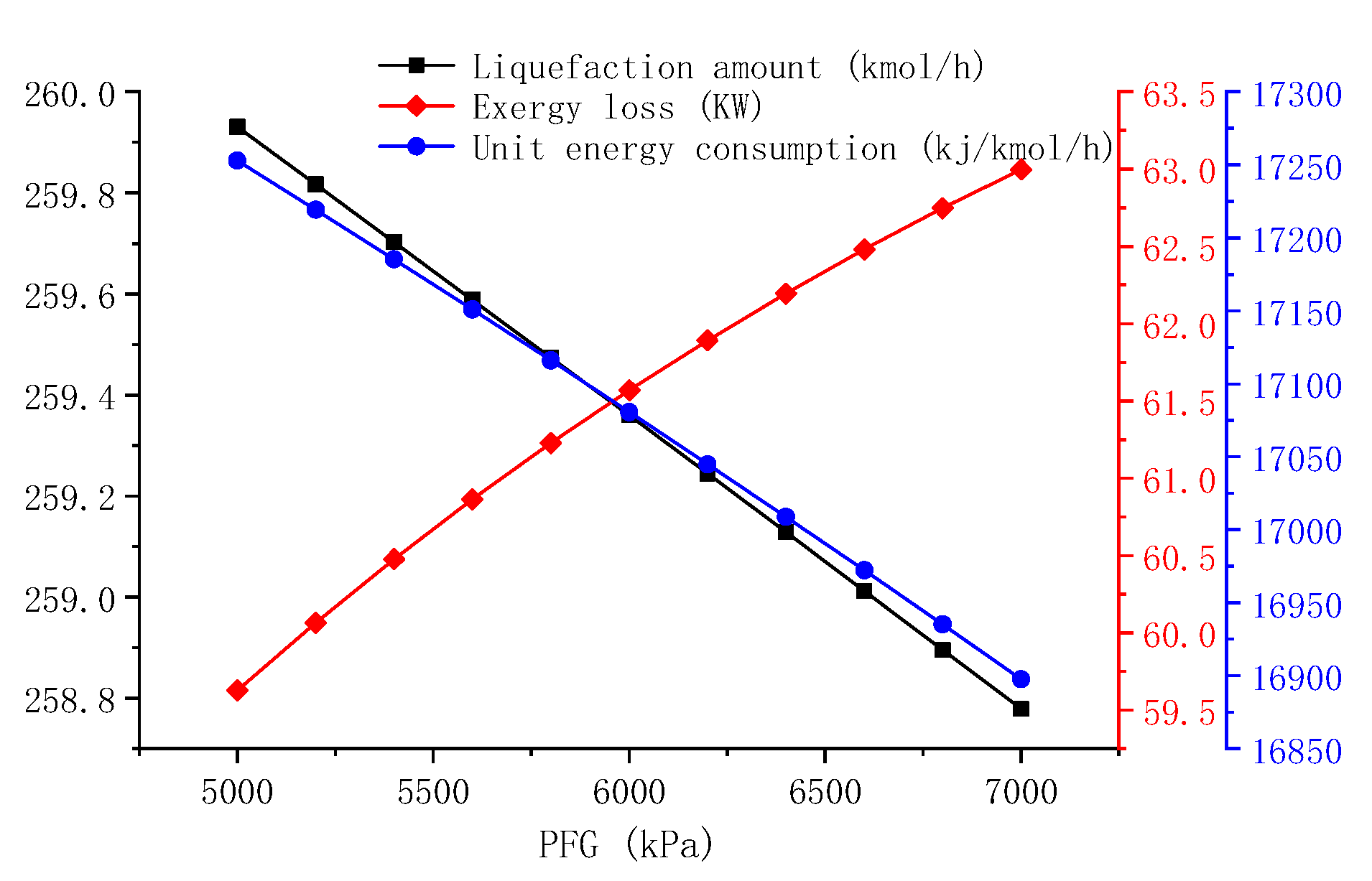
X is the key parameter vector in the liquefaction process; P203, P206, P209 and P212 refer to the main-pressure level, high-pressure level, medium-pressure level and low-pressure level in the liquefaction process, respectively; MC3 and MMR are the mass flow rates of propane and mixed refrigerant, respectively.
The following equipment constraints were established:
- (1)
The isentropic efficiency was kept constant at 75%;
- (2)
The valve inlet/outlet stream must be liquid;
- (3)
Compressor inlet/outlet streams should be vapor;
- (4)
The minimum temperature difference must not exceed 2 °C [
40].
