1. Introduction
For a long time, clothing production focused on small production series with many different models, colours, patterns and clothing sizes. The production of clothing should be organised with high production quality, short delivery times and reduction in all production costs [
1]. The technological processes of garment production belong to the assembly type and can be organised as linear, combined phase, flexible and modular production systems. Determining working methods and real-time norms in technological operations of sewing clothes is the basis for determining the production capacity of workplaces and the successful organisation of clothing production based on the JIT (Just in Time), QR (Quick Response) and TQM (Total Quality Management) strategies [
2].
The quality of garment production depends on the quality of performing certain technological operations, the technical equipment of the sewing machine, the working method, and the training and psychophysical abilities of the workers. When performing certain technological operations in the technological sewing process, workers are required to have a certain speed and coordination of combined and simultaneous movements, which contributes to the accuracy of performing sewing operations as well as other technological operations. In addition, to perform a successful technological operation, it is necessary to design an ergonomic and functional workplace and to establish appropriate working methods with appropriate time norms that enable a more favourable structure of technological operation and an increase in hourly production, while reducing psychophysical stress, increasing production and quality of work, and reducing production costs [
3,
4,
5]. Workplace design involves adjusting the height of the work surface, the height of the work seat and the position of the foot pedal to the worker’s body dimensions.
Therefore, it is important to determine the time for each technological sewing operation. One of the methods for determining manual operations in technological sewing (e.g., taking the workpiece, assembly, positioning and alignment) is time measurement. However, the greatest difficulties in using the MTM system arise when determining the sewing times of machine and machine-hand techniques. Many authors rely solely on the characteristics of the machine, especially the sewing speed, to determine the machine-hand times of technological sewing processes.
Based on an understanding of the importance of methods for determining working methods and time norms in technological processes in the sewing of clothing, a historical overview of research in this field follows.
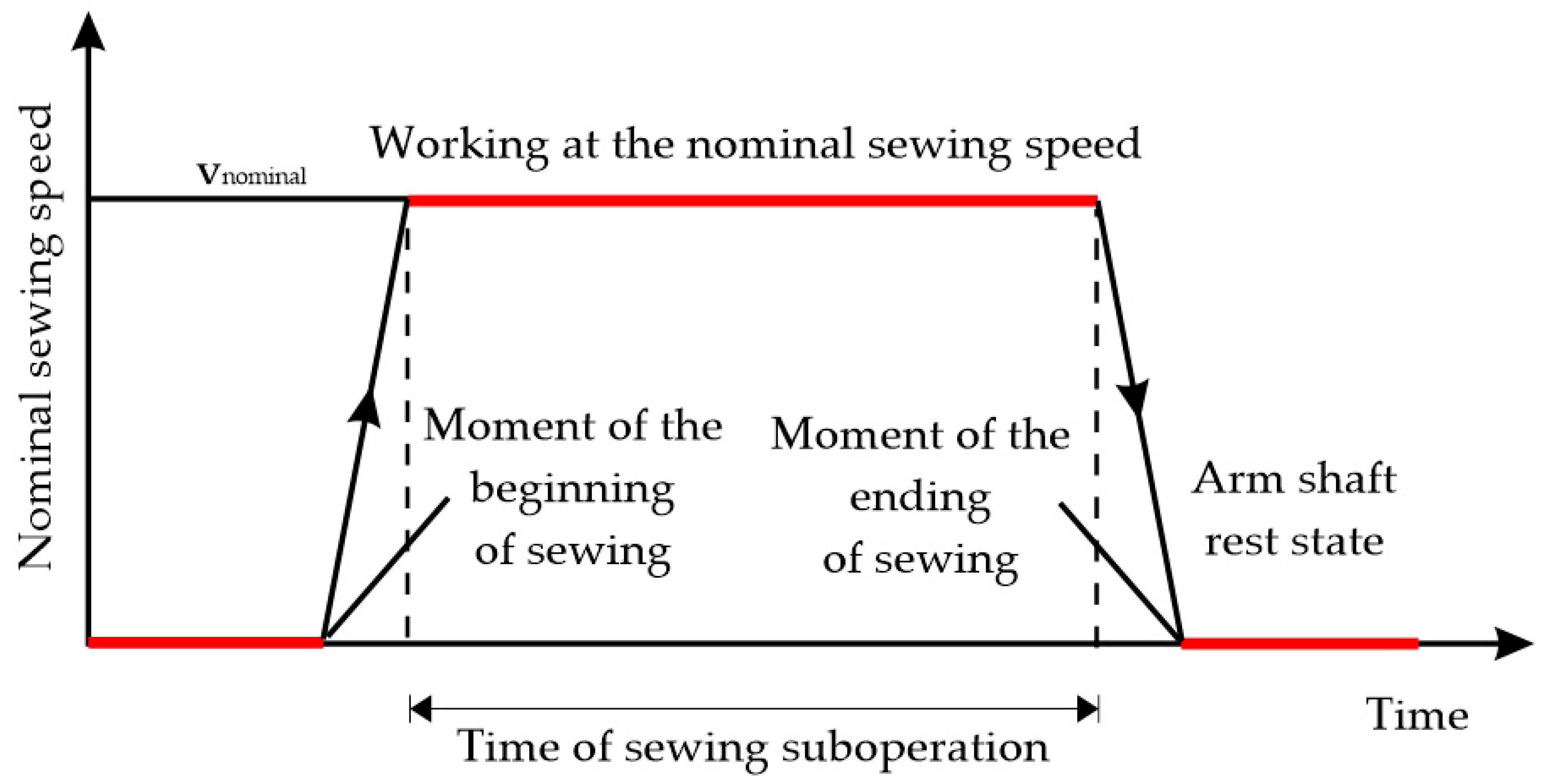
