

Parametric Energy Efficiency Impact Analysis for Industrial Process Heating Furnaces Using the Manufacturing Energy Assessment Software for Utility Reduction

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Literature Review
2.2. Mathematical Modelling
2.3. Energy Efficiency Study for Industrial Furnaces Using Specific Software Tools
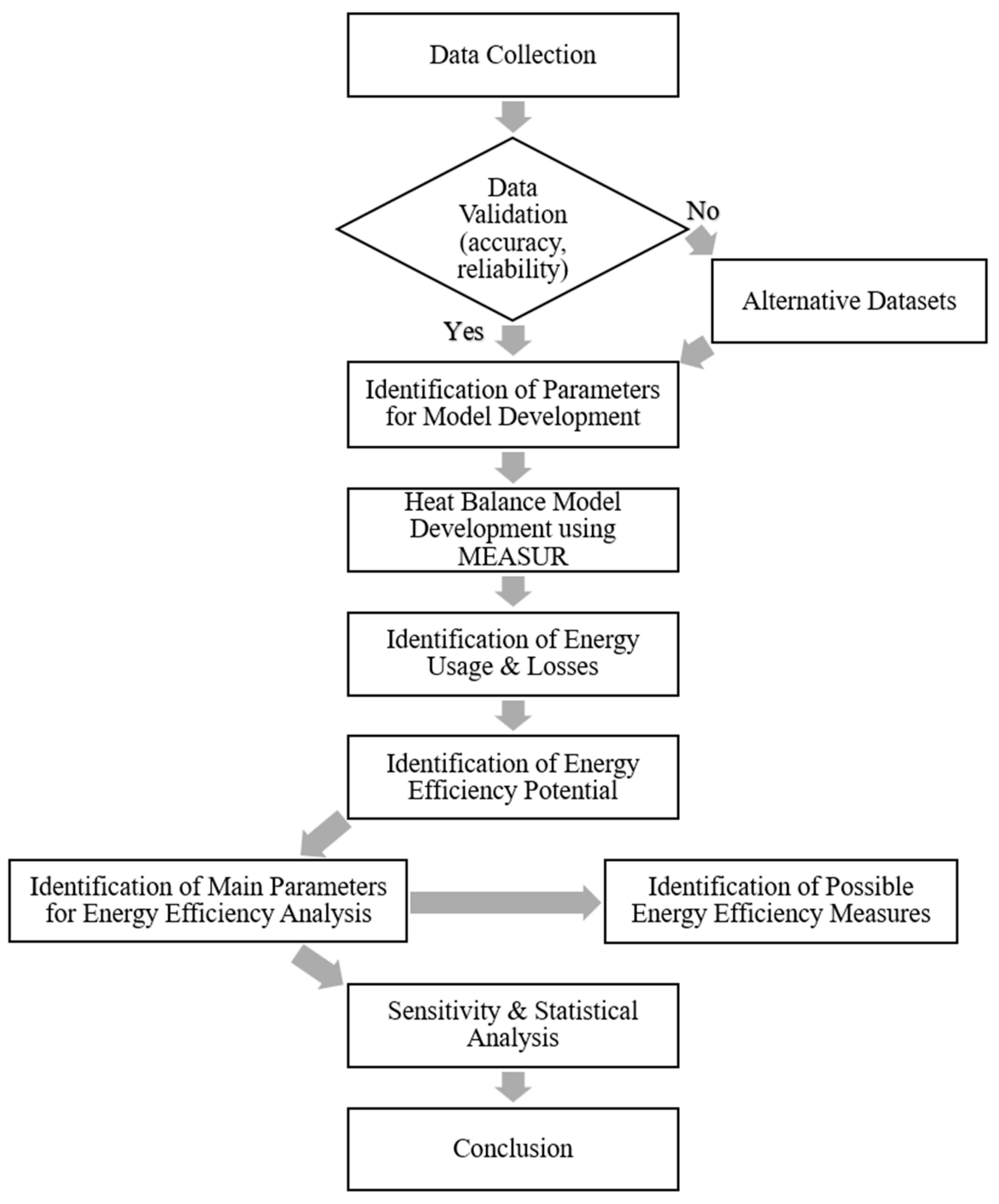
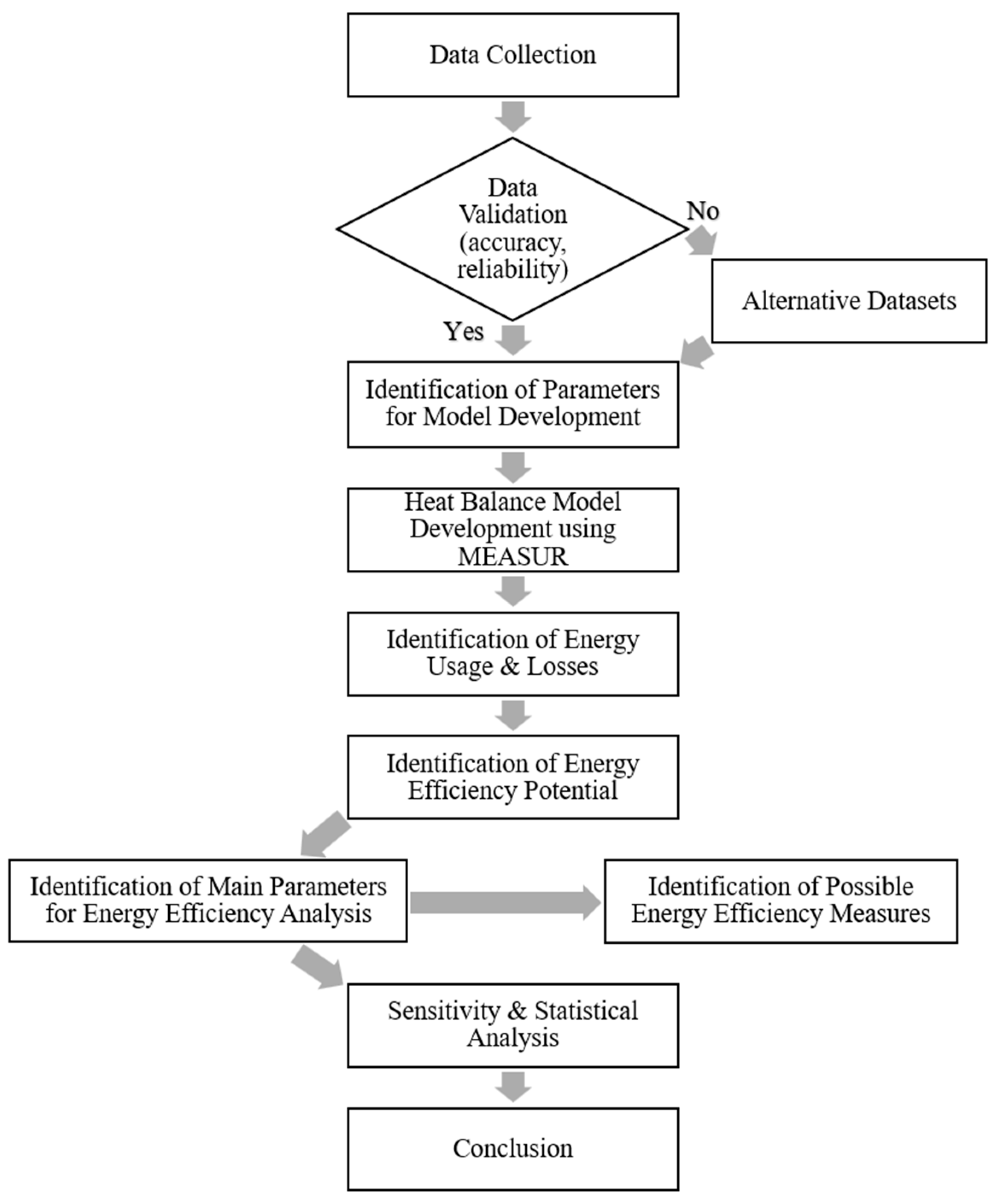
2.4. Research Approach
- Q = Total rate of heat input, in MMBtu/h or kW;
- QL = Heat absorbed by the load;
- QFL = Flue gas heat losses;
- QWL = Heat loss through walls;
- QOL = Heat losses through fixed/variable openings;
- QCL = Heat losses through water/air cooling;
- QEL = Heat losses through extended surfaces;
- QLL = Heat losses through hot gas leakages;
- QAL = Atmospheric heat losses;
- QML = Miscellaneous heat losses.
