
Post-Production Finishing Processes Utilized in 3D Printing Technologies

 ,
,  ,
,  , and
, and 
Abstract
1. Introduction
2. The Categories of Post-Processing in AM
3. Common Post-Processing Techniques
3.1. Cleaning
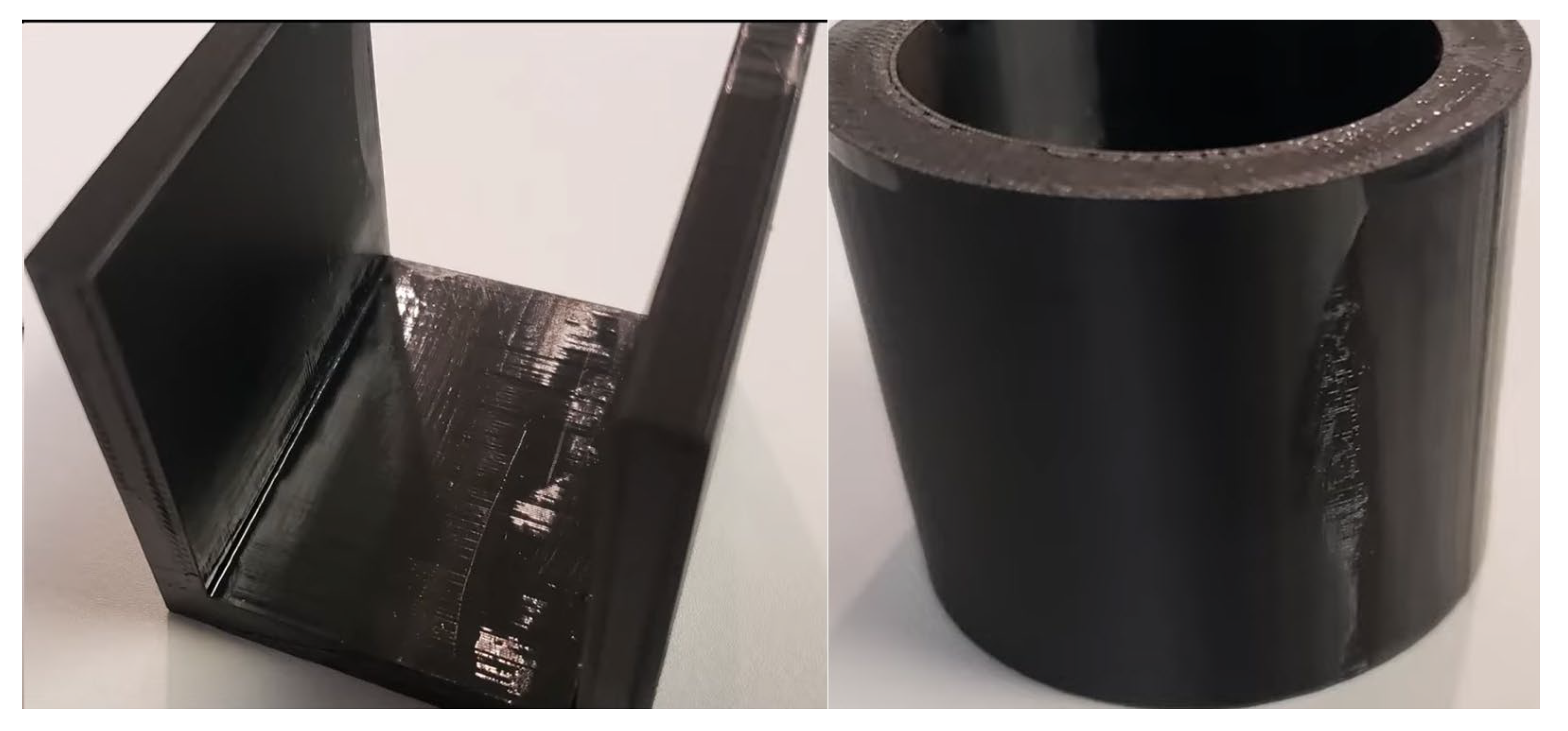
3.2. Surface Finishing
3.3. Heat Treatment
3.4. Support Structures Removal
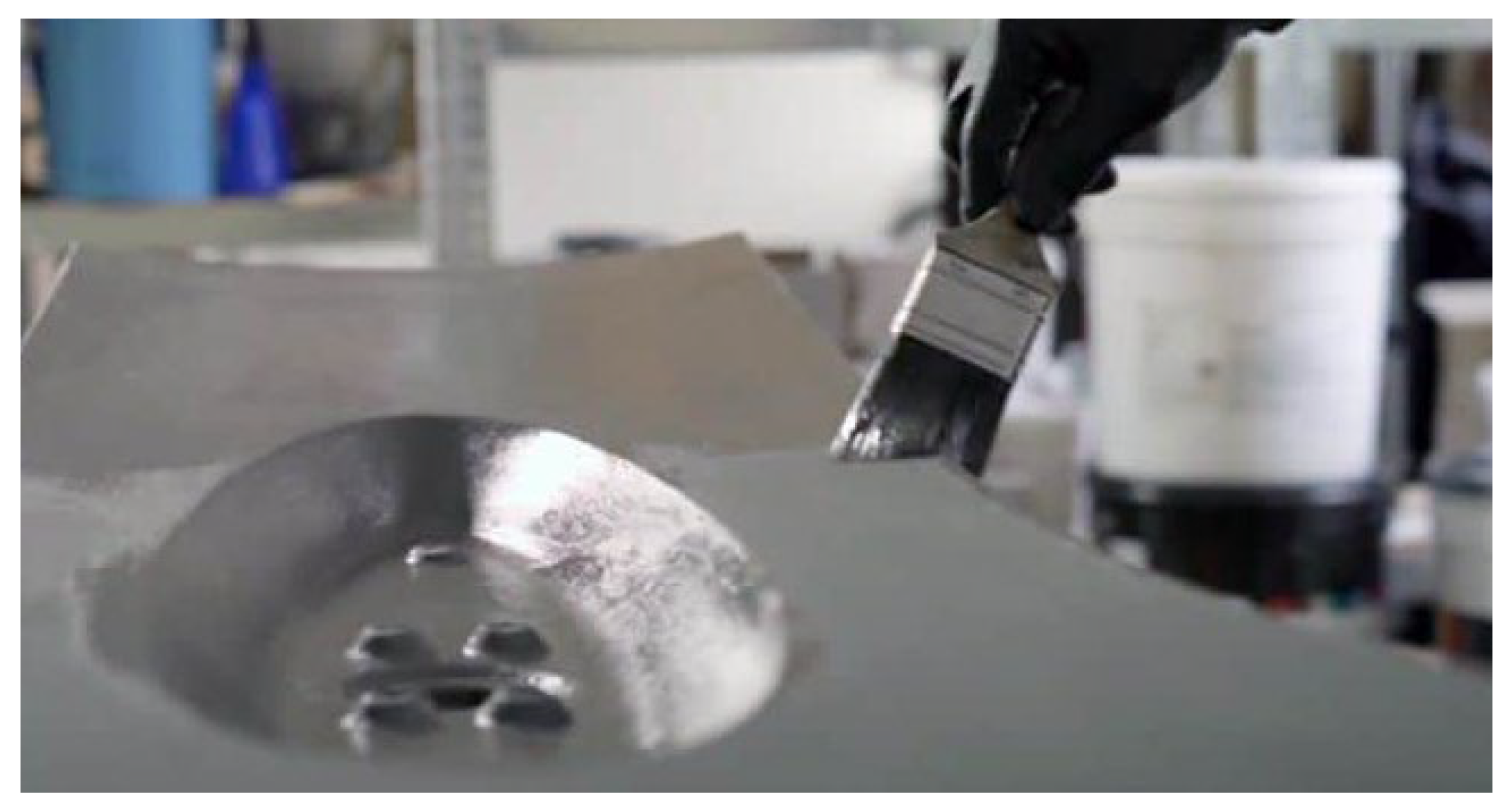
3.5. Surface Coating
3.6. Electropolishing
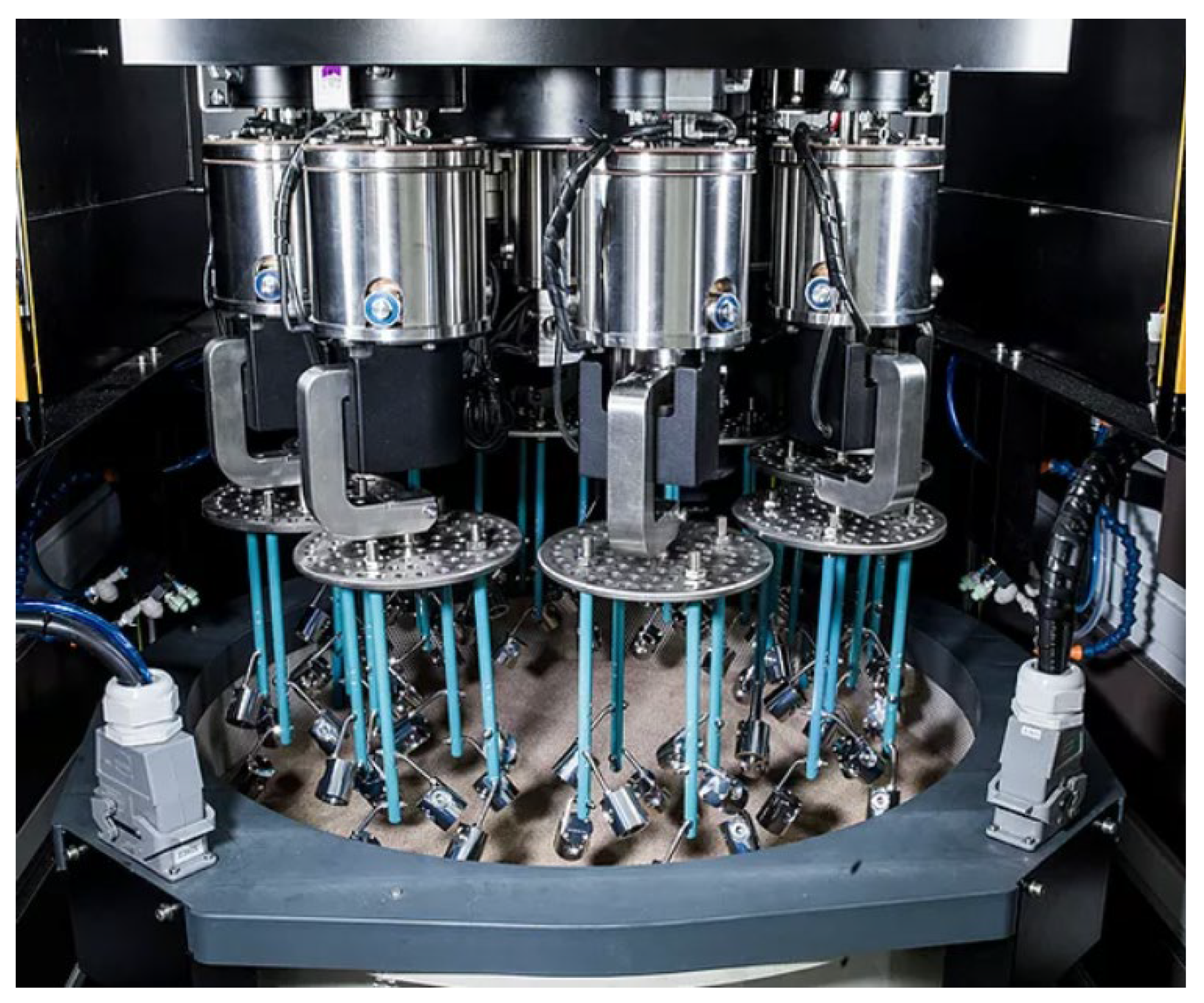
3.7. Ultrasonic Finishing
3.8. Hot Isostatic Pressing (HIP)
4. Challenges and Limitations of Post-Processing Techniques
5. Innovations in Post-Processing Techniques
6. Future Directions and Research Opportunities
7. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kantaros, A.; Ganetsos, T.; Piromalis, D. 4D Printing: Technology Overview and Smart Materials Utilized. J. Mechatron. Robot. 2023, 7, 1–14. [Google Scholar] [CrossRef]
- Shahrubudin, N.; Lee, T.C.; Ramlan, R. An Overview on 3D Printing Technology: Technological, Materials, and Applications. Procedia Manuf. 2019, 35, 1286–1296. [Google Scholar] [CrossRef]
- Kantaros, A.; Soulis, E.; Petrescu, F.I.T.; Ganetsos, T. Advanced Composite Materials Utilized in FDM/FFF 3D Printing Manufacturing Processes: The Case of Filled Filaments. Materials 2023, 16, 6210. [Google Scholar] [CrossRef] [PubMed]
- Kantaros, A.; Ganetsos, T.; Petrescu, F.I.T. Transforming Object Design and Creation: Biomaterials and Contemporary Manufacturing Leading the Way. Biomimetics 2024, 9, 48. [Google Scholar] [CrossRef] [PubMed]
- Joshi, S.C.; Sheikh, A.A. 3D Printing in Aerospace and Its Long-Term Sustainability. Virtual Phys. Prototyp. 2015, 10, 175–185. [Google Scholar] [CrossRef]
- Aimar, A.; Palermo, A.; Innocenti, B. The Role of 3D Printing in Medical Applications: A State of the Art. J. Healthc. Eng. 2019, 2019, 5340616. [Google Scholar] [CrossRef] [PubMed]
- Kantaros, A.; Ganetsos, T. From Static to Dynamic: Smart Materials Pioneering Additive Manufacturing in Regenerative Medicine. Int. J. Mol. Sci. 2023, 24, 15748. [Google Scholar] [CrossRef] [PubMed]
- Vaz, V.M.; Kumar, L. 3D Printing as a Promising Tool in Personalized Medicine. AAPS PharmSciTech 2021, 22, 49. [Google Scholar] [CrossRef]
- Nichols, M.R. How Does the Automotive Industry Benefit from 3D Metal Printing? Met. Powder Rep. 2019, 74, 257–258. [Google Scholar] [CrossRef]