W. Oeser is one of the first authors in the field of clothing technologies to present a diagram of the nominal sewing speed as a function of time with the acceleration and deceleration phases of the arm shaft (
Figure 1), but without investigating the influence of the worker [
6]. F. Krowatschek and P. Ludemann [
7] carried out extensive measurements of the mechanical and dynamic properties of sewing machines.
P. Moll [
8] analysed methods for rationalising clothing production based on the average sewing speed for different types of clothing.
D. Liekweg, K. Rademacher, A. Deseyve and H. Hopf [
9] developed an original measuring device (the so-called Methodenlight) [
10]. It measures the dynamic state of the active sewing time, which includes acceleration and braking phases as well as the sleep time of the sewing machine. The sum of these times is the time for performing a technological operation, and their ratio can be represented as the utilisation ratio of the sewing machine in a given technological operation.
R. Heckner [
11] developed a method for calculating the actual sewing speeds, which depend on the length and curvature of the stitch, the specific density of the stitch, and the nominal or maximum sewing speed.
G. Lohman [
12] carried out a practical review (in factories) of the previously known terms and methods for determining the sewing time. He came to the conclusion that the results of determining the sewing time are more accurate for all methods if the measured average sewing speed is used.
H. Hopf [
13] pointed out influencing factors on which the sewing time depends: nominal sewing speed, achieved sewing speed, stitch width, accuracy of assembly and ability of the workers to work at the achieved sewing speed.
W. Möller’s contribution in the field of clothing technology was to introduce the reaction factors of workers in the form of time calculations [
14].
M.A. Abtew et al. also concluded that worker performance plays a role in the clothing production and thus sewing time [
15].
Y. Shao et al. showed a strong correlation between the following parameters in the sewing process to determine sewing time: fabric weight, stitch density, drape coefficient, bending stiffness, seam length, production quantity and operating time [
16].
H. Lee et al. have shown in their study that the complexity of the sub-operations and cognitive complexity are significantly correlated with the fluctuation of the sewing time and the rate of sewing errors [
17].
In addition to the sewing speed, the technical and technological parameters of the sewing machine type, the type of stitches and seams, the characteristics of the stitches (specific stitch density, length and radius of curvature of the trajectory of stitches, and type of stitches), the psychophysiological abilities of the workers, and production delays due to needle or thread breakage, etc., must also be taken into account.