2.5. Model Development
3. Model Analysis and Results
3.1. Model Modification for Industrial Furnace
3.2. Percentage Change Analysis
3.3. Fractional Factorial Design
3.4. Result from Optimal Operating Condition
3.5. Comparative Analysis of Fuel-Fired and Electric Industrial Furnaces
3.6. Analytical Validation of PHA Heat Balance
| Type of fuel used | Natural gas |
| Charge | Stainless steel—300 series |
| Average specific heat (solid) | 0.14 Btu/lb-°F |
| Melting point | 2550 °F |
| Charge feed rate | 825 lb/h |
| Charge inlet temperature | 60 °F |
| Charge outlet temperature | 525 °F |
| Flue gas temperature | 1200 °F |
| Combustion air temperature | 60 °F |
| Ambient air temperature | 60 °F |
| Oxygen in flue gas | 11% |
4. Conclusions and Future Work
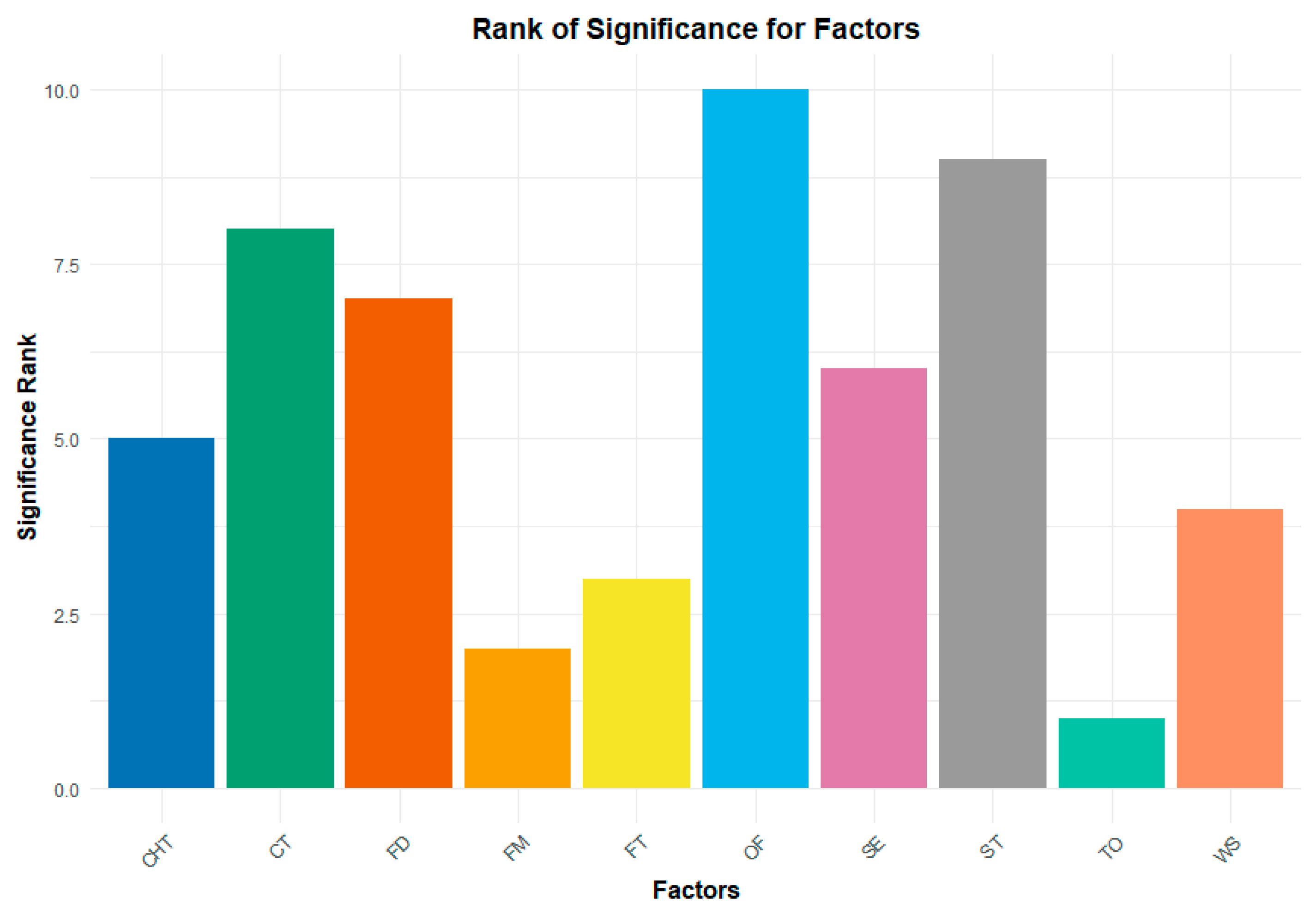
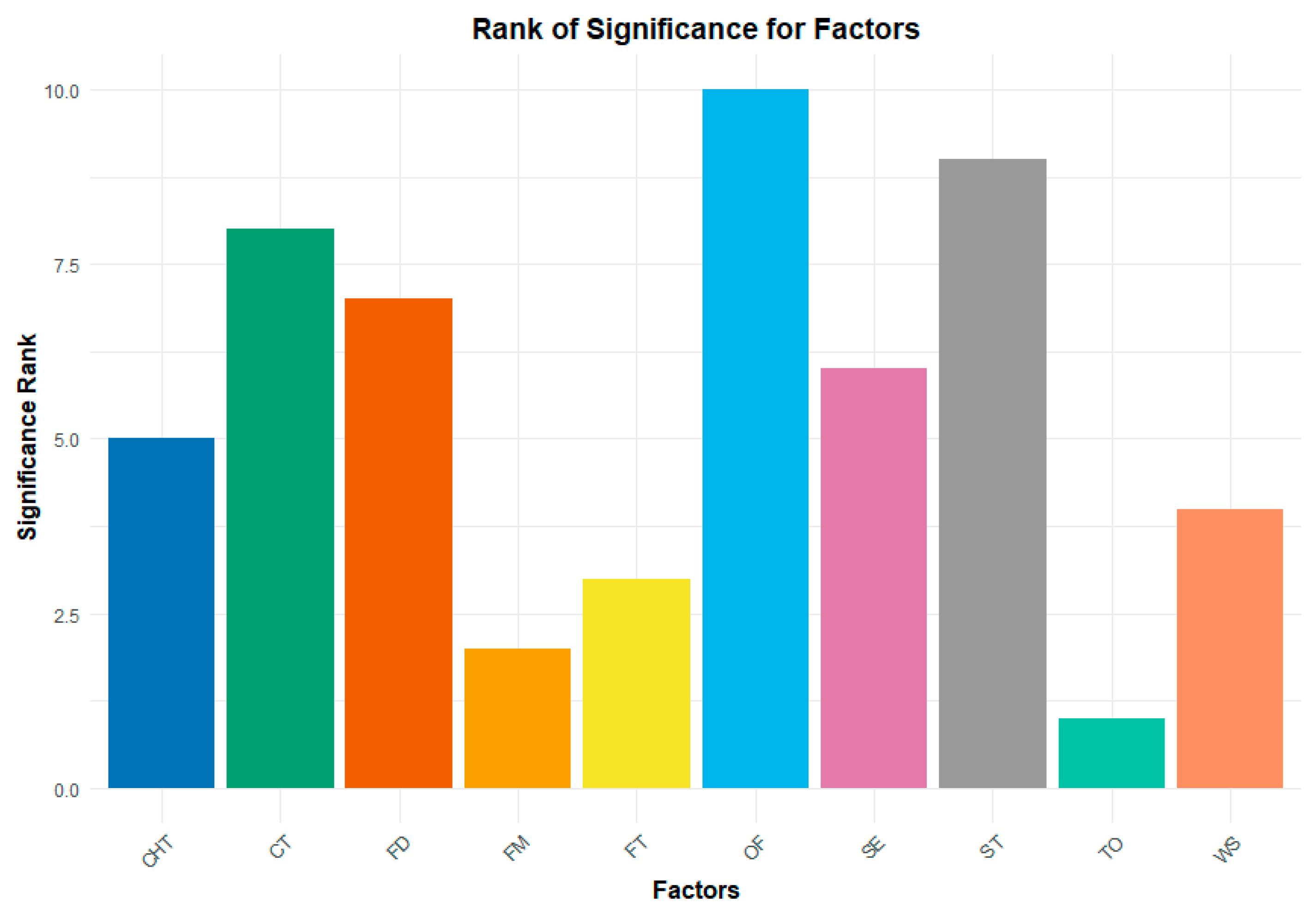