- Savastano, M.; Amendola, C.; D′Ascenzo, F.; Massaroni, E. 3-D Printing in the Spare Parts Supply Chain: An Explorative Study in the Automotive Industry. In Lecture Notes in Information Systems and Organisation; Springer International Publishing: Cham, Switzerland, 2016; pp. 153–170. ISBN 9783319402642. [Google Scholar]
- Piromalis, D.; Kantaros, A. Digital Twins in the Automotive Industry: The Road toward Physical-Digital Convergence. Appl. Syst. Innov. 2022, 5, 65. [Google Scholar] [CrossRef]
- Rael, R.; Fratello, V.S. Printing Architecture: Innovative Recipes for 3D Printing; Chronicle Books: San Francisco, CA, USA, 2018; ISBN 9781616897475. [Google Scholar]
- Ko, C.-H. Constraints and Limitations of Concrete 3D Printing in Architecture. J. Eng. Des. Technol. 2022, 20, 1334–1348. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, M.; Bhandari, B.; Wang, Y. 3D Printing: Printing Precision and Application in Food Sector. Trends Food Sci. Technol. 2017, 69, 83–94. [Google Scholar] [CrossRef]
- Nachal, N.; Moses, J.A.; Karthik, P.; Anandharamakrishnan, C. Applications of 3D Printing in Food Processing. Food Eng. Rev. 2019, 11, 123–141. [Google Scholar] [CrossRef]
- Peeters, B.; Kiratli, N.; Semeijn, J. A Barrier Analysis for Distributed Recycling of 3D Printing Waste: Taking the Maker Movement Perspective. J. Clean. Prod. 2019, 241, 118313. [Google Scholar] [CrossRef]
- Kantaros, A.; Laskaris, N.; Piromalis, D.; Ganetsos, T. Manufacturing Zero-Waste COVID-19 Personal Protection Equipment: A Case Study of Utilizing 3D Printing While Employing Waste Material Recycling. Circ. Econ. Sustain. 2021, 1, 851–869. [Google Scholar] [CrossRef] [PubMed]
- Abdoli, H.; Diegel, O.; Bickerton, S. Surface Topology Modification Using 3D Printing Techniques to Enhance the Interfacial Bonding Strength between Polymer Substrates and Prepreg Carbon Fibre-Reinforced Polymers. Int. J. Adv. Manuf. Technol. 2024, 131, 1867–1878. [Google Scholar] [CrossRef]
- Kantaros, A.; Diegel, O.; Piromalis, D.; Tsaramirsis, G.; Khadidos, A.O.; Khadidos, A.O.; Khan, F.Q.; Jan, S. 3D Printing: Making an Innovative Technology Widely Accessible through Makerspaces and Outsourced Services. Mater. Today 2022, 49, 2712–2723. [Google Scholar] [CrossRef]
- Stansbury, J.W.; Idacavage, M.J. 3D Printing with Polymers: Challenges among Expanding Options and Opportunities. Dent. Mater. 2016, 32, 54–64. [Google Scholar] [CrossRef]
- Antreas, K.; Piromalis, D. Employing a Low-Cost Desktop 3D Printer: Challenges, and How to Overcome Them by Tuning Key Process Parameters. Int. J. Mech. Appl. 2021, 10, 11–19. [Google Scholar] [CrossRef]