The determination of the sewing time has been studied at the Department of Clothing Technology at the University of Zagreb Faculty of Textile Technology for many years. The method for determining the normal times of machine-hand processes for sewing straight seams (RAV method) and curved seams (ZAK) has been introduced [
18].
Computer software has been developed for both methods. It is important to point out that the use of the RAV and ZAK methods together with a predefined time system (MTM) allows the use of computer programmes to determine the nominal sewing times based on the technical characteristics of the sewing machines, the sewing parameters, the guidance of the workpiece and the psychophysical abilities of the workers. This is of great importance today when a technologist in clothing production encounters several different clothing models and needs to react very quickly to determine real-time norms.
This paper deals with an ergonomically designed workplace for performing the technological operation of sewing the back sleeve seam of a men’s jacket and describes working methods using the MTM method for auxiliary hand sub-operations, and the RAV and ZAK methods for technological machine-hand sewing sub-operations.
2. Methods for Determining Time Norms of Technological Sewing Operations
H.B. Maynard, G.J. Stegemerten and J.L. Schwab established the basic MTM-1 system by studying various working methods and systematically filming a large number of trained workers in various production processes. This study also included detailed analysis of motion, based on dividing the work and operation at the level of basic movements. This first MTM-1 system was established for assembly processes in the metal industry in 1948 [
19]. The basic MTM-1 system gives a detailed description of working methods that include hand sub-operations divided into the level of basic motions required for their execution. The MTM-1 system has nine basic motions of the fingers, hands and arms; two motions of the eyes; and ten motions of the feet, legs and body, with about 400 normal times for performing basic motions. The MTM-1 system is a time system consisting of tabular representations of the normal times of individual basic motions, depending on the variables of their execution, such as motion length, execution accuracy, execution dynamics, degree of motion control and the ability to execute coordinated motions, taking into account the coordination of motions and the degree of training in the execution of combined and simultaneous motions [
19,
20,
21,
22].
The MTM system is a systematic approach to analysing, improving and standardising working methods in clothing manufacturing processes, and this method help producers to achieve efficiency, cost-effectiveness and competitiveness. The MTM method enables manufacturers to accurately calculate labour costs, ensures product quality, ensures that workers are not overburdened and machinery operates optimally, helps determine the exact number of workers needed for a task and reduces training time for new employees.
The TMU (Time Measurement Unit) is time unit of the MTM system, which is 10
−5 h (3.6 ·10
−2 s). Up to 400 min of analysis are required to describe one minute of the work process with the MTM-1 system at the level of basic movements [
23,
24].
Research on the application of the MTM method in the analysis of technological sewing operations presented in this paper proves the possibility of the wide application of this method. The application of the MTM method for the analysis of technological sewing operations is of great importance for clothing manufacturers, who can compare work methods in industrial production lines in different countries of the world where they make their products. The research arose out of the need for a solution to a problem related to the improvement of the work method in the real process of clothing production in a company in Croatia. The available methods of determining time norms and analysis of work methods did not give satisfactory results, so the MTM method was applied.
As part of the research at the University of Zagreb Faculty of Textile Technology and the Department of Clothing Technology, standard sets of auxiliary hand sub-operations using the MTM (Method Time Measurement) system were developed and defined. Some auxiliary hand sub-operations included in the sewing process are presented as possible standard motion sequences and depend on the workpiece size, the workplace design, the size and shape of the work surfaces, and the technical equipment level of the sewing machines [
12].
