Abstract
The work in the technological sewing process is carried out on machine systems characterised by machine–hand work, where the worker and the machine work simultaneously. Such a work system requires a high level of responsibility in terms of quality, quantity, and the correct and timely execution of work, which requires workers to have fast and accurate reflexes, as well as exceptionally good psychomotor and visual skills. By applying the basic movements of the Methods-Time Measurement (MTM) system, the elaborated standard sets of hand sub-operations included in technological sewing operations, and the method of determining normal times for straight seams (RAV) and curved seams (ZAK), it is possible to determine the working method and time norm of individual technological sewing operations. The MTM Calculator software was developed to facilitate the determination of working methods and time norms on the basis of the MTM system. It can be used to quickly calculate the production time for a technological sewing operation.
1. Introduction
Production is at the heart of any business, and its efficiency, management, and planning are critical to the success and profitability of a business [1,2].
The clothing industry is labour-intensive and represents the final stage of textile processing. It is responsible for the overall quality of the clothing, not only in terms of production, but also in terms of the basic and integrated parts. For a long time, clothing manufacturing focused on small model series; different colours, patterns, and sizes; high production quality; short delivery times; and overall cost reduction [3,4].
In the clothing industry, the technological process of sewing accounts for about 70% of the total time spent on the production of clothing, and the technological process of cutting and finishing accounts for about 30% of the total time spent on the production of clothing. According to the work process, technological sewing operations belong to the type of assembly (piece work) process with a linear method of setting up the workplace [5,6].
Studies on the structure of working time during a 450 min shift in the sewing process have shown that workers spend 20–30% of their time on machine–hand sewing operations, 60–70% of their time on manual auxiliary operations, and the remaining 10% (45 min) on unproductive activities [5,6,7].
The use of technology in sewing involves the use of sewing machines that have mechanical–manual functions. This creates a closed loop of necessary reactions between the worker and the machine, with the worker playing an important role in controlling the sewing process and making important decisions [6].
Such a work system requires a high degree of movement execution and coordination, as well as the necessary visual focusing of the eyes on the central field of vision while time controlling the sewing process through a controlled foot movement that regulates the stitch speed of sewing and, at the same time, controls the distance of the seam line from the edge of the workpiece, the mutual alignment of the edges of the workpiece, and the length of the seam to the end of the seam.
Due to the dynamic work required in technological operations, the worker often works with a conditional forced posture of the body and head, which leads to unphysiological sitting, isometric strain on the lower limbs, and strain on the arms and legs [8]. Therefore, it is necessary to design each workplace in the technological process of sewing on the basis of ergonomic laws and to develop a favourable working method with appropriate time norms, which will help to achieve a normal workload for workers, a continuous flow of materials in the production lines, and a more favourable structure of technological operation.
The MTM (Methods-Time Measurement) system provides a detailed description of work methods, along with the normal times required to perform individual movements, and defines the rules according to which a worker with normal mental and physical abilities performs movements in a specific sequence [9].
The MTM system consists of nine basic movements of the fingers, hands, and arms; two movements of the eyes; and ten movements of the feet, legs, and body, with about 400 normal times for the execution of the basic movements, where the movement symbol is derived from the basic English vocabulary. According to the possible performance variables (movement length, type, case, degree of accuracy, etc.), basic movements with corresponding normal times (tn) are given in tabular form in the literature [10,11].
The MTM system can be used to determine whether combined and simultaneous movements can be performed in a coordinated manner. The time unit of the MTM system is TMU (Time Measurement Unit) and is 10−5 h (3.6 × 10−2 s) [10,12]. By using the MTM system, work process studies are able to carry out the following:
- Identify, develop, and prepare optimal work methods before the start of clothing production;
- Design production systems for clothing technologies;
- Select the best configuration for machines and equipment;
- Train workers according to the developed and established optimal work method;
- Assess the extent to which production capacities are utilised;
- Monitor the implementation of production plans;
- Rationalise current procedures and work methods;
- Establish current standards regarding the composition of personnel and installed equipment [13,14].
A literature search was conducted, and MTM methods were found to be used in the automotive and wood processing industries, which are completely different from the clothing industry. Moreover, it is found in the literature that the MTM method is used in combination with other methods to reduce production costs. Almeida et al. have used the MTM method and some other methods, such as lean manufacturing, ergonomics, continuous improvement, Kaizen workshops, benchmarking, and SPC (Statistical Process Control), to reduce costs by eliminating waste [1].
Today, the MTM system is used to determine the norms of technological operations in various industrial productions and in combination with various other methods related to the workload of workers, the movements of individual body parts, or the organisation of production with the aim of reducing production time and production losses. The MTM system is often used manually, and the time needed to analyse a technological operation is very long and requires comprehensive analysis and the extensive experience of experts.