- Karakurt, I.; Lin, L. 3D Printing Technologies: Techniques, Materials, and Post-Processing. Curr. Opin. Chem. Eng. 2020, 28, 134–143. [Google Scholar] [CrossRef]
- Lee, S.K.; Department of Mechanical Engineering, Inha University; Kim, Y.R.; Kim, S.H.; Kim, J.H. Investigation of the internal stress relaxation in FDM 3D printing: Annealing conditions. J. Korean Soc. Manuf. Process Eng. 2018, 17, 130–136. [Google Scholar] [CrossRef]
- Baran, E.; Erbil, H. Surface Modification of 3D Printed PLA Objects by Fused Deposition Modeling: A Review. Colloids Interfaces 2019, 3, 43. [Google Scholar] [CrossRef]
- Dizon, J.R.C.; Gache, C.C.L.; Cascolan, H.M.S.; Cancino, L.T.; Advincula, R.C. Post-Processing of 3D-Printed Polymers. Technologies 2021, 9, 61. [Google Scholar] [CrossRef]
- Du Preez, S.; Johnson, A.; LeBouf, R.F.; Linde, S.J.L.; Stefaniak, A.B.; Du Plessis, J. Exposures during Industrial 3-D Printing and Post-Processing Tasks. Rapid Prototyp. J. 2018, 24, 865–871. [Google Scholar] [CrossRef]
- Melenka, G.W.; Schofield, J.S.; Dawson, M.R.; Carey, J.P. Evaluation of Dimensional Accuracy and Material Properties of the MakerBot 3D Desktop Printer. Rapid Prototyp. J. 2015, 21, 618–627. [Google Scholar] [CrossRef]
- Islam, M.N.; Boswell, B.; Pramanik, A. An Investigation of Dimensional Accuracy of Parts Produced by Three-Dimensional Printing. In Proceedings of the World Congress on Engineering 2013 IAENG, London, UK, 3–5 July 2013; pp. 522–525. [Google Scholar]
- Wang, W.M.; Zanni, C.; Kobbelt, L. Improved Surface Quality in 3D Printing by Optimizing the Printing Direction. Comput. Graph. Forum 2016, 35, 59–70. [Google Scholar] [CrossRef]
- Arnold, C.; Monsees, D.; Hey, J.; Schweyen, R. Surface Quality of 3D-Printed Models as a Function of Various Printing Parameters. Materials 2019, 12, 1970. [Google Scholar] [CrossRef] [PubMed]
- Woern, A.; Byard, D.; Oakley, R.; Fiedler, M.; Snabes, S.; Pearce, J. Fused Particle Fabrication 3-D Printing: Recycled Materials’ Optimization and Mechanical Properties. Materials 2018, 11, 1413. [Google Scholar] [CrossRef]
- Valvez, S.; Silva, A.P.; Reis, P.N.B. Optimization of Printing Parameters to Maximize the Mechanical Properties of 3D-Printed PETG-Based Parts. Polymers 2022, 14, 2564. [Google Scholar] [CrossRef]
- Sagias, V.D.; Giannakopoulos, K.I.; Stergiou, C. Mechanical Properties of 3D Printed Polymer Specimens. Procedia Struct. Integr. 2018, 10, 85–90. [Google Scholar] [CrossRef]