When a worker performs machine-hand technological sewing sub-operations and guides the workpiece, three degrees of freedom of movement must be observed: seam distance from the edges of the workpiece, alignment of the workpiece and monitoring the seam curvature for seam allowance ±1 mm [
18]. The time amounts of machine-hand sewing sub-operations depend on nominal sewing speed, seam curvature, specific stitch density and total length of the sewn seam, number of segments, and equipment of the sewing machine with auxiliary devices. To determine the normal machine–hand times of sewing sub-operation of straight and curved seams, mathematical models have been used, which were obtained through the systematic study of sewing process parameters using the patented equipment for measuring process parameters (MMPP) developed at the University of Zagreb, Faculty of Textile Technology in the Department of Clothing Technology. In developing a method for determining the normal times of machine–hand operations when sewing straight seams (the RAV method), the aim is to find regression paths for a given nominal sewing speed as a function of the number of stitches in the seam. It was found that the sewing times of the machine hand increase linearly with the number of stitches in the seam at certain nominal sewing speeds, so that the dependence of the sewing speeds of the machine hand on the number of stitches is represented in the general equation of a straight line [
18]:
where
tar—normal time of machine-hand sub-operation, s;
Bu—stitch number in the segment of the seam;
av—regression coefficient of the dependence of the machine-hand sewing time on the nominal speed;
bv—regression coefficient of the dependence of the machine-hand sewing time on the number of stitches in a straight seam.
Mathematical expressions have been defined for the evaluation of
av [
18]:
The value of bv is between 0.331 and 0.337, depending on the nominal sewing speed, and an average value of 0.334 is used.
The mathematical expression for the evaluation normal time of machine-hand sub-operation should be corrected by a correction factor for the type of sewing machine K1: for universal sewing machines with chain stitch and lockstitch, K1 = 1.00; for special two-needle sewing machines, zigzag and overlock stitch sewing machines, K1 = 1.05; for special sewing machines with blind and cover stitches and single and double T zigzag, K1 = 1.10; and for special sewing machines with three or more needles, K1 = 1.15.
