1. Introduction
Pollutants such as sulphur dioxide (SO
2), oxides of nitrogen, and particulate matter are produced during the combustion of fossil fuels for power generation and in industries such as iron and steel making during the sintering process [
1,
2]. These pollutants have negative environmental effects—inhalation thereof can have adverse effects on heart and lung health, which may even be fatal. Worldwide, governments are imposing stricter legislation to combat the release of these pollutants into the atmosphere [
3]. Much work is, therefore, required to ensure that current abatement technologies meet these increasingly more stringent emission standards. The process of SO
2 removal from flue gas is often referred to as flue gas desulphurisation (FGD). Several desulphurisation technologies are employed in the power industry; the most common are scrubber techniques comprising wet FGD, semi-dry FGD, and dry FGD technologies [
4,
5]. In these technologies, hot flue gas is contacted with an alkali-based sorbent for the removal of SO
2 from the gas phase [
6,
7].
For the wet and semi-dry processes, the sorbent is a slurry, while the dry process utilises dry sorbent [
5,
8]. The wet FGD process produces a wet concentrated slurry product that is dewatered and sold as gypsum, while the semi-dry and dry processes produce a dry product that is normally landfilled [
9,
10]. The main advantage of the wet FGD method is the high desulphurisation efficiencies (>90%) achievable with this technology; however, the handling of acidic slurries downstream generates waste water that requires comprehensive treatment [
11]. The semi-dry FGD usually has lower efficiencies but uses about 60% less water than an equivalent wet FGD plant and no waste water is produced because the product exits the scrubber as a dry product [
10,
12]. It is the preferred method in regions where water scarcity is an issue. The semi-dry FGD method is commonly implemented in a spray dry scrubber (SDS), where the sorbent slurry is atomised into a spray of droplets for high heat and mass transfer rates. A circulating fluidised bed (CFB) may also be used; however, spray dry scrubbing (SDSCR) still constitutes a large percentage of the available semi-dry processes [
9,
12]. The focus of this study is on semi-dry FGD in an SDS—also referred to as SDSCR.
Spray dry scrubbing is a multiphase, multiphysics, and multiscale process that requires convoluted models. In recent years, because of the availability of increased computing capabilities, computational fluid dynamics (CFD) has been used to comprehensively model the convoluted details [
3,
4]. There is agreement that the desulphurisation efficiency in the semi-dry FGD process is a result of the competing processes of droplet drying and SO
2 absorption [
13,
14]. Therefore, the three key phenomena that must be described in modelling this process are the hydrodynamics, the evaporation or drying of the atomised droplets, and the resultant SO
2 absorption [
4]. Current advances in FGD are focused on high-performance scrubbers able to achieve >98% removal efficiencies [
9]. As, for the general SDSCR processes, achievable desulphurisation efficiencies hardly exceed 70% for a calcium-to-sulphur (Ca/S) ratio of 1–2, additional work is required to further enhance the technology’s desirability [
13,
15]. Comprehensive modelling is, therefore, necessary to capture the detailed phenomena of the multiphase heat, mass, and momentum transfer occurring within the SDS, towards then improving process optimisation aimed at increasing SO
2-removal efficiency.
Research has shown that most of the CFD modelling of the FGD process has been conducted for the wet FGD process. Significant work has been conducted by Marocco and Inzoli [
16] and, more recently, by Qu et al. [
17]. The trend is changing, however, with complementary research on the semi-dry FGD, particularly in CFBs [
18,
19] and spouted beds [
20,
21], coming to the fore. The continued research on SDS [
22,
23,
24], nonetheless, testifies to the importance of this technology in the abatement of SO
2 emissions from coal- and fossil-based power plants, which continue to be the dominant source of energy in both developed and developing economies. Katolicky and Jicha [
15] used CFD to model SO
2 removal in a laboratory SDS that had been fitted with a two-fluid nozzle. They later extended their work to investigate SO
2 removal in an industrial-scale SDS that had been fitted with a rotary atomiser [
25]. This work assumed the initial particle size distribution (PSD) of the atomised droplets while other droplet parameters were taken from previous studies. Further recent studies on modelling an industrial SDS include those of Liu et al. [
24] and Mei et al. [
26]. Liu et al. [
24] investigated the SO
2-removal characteristics in an industrial FGD reactor. In their work, they investigated mono-sized droplets of the slurry. This approach holds the advantage of simplifying the analysis work, although it does not fully represent the real process where particles of various sizes are always produced by the injection nozzle. They based their model verification work on earlier studies carried out by Hill and Zank [
14]. Mei et al. [
26] used a rotary atomiser in their process. Similarly, a model simplification of the atomisation process was achieved through the use of single-sized particles. It is thus evident that further work should be carried out in an effort to achieve adequate representation and analysis of the SDSCR process.