Since the 1990s, with the development of computer science, several software programmes have been developed to help MTM experts analyse work and determine the time and working conditions. This software is a tool for recording the movements of workers and entering the observed MTM codes so that the cycle times of technological processes can be defined [15].
Some researchers have published studies on how they use the MTM system. Bellarbi et al. from the University of Toulouse analysed the movements of the head and hands during some woodworking operations. They propose the automation of the practice using a motion capture system that allows one to analyse the movements of a technician in an exercise or simulation to automatically generate the MTM UAS codes [15].
The Motion Analysis and Index Derivation (MAID) software was developed by Kuhn and Laurig [16] to determine hand, arm, and trunk movements, as well as the effort, visual control, and precision of a worker from the MTM codes.
The ErgoMost software combines a predetermined time analysis with an ergonomic evaluator that takes into account risk factors such as strength, posture, and vibration of the neck, upper and lower limbs, and back. Some authors use the MTM method as a tool to improve productivity in a beauty salon [17].
The Maynard Operation Sequence Technique (MOST) method was developed by K. B. Zandin of the Maynard Corporation in 1980. Many authors have compared the results of the MOST and MTM methods. In their study, Bures and Pivodova examined 21 technological operations in the automotive industry and compared the times determined using the MTM-1 and BasicMOST methods with an analysis carried out using the REFA method. The resulting time deviations amounted to a maximum of 10% [18].
These systems are not fully applicable to the clothing industry. The technological process of sewing and the operations performed by the workers require machine–hand work, a high level of responsibility, quick reflexes, visual control of the process, and the simultaneous movement of the workers’ hands, fingers, and feet. Determining the duration of technological operations and improving working methods are extremely important in order to achieve savings in the production process, make work easier for the worker, and achieve the best and optimal work results. Our research with the MTM method focuses on clothing manufacturing processes, with an emphasis on human activities and time norms. The MTM Calculator v2.0 software was developed as a tool for experts in the clothing industry to speed up the calculation of time norms for technological sewing operations.
2. Materials and Methods
The technological sewing process consists of a series of technological operations that depend on the type, model, and use of the clothing. The structure of the sewing operation, shown in Figure 1, includes the necessary manual sub-operations—taking the workpiece, putting together, positioning, sub-operations during sewing breaks, sewing or joining, and laying off the workpiece—as well as the technological machine–hand sub-operation of sewing [6].
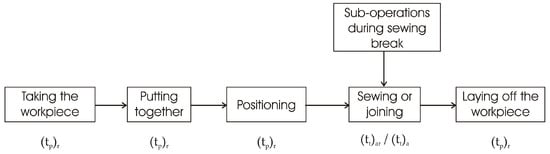
Figure 1.
Structure of the technological sewing operation, split into sub-operations [6].
Individual sub-operations in the structure of the technological operation can be carried out in different ways. The ways depend on the size and number of workpieces, the technical degree of the equipment in the sewing machines, the size and shape of the work surface, the necessary work zones and fields of vision, and the level of training of the worker. Table 1 shows all the sub-operations of the technological sewing operation and the methods used to perform them [6].

Table 1.
Sub-operations of the technological sewing operation and methods for performing them [6].
The sub-operation of taking includes taking the workpiece from the work surface of the machine and is performed with a series of basic movements: reaching (R), grasping (G), moving (M), and bringing the workpiece to the central work zone (CWZ).
The sub-operation of putting together includes putting together two or three cut parts. This sub-operation is performed in the central work zone. It requires high precision of execution and control in the central visual field, necessitating the use of the P1SE and P2SE movements depending on the degree of precision required.
The sub-operation of positioning consists of the simultaneous movement of moving (M), positioning under the needle (P1SE), and a foot movement for lifting and lowering the presser foot (FM).
Sub-operations performed during the sewing breaks can include standard sets of workpiece alignment, aligning the workpiece, aligning the workpiece edge, aligning the workpiece layers, and turning and rotating the workpiece under the needle. These sub-operations depend on the type of technological operation, the type of guide, and the technical equipment of the sewing machine. They refer to sewing on universal and specialised machines.
The sub-operation of laying off the workpiece includes laying off with one hand (for small workpieces) on the auxiliary stand and is performed with the movements of moving (M), releasing (RL), and returning to the equilibrium position (R).
Depending on the type of sewing machine, the sewing sub-operation can be a machine sub-operation, e.g., when sewing on an automatic sewing machine, or a machine–hand sub-operation, e.g., when sewing on a universal or special sewing machine, in which guiding the workpiece during sewing is part of the technical sub-operation [3,6].