Based on the above data, the normal times of machine-hand sub-operation for straight seams (RAV method) are determined using a mathematical expression [
18]:
Mathematical modelling was used to determine the functional dependence of the time correction coefficient on the radius of the seam curvature [
18]:
where
rz—coefficient of radius of the seam curvature, mm.
Normal times of machine-hand sub-operation for curved seams (the ZAK method) are determined with the following mathematical expression [
18]:
3. Experimental Part
In the experimental part of the work, the working method and the corresponding time norm for sewing the back sleeve seam of a men’s jacket were determined using the MTM, RAV and ZAK methods and compared with the execution time determined by recording with a stopwatch. The execution time determined by recording with a stopwatch was determined in a real production process. A total of 30 repetitions of the technological operation of sewing the back sleeve seam of a man’s jacket were recorded at the workplace and the mean value of the collected measurements is presented in the results.
For this purpose, performing a technological operation was recorded with a video camera in the real manufacturing system at a designed workplace and, by analysing the video material, the working method and execution time were determined using the MTM system for auxiliary hand sub-operations and, using RAV and ZAK methods, the normal time for machine-hand technological sewing sub-operations was determined.
Designed Workplace
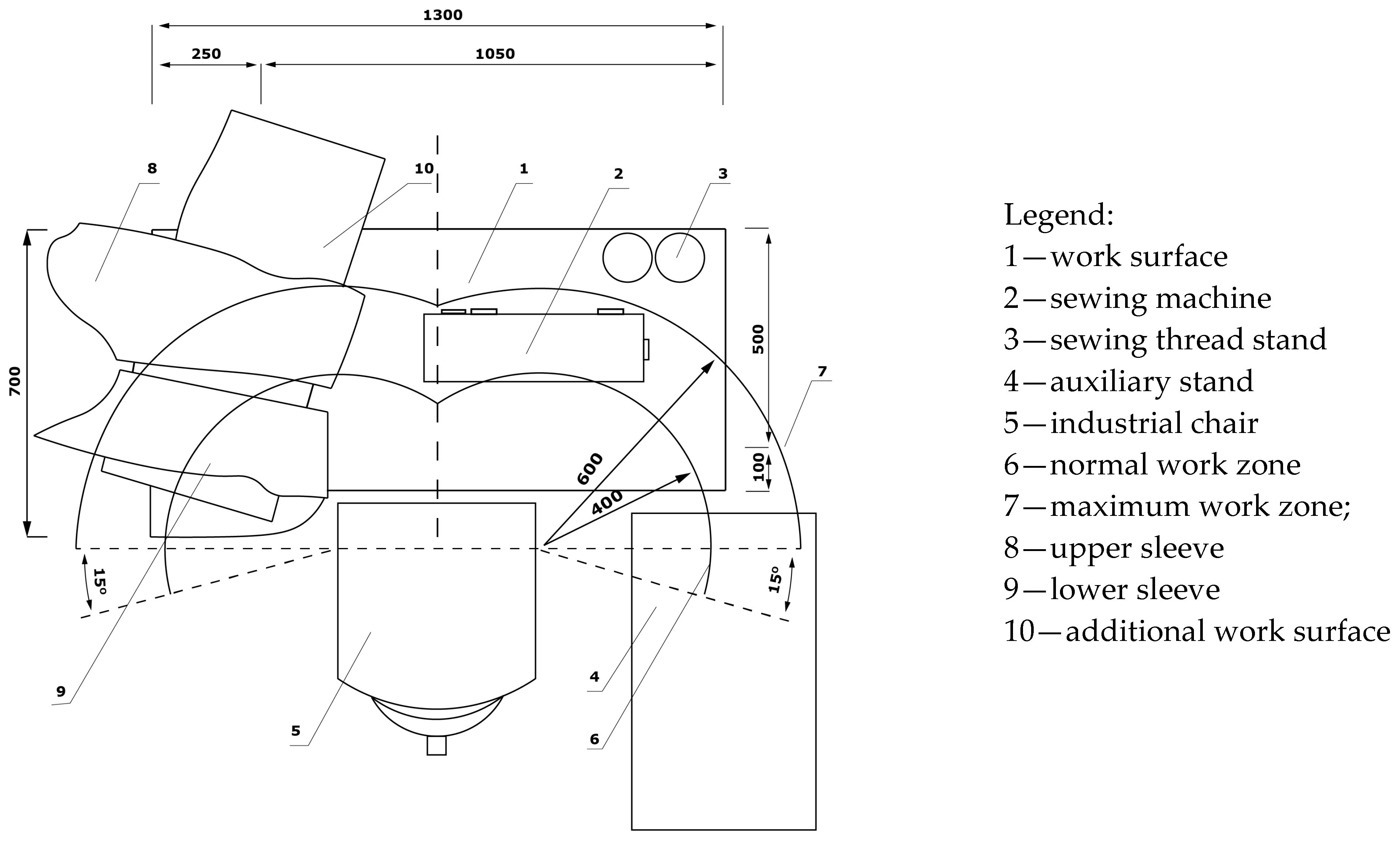
The technological operation of sewing the back sleeve seam of a man’s jacket was per-formed on a chain stitch sewing machine (stitch type 401), PFAFF 706/81-900-71, with dimensions of the work surface of 700 × 1300 mm and a built-in additional work surface with dimensions of 880 × 400 mm, which is located on the left side of the work surface. The workpiece bundles are of medium size (upper sleeve 220 × 640 mm, lower sleeve 124 × 640 mm) and are located on an additional work surface above the work surface of the sewing machine in the normal reach zone (
Figure 2). The additional surface above the work surface is provided to more easily handle the workpiece.
A 160 cm tall worker (popliteal length of the lower leg 42 cm) works at the workplace equipped with a 53 cm high industrial seat. The distance of the upper body from the work surface is 15 cm and the height of the work surface is 15 cm higher than the thigh in the seated position.