- Kantaros, A.; Karalekas, D. FBG Based in Situ Characterization of Residual Strains in FDM Process. In Residual Stress, Thermomechanics & Infrared Imaging, Hybrid Techniques and Inverse Problems; Springer International Publishing: Cham, Switzerland, 2014; Volume 8, pp. 333–337. ISBN 9783319008752. [Google Scholar]
- Tsintavi, E.; Rekkas, D.M.; Bettini, R. Partial Tablet Coating by 3D Printing. Int. J. Pharm. 2020, 581, 119298. [Google Scholar] [CrossRef] [PubMed]
- Adarkwa, E.; Roy, A.; Ohodnicki, J.; Lee, B.; Kumta, P.N.; Desai, S. 3D Printing of Drug-Eluting Bioactive Multifunctional Coatings for Orthopedic Applications. Int. J. Bioprinting 2023, 9, 661. [Google Scholar] [CrossRef]
- Liu, J.; Mohd Rafiq, N.B.; Wong, L.M.; Wang, S. Surface Treatment and Bioinspired Coating for 3D-Printed Implants. Front. Chem. 2021, 9, 768007. [Google Scholar] [CrossRef]
- Balogun, H.A.; Sulaiman, R.; Marzouk, S.S.; Giwa, A.; Hasan, S.W. 3D Printing and Surface Imprinting Technologies for Water Treatment: A Review. J. Water Process Eng. 2019, 31, 100786. [Google Scholar] [CrossRef]
- Piedra-Cascón, W.; Krishnamurthy, V.R.; Att, W.; Revilla-León, M. 3D Printing Parameters, Supporting Structures, Slicing, and Post-Processing Procedures of Vat-Polymerization Additive Manufacturing Technologies: A Narrative Review. J. Dent. 2021, 109, 103630. [Google Scholar] [CrossRef] [PubMed]
- Geng, P.; Zhao, J.; Wu, W.; Wang, Y.; Wang, B.; Wang, S.; Li, G. Effect of Thermal Processing and Heat Treatment Condition on 3D Printing PPS Properties. Polymers 2018, 10, 875. [Google Scholar] [CrossRef] [PubMed]
- Monkova, K.; Zetkova, I.; Kučerová, L.; Zetek, M.; Monka, P.; Daňa, M. Study of 3D Printing Direction and Effects of Heat Treatment on Mechanical Properties of MS1 Maraging Steel. Arch. Appl. Mech. 2019, 89, 791–804. [Google Scholar] [CrossRef]
- Žigon, J.; Kariž, M.; Pavlič, M. Surface Finishing of 3D-Printed Polymers with Selected Coatings. Polymers 2020, 12, 2797. [Google Scholar] [CrossRef]
- Basha, S.M.; Bhuyan, M.; Basha, M.M.; Venkaiah, N.; Sankar, M.R. Laser Polishing of 3D Printed Metallic Components: A Review on Surface Integrity. Mater. Today 2020, 26, 2047–2054. [Google Scholar] [CrossRef]
- Leon-Cardenas, C.; Ferretti, P.; Santi, G.M.; Alessandri, G.; Cristofori, M. Replicability Assessment of a 3D-Printed Mold with Advanced Polymers and Chemical Smoothing. Available online: https://ieomsociety.org/proceedings/2022istanbul/327.pdf (accessed on 14 November 2023).