Determining the optimal work method with the corresponding normal time consists of the following tasks:
- Gathering information on the technological working method and finding the most suitable sewing machine;
- Designing the workplace and adapting it to the anthropometric measurements of the workers and determining the work and visual zones;
- Breaking down the technological operation into sub-operations and movements;
- The determination of basic movements using the MTM system with the possibility of performing combined and simultaneous movements.
On the basis of these procedures, the optimal work method is determined with normal affiliation time for the execution of movements, sub-operations, and technological operations.
The time required for machine–hand sewing operations is determined by the nominal stitch speed, the curve of the seam, the specific stitch density, the total length of the sewn seam, the number of segments, and the equipment of the sewing machine with additional components. To determine the normal machine–hand times of the technological process of sewing straight and curved seams, mathematical models are used, which were obtained through a systematic study of the parameters of the sewing process conducted using a patented measuring device for measuring process parameters (MMPP) developed at the University of Zagreb, Faculty of Textile Technology, Department of Clothing Technology [19,20]. The developed mathematical models show that the normal times of the machine–hand sub-operations depend on variable values of the process parameters:
- Nominal stitch speed of the sewing machine (vn): 1000–7000;
- Number of stitches in a segment (Bu): 10–300;
- Sewing machine correction factor (K1): 1.00–1.15;
- Coefficient of the seam curvature radius (rz/mm): 20–3000.
Normal times for straight seams (RAV) are determined according to Equation (1), and for curved seams (ZAK), they are determined according to Equation (2):
A corresponding computer program [19] was developed for these mathematical models, with which the normal time of the machine–hand sewing process can be calculated in different time units (s, TMU, min, h).
Experimental Part
As part of the experimental part of the study, systematic elaborations were carried out with the MTM-1 system, and standard sets of hand sub-operations of the technological sewing processes were developed. Based on the results of the systematic study, the following basic concepts of the standard set of movements were created and established:
- For the sub-operation of taking, ten types of execution have been developed depending on the size of the workpiece, the position of the bundles, the way in which the cutting layers are laid, and the design of the workplaces, which are divided into four groups: taking one workpiece from one bundle, taking two workpieces from one bundle, taking two workpieces from two bundles, and taking three workpieces from three bundles. According to the execution method for the sub-operation of taking, 12 standard sets were developed, comprising a total of 26 execution methods, with the corresponding normal times depending on the movement classes of reaching and moving.
- For the sub-operation of putting together, depending on the execution method, there are three types of methods for putting together the edges with five developed execution methods in relation to the grip width and two methods for positioning on the marked place with three developed sets in relation to the grip width with the corresponding normal time. In putting together, the movements are 4 to 7 cm long, type 1, with accuracy in moving (MC) and putting together being (1). This sub-operation requires a high degree of muscular movement control and eye attention and limits the ability to perform simultaneous actions. Due to the high demands, these standard sets of movements are categorised as Class II (requires worker training) and are performed in the area of sharp vision.
- The sub-operation of positioning consists of three execution methods with corresponding normal times. This sub-operation requires a high degree of control and coordination of movement when placing the workpiece under the presser foot while simultaneously lifting the presser foot with the movement of the foot.
- The sub-operation of sewing considers the type of workpiece guidance and seam backtacking, and the use of thread cutting aids must also be taken into account. The choice of the method for guiding the workpiece during sewing depends on the properties of the fabric, the contours of the cut parts, the nominal sewing speed, the specific density of the stitches, and the training of the worker, whereby four types of workpiece guidance are distinguished. Seam backtacking is carried out with 3 to 5 stitches, with a change in the sewing direction, whereby a distinction is made between three methods with regard to the technical equipment of the sewing machine. Four types of execution with the corresponding normal time have been developed for sewing with the aid of auxiliary devices. Auxiliary devices ensure more efficient execution of technical operations, reduce execution time, enable a more even rhythm of technological operations, minimise interruptions during sewing, and facilitate a better appearance of the seam and a less-intensive workload for workers. The standard set of movements for the sub-operation of thread cutting is performed at the end of the technological operation, depending on the technical equipment of the sewing machine, for which four execution methods with corresponding normal times were developed.
- Five execution methods with corresponding normal times were developed for the sub-operations during sewing breaks. The sub-operations during sewing breaks require a visual inspection of the needle plate of the sewing machine; they interrupt the dynamics and rhythm of movement execution.
- Three execution methods with the corresponding times have been developed for the sub-operation of laying off in a seated position with support from the torso by turning.
- Nine execution methods with the corresponding normal times were developed for the standard movement sets of the accompanying sub-operations when performing technological sewing operations. Accompanying sub-operations are auxiliary sub-operations that support the execution of the sewing sub-operation. Their use depends on the type of technological process, the working method, or the equipment of the sewing machine.