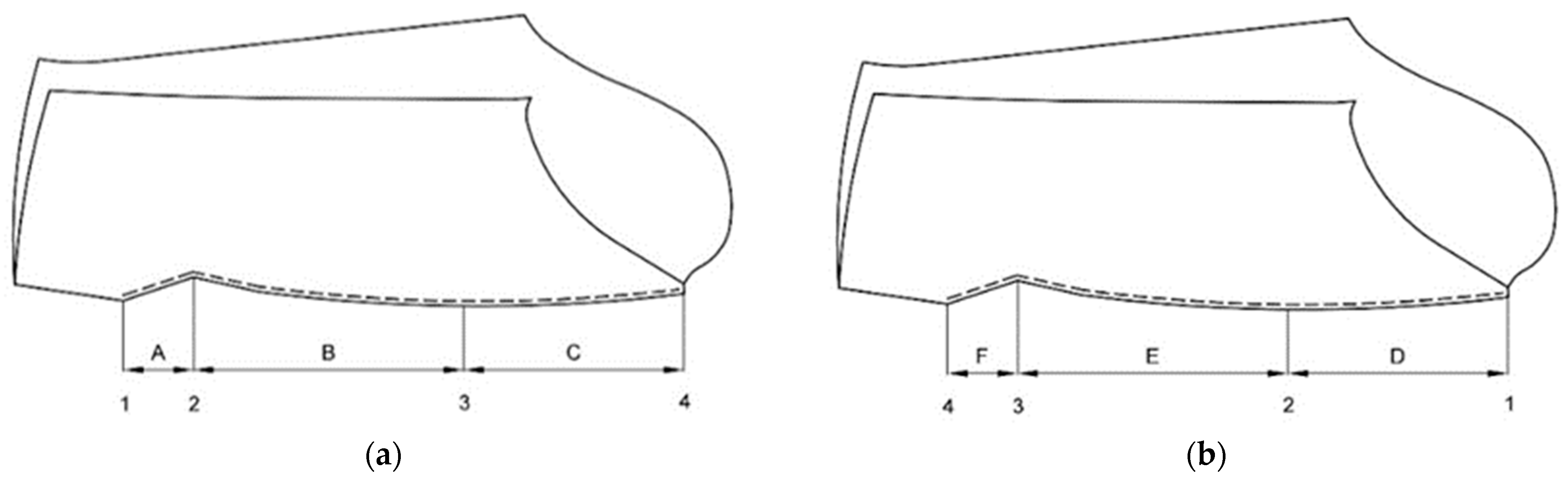
Figure 3 shows the technological operation of sewing the back sleeve seam (cut from a single-colour fabric) on a men’s jacket of clothing size 50 with marked control points and sewing segments. Sewing the back sleeve seam is done in three segments: sewing the left sleeve from the sleeve slit to the armhole and the right sleeve from the armhole to the sleeve slit. Sewing sleeves is always performed on the lower sleeve. When performing the technological operation, the width of the seam is 10 mm with a tolerance of ±1 mm, which can be regulated by installing an auxiliary device (stopper). The permissible tolerance of the seam length at the beginning and at the end (point 1 and point 4) is ±2 mm. When sewing the left and right sleeves in point 2 and point 3, there are notches whose permissible tolerance is ±2 mm. The length of segments A and F is 7 cm (34 stitches), that of segments B and E is 27 cm (108 stitches) and that of segments C and D is 22 cm (94 stitches) long. The stitch length set on the sewing machine is 4 cm
−1.
Description of the method of performing the technological operation: The worker takes a bundle from the movable stand, opens it and places it on an additional work surface located to the left of the sewing machine work surface. The worker places the sleeves so that the length of the sleeve is facing the worker and the sleeve slits are facing face each other, and folds the left and right sleeves down in pairs.
Sewing the left back sleeve seam: The worker takes the upper left sleeve in left hand, grasps it with the right hand, turns it to the front and places it on the worktable. Then, the worker takes the lower left sleeve with the left hand, grasps it with the right hand, and turns it over. After that, using the left and right hands, the worker performs assembly over the length to the notch (points 1–3). The worker positions the workpiece with the left hand, while holding the workpiece in the area of the notch with the right hand. Then, the worker creates a seam, beginning with bar tacking, and topstitches a slit segment (segment A), stops the machine and turns the workpiece with the left hand. The worker aligns the workpiece and topstitches to the notch (segment B). When breaking the sewing, the worker aligns the workpiece with the left and right hands on the edge of the workpiece and topstitches the seam (segment C), performs the end bar tacking of the seam, automatically cuts off the thread and lays the workpiece on the movable stand.