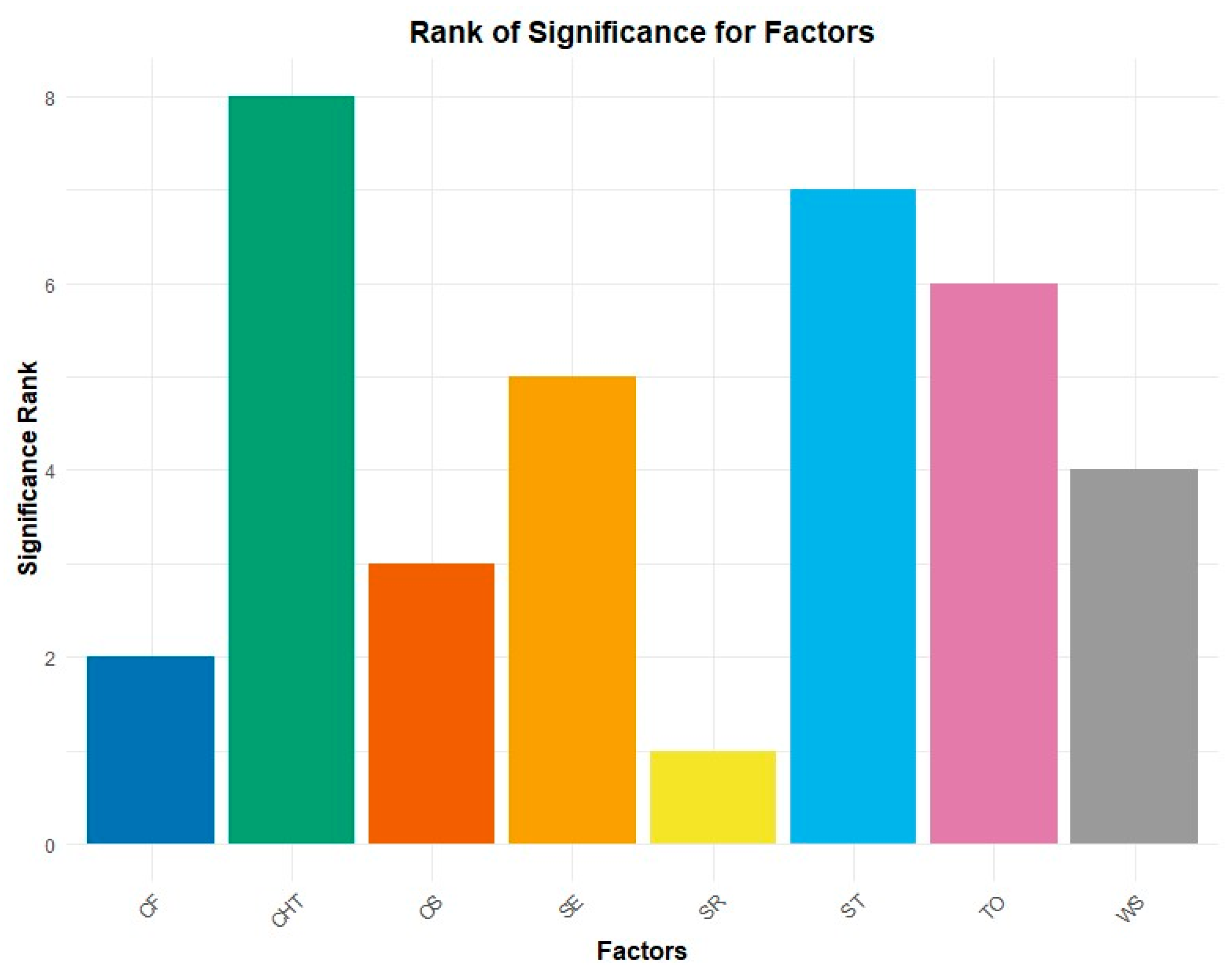
- The three most significant parameters affecting the heat input in Industrial Furnace A are excess air percentage or the oxygen percentage in flue gas (OF), average surface temperature (ST), and combustion air temperature (CT) with p-values of 4.37 × 10−9, 2.44 × 10−8, and 2.78 × 10−7, respectively, and for Industrial Furnace B are charge temperature (CHT), average surface temperature (ST), and time open (TO) with p-values of 6.13 × 10−5, 0.000935, and 0.008465, respectively
- The three most significant energy efficiency measures to heat input for Industrial Furnace A are optimizing the excess air percentage, improving the insulation, and preheating the combustion air, and for Industrial Furnace B they are preheating the charge, improving the insulation, and minimizing the opening time of the furnace doors.