In addition, a program called “MTM Calculator v2.0” was developed as a framework software solution to accelerate the process of determining standard times and time norms for technological operations in clothing manufacturing. This software was developed using the Microsoft Access® program tool and is based on the results of a study on standard movement rates. The word “framework” alludes to the uniqueness of the program, which suggests several avenues for possible future development and design (technical and application), as well as the ability to function as a stand-alone program or as part of a broader industrial information system. The concept of movement and motion sequences for processing and storage in relational databases had to be structured hierarchically and cyclically before this software could be created.
3. Results
Table 2 presents a detailed set of motions for taking two workpieces from one bundle with both hands for Classes 50 and 80.
Table 2.
Standard set of motions for taking two workpieces from one bundle with both hands for Classes 50 and 80.
The “MTM Calculator” program is designed so that the combination of the defined sets of hand sub-operations of the MTM system and the basic movements form work methods for each technological operation, and by applying the RAV method and the ZAK method, the machine–hand time of the sewing operations is determined, which, by addition, gives the normal execution time of the technological sewing operations. The final result is obtained by including the fatigue coefficients, the environmental factors, and the additional time coefficient in the equations used to calculate the time for the product unit, also known as the time standard (measured in TMU, hours, minutes, and seconds). Various technological operations can be used in the program to generate a series of procedures necessary for the production of custom-made garments.
The process of developing the MTM Calculator v2.0 software ran parallel to the research on applying the MTM method in determining time norms within technological sewing operations in the clothing industry. The initial goal was to adapt the initially conceived measurement model to achieve a cyclical structure described by relational database tables. Relational databases still provide significantly faster and simpler searching and content maintenance than some modern hierarchical database systems. The first operational goal was to form tables of elementary movements and sets of movements. After that, it was necessary to devise ways of shaping, storing, and subsequently updating technological sewing operations. This segment constitutes the basic operational core of the application, which must enable the design of new technological operations, their quick and easy updating, the reusability of once designed technological operations, and the creation of reports and work orders for workers who need to perform the designed technological operations in practice. In the next step, the concept of a clothing model was introduced, which connects several technological operations into a single unit. Models for their realisation include a series of equal technological operations. This is where the reusability of once designed and stored technological operations comes to the fore. In the final part of the development, attention is focused on maintaining elementary sets (tables) of data, such as elementary assemblies, movements, and models of clothing items. MTM experts with administrative credentials intend to update this functionality. The flow diagram of the development activities coincides with the functional model of the MTM Calculator v2.0 software, as shown by the framework data flow diagram in Figure 2.
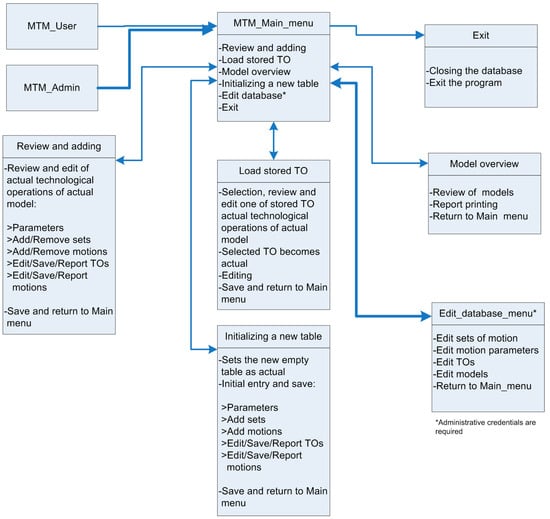
Figure 2.
Framework data flow diagram of the MTM Calculator program.
The development of the application from the initial to the final steps was focused on the user, the MTM expert, and each of its phases was validated during the development process. When we talk about metrics, i.e., indicators of success, we can say that they match the set goals, and they centre around the following:
- The simplicity of the design of technological operations;
- The reusability of technological operations;
- An intuitive user interface;
- A contextual help system;
- User notifications about upcoming operations (with confirmation of consent);
- User notifications about the performed operations;
- The speed of calculating the execution time of technological operations;
- The simple maintenance of elementary data tables;
- Easy report generation.
The first section of the “Main Menu” of the program is called “Review and adding” and is of great importance, as it is the main component of the program. After selecting the “Review and adding” option, a comprehensive screen form appears (Figure 3) that allows you to design the work method for technological operations and provide detailed information about basic movements. Within the screen form, there is a sub-form called “Fr_List”, where it is possible to add or remove individual movements or sets of movements for specific technological sewing operations.