- Moczadlo, M.; Chen, Q.; Cheng, X.; Smith, Z.J.; Caldona, E.B.; Advincula, R.C. On the 3D Printing of Polypropylene and Post-Processing Optimization of Thermomechanical Properties. MRS Commun. 2023, 13, 169–176. [Google Scholar] [CrossRef]
- Mushtaq, R.T.; Wang, Y.; Khan, A.M.; Rehman, M.; Li, X.; Sharma, S. A Post-Processing Laser Polishing Method to Improve Process Performance of 3D Printed New Industrial Nylon-6 Polymer. J. Manuf. Process. 2023, 101, 546–560. [Google Scholar] [CrossRef]
- Mayer, J.; Stawarczyk, B.; Vogt, K.; Hickel, R.; Edelhoff, D.; Reymus, M. Influence of Cleaning Methods after 3D Printing on Two-Body Wear and Fracture Load of Resin-Based Temporary Crown and Bridge Material. Clin. Oral Investig. 2021, 25, 5987–5996. [Google Scholar] [CrossRef]
- Lambiase, F.; Genna, S.; Leone, C. Laser Finishing of 3D Printed Parts Produced by Material Extrusion. Opt. Lasers Eng. 2020, 124, 105801. [Google Scholar] [CrossRef]
- Jayanth, N.; Jaswanthraj, K.; Sandeep, S.; Mallaya, N.H.; Siddharth, S.R. Effect of Heat Treatment on Mechanical Properties of 3D Printed PLA. J. Mech. Behav. Biomed. Mater. 2021, 123, 104764. [Google Scholar] [CrossRef]
- Doh, R.-M.; Kim, J.-E.; Nam, N.-E.; Shin, S.-H.; Lim, J.-H.; Shim, J.-S. Evaluation of Dimensional Changes during Postcuring of a Three-Dimensionally Printed Denture Base According to the Curing Time and the Time of Removal of the Support Structure: An in Vitro Study. Appl. Sci. 2021, 11, 10000. [Google Scholar] [CrossRef]
- Haidiezul, A.H.M.; Aiman, A.F.; Bakar, B. Surface Finish Effects Using Coating Method on 3D Printing (FDM) Parts. IOP Conf. Ser. Mater. Sci. Eng. 2018, 318, 012065. [Google Scholar] [CrossRef]
- Yegyan Kumar, A.; Bai, Y.; Eklund, A.; Williams, C.B. The Effects of Hot Isostatic Pressing on Parts Fabricated by Binder Jetting Additive Manufacturing. Addit. Manuf. 2018, 24, 115–124. [Google Scholar] [CrossRef]
- Jiang, S.; Guo, D.; Zhang, L.; Li, K.; Song, B.; Huang, Y. Electropolishing-Enhanced, High-Precision 3D Printing of Metallic Pentamode Metamaterials. Mater. Des. 2022, 223, 111211. [Google Scholar] [CrossRef]
- Wu, Y.; Wang, H.; Zheng, Z.; Li, X. Design of the 3D Printer Nozzle Cleaning System. J. Phys. Conf. Ser. 2023, 2450, 012043. [Google Scholar] [CrossRef]
- Kumbhakar, P.; Ambekar, R.S.; Mahapatra, P.L.; Sekhar Tiwary, C. Quantifying Instant Water Cleaning Efficiency Using Zinc Oxide Decorated Complex 3D Printed Porous Architectures. J. Hazard. Mater. 2021, 418, 126383. [Google Scholar] [CrossRef]
- Fleischer, J.C.; Diehl, J.C.; Wauben, L.S.G.L.; Dankelman, J. The Effect of Chemical Cleaning on Mechanical Properties of Three-Dimensional Printed Polylactic Acid. J. Med. Device. 2020, 14, 011109. [Google Scholar] [CrossRef] [PubMed]
- Neff, C.; Trapuzzano, M.; Crane, N.B. Impact of Vapor Polishing on Surface Roughness and Mechanical Properties for 3D Printed ABS. Rapid Prototyp. J. 2016, 24, 501–508. [Google Scholar] [CrossRef]
- Tuazon, B.J.; Espino, M.T.; Dizon, J.R.C. Investigation on the Effects of Acetone Vapor-Polishing to Fracture Behavior of ABS Printed Materials at Different Operating Temperature. Mater. Sci. Forum 2020, 1005, 141–149. [Google Scholar] [CrossRef]
- Li, Z.; Liu, C.; Wang, B.; Wang, C.; Wang, Z.; Yang, F.; Gao, C.; Liu, H.; Qin, Y.; Wang, J. Heat Treatment Effect on the Mechanical Properties, Roughness and Bone Ingrowth Capacity of 3D Printing Porous Titanium Alloy. RSC Adv. 2018, 8, 12471–12483. [Google Scholar] [CrossRef] [PubMed]
- 3D Printing Pro. Annealing: How to Improve Your 3D Prints. Available online: https://www.youtube.com/watch?v=6YlGjEY7u38 (accessed on 5 February 2024).
- Guduru, K.K.; Srinivasu, G. Effect of Post Treatment on Tensile Properties of Carbon Reinforced PLA Composite by 3D Printing. Mater. Today 2020, 33, 5403–5407. [Google Scholar] [CrossRef]
- Elkaseer, A.; Chen, K.J.; Janhsen, J.C.; Refle, O.; Hagenmeyer, V.; Scholz, S.G. Material Jetting for Advanced Applications: A State-of-the-Art Review, Gaps and Future Directions. Addit. Manuf. 2022, 60, 103270. [Google Scholar] [CrossRef]
- Ni, J.; Ling, H.; Zhang, S.; Wang, Z.; Peng, Z.; Benyshek, C.; Zan, R.; Miri, A.K.; Li, Z.; Zhang, X.; et al. Three-Dimensional Printing of Metals for Biomedical Applications. Mater. Today Bio 2019, 3, 100024. [Google Scholar] [CrossRef]
- Davoodi, E.; Montazerian, H.; Haghniaz, R.; Rashidi, A.; Ahadian, S.; Sheikhi, A.; Chen, J.; Khademhosseini, A.; Milani, A.S.; Hoorfar, M.; et al. 3D-Printed Ultra-Robust Surface-Doped Porous Silicone Sensors for Wearable Biomonitoring. ACS Nano 2020, 14, 1520–1532. [Google Scholar] [CrossRef]
- Zhu, J.; Chen, J.L.; Lade, R.K., Jr.; Suszynski, W.J.; Francis, L.F. Water-Based Coatings for 3D Printed Parts. J. Coat. Technol. Res. 2015, 12, 889–897. [Google Scholar] [CrossRef]
- Lassègue, P.; Salvan, C.; De Vito, E.; Soulas, R.; Herbin, M.; Hemberg, A.; Godfroid, T.; Baffie, T.; Roux, G. Laser Powder Bed Fusion (L-PBF) of Cu and CuCrZr Parts: Influence of an Absorptive Physical Vapor Deposition (PVD) Coating on the Printing Process. Addit. Manuf. 2021, 39, 101888. [Google Scholar] [CrossRef]
- Baux, A.; Jacques, S.; Allemand, A.; Vignoles, G.L.; David, P.; Piquero, T.; Stempin, M.-P.; Chollon, G. Complex Geometry Macroporous SiC Ceramics Obtained by 3D-Printing, Polymer Impregnation and Pyrolysis (PIP) and Chemical Vapor Deposition (CVD). J. Eur. Ceram. Soc. 2021, 41, 3274–3284. [Google Scholar] [CrossRef]
- Nan Kuo, C.; Wang, Y.P.; Chua, C.K. Effect of Electropolishing on Mechanical Property Enhancement of Ti6Al4V Porous Materials Fabricated by Selective Laser Melting. Virtual Phys. Prototyp. 2022, 17, 919–931. [Google Scholar] [CrossRef]
- Shrivastava, A.; Anand Kumar, S.; Nagesha, B.K.; Suresh, T.N. Electropolishing of Inconel 718 Manufactured by Laser Powder Bed Fusion: Effect of Heat Treatment on Hardness, 3D Surface Topography and Material Ratio Curve. Opt. Laser Technol. 2021, 144, 107448. [Google Scholar] [CrossRef]
- Proto3000. The Benefits of Electropolishing for 3D Printed Metal Parts. Available online: https://proto3000.com/3d-printing/the-benefits-of-electropolishing-for-3d-printed-metal-parts/ (accessed on 21 November 2023).