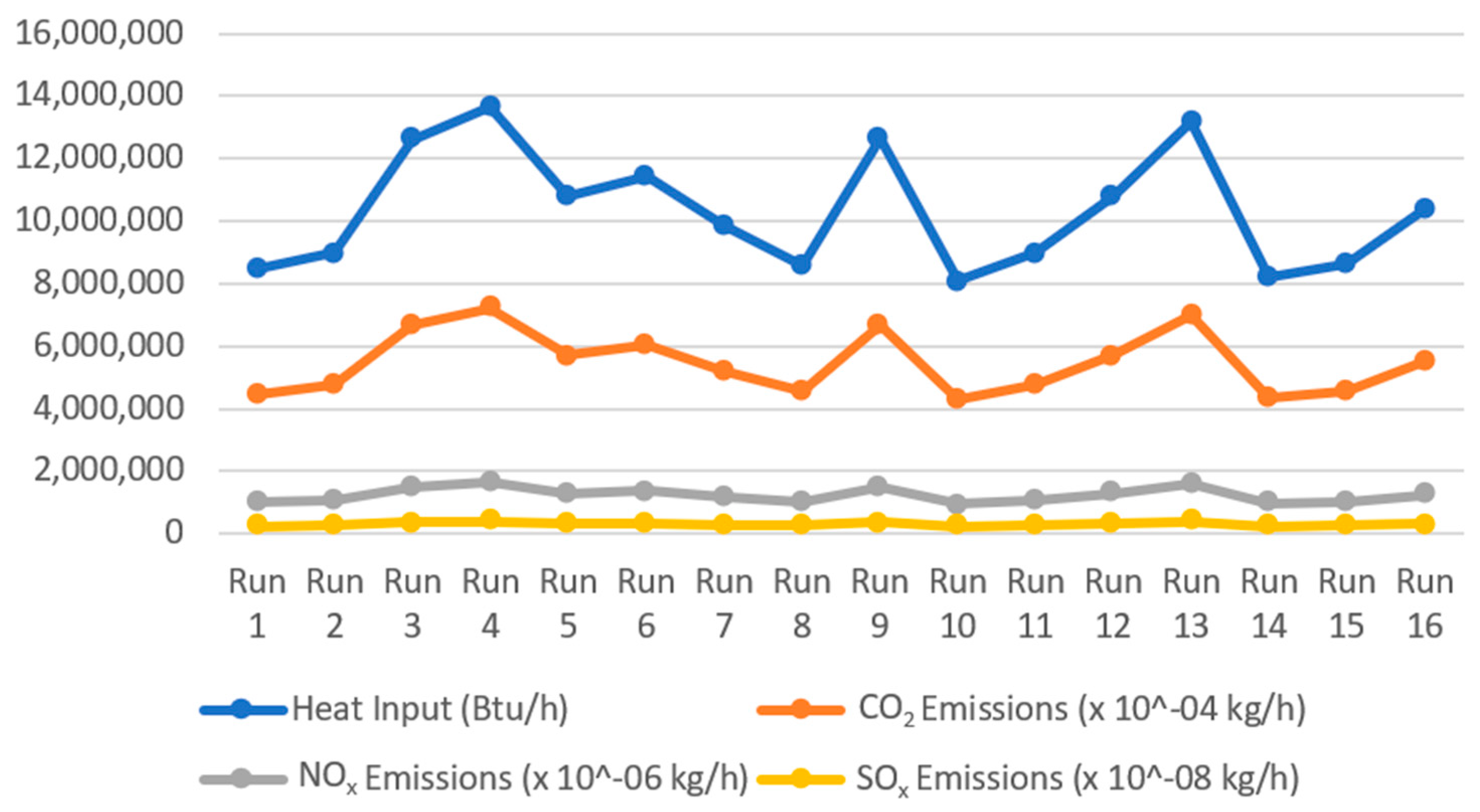
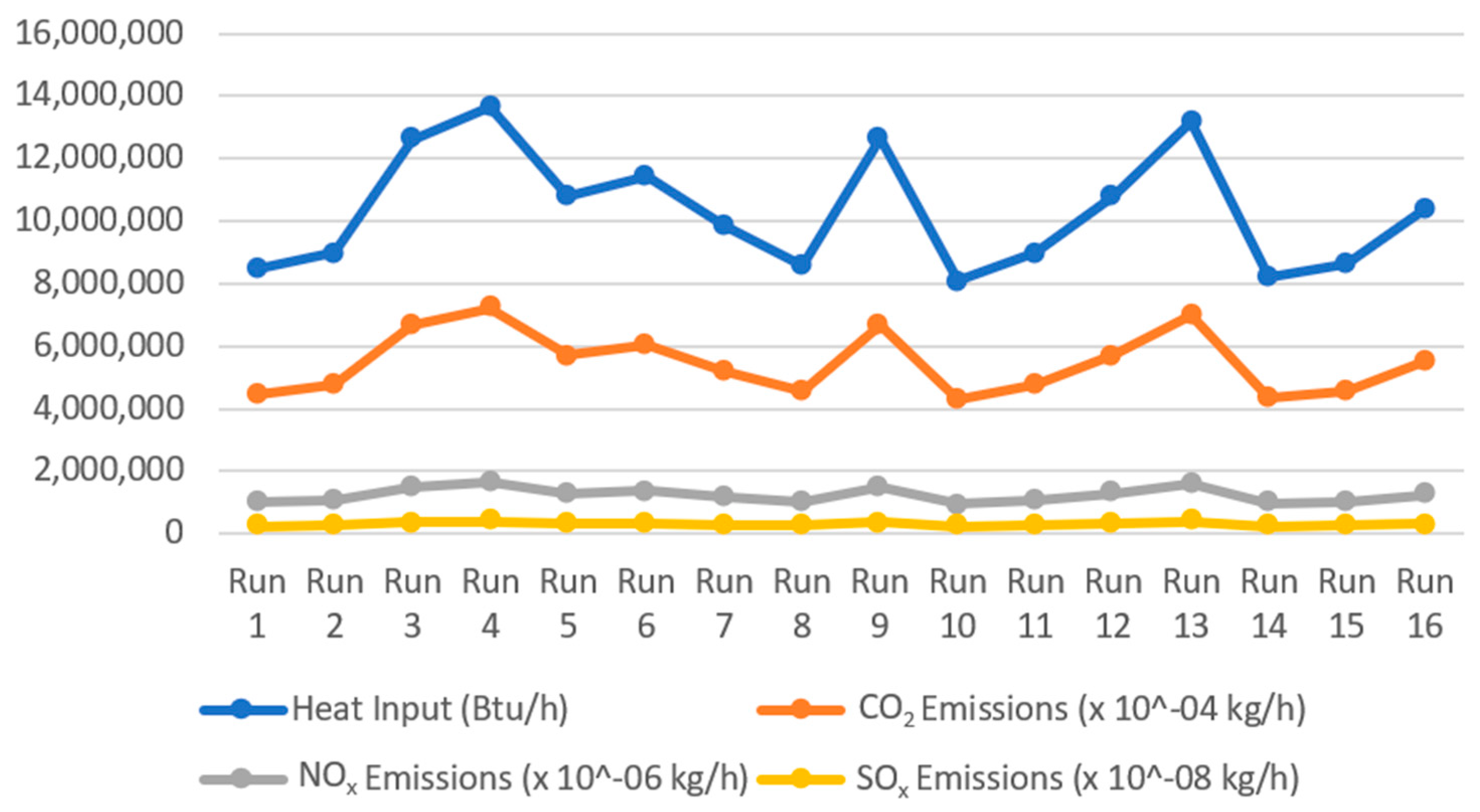
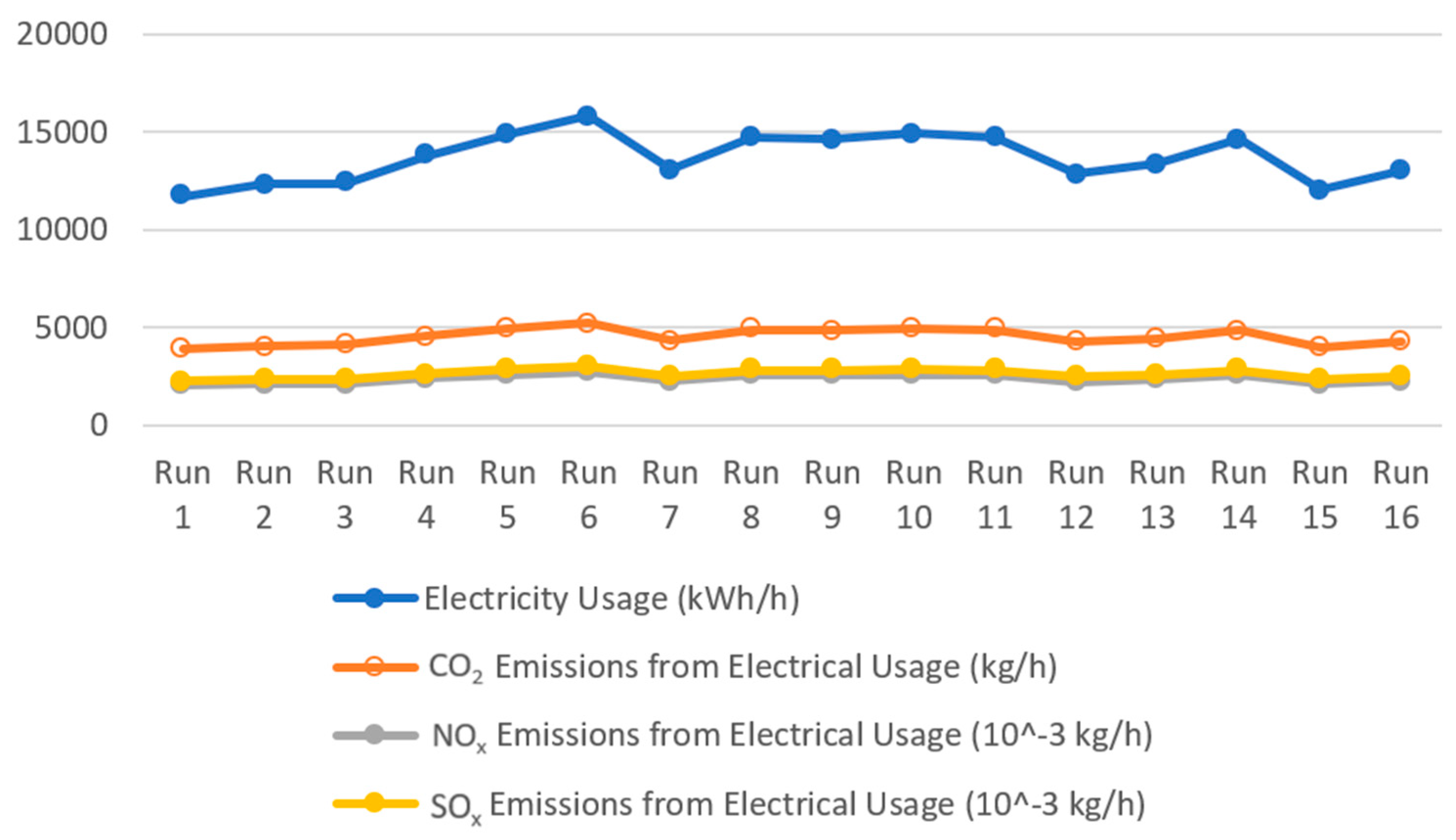
- CO2, NOx, and SOx emissions are proportional to the heat input in both industrial furnaces, and employing energy efficiency measures will significantly reduce the emissions.
- The total heat input and emissions decreased by 31% for Industrial Furnace A and 15% for Industrial Furnace B by employing the optimal conditions of furnace operations based on the parameters used for the fractional factorial design experimentation.
- The total heat input and emissions decreased by 21% for Industrial Furnace A and by 13% for Industrial Furnace B by employing the optimal conditions of the three most significant parameters based on the parameters used for the fractional factorial design experimentation.