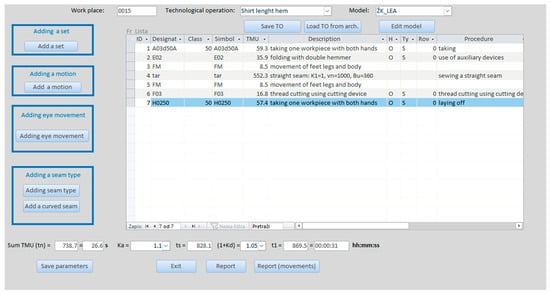
Figure 3.
Form designed for inputting sets of motions and fundamental movements required for technological sewing operations.
Since technological operations may consist of many sets of movements and basic movements, which must be calculated independently depending on parameters such as shape and type of movement, duration of movement, etc., it is possible to define the individual elements of the movement with the help of the software. In the column on the left side of the form, there are command buttons for adding specific elements for sets of movements, individual basic movements (which do not need to be calculated separately), eye movements, and special parameters used to calculate the time of the machine–hand sub-operation for sewing straight and curved seams (calculated with formulas). For the design and calculation of the execution time of technological operations, additional information is required, such as the workplace designation, the name of the technological operation, the name of the production model to which the specified technological operation is applied, the fatigue coefficient (Kn), the coefficient of environmental impact (Ka), and the coefficient of additional time (Kd).
Complex SQL filtering was performed on the partial content of up to four features (name, class, hand, and description) for easier searching and the selection of an individual set of movements, as shown in Figure 4. It is possible to search and select individual basic movements in a similar way, as shown in Figure 5.
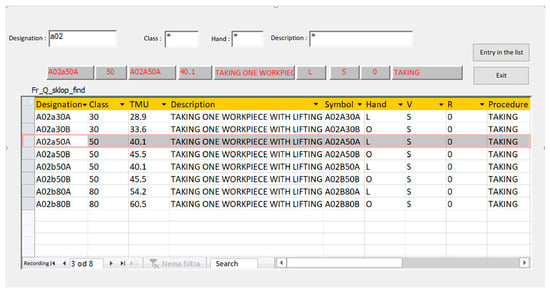
Figure 4.
Searching, selecting, and adding defined sets of motions.
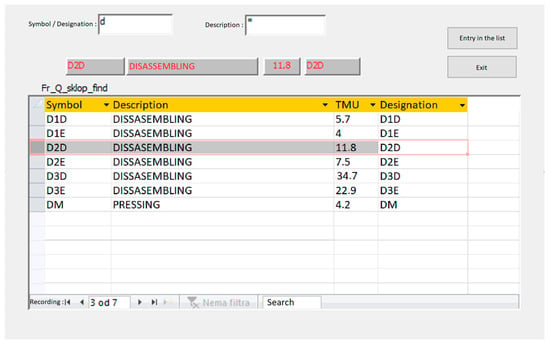
Figure 5.
Searching, selecting, and adding basic movements.
When the desired movement is selected, it appears in the dark grey checkboxes (red-coloured content), the accuracy of the selection is confirmed, and the selection is added to the list of technological operations by pressing the “Entry in list” button.
Figure 6 shows a form for selecting and calculating the time required to perform eye movements. The EF amount is fixed and is 7.3 TMU, but the ET movement is calculated using a formula and requires the actual length of the gaze shift and the distance of the eyes to be entered beforehand. The data and values for these terms can be entered into the technological worksheet by clicking on the corresponding button.
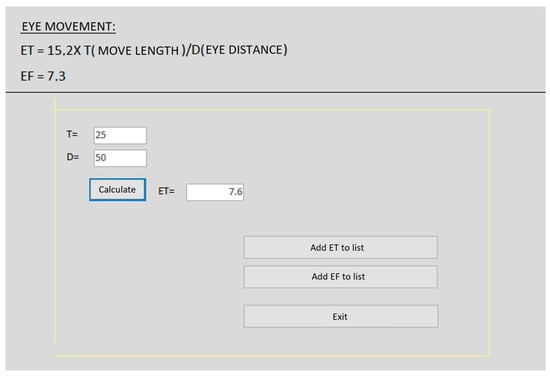
Figure 6.
Selection, calculation, and addition of eye movements.
Figure 7 and Figure 8 show forms for estimating the machine–hand sewing time for sewing a straight and a curved seam using the RAV and ZAK methods. The sewing time value provided by these formulas is initially given in seconds, but the numbers can be converted to TMU and entered directly into the technical worksheet.
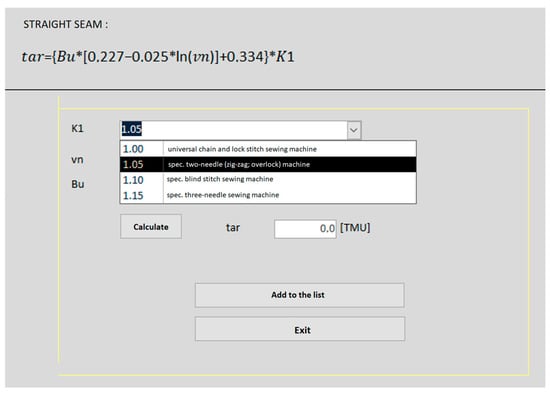
Figure 7.