- Mohammadian, N.; Turenne, S.; Brailovski, V. Electropolishing of Laser Powder Bed-Fused IN625 Components in an Ionic Electrolyte. J. Manuf. Mater. Process. 2019, 3, 86. [Google Scholar] [CrossRef]
- Verhaagen, B.; Zanderink, T.; Fernandez Rivas, D. Ultrasonic Cleaning of 3D Printed Objects and Cleaning Challenge Devices. Appl. Acoust. 2016, 103, 172–181. [Google Scholar] [CrossRef]
- Maidin, S.; Muhamad, M.; Pei, E. Feasibility Study of Ultrasonic Frequency Application on Fdm to Improve Parts Surface Finish. J. Teknol. 2015, 77, 27–35. [Google Scholar] [CrossRef]
- Wahab Hashmi, A.; Singh Mali, H.; Meena, A. Design and Fabrication of a Low-Cost One-Way Abrasive Flow Finishing Set-up Using 3D Printed Parts. Mater. Today 2022, 62, 7554–7563. [Google Scholar] [CrossRef]
- Chen, L.; Fu, Z.; Chen, W.; Chen, Z.; Xiong, W.; Zhu, D.; Lavernia, E.J. Enhancing Mechanical Properties and Electrochemical Behavior of Equiatomic FeNiCoCr High-Entropy Alloy through Sintering and Hot Isostatic Pressing for Binder Jet 3D Printing. Addit. Manuf. 2024, 81, 103999. [Google Scholar] [CrossRef]
- Benzing, J.; Hrabe, N.; Quinn, T.; White, R.; Rentz, R.; Ahlfors, M. Hot Isostatic Pressing (HIP) to Achieve Isotropic Microstructure and Retain As-Built Strength in an Additive Manufacturing Titanium Alloy (Ti-6Al-4V). Mater. Lett. 2019, 257, 126690. [Google Scholar] [CrossRef]
- Kumar, A.; Bai, Y.; Eklund, A.; Williams, C.B. Effects of Hot Isostatic Pressing on Copper Parts Fabricated via Binder Jetting. Procedia Manuf. 2017, 10, 935–944. [Google Scholar] [CrossRef]
- Xu, Z.; Zou, B.; Ding, S.; Zhuang, Y.; Wang, X. Study on the Hot Isostatic Pressing Post-Treatment of FDM-3D Printed Continuous Carbon Fiber Reinforced Composites. J. Manuf. Process. 2023, 104, 205–217. [Google Scholar] [CrossRef]
- Pagac, M.; Hajnys, J.; Ma, Q.-P.; Jancar, L.; Jansa, J.; Stefek, P.; Mesicek, J. A Review of Vat Photopolymerization Technology: Materials, Applications, Challenges, and Future Trends of 3D Printing. Polymers 2021, 13, 598. [Google Scholar] [CrossRef] [PubMed]
- Isostatic Pressing. Available online: https://www.mpif.org/IntrotoPM/Processes/IsostaticPressing.aspx (accessed on 5 February 2024).
- Bahraminasab, M. Challenges on Optimization of 3D-Printed Bone Scaffolds. Biomed. Eng. Online 2020, 19, 69. [Google Scholar] [CrossRef] [PubMed]
- Laplume, A.O.; Petersen, B.; Pearce, J.M. Global Value Chains from a 3D Printing Perspective. J. Int. Bus. Stud. 2016, 47, 595–609. [Google Scholar] [CrossRef]
- Available online: https://joint-research-centre.ec.europa.eu/system/files/2021-06/jrc125612.pdf (accessed on 21 November 2023).