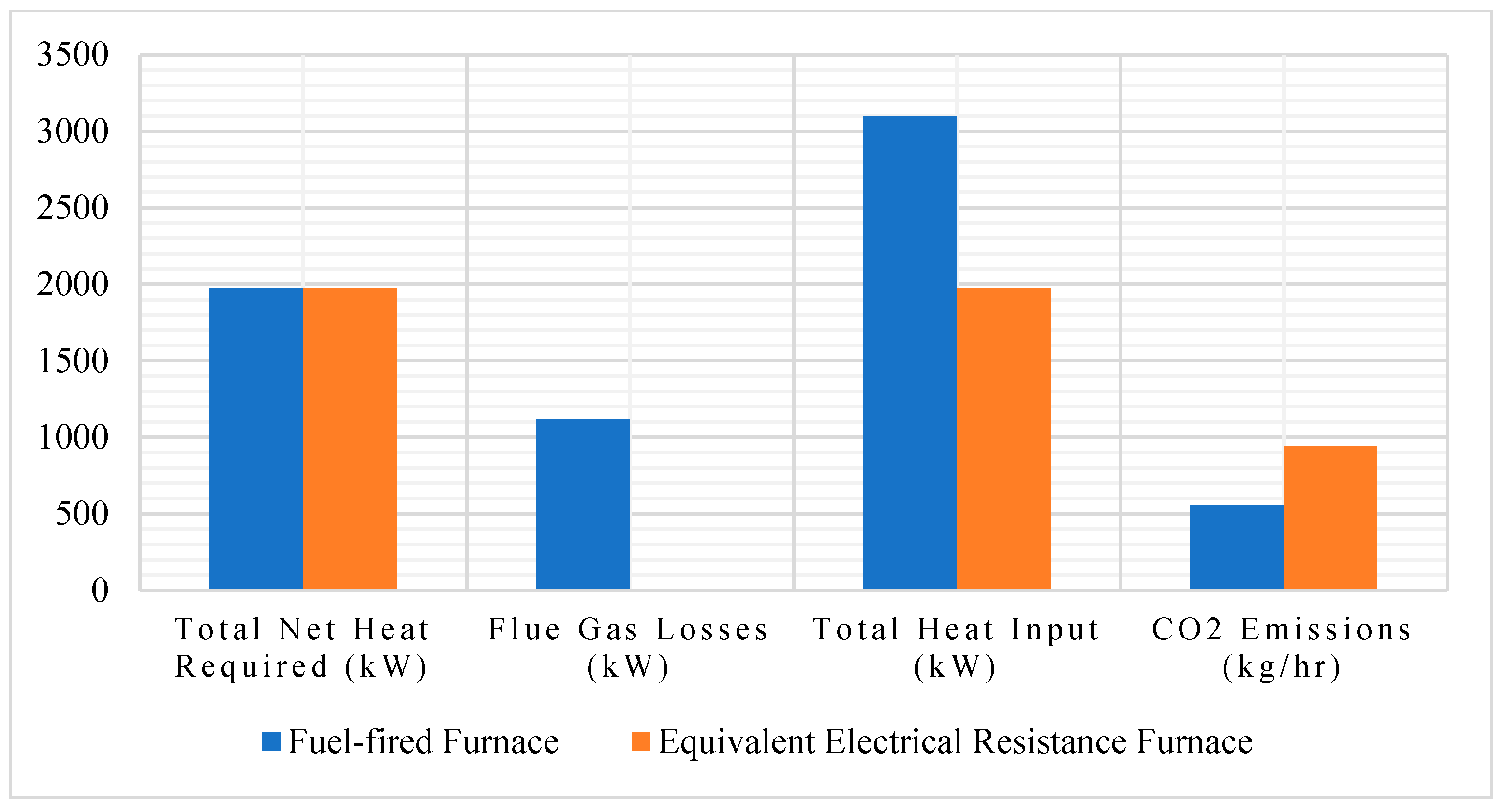
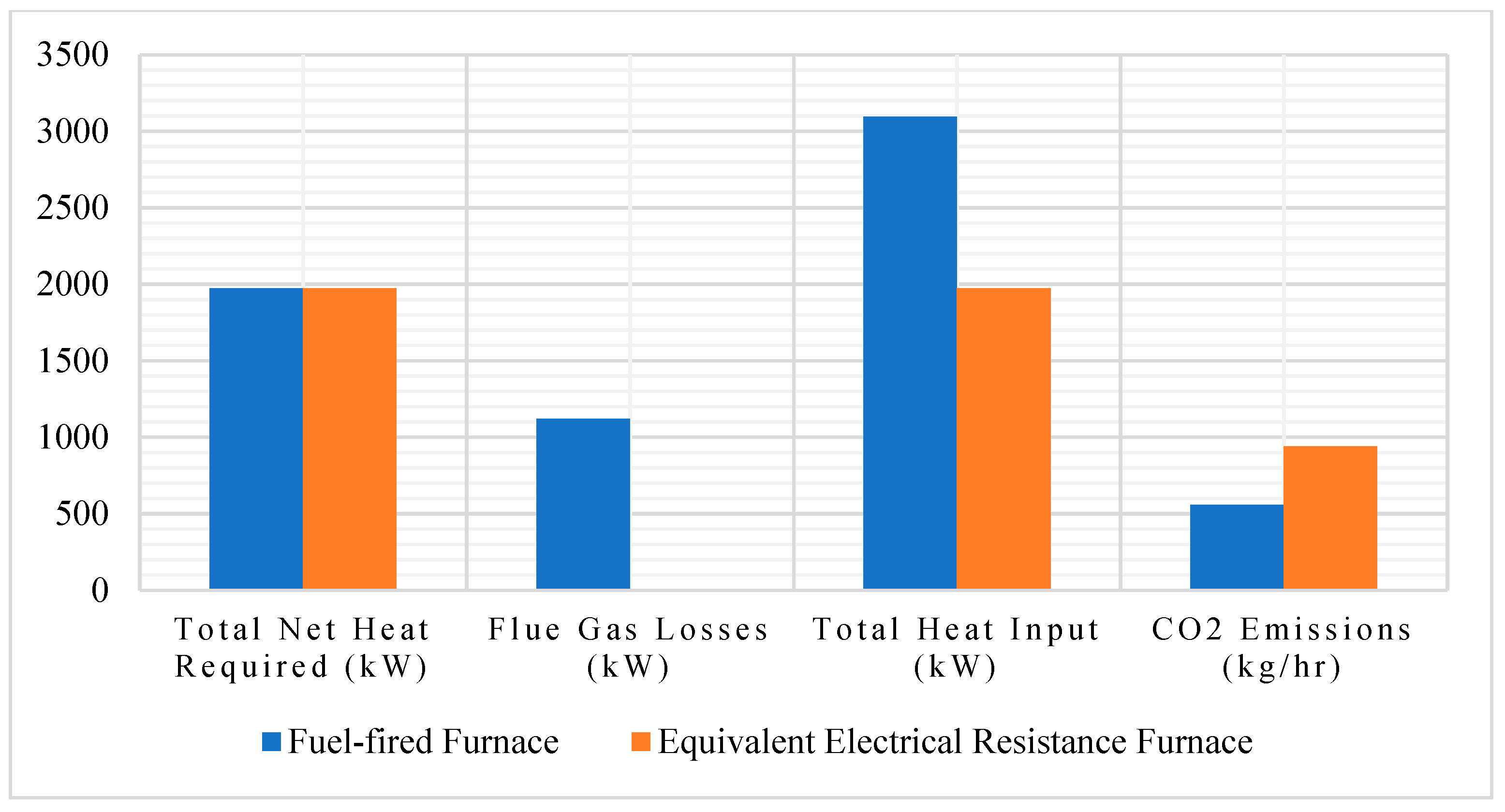
- A comparative analysis showed that the total heat input for the fuel-fired furnace was 57% higher than the equivalent electrical resistance furnace; however, the CO2 emissions for the electrical resistance furnace were 68% higher than those for the fuel-fired furnace in the same geographical region.
- The parameter space can be expanded further for both furnaces to explore the effects of different combinations of parameters and how they impact energy efficiency.
- A dynamic system with advanced sensors and controls can be implemented to collect the data over an extended period to achieve more accurate results from this research.
- A comprehensive analysis can be conducted to identify the optimal ways to recover the waste heat from cooling and atmosphere losses to reduce a plant’s utility bills.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- U.S. Department of Energy. Improving Process Heating System Performance: A Sourcebook for Industry; U.S. Department of Energy: Washington, DC, USA, 2015.
- U.S. Department of Energy. Chapter 6: Innovating Clean Energy Technologies in Advanced Manufacturing; U.S. Department of Energy: Washington, DC, USA, 2015.
- Office of Energy Efficiency and Renewable Energy. Available online: https://www.energy.gov/eere/amo/static-sankey-diagram-process-energy-us-manufacturing-sector-2014-mecs (accessed on 6 November 2022).
- U.S. Department of Energy. Improving Steam System Performance: A Sourcebook for Industry; U.S. Department of Energy: Washington, DC, USA, 2014.
- The Editors of Encyclopaedia Britannica. Encyclopaedia Britannica. 2022. Available online: https://www.britannica.com/technology/blast-furnace (accessed on 7 January 2023).