Calculation of the sewing time for straight seams using the RAV method.
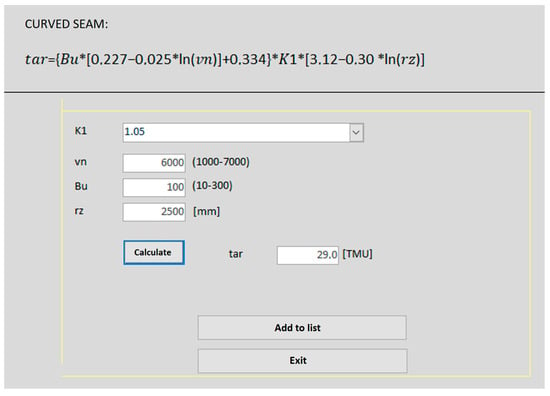
Figure 8.
Calculation of the sewing time for a curved seam using the ZAK method.
Figure 9 shows a printed report on the content of a single technological operation list in its basic form. It is possible to create an extended report containing the movements included in a specific set of movements. A printout of the report can be produced by clicking the “Report” or “Report (movements)” buttons.
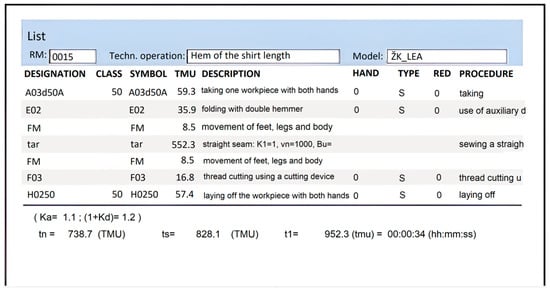
Figure 9.
Basic report on the content and name of a particular technological operation.
Each technological operation with advanced sets and basic movements can be saved and then deleted (“Upload saved TO” button in the main menu), updated if necessary, and added to the list of another garment model. It is also possible to create a completely new list or table for a technological process (by clicking the “Initialise new table” option in the main menu).
In the main menu, there is also an “Edit database” button (Figure 10), which can be used to edit four important tables in the database, namely tables related to motion sets, basic movements, the names of the technological operations, and the names of the clothing models.
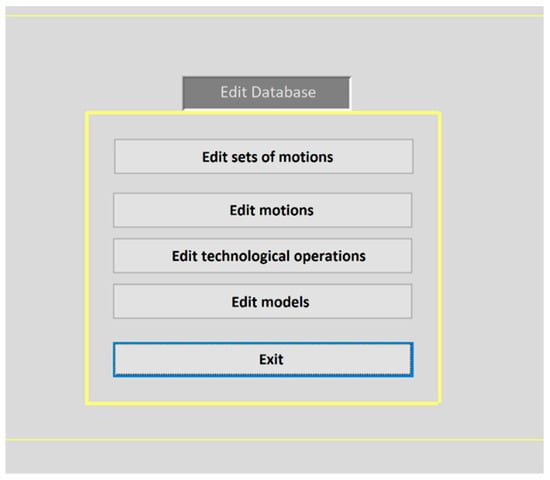
Figure 10.
Display of the “Edit database” menu.
If you click on the “Edit sets” button, a form combined with a sub-form is displayed. The desired movement record is available via a combo box with a drop-down menu in the header of the form. The main data of the movement record can be edited and added in the upper part of the form, while the basic movements that make up the record can be added and edited in the sub-form.
4. Discussion
Systematic development was carried out, and standard sets of hand sub-operations for the technological sewing operation were established based on the basic movements of the MTM-1 system with regard to the structure of the technological sewing operation. By combining the standard sets of hand sub-operations and calculating the time using the RAV and ZAK methods, it is possible to obtain the production time for the technological sewing operation.
The software solution, called “MTM Calculator v2.0”, was developed with Microsoft Access®. It uses tables for basic movements from the MTM-1 system and includes standard movement sets for manual operations in sewing processes. Within the “MTM Calculator” software solution, in addition to developing technological tasks according to the MTM method (motion sets, basic movements or their combination), it is also possible to calculate the duration of machine–hand auxiliary sewing operations according to the RAV and ZAK methods and include them in the calculation of normal time for the entire technological operation.
Within this software solution, it is possible to calculate the time norm for the technological operation in addition to the normal duration of technological operations by calculating fatigue coefficients, environmental influences, and the additional coefficient of additional time.