Sewing the right back sleeve seam: With the left hand, the worker takes the upper right sleeve, which is turned face up, and grasps it with right hand and places it on the work surface. The worker takes the lower right sleeve with the left hand and places it on the upper sleeve. With the left hand, the worker pushes the workpiece over the work surface of the sewing machine into the central work zone, and puts the pieces together and positions under the needle. Then, with both hands, the worker aligns the seam with the beginning bar tacking towards the notch and topstitches (segment D). During the sewing break, the worker aligns the workpiece with both hands over the length and topstitches the seam (segment E). The worker turns the workpiece with the left hand, topstitches the slit (segment F), performs the end bar tacking, automatically cuts off the thread and places the workpiece on the movable stand with both hands.
4. Results and Discussion
Based on the analysis of the technological sewing operation for the back sleeve seam cut from a single-colour fabric in the real production process, a working method was developed and the analysis of technological sub-operations up to the level of motions using the defined standard sets of sub-operations with the MTM-1 system (
Table 1) was performed.
Table 2 gives an overview of the calculated machine-hand times of sub-operations of sewing processes for the back sleeve seam cut from a single-colour fabric according to the RAV and ZAK methods.
The total normal time for the technological operation of sewing the back sleeve seam cut from a single-colour fabric is 1254.8 TMU (45.17 s). The fatigue coefficient (Kn = 0.11), the environmental coefficient (Ka = 1.10) and the additional coefficient for the additional time (Kd = 1.10) are added to the normal time, and the calculated time of the technological operation for the product unit (time unit) is 1547.2 TMU (55.70 s) or 0.93 min.
The technological operation was analysed according to defined standard sets of motions using the MTM-1 system and the working method was developed in accordance with the recorded workplace in the real production process. The worker uses the following standard sets of motions to perform the technological operation of sewing the back sleeve seam cut from one-color fabric (
Table 1):
Sewing the left back sleeve seam: Taking a workpiece from one bundle, with turning the upper and lower sleeve (A04b80AA04b50A), assembling (B03/2), positioning (C02), rotation (G04), alignment (G03), cutting off the thread (F03), thread cutting (F03) and laying off the workpiece (H02), while the time of the machine-hand sub-operation of sewing was determined according to the RAV and ZAK method (
Table 2).
Sewing the right back sleeve seam: Taking a workpiece from one bundle with lifting (A02b80B) and another workpiece with turning (A04b50A), transporting the work-piece (V01), assembling (B01), positioning (C02), alignment (G03), alignment (G02), rotation (G04), cutting off the thread (F03) and laying off (H02), while the time of the machine-hand sub-operation of sewing was determined according to the RAV and ZAK methods (
Table 2).
Table 3 gives a comparative overview of the production time for the technological process of sewing the back sleeve seam cut from a single-colour fabric. This time was determined by recording with a stopwatch and applying the analysis using defined standard sets of motions with the MTM system. The difference that appeared between the calculated time norms using the MTM method and those recorded with a stopwatch can be interpreted by the method of measurement with a stopwatch and the calculation of norms. When measuring with a stopwatch, a chronometer error or an error of the time analyst may occur due to the disadvantages of the measurement method. In addition, the time analyst provides a subjective assessment of the worker, which is incorporated into the time norm, and if the worker’s assessment is incorrectly determined, the calculated norm is incorrect. The MTM method is objective because the time norm is calculated by adding up times according to tables. It is important to emphasise that the MTM method cannot be used at the workplace in the real production process, but rather the analysis of the video recording of the workplace is conducted, and it takes much more time to determine the time norm than by recording with a stopwatch. In a real production system, it is necessary to determine the time norm on time and reduce it by applying improved working methods.
In an export contract, the foreign buyer gives the company sewing a certain item its estimated time for the completion of a certain technological operation. In the sewing company, due to the equipment of the sewing machine and the psychophysical abilities of the worker performing the technological operation, there is a difference in the time for performing the technological operation. In this case, the worker carries out this technological operation in a shorter period of time than the export standard requires.