- Wytse. The Beginning Artist. 2021. Available online: https://www.thebeginningartist.com/kiln-temperatures (accessed on 7 January 2023).
- Bureau of Energy Efficiency. General Aspects of Energy Management and Energy Audit; Bureau of Energy Efficiency: New Delhi, India, 2010. [Google Scholar]
- Grayson, K. Are Electric Furnaces the Future of Glass Manufacturing? 2019. Available online: https://mo-sci.com/electric-furnaces-future-glass-manufacturing (accessed on 12 January 2023).
- Unver, U.; Unver, H.M. Comparison of Natural Gas Fired and Induction Heating Furnaces. In Progress in Exergy, Energy, and the Environment; Springer: Cham, Switzerland, 2014; pp. 1009–1016. [Google Scholar]
- U.S. Energy Information Administration. U.S. Energy Facts Explained. 2022. Available online: https://www.eia.gov/energyexplained/us-energy-facts (accessed on 11 January 2023).
- National Geographic Society. Nonrenewable Resources. 2022. Available online: https://education.nationalgeographic.org/resource/nonrenewable-resources (accessed on 11 January 2023).
- Frassine, C. Energy saving options for industrial furnaces—The example of the glass industry. In ECEEE Industrial Summer Study Proceedings; European Union: Maastricht, The Netherlands, 2016. [Google Scholar]
- Hartfuß, G.; Schmid, M.; Scheffknecht, G. Off-Gas Waste Heat Recovery for Electric Arc FurnaceSteelmaking Using Calcium Hydroxide (Ca(OH)2) Dehydration. Steel Res. Int. 2020, 91, 2000048. [Google Scholar] [CrossRef]
- Nimbalkar, S.; Armstrong, K.; Thirumaran, K.; Guo, W.; Accawi, G.; Wenning, T.; Thekdi, A. Process Heating Assessments Using DOE’s Manufacturing Energy Assessment Software for Utility Reduction (MEASUR) Tool Suite. In Proceedings of the AISTech Conference—The Iron & Steel Technology Conference and Exposition, Cleveland, OH, USA, 4–6 May 2020. [Google Scholar]
- Office of Energy Efficiency & Renewable Energy. MEASUR. Available online: https://www.energy.gov/eere/amo/measur (accessed on 12 January 2023).
- Zhang, W.; Zhang, F.; Zhang, J.; Zhang, J.; Zhang, J. One-dimensional mathematical model of coal combustion in furnace and its simulation. IOP Conf. Ser. Earth Environ. Sci. 2019, 252, 032115. [Google Scholar] [CrossRef]
- Gani, M.M.; Islam, M.S.; Ullah, M.A. Optimal PID tuning for controlling the temperature of electric furnace by genetic algorithm. SN Appl. Sci. 2019, 1, 880. [Google Scholar] [CrossRef]
- Basu, P.; Nag, P.K. Heat transfer to walls of a circulating fluidized-bed furnace. Chem. Eng. Sci. 1996, 51, 1–26. [Google Scholar] [CrossRef]
- Junger, H.J.; Jandl, C.; Cappel, J. Relationships Between Basic Oxygen Furnace Maintenance Strategies and Steelmaking Productivity; AIST: Warrendale, PA, USA, 2008. [Google Scholar]
- Sundaramoorthy, S.; Kamath, D.; Nimbalkar, S.; Price, C.; Wenning, T.; Cresko, J. Energy Efficiency as a Foundational Technology Pillar for Industrial Decarbonization. Sustainability 2023, 15, 9487. [Google Scholar] [CrossRef]
- Szego, G.; Dally, B.; Nathan, G. Scaling of NOx emissions from a laboratory-scale mild combustion furnace. Combust. Flame 2008, 154, 281–295. [Google Scholar] [CrossRef]
- Mathieson, J.G.; Rogers, H.; Somerville, M.A.; Jahanshahi, S. Reducing net CO2 emissions using charcoal as a blast furnace tuyere injectant. ISIJ Int. 2012, 52, 1489–1496. [Google Scholar] [CrossRef]
- Lee, C.-L.; Jou, C.-J.G. Saving fuel consumption and reducing pollution emissions for Industrial Furnace. Fuel Process. Technol. 2011, 92, 2335–2340. [Google Scholar] [CrossRef]
- Kirschen, M.; Risonarta, V.; Pfeifer, H. Energy efficiency and the influence of gas burners to the energy related carbon dioxide emissions of electric arc furnaces in steel industry. Energy 2009, 34, 1065–1072. [Google Scholar] [CrossRef]
- Han, S.H.; Lee, Y.S.; Cho, J.R.; Lee, K.H. Efficiency analysis of air-fuel and oxy-fuel combustion in a reheating furnace. Int. J. Heat Mass Transf. 2018, 121, 1364–1370. [Google Scholar] [CrossRef]
- Kilinç, E.; Kaya, D.; Kiliç, F.Ç.; Eyidoğan, M.; Özkaymak, M.; Taylan, O.; Pedrycz, W. An energy efficiency analysis of an industrial reheating furnace and an implementation of efficiency enhancements methods. Energy Explor. Exploit. 2014, 32, 989–1003. [Google Scholar] [CrossRef]
- Kangvanskol, K.; Tangthieng, C. An energy analysis of a slab preheating chamber for a reheating furnace. Eng. J. 2014, 18, 1–12. [Google Scholar] [CrossRef]
- Chakravarty, K.; Kumar, S. Increase in energy efficiency of a steel billet reheating furnace by heat balance study and Process Improvement. Energy Rep. 2020, 6, 343–349. [Google Scholar] [CrossRef]
- Lee, C.-L.; Jou, C.-J.G. Improving furnace energy efficiency through adjustment of Damper Angle. Int. J. Hydrogen Energy 2013, 38, 2504–2509. [Google Scholar] [CrossRef]
- Hasanuzzaman, M.; Rahim, N.A.; Hosenuzzaman, M.; Saidur, R.; Mahbubul, I.M.; Rashid, M.M. Energy savings in the combustion based process heating in industrial sector. Renew. Sustain. Energy Rev. 2012, 16, 4527–4536. [Google Scholar] [CrossRef]
- Sardeshpande, V.; Gaitonde, U.N.; Banerjee, R. Model based energy benchmarking for Glass Furnace. Energy Convers. Manag. 2007, 48, 2718–2738. [Google Scholar] [CrossRef]
- Masoumi, M.E.; Izakmehri, Z. Improving of refinery furnaces efficiency using mathematical modeling. Int. J. Model. Optim. 2011, 1, 74–79. [Google Scholar] [CrossRef]
- Gajic, D.; Savic-Gajic, I.; Savic, I.; Georgieva, O.; Di Gennaro, S. Modelling of electrical energy consumption in an electric arc furnace using Artificial Neural Networks. Energy 2016, 108, 132–139. [Google Scholar] [CrossRef]
- He, F.; Shen, K.; Guan, L.; Jiang, M. Research on energy-saving scheduling of a forging stock charging furnace based on an improved SPEA2 algorithm. Sustainability 2017, 9, 2154. [Google Scholar] [CrossRef]
- Filipponi, M.; Rossi, F.; Presciutti, A.; De Ciantis, S.; Castellani, B.; Carpinelli, A. Thermal analysis of an Industrial Furnace. Energies 2016, 9, 833. [Google Scholar] [CrossRef]
- Mohite, N.T.; Benni, R.G.; Desai, A.A.; Patil, V. Optimization of Wall Thickness for Minimum Heat Losses for Induction Furnace. Int. J. Eng. Res. Technol. 2017, 10, 453–461. [Google Scholar]
- Si, M.; Thompson, S.; Calder, K. Energy Efficiency Assessment by process heating assessment and survey tool (PHAST) and feasibility analysis of waste heat recovery in the reheat furnace at a steel company. Renew. Sustain. Energy Rev. 2011, 15, 2904–2908. [Google Scholar] [CrossRef]
- Jha, M.; Singh, V.K. Assessment of energy efficiency in reheating furnace of a steel plant by using process heating assessment and survey tool (PHAST). Recent Res. Sci. Technol. 2013, 5, 33–36. [Google Scholar]
- Capehart, B.L.; Turner, W.C.; Kennedy, W.J. Guide to Energy Management; The Fairmont Press, Inc.: Lilburn, GA, USA, 2015. [Google Scholar]
- U.S. Energy Information Administration. Environment. Available online: https://www.eia.gov (accessed on 22 July 2023).