6. Conclusions
In this paper, an improved C3MR process is designed. Then, a new multi-objective optimization strategy, which is named EHR-GWO-GA, is applied to the optimization of the natural gas liquefaction process, maximizing the liquefaction amount, minimizing unit energy consumption and minimizing exergy loss.
Based on the traditional genetic algorithm, this paper proposed a new optimization algorithm called EHR-GWO-GA. This optimization method can be applied to other optimization problems. Therefore, it is highly adaptable to other liquefied natural gas systems. Based on the improvement of the process, the BOG that should be discarded is refluxed to the heat exchanger so that its excellent low-temperature performance can be reused. This idea can be applied to various liquefaction processes.
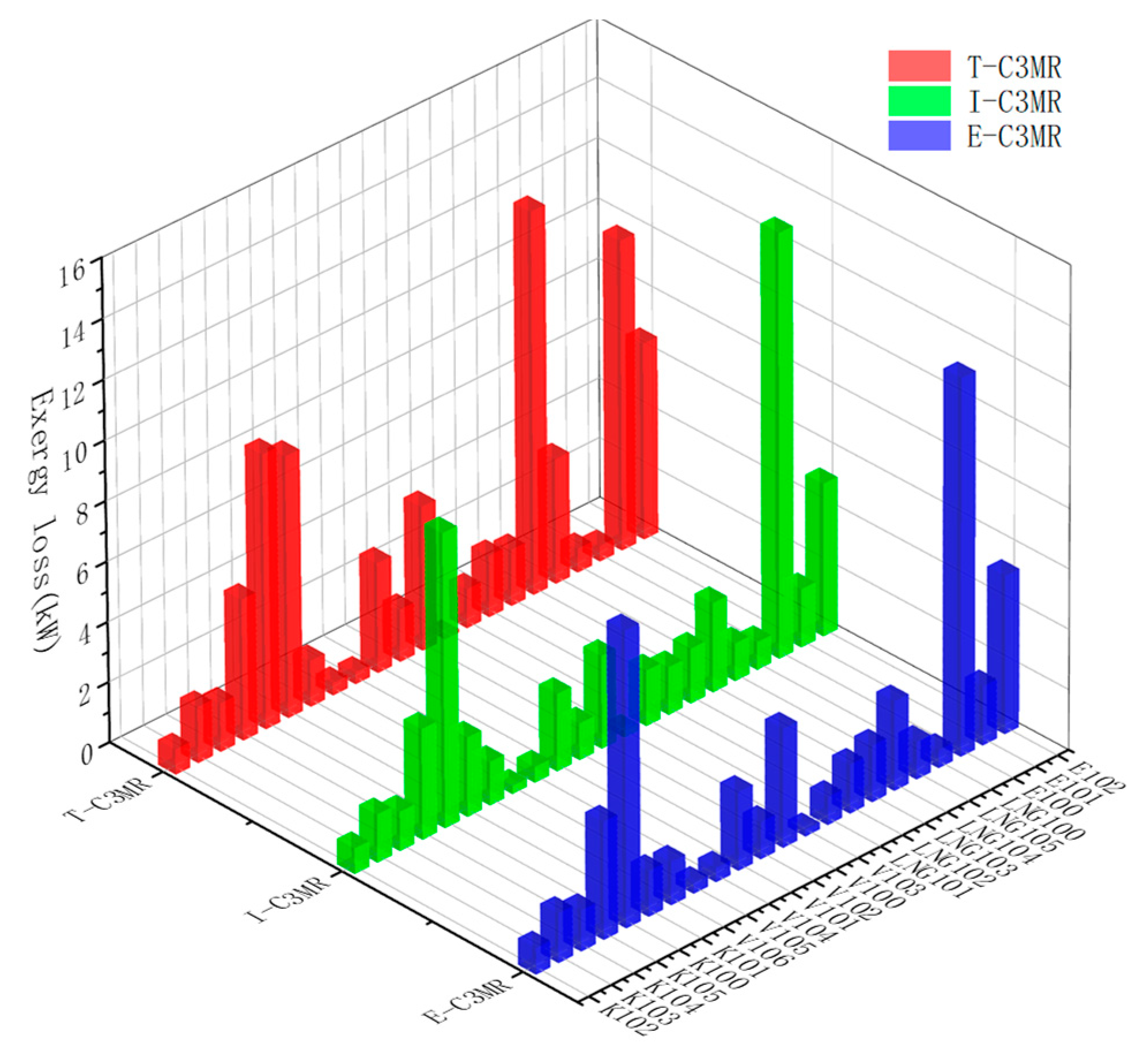
Based on the optimization results, the impact of key variables on unit energy consumption, exergy loss, and liquefaction amount were further investigated. Then, the paper presents an exergy analysis of the system, and compressors and water coolers contribute to the primary proportion of total exergy loss.