- Pearce, J.M. Economic Savings for Scientific Free and Open Source Technology: A Review. HardwareX 2020, 8, e00139. [Google Scholar] [CrossRef] [PubMed]
- Han, Y.; Yang, Z.; Ding, T.; Xiao, J. Environmental and Economic Assessment on 3D Printed Buildings with Recycled Concrete. J. Clean. Prod. 2021, 278, 123884. [Google Scholar] [CrossRef]
- Rafiee, M.; Farahani, R.D.; Therriault, D. Multi-Material 3D and 4D Printing: A Survey. Adv. Sci. 2020, 7, 1902307. [Google Scholar] [CrossRef] [PubMed]
- Goh, G.L.; Zhang, H.; Chong, T.H.; Yeong, W.Y. 3D Printing of Multilayered and Multimaterial Electronics: A Review. Adv. Electron. Mater. 2021, 7, 2100445. [Google Scholar] [CrossRef]
- Keshan Balavandy, S.; Li, F.; Macdonald, N.P.; Maya, F.; Townsend, A.T.; Frederick, K.; Guijt, R.M.; Breadmore, M.C. Scalable 3D Printing Method for the Manufacture of Single-Material Fluidic Devices with Integrated Filter for Point of Collection Colourimetric Analysis. Anal. Chim. Acta 2021, 1151, 238101. [Google Scholar] [CrossRef]
- Jiménez, M.; Romero, L.; Domínguez, I.A.; Espinosa, M.d.M.; Domínguez, M. Additive Manufacturing Technologies: An Overview about 3D Printing Methods and Future Prospects. Complexity 2019, 2019, 9656938. [Google Scholar] [CrossRef]
- Paraskevoudis, K.; Karayannis, P.; Koumoulos, E.P. Real-Time 3D Printing Remote Defect Detection (Stringing) with Computer Vision and Artificial Intelligence. Processes 2020, 8, 1464. [Google Scholar] [CrossRef]
- Chen, J.V.; Tanaka, K.S.; Dang, A.B.C.; Dang, A. Identifying a Commercially-Available 3D Printing Process That Minimizes Model Distortion after Annealing and Autoclaving and the Effect of Steam Sterilization on Mechanical Strength. 3D Print. Med. 2020, 6, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Bhandari, S.; Lopez-Anido, R.A.; Gardner, D.J. Enhancing the Interlayer Tensile Strength of 3D Printed Short Carbon Fiber Reinforced PETG and PLA Composites via Annealing. Addit. Manuf. 2019, 30, 100922. [Google Scholar] [CrossRef]
- Lee, K.-M.; Park, H.; Kim, J.; Chun, D.-M. Fabrication of a Superhydrophobic Surface Using a Fused Deposition Modeling (FDM) 3D Printer with Poly Lactic Acid (PLA) Filament and Dip Coating with Silica Nanoparticles. Appl. Surf. Sci. 2019, 467–468, 979–991. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Reinicke, T. On the Environmental Impacts of 3D Printing Technology. Appl. Mater. Today 2020, 20, 100689. [Google Scholar] [CrossRef]
- Rojek, I.; Mikołajewski, D.; Dostatni, E.; Macko, M. AI-Optimized Technological Aspects of the Material Used in 3D Printing Processes for Selected Medical Applications. Materials 2020, 13, 5437. [Google Scholar] [CrossRef] [PubMed]
- Portoacă, A.I.; Ripeanu, R.G.; Diniță, A.; Tănase, M. Optimization of 3D Printing Parameters for Enhanced Surface Quality and Wear Resistance. Polymers 2023, 15, 3419. [Google Scholar] [CrossRef]
- Tamir, T.S.; Xiong, G.; Fang, Q.; Yang, Y.; Shen, Z.; Zhou, M.; Jiang, J. Machine-Learning-Based Monitoring and Optimization of Processing Parameters in 3D Printing. Int. J. Comput. Integr. Manuf. 2023, 36, 1362–1378. [Google Scholar] [CrossRef]
- Rachmawati, S.M.; Putra, M.A.P.; Lee, J.M.; Kim, D.S. Digital Twin-Enabled 3D Printer Fault Detection for Smart Additive Manufacturing. Eng. Appl. Artif. Intell. 2023, 124, 106430. [Google Scholar] [CrossRef]
- Petousis, M.; Ninikas, K.; Vidakis, N.; Mountakis, N.; Kechagias, J.D. Multifunctional PLA/CNTs Nanocomposites Hybrid 3D Printing Integrating Material Extrusion and CO2 Laser Cutting. J. Manuf. Process. 2023, 86, 237–252. [Google Scholar] [CrossRef]
- Verma, V.K.; Kamble, S.S.; Ganapathy, L.; Tarei, P.K. Overcoming the Post-Processing Barriers for 3D-Printed Medical Models. Rapid Prototyp. J. 2023, 29, 33–49. [Google Scholar] [CrossRef]
- Ravichandran, D.; Kakarla, M.; Xu, W.; Jambhulkar, S.; Zhu, Y.; Bawareth, M.; Fonseca, N.; Patil, D.; Song, K. 3D-Printed in-Line and out-of-Plane Layers with Stimuli-Responsive Intelligence. Compos. B Eng. 2022, 247, 110352. [Google Scholar] [CrossRef]
- Jani, M.B. In-Situ Monitoring of Additive Manufacturing Using Digital Image Correlation. Available online: https://commons.erau.edu/cgi/viewcontent.cgi?article=1655&context=edt (accessed on 22 November 2023).
- Nguyen, P.D.; Nguyen, T.Q.; Tao, Q.B.; Vogel, F.; Nguyen-Xuan, H. A Data-Driven Machine Learning Approach for the 3D Printing Process Optimisation. Virtual Phys. Prototyp. 2022, 17, 768–786. [Google Scholar] [CrossRef]
- Ma, L.; Yu, S.; Xu, X.; Moses Amadi, S.; Zhang, J.; Wang, Z. Application of Artificial Intelligence in 3D Printing Physical Organ Models. Mater. Today Bio 2023, 23, 100792. [Google Scholar] [CrossRef] [PubMed]
- Fang, Q.; Xiong, G.; Zhou, M.; Tamir, T.S.; Yan, C.-B.; Wu, H.; Shen, Z.; Wang, F.-Y. Process Monitoring, Diagnosis and Control of Additive Manufacturing. IEEE Trans. Autom. Sci. Eng. 2022, 21, 1041–1067. [Google Scholar] [CrossRef]
- Kantaros, A.; Giannatsis, J.; Karalekas, D. A novel strategy for the incorporation of optical sensors in Fused Deposition Modeling parts. In Proceedings of the International Conference on Advanced Manufacturing Engineering and Technologies, Stockholm, Sweden, 27–30 October 2013; Universitets Service US AB, KTH Royal Institute of Technology: Stockholm, Sweden, 2013. ISBN 978-91-7501-893-5. Available online: https://www.researchgate.net/publication/269631461_A_novel_strategy_for_the_incorporation_of_optical_sensors_in_FDM_parts (accessed on 22 November 2023).