- Cheng, Q.; Gong, J.; Xiao, G.; Yang, C.; Liu, Z.; Qi, B. Research on energy-saving production planning of periodic forging resistance furnace. J. Clean. Prod. 2020, 275, 122897. [Google Scholar] [CrossRef]
- Carpenter, K.; Kissock, J.K. Energy Efficient Process Heating: Managing Air; SAE International: Detroit, MI, USA, 2006. [Google Scholar]
- Fives North American Combustion Inc. North American Combustion Handbook—A Basic Reference on the Air and Science of Industrial Process Heating with Gaseous and Liquid Fuels Volume I, 3rd ed.; Fives North American Combustion Inc.: Cleveland, OH, USA, 2001. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Class of Parameters | Description of Baseline Parameters | Unit | Value |
|---|---|---|---|
| Charge/Load | Name of Charge Material | - | Steel-4320 |
| Feed Rate | lb/h | 16,000 | |
| Inlet Temperature | °F | 75 | |
| Outlet Temperature | °F | 1710 | |
| Specific Heat | Btu/lb-°F | 0.114 | |
| Latent Heat of Fusion | Btu/lb | 107.48 | |
| Specific Heat of Molten Material | Btu/lb-°F | 0.134 | |
| Melting Point of Material | °F | 2590 | |
| Combustion Air & Fuel | Combustion Air Temperature | °F | 75 |
| Moisture Percentage in Combustion Air | % | 0.92 | |
| Excess Air | % | 77.43 | |
| Fuel Used | - | Natural Gas | |
| Fuel Temperature | °F | 65 | |
| Flue Gas | Flue Gas Temperature | °F | 815 |
| Percentage of Oxygen in Flue Gas | % | 9.6 | |
| Specific Gravity of Flue Gas | - | 1 | |
| Ambient Conditions | Ambient Temperature | °F | 75 |
| Relative Humidity | % | 50 | |
| Fixtures | Fixture Material | - | Refractory |
| Specific Heat | Btu/lb-°F | 0.25 | |
| Feed Rate | lb/h | 400 | |
| Inlet Temperature | °F | 100 | |
| Outlet Temperature | °F | 1710 | |
| Furnace Walls | Average Surface Temperature | °F | 180 |
| Wind Velocity | mph | 6.5 | |
| Surface Emissivity | - | 0.8 | |
| Surface Area | ft2 | 1152 | |
| Orientation of Surface | - | Vertical Plates | |
| Furnace Cooling | Cooling Fluid | - | Water |
| Specific Heat | Btu/lb-°F | 1 | |
| Density | lb/gal | 8.338 | |
| Flow Rate | gal/min | 130 | |
| Inlet Temperature | °F | 75 | |
| Outlet Temperature | °F | 100 | |
| Atmosphere | Atmosphere Gas | - | Nitrogen |
| Specific Heat | Btu/SCF-°F | 0.0185 | |
| Flow Rate | SCF/h | 2200 | |
| Inlet Temperature | °F | 75 | |
| Outlet Temperature | °F | 1710 | |
| Openings | Type of Opening | - | Rectangular |
| Number of Openings | - | 2 | |
| Thickness of Furnace Wall | in | 8 | |
| Length of Openings | in | 41 | |
| Height of Openings | in | 27 | |
| Area of Openings | ft2 | 15.38 | |
| View Factor | - | 0.811 | |
| Percentage Time Open | % | 7 | |
| Leakages | Draft Pressure of Furnace | in H2O | 0.15 |
| Opening Area | ft2 | 1.08 | |
| Temperature of Leaking Gases | °F | 1710 | |
| Extended Surfaces | Total Area | ft2 | 0.625 |
| Average Surface Temperature | °F | 560 | |
| Surface Emissivity | - | 0.8 |
| Class of Parameters | Description of Baseline Parameters | Unit | Value |
|---|---|---|---|
| Charge/Load | Name of Charge Material | - | Carbon Steel |
| Feed Rate | lb/h | 49,000 | |
| Inlet Temperature | °F | 77 | |
| Outlet Temperature | °F | 2985 | |
| Average Specific Heat (Solid) | Btu/lb-°F | 0.16 | |
| Latent Heat of Fusion | Btu/lb | 107.48 | |
| Average Specific Heat (Molten) | Btu/lb-°F | 0.175 | |
| Melting Point of Material | °F | 2800 | |
| Ambient Conditions | Ambient Temperature | °F | 77 |
| Relative Humidity | % | 50 | |
| Furnace Walls | Average Surface Temperature | °F | 255 |
| Wind Velocity | mph | 1.5 | |
| Surface Emissivity | - | 0.8 | |
| Surface Area | ft2 | 1365 | |
| Orientation of Surface | - | Vertical Cylinders | |
| Furnace cooling | Cooling Fluid | - | Water |
| Specific Heat | Btu/lb-°F | 1 | |
| Density | lb/gal | 8.338 | |
| Flow Rate | gal/min | 1950 | |
| Inlet Temperature | °F | 71 | |
| Outlet Temperature | °F | 88 | |
| Openings | Type of Opening | - | Round |
| Number of Openings | - | 2 | |
| Thickness of Furnace Wall | in | 20 | |
| Diameter of Openings | in | 150 | |
| Area of Openings | ft2 | 245.44 | |
| View Factor | - | 0.86 | |
| Percentage Time Open | % | 5 | |
| Slag | Mass of Slag | lb/h | 6500 |
| Inlet Temperature | °F | 77 | |
| Outlet Temperature | °F | 2985 | |
| Specific Heat | Btu/lb-°F | 0.23 | |
| Chemical Energy | Natural Gas Input | MMBtu/h | 7.5 |
| Coal Carbon Injection | lbs/h | 525 | |
| Coal Heating Value | Btu/lb | 9100 | |
| Electrode Use | lbs/h | 125 | |
| Electrode Heating Value | Btu/lb | 11,000 | |
| Exhaust (Off) Gas | Exhaust Gas Temperature | °F | 2750 |
| CO in Exhaust Gas | % | 13 | |
| H2 in Exhaust Gas | % | 9 | |
| CH4 in Exhaust Gas | % | 4 | |
| Volumetric Flow Rate | cfm | 7500 | |
| Dust Loading | lb/scf | 0.0012 |
| Energy Loss/Use (Btu/h) 3 | Industrial Furnace A 1 | Energy Loss/Use (kW) | Industrial Furnace B 2 |
|---|---|---|---|
| Charge Materials | 2,982,240 | Charge Materials | 7583.15 |
| Fixture Losses | 161,000 | Wall Losses | 222.80 |
| Wall Losses | 526,057 | Cooling Losses | 4860.39 |
| Cooling Losses | 1,625,910 | Opening Losses | 596.67 |
| Atmosphere Losses | 66,545 | Slag Losses | 1274.12 |
| Opening Losses | 26,425 | Total Net Heat Required | 14,537.13 |
| Leakage Losses | 1,342,378 | Off Gas (Exhaust) Losses | 3698.39 |
| Extended Surface Losses | 1654 | Electrical Heat Delivered | 14,234.35 |
| Total Net Heat Required | 6,732,208 | Chemical Energy Delivered | 4001.17 |
| Available Heat (%) | 63.8% | Gross Heat Input | 18,235.52 |
| Flue Gas Losses | 3,826,500 | CO2 Emissions (tonne CO2/h) | 5.78 |
| Gross Heat Input | 10,558,708 | - | - |
| CO2 Emissions (tonne CO2/h) | 0.558 | - | - |
| Parameters | Current | Low | High | H_Current | H_Low | H_High | % Change Low | % Change High |
|---|---|---|---|---|---|---|---|---|
| OF | 9.6 | 3 | 13.5 | 10,558,708 | 9,354,245 | 12,635,086 | −11.41% | 19.67% |
| CT | 75 | 75 | 255 | 10,558,708 | 10,558,708 | 9,648,359 | 0.00% | −8.62% |
| CHT | 75 | 75 | 255 | 10,558,708 | 10,558,708 | 10,043,775 | 0.00% | −4.88% |
| FD | 0.15 | 0.1 | 0.20 | 10,558,708 | 10,172,366 | 10,884,410 | −3.66% | 3.08% |
| ST | 180 | 100 | 325 | 10,558,708 | 9,880,881 | 12,164,134 | −6.42% | 15.20% |
| WS | 6.5 | 1.5 | 10.5 | 10,558,708 | 10,289,140 | 10,708,573 | −2.55% | 1.42% |