The study of the times obtained shows that the sets of sub-operations elaborated with the help of the MTM system can be used to determine the execution time of technological operations already in the planning phase of production lines. Some deviation is possible as the sets of sub-operations are standardised with respect to the length, type and case of the motion, which can be corrected if necessary.
The comparison of the MTM method and measurements with the stopwatch is presented in the literature [
1,
3], and several authors have made this comparison. Their research has shown that the deviations from the obtained time norms are minimal, and any larger deviations are explained by the inappropriate work rhythm of the workers. In both cases, research from the literature was conducted in the automotive industry, which is completely different from the clothing industry. In this paper, application of both methods and the minimal deviations from the obtained times have been proven, which can be attributed to the strong training of the workers and the continuous rhythm of work. Almeida et al. used the MTM method and some other methods, such as Lean Manufacturing, Ergonomics, Continuous Improvement, PDCA Cycle, Kaizen Workshops, Benchmarking and SPC (Statistical Process Control), in order to reduce costs through the elimination of waste. This research using the MTM methodology, which focuses on the manufacturing processes, with emphasis on the human activities and time norm.
Improved working methods reduce the time needed to perform a technological operation, thereby increasing efficiency and productivity, which also means a reduction in costs. By choosing the right working method, which is adapted to the worker from an ergonomic point of view, the worker’s workload in the production process and fatigue are reduced. This has a positive effect on work efficiency and the possibility of occupational diseases is reduced, which increases the well-being and satisfaction of workers. Using the MTM system, better working methods can be defined at workplaces, workers’ skills can be developed and workloads can be balanced.
5. Conclusions
The successful organisation of the technological sewing process with a continuous flow of material requires an appropriate ergonomic design of the respective workplace, whereby a favourable working method with the associated time norms must be found. This enables a more favourable structure of the technological operation with an increased efficiency of the machine and a significant reduction in the psychophysical load of the workers. Lack of knowledge of accurate and correct time norms, as a result of insufficient knowledge of the structure of technological processes, can lead to time losses and an uneven production process, which in turn results in higher production costs, lower utilisation of production capacity and longer delivery times.
The MTM (Method Time Measurement) method can determine the appropriate working method, as it enables the determination of excess motions in technological sub-operations, whereby individual technological sub-operations can be performed by combining several basic motions that form logical groups of motion sequences in terms of dynamics, the required muscle and visual control, and the possibility of performing simultaneous and combined motions.
This research shows that defined and established standard sets of motions can be applied to the analysis of technological operations in the real production system. The research also shows that the time norm for determining the machine-hand sewing time measured with a stopwatch, and determined using MTM analysis and the RAV and ZAK methods, has deviations between 1.1% and 10.8%. The resulting deviations are possible because the sets of motions in individual sub-operations are standardised with respect to the length, type and case of motion, and, in a real production system, the motion variables may be different. Deviations in the values of time norms are also possible due to the applied method of measurement with a stopwatch (flowing or backwards) and may also depend on the training level of the recorder who carries out the recording with a stopwatch.
Since the research was carried out due to the need to solve the problem related to the improvement in the work method in the real process of clothing production, these results are practically integrated into the current production. The MTM method, in addition to improving the work method and reducing the workload of workers in the production process, provides results to reduce production costs and create a better organisation of work. A favourable choice of working method not only influences the duration of technological operation, but also contributes to the humanisation of work, safety in the workplace, quality assurance and increasing the efficiency of the entire production process.
The research presented in this paper was carried out in a real production system, and the analysis using the MTM method was based on a video recording. A limitation of the current study is the impossibility of performing the MTM analysis during production at the workplace. In the future, it will be necessary to investigate the possibility of speeding up the process of analysing movements, and determining time norms must be investigated using software that contains an automatic selection of basic movements or sub-operations predefined as standard sets with associated production times and automatic calculation of time norms.








{kind=link}
{kind=link}
{kind=link}