- Pradhan, S.R.; Singh, R.; Banwait, S.S. 3D Printing Assisted Investment Casting of Dental Crowns for Recycling of DMLS Waste. Arab. J. Sci. Eng. 2023, 48, 3289–3299. [Google Scholar] [CrossRef]
- Hossain, S.S.; Lu, K. Recent Progress of Alumina Ceramics by Direct Ink Writing: Ink Design, Printing and Post-Processing. Ceram. Int. 2023, 49, 10199–10212. [Google Scholar] [CrossRef]
- Sawant, D.A.; Shinde, B.M.; Raykar, S.J. Post Processing Techniques Used to Improve the Quality of 3D Printed Parts Using FDM: State of Art Review and Experimental Work. Mater. Today 2023. [Google Scholar] [CrossRef]
- Keane, G.; Healy, A.; Devine, D. Post-Processing Methods for 3D Printed Biopolymers. In Additive Manufacturing of Biopolymers; Elsevier: Amsterdam, The Netherlands, 2023; pp. 229–264. ISBN 9780323951517. [Google Scholar]
- Kousiatza, C.; Karalekas, D. In-Situ Monitoring of Strain and Temperature Distributions during Fused Deposition Modeling Process. Mater. Des. 2016, 97, 400–406. [Google Scholar] [CrossRef]
- Diniță, A.; Neacșa, A.; Portoacă, A.I.; Tănase, M.; Ilinca, C.N.; Ramadan, I.N. Additive Manufacturing Post-Processing Treatments, a Review with Emphasis on Mechanical Characteristics. Materials 2023, 16, 4610. [Google Scholar] [CrossRef]
- Conformity Assessment Procedures for 3D Printing and 3D Printed Products to Be Used in a Medical Context for COVID-19. Available online: https://health.ec.europa.eu/system/files/2020-09/md_mdcg_qa_3d_ppp_covid-19_en_0.pdf (accessed on 22 November 2023).







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Aspect | Post-Processing Techniques |
|---|---|
| Surface Refinement | Polishing, abrasive finishing, chemical treatments for improved aerodynamics, biocompatibility |
| Dimensional Accuracy | Precision machining, laser trimming for adherence to specified tolerances, and seamless integration |
| Mechanical Properties | Heat treatment, stress relieving, surface coatings to enhance structural integrity, durability, and general mechanical behavior |
| Functional Properties | Surface treatments, coatings, annealing for corrosion resistance, electrical conductivity, or biocompatibility |
| Regulatory Standards | Thorough post-processing to meet stringent industry standards for safety, quality, and performance |
| Aesthetics | Mechanical polishing, chemical smoothing for improved surface quality, reduced friction, and enhanced durability |
| Post-Processing Technique | Description | Application | Material |
|---|---|---|---|
| Cleaning | Removal of residual powders, supports, or contaminants through methods like manual brushing or solvent baths | Debris elimination while preserving part integrity | All AM Materials |
| Surface Finishing | Mechanical methods (sanding, grinding) to reduce surface roughness and eliminate visible layer lines | Refining surface texture and appearance | Polymer-based AM Materials |
| Heat Treatment | Controlled heating and cooling cycles to optimize microstructure, relieve internal stresses, and enhance mechanical properties | Improving hardness, strength, and ductility | Metal-based AM Materials, Titanium Alloys |
| Support Structure Removal | Careful removal of temporary supports used in printing to maintain integrity of overhanging or intricate features | Essential for powder-based or resin-based AM processes | All AM Materials |
| Surface Coating | Application of protective or functional coatings to enhance properties like wear resistance or conductivity | Revolutionizing properties of 3D-printed components | Polymer-based AM Materials, Ceramic Materials |
| Electropolishing | Electrolytic removal of outer layer imperfections in metal-based AM, boosting corrosion resistance and aesthetics | Vital for aerospace, automotive, and medical applications | Stainless Steel, Metal Alloys |
| Ultrasonic Finishing | Use of ultrasonic vibrations for precise polishing across intricate geometries | Ensuring high-quality finishes across various industry needs | Metal-based AM Materials |
| Hot Isostatic Pressing (HIP) | Subjects a material to high temperature and pressure in a gas environment, effectively consolidating and eliminating porosity in additive manufacturing components | Improving structural integrity and material properties of metal-based components, reducing porosity, and ensuring superior performance | Metal-based AM Materials, Powder Metallurgy |
| Post-Processing Facets | Advancements |
|---|---|
| Surface finishing | - Tailored chemical polishing solutions |
| - Automated robotic polishing systems | |
| - Control over surface roughness and layer lines reduction | |
| Heat treatment | - Gradient annealing |
| - Localized heat treatments using laser systems | |
| - Enhanced mechanical properties in AM parts | |
| Materials development | - Tailored abrasive media |
| - Specialized surface coatings | |
| - Environmentally friendly support materials | |
| - Increased compatibility across AM technologies | |
| Equipment integration | - Robotic systems with AI algorithms |
| - In-line inspection and quality control systems | |
| - Real-time monitoring for immediate corrective actions | |
| - Predictive analytics for process optimization | |
| Integration with AM | - Seamless integration from design to finishing stages |
| - Reduction of disruptions, enhancing overall efficiency |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kantaros, A.; Ganetsos, T.; Petrescu, F.I.T.; Ungureanu, L.M.; Munteanu, I.S. Post-Production Finishing Processes Utilized in 3D Printing Technologies. Processes 2024, 12, 595. https://doi.org/10.3390/pr12030595
Kantaros A, Ganetsos T, Petrescu FIT, Ungureanu LM, Munteanu IS. Post-Production Finishing Processes Utilized in 3D Printing Technologies. Processes. 2024; 12(3):595. https://doi.org/10.3390/pr12030595
Chicago/Turabian StyleKantaros, Antreas, Theodore Ganetsos, Florian Ion Tiberiu Petrescu, Liviu Marian Ungureanu, and Iulian Sorin Munteanu. 2024. "Post-Production Finishing Processes Utilized in 3D Printing Technologies" Processes 12, no. 3: 595. https://doi.org/10.3390/pr12030595
APA StyleKantaros, A., Ganetsos, T., Petrescu, F. I. T., Ungureanu, L. M., & Munteanu, I. S. (2024). Post-Production Finishing Processes Utilized in 3D Printing Technologies. Processes, 12(3), 595. https://doi.org/10.3390/pr12030595