| SE | 0.8 | 0.07 | 0.8 | 10,558,708 | 10,364,748 | 10,558,708 | −1.84% | 0.00% |
| FT | 100 | 100 | 1000 | 10,558,708 | 10,558,708 | 10,417,553 | 0.00% | −1.34% |
| FM | 0.25 | 0.14 | 0.25 | 10,558,708 | 10,447,604 | 10,558,708 | −1.05% | 0.00% |
| TO | 7 | 2 | 15 | 10,558,708 | 10,529,105 | 10,606,073 | −0.28% | 0.45% |
| Parameters | Current | Low | High | H_Current | H_Low | H_High | % Change Low | % Change High |
|---|---|---|---|---|---|---|---|---|
| CF | 1950 | 1910 | 1990 | 18,235.52 | 18,135.82 | 18,335.22 | −0.55% | 0.55% |
| SR | 6500 | 6000 | 7000 | 18,235.52 | 18,137.51 | 18,333.53 | −0.54% | 0.54% |
| CHT | 77 | 77 | 850 | 18,235.52 | 18,235.52 | 16,459.41 | 0.00% | −9.74% |
| TO | 5 | 2 | 10 | 18,235.52 | 17,877.52 | 18,832.18 | −1.96% | 3.27% |
| OS | 150 | 115 | 150 | 18,235.52 | 17,987.52 | 18,235.52 | −1.36% | 0.00% |
| ST | 255 | 100 | 650 | 18,235.52 | 18,031.56 | 19,276.31 | −1.12% | 5.71% |
| WS | 1.5 | 0.5 | 9.5 | 18,235.52 | 18,204.20 | 18,375.92 | −0.17% | 0.77% |
| SE | 0.8 | 0.07 | 0.9 | 18,235.52 | 18,146.38 | 18,247.73 | −0.49% | 0.07% |
| Parameters | p-Value |
|---|---|
| Furnace Draft (FD) | 9.80 × 10−7 |
| Surface Emissivity (SE) | 1.84 × 10−6 |
| Combustion Air Temperature (CT) | 2.78 × 10−7 |
| Charge Temperature (CHT) | 7.90 × 10−6 |
| Oxygen in Flue (OF) | 4.37 × 10−9 |
| Wind Speed (WS) | 0.00137 |
| Fixture Temperature (FT) | 0.00199 |
| Fixture Material (FM) | 0.03448 |
| Average Surface Temperature (ST) | 2.44 × 10−8 |
| Time Open (TO) | 0.03814 |
| Multiple R-squared value: 0.9996 Adjusted R-squared value: 0.9989 F-statistic: 1401 on 10 and 5 DF, p-value: 5.636 × 10−8 | |
| Parameters | p-Value |
|---|---|
| Cooling fluid flow rate (CF) | 0.371146 |
| Slag rate (SR) | 0.378843 |
| Charge temperature (CHT) | 6.13 × 10−5 |
| Time open (TO) | 0.008465 |
| Opening size/view factor (OS) | 0.196890 |
| Average surface temperature (ST) | 0.000935 |
| Wind speed (WS) | 0.152952 |
| Surface emissivity (SE) | 0.088684 |
| Average Surface Temperature (ST) | 2.44 × 10−8 |
| Time Open (TO) | 0.03814 |
| Multiple R-squared value: 0.9473 Adjusted R-squared value: 0.887 F-statistic: 15.73 on 8 and 7 DF, p-value: 0.0007954 | |
| Energy Loss/Use (Btu/h) 1 | Baseline A | Optimal Scenario | Optimal Scenario of Three Most Significant Parameters |
|---|---|---|---|
| Charge Materials | 2,982,240 | 2,653,920 | 2,653,920 |
| Fixture Losses | 161,000 | 39,760 | 39,760 |
| Wall Losses | 526,057 | 40,315 | 93,877 |
| Cooling Losses | 1,625,910 | 1,625,910 | 1,625,910 |
| Atmosphere Losses | 66,545 | 66,545 | 66,545 |
| Opening Losses | 26,425 | 7550 | 7550 |
| Leakage Losses | 1,342,378 | 1,096,047 | 1,096,047 |
| Extended Surface Losses | 1654 | 1654 | 1654 |
| Total Net Heat Required | 6,732,208 | 5,531,700 | 6,300,027 |
| Available Heat (%) | 63.80% | 75.90% | 75.90% |
| Flue Gas Losses | 3,826,500 | 1,758,662 | 2,002,932 |
| Gross Heat Input | 10,558,708 | 7,290,362 | 8,302,959 |
| CO2 Emissions (kg CO2/h) | 558.66 | 385.73 | 439.31 |
| NOx Emissions (kg CO2/h) | 1.27 | 0.87 | 1.00 |
| SOx Emissions (kg CO2/h) | 0.0032 | 0.0022 | 0.0025 |
| Energy Loss/Use (Btu/h) 1 | Baseline A | Optimal Scenario | Optimal Scenario of Three Most Significant Parameters |
|---|---|---|---|
| Charge Materials | 7583.15 | 5807.04 | 5807.04 |
| Wall Losses | 222.80 | 8.61 | 18.84 |
| Cooling Losses | 4860.39 | 4760.69 | 4860.39 |
| Opening Losses | 596.67 | 139.47 | 238.67 |
| Slag Losses | 1274.12 | 1176.11 | 1274.12 |
| Total Net Heat Required | 14,537.13 | 11,891.92 | 12,199.06 |
| Off Gas (Exhaust) Losses | 3698.39 | 3698.39 | 3698.39 |
| Electrical Heat Delivered | 14,234.35 | 11,589.14 | 11,896.28 |
| Chemical Energy Delivered | 4001.17 | 4001.17 | 4001.17 |
| Gross Heat Input | 18,235.52 | 15,590.31 | 15,897.45 |
| CO2 Emissions (kg CO2/h) | 5780.54 | 4904.21 | 5005.96 |
| CO2 Emissions from Electrical Usage (kg/h) | 4715.70 | 3839.37 | 3941.12 |
| NOx Emissions from Electrical Usage (kg/h) | 2.48 | 2.02 | 2.07 |
| SOx Emissions from Electrical Usage (kg/h) | 2.73 | 2.23 | 2.28 |
| Fuel-Fired Industrial Furnace (Industrial Furnace A) 1 | Equivalent Electrical Resistance Furnace | ||
|---|---|---|---|
| Energy Loss/Use (Btu/h) | Baseline | Energy Loss/Use (kWh/h) | Baseline |
| Charge Materials | 2,982,240 | Charge Materials | 874.01 |
| Fixture Losses | 161,000 | Fixture Losses | 47.18 |
| Wall Losses | 526,057 | Wall Losses | 154.17 |
| Cooling Losses | 1,625,910 | Cooling Losses | 476.51 |
| Atmosphere Losses | 66,545 | Atmosphere Losses | 19.5 |
| Opening Losses | 26,425 | Opening Losses | 7.74 |
| Leakage Losses | 1,342,378 | Leakage Losses | 393.41 |
| Extended Surface Losses | 1654 | Extended Surface Losses | 0.48 |
| Total Net Heat Required | 6,732,208 | Total Net Heat Required | 1973.02 |
| Available Heat (%) | 63.80% | Energy Input Available Heat | 100% |
| Flue Gas Losses | 3,826,500 | - | - |
| Gross Heat Input | 10,558,708 | Gross Heat Input | 1973.02 |
| CO2 Emissions (kg/h) | 558.66 | CO2 Emissions (kg/h) | 940.19 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bisht, P.S.; Gopalakrishnan, B.; Dahal, R.; Li, H.; Liu, Z. Parametric Energy Efficiency Impact Analysis for Industrial Process Heating Furnaces Using the Manufacturing Energy Assessment Software for Utility Reduction. Processes 2024, 12, 737. https://doi.org/10.3390/pr12040737
Bisht PS, Gopalakrishnan B, Dahal R, Li H, Liu Z. Parametric Energy Efficiency Impact Analysis for Industrial Process Heating Furnaces Using the Manufacturing Energy Assessment Software for Utility Reduction. Processes. 2024; 12(4):737. https://doi.org/10.3390/pr12040737
Chicago/Turabian StyleBisht, Prakash Singh, Bhaskaran Gopalakrishnan, Rupesh Dahal, Hailin Li, and Zhichao Liu. 2024. "Parametric Energy Efficiency Impact Analysis for Industrial Process Heating Furnaces Using the Manufacturing Energy Assessment Software for Utility Reduction" Processes 12, no. 4: 737. https://doi.org/10.3390/pr12040737
APA StyleBisht, P. S., Gopalakrishnan, B., Dahal, R., Li, H., & Liu, Z. (2024). Parametric Energy Efficiency Impact Analysis for Industrial Process Heating Furnaces Using the Manufacturing Energy Assessment Software for Utility Reduction. Processes, 12(4), 737. https://doi.org/10.3390/pr12040737