The program is designed in such a way that a database of elaborated technological operations up to the movement level can be created on the basis of clothing models, and each technological operation can be named separately, modified if necessary, and stored again in the database of technological operations. In this way, all technological activities within a model and/or collection of garments can be systematically developed with the exact work methods and time norms, which can have a good impact on the planning and organisation of the clothing manufacturing process.
In a previous study [21], we compared the MTM method and measurements with the use of a stopwatch, and research has shown that the deviations from the obtained time norms are minimal, which is due to the strong training of the workers and the continuous rhythm of work. In this research study, we have presented the MTM Calculator v2.0 software, which can be used instead of the traditional manual methods, where all movements, their symbols, and the corresponding times are entered into a table. At the end, all times should be summarised so that we can determine the time of the technological operation. With the MTM Calculator software, the process is faster because the expert selects the appropriate movement type or standard set in the programme and all times are automatically summarised. With the traditional method for 1 min of work on the sewing machine, the expert for the MTM system needs up to 400 min to analyse the technological operation. With the MTM Calculator software, the time cost is lower.
The effectiveness of the MTM Calculator software is also reflected in the shorter time required to analyse the technological operation, which reduces the workload of the time analyst in the production process. The limitation of the program consists in the fact that all technological operations for the clothing models produced in the factory must be entered into the database before the MTM Calculator software itself can be used. This procedure takes time, but after entering all the necessary data, the analysis of technological operations will be faster and easier.
5. Conclusions
The technological process of sewing is the main way of working in many workplaces where a functional change is made to the product, with the worker and the machine working together. The sewing process is carried out facing the central field of vision, with the operator working in the front position, using their hands to guide the workpiece and their feet to regulate the sewing speed.
The RAV and ZAK methods are used for the machine–hand sub-operation of sewing, while standard motion sets are created in accordance with the technological structure of sewing, which consists of hand sub-operations: taking the workpiece, putting together, positioning, sub-operations during sewing breaks, sewing, and laying off. The time of the technological sewing process can be determined by combining standard motion sets and the calculation of normal times according to the RAV and ZAK methods.
In order to speed up the process of designing the work method and calculating normal times and time norms for technological sewing operations, a framework software solution, “MTM Calculator v2.0”, was created using Microsoft Access® software, for which hierarchical cyclic structuring of the motion sets and basic motions for processing and storage in relational databases was previously carried out.
This research shows that the defined and established software, MTM Calculator, can be applied for the analysis of technological operations in the real production system. The MTM method is the basis of the software, and as a traditional method, it can improve the working method and reduce the workload of workers in the production process, providing results that could help to reduce production costs and create a better work organisation. With the MTM Calculator software, the whole process of calculating time norms is faster and easier. Equations for calculating machine time for sewing straight (RAV) and curved (ZAK) seams are integrated into the software. In addition, all the coefficients for calculating the time norms (the fatigue coefficient, the coefficient of environmental impact, and the coefficient of additional time) are integrated into the software, making it easy to select all the necessary data for calculating the time norms. The MTM Calculator application has shown in practice that it fully meets the defined indicators. This successful validation reassures us of the effectiveness of our application and its ability to meet the needs of MTM experts and other stakeholders.
Future research will focus on linking the MTM method and the MTM Calculator software with methods used to determine the workload of workers in clothing sewing processes, such as REBA, OWAS, MOST, etc.