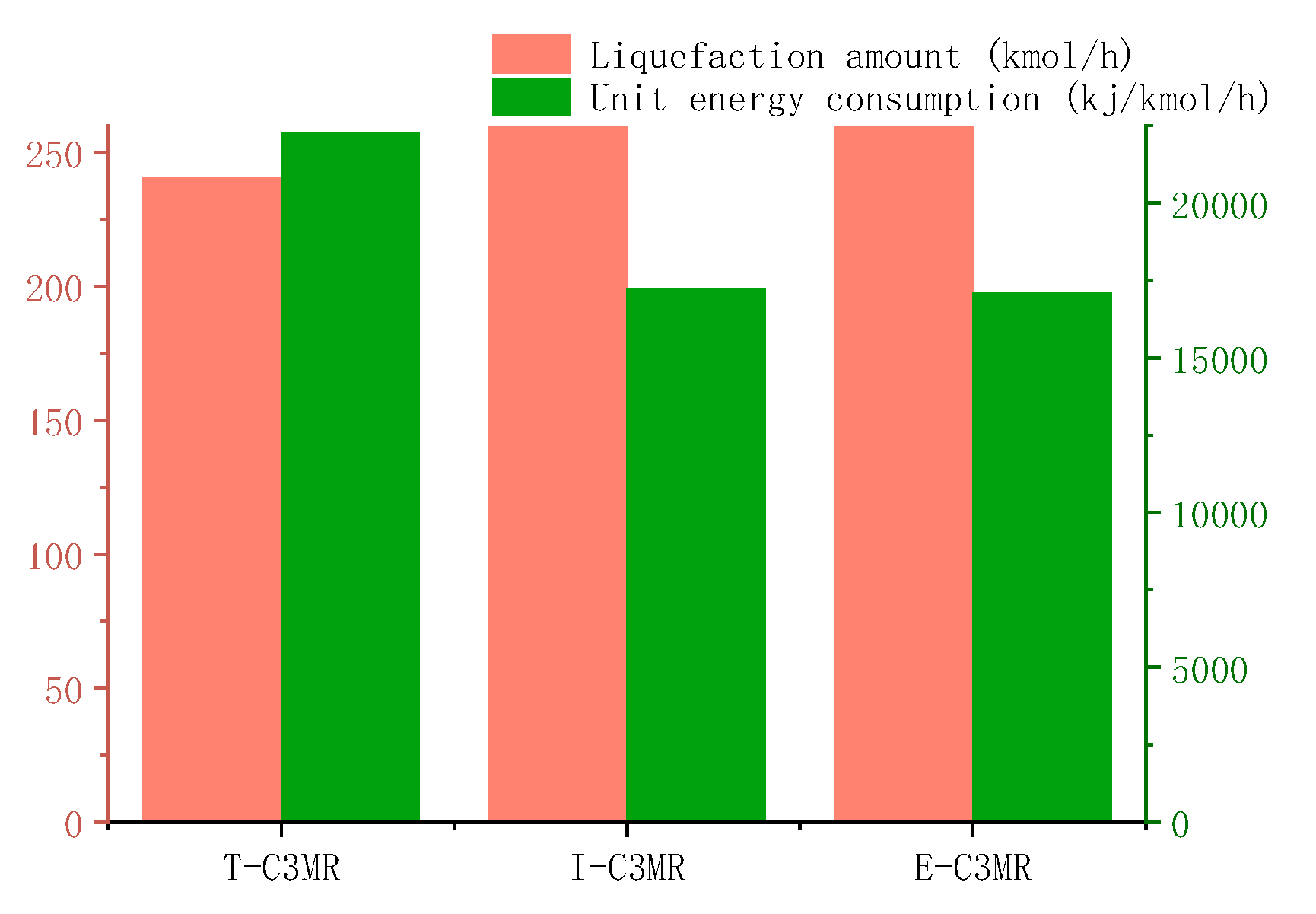
The results show that compared to traditional C3MR (T-C3MR), in improved C3MR based on EHR-GWO-GA (E-C3MR), the liquefaction amount is increased from 240.83 kmol/h to 259.91 kmol/h, and increased the liquefaction amount by about 8%; the unit energy consumption is decreased from 22,263.20 kJ/kmol to 17,086 kJ/kmol, and reduced the unit energy consumption by about 23.3%. The exergy loss is reduced from 79.83 kW to 58.55 kW, which reduces the exergy loss by almost 26.7%.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}