Author Contributions
Conceptualisation, S.K., D.K. and A.H.Š.; methodology, S.K., D.K. and A.H.Š.; software, D.K.; validation, S.K. and D.K.; investigation, S.K., D.K. and A.H.Š.; resources, S.K., D.K. and A.H.Š.; writing—original draft preparation, S.K., D.K. and A.H.Š.; writing—review and editing, S.K., D.K. and A.H.Š.; visualisation, S.K. and D.K.; supervision, A.H.Š. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Almeida, D.L.M.; Ferreira, J.C.E. Analysis of the Methods Time Measurement (MTM) Methodology through in Application in Manufacturing Companies. In Proceedings of the Flexible Automation and Intelligent Manufacturing, FAIM 2009, Middlesbrough, UK, 6–8 July 2009. [Google Scholar]
- Bures, M.; Pivodova, P. Comparison of Time Standardization Methods on the Basis of Real Experiment. Procedia Eng. 2015, 100, 466–474. [Google Scholar] [CrossRef]
- Kirin, S.; Hursa Šajatović, A. Determination of Working Methods and Normal Times of Technological Sewing Operation using MTM System. Tekstilec 2020, 63, 203–215. [Google Scholar] [CrossRef]
- Čolović, G. Management of Technology Systems in Garment Industry, 1st ed.; Woodhead Publishing: New Delhi, India, 2011; pp. 158–162. [Google Scholar]
- Dragčević, Z.; Kirin, S.; Hursa Šajatović, A. Systems of Standard Sets of Motions in Technological Sewing Operation. In Proceedings of the 7th International Textile, Clothing & Design Conference—Magic World of Textiles, Dubrovnik, Croatia, 5–8 October 2014. [Google Scholar]
- Kirin, S.; Hursa Šajatović, A. Defining Standard Sets of Motions in the Technological Sub-operation of Sewing Using the MTM-System. Tekstil 2018, 67, 201–217. [Google Scholar]
- Rogale, D.; Ujević, D.; Firšt Rogale, S.; Hrastinski, M. Procesi Proizvodnje Odjeće, 1st ed.; Sveučilište u Zagrebu Tekstilno-tehnološki fakultet: Zagreb, Croatia, 2011. [Google Scholar]
- Balantič, Z.; Polajnar, A.; Jevšnik, S. Ergonomija v Teoriji in Praksi, 1st ed.; Nacionalni inštitut za javno zdravje: Ljubljana, Slovenia, 2016. [Google Scholar]
- Gorobets, V.; Holzwarth, V.; Hirt, C.; Jufer, N.; Kunz, A. A VR-based approach in conducting MTM for manual workplaces. Int. J. Adv. Manuf. Technol. 2021, 117, 2501–2510. [Google Scholar] [CrossRef]
- Barnes, R.M. Motion and Time Study Design and Measurement of Work, 7th ed.; John Wiley & Sons: New York, NY, USA, 1980; pp. 376–405. [Google Scholar]
- Aft, S.L. Measurement of Work. In Maynard’s Industrial Engineering Handbook, 5th ed.; McGraw-Hill: New York, NY, USA, 2001; Chapter 5.1. [Google Scholar]
- Viharos, Z.J.; Ban, B. Comprehensive Comparison of MTM and BasixMOST, as the Most Widely Applied PMTS Analysis Methods. In Proceedings of the 17th IMEKO TC 10 and EUROLAB virtual Conference—Global Trends in Testing, Diagnostics & Inspection for 2030, Online, 20–22 October 2020. [Google Scholar]
- Meyers, F.E.; Stewart, J.R. Motion and Time Study, 3rd ed.; Prentice Hall: Hoboken, NJ, USA, 2002. [Google Scholar]
- Morlock, F.; Kreggenfeld, N.; Louw, L.; Kreimeier, D.; Kuhlenkötter, B. Teaching Methods Time Measurement (MTM) for Workplace Design in Learning Factories. Procedia Eng. 2017, 9, 369–375. [Google Scholar] [CrossRef]
- Bellarbi, A.; Jessel, J.P.; da Dalto, L. Towards Method Time Measurement Identification Using Virtual Reality and Gesture Recognition. In Proceedings of the IEEE International Conference on Artificial Intelligence & Virtual Reality, AIVR 2019, San Diego, CA, USA, 11 December 2019. [Google Scholar]
- Kuhn, F.M.; Laurig, W. Computer aided workload analysis using MTM. In Computer-Aided Ergonomics: A Researchers Guide; Taylor and Francis: London, UK, 1990. [Google Scholar]
- de Jesus Lopes, E.; Vieira de Souza, A.B.; da Silva Pierre, J.I.; Rêgo Júnior, R.A.; Ferreira da Ponte, F.A. Application of Methods-Time Measurement as a Tool to Improve Productivity in a Beauty Salon. J. Eng. Technol. Ind. Appl. 2022, 8, 20–26. [Google Scholar]
- Bures, M.; Pivodova, P. Comparison of the Predetermined Time Systems MTM-1 and BasicMOST in Assembly Production. In Proceedings of the International Conference on Industrial Engineering and Engineering Management (IEEM 2013), Bangkok, Thailand, 10–13 December 2013. [Google Scholar]
- Dragčević, Z.; Firšt Rogale, S. Metode određivanja vremena strojno—ručnih tehnoloških zahvata šivanja. Tekstil 2002, 51, 51–63. [Google Scholar]
- Rogale, D.; Dragčević, Z. Sustav za Automatska Mjerenja Procesnih Parametara i Strukture Tehnoloških Operacija Proizvodnje Odjeće. HR Patent No. P2001094A, 31 December 2001. [Google Scholar]
- Kirin, S.; Hursa Šajatović, A.; Firšt Rogale, S. Use of MTM, RAV and ZAK Methods in Determining Working Methods and Time Norms in Technological Operations of Sewing Clothes. Processes 2024, 12, 740. [Google Scholar] [CrossRef]










Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).