There are generally two approaches that are used for modelling the drying kinetics in SDSCR. One approach treats the slurry droplets as pure water and thus focuses on evaporation being the medium for water removal, assuming no effect from either the dissolved or suspended solids [
27,
28]. The evaporation models in this category include the perfect shrinkage model, the classical
D2-law model, and further amendments of the classical
D2-law model. The second category takes into account the different drying regimes, incorporating the effect of solids hindrance on the water-removal process [
29]. These are also referred to as the hindered-drying models. They include the lumped-parameter models, the internal diffusion-based models, and mechanistic models. A detailed review of the different drying models applicable in spray drying and SDSCR was recently reported by the authors [
4], giving further details on the derivation and applicability of the two modelling approaches presented above [
4].
A major challenge associated with the second modelling approach is the complexity linked with its implementation and the computational cost. This has led to the first-mentioned modelling approach finding prominence in published CFD works, such as work by Liu et al. [
24], Mei et al. [
26], and Katolicky and Jicha [
25]. Amongst the simplified evaporation models, the classical
D2-law model has found greater usage in published works partly due to increased accuracy emanating from its further variation to incorporate the Stefan flux in the removal rate [
30,
31]. Of the hindered drying models, the diffusion-based models are the most complex—the lumped-parameter models require additional experimentation—leaving the simpler mechanistic models as the most viable option when considering the computational cost. In 2000, Hill and Zank [
14] proposed a simple mechanistic model; however, it has not found wide usage in the SDSCR environment. Selecting the appropriate drying model capable of accurately describing the multiphase flow process in SDSs is crucial for a full understanding of the process. Nevertheless, in previously published studies on SDSs, some authors have selected a single model with the assumption that the chosen model remains valid for the particular case being investigated. Given that water evaporation is important in determining the desulphurisation efficiency, the present work does not assume a single model but rather investigates both the classical
D2-law model and mechanistic model in an effort to more fully understand the impact of drying on SO
2-removal efficiency.
Notwithstanding the foregoing discussion on the ongoing application of CFD to SDSCR processes, there remains a paucity of investigations into achieving a more comprehensive understanding of the complex processes in SDSCR—a problem wherein CFD modelling is better suited to provide answers, given the ever-increasing computation power and modelling capability that had presented a challenge to earlier researchers. A further concern associated with the modelling work carried out to date is the limited validation of the modelling results with real or experimentally measured process data. Our study now seeks to close these gaps—it now presents both modelling work and associated validation experiments. Furthermore, it develops a comprehensive model that considers the three key phenomena characterising the SDSCR process: process hydrodynamics, droplet drying and SO2 absorption. Sensitivities are investigated in terms of the Ca/S ratio as well as the effect of varying the inlet liquid-to-gas (L/G) ratio on SO2-removal efficiency. The sorbent utilisation and final product moisture content are also analysed, alongside the realised SO2-removal efficiency.
2. Materials and Methods
The Buchi B-290 laboratory spray dryer (with a spray chamber height and diameter of 0.48 m and 0.154 m, respectively) was used to study the desulphurisation of flue gas using limeslurry (with the lime having an assay of 99 wt % calcium hydroxide and supplied by Kayla Africa Suppliers and Distributors, Johannesburg, South Africa). Artificial flue gas was generated by dosing SO
2 (99 vol % assay grade and supplied by Afrox, Vanderbijlpark, South Africa) in air (with known humidity and temperature), as per the set-up shown in
Figure 1. The flue gas, supplied by an air blower having a rated capacity of 35 m
3/h, was introduced into a heated section of the column (fitted with a 2.3 kW electrical coil). Heating control was achieved using a PT100 fuzzy logic controller having a control accuracy of ±2 °C. The gas was then co-currently contacted with a spray of lime slurry droplets in the spray chamber or column. A two-fluid nozzle (0.7-mm nozzle tip and 1.5-mm cap size) was used to effect the atomisation. Droplet drying and SO
2 absorption occur simultaneously in the column and the droplets that exit as dry particles are separated from the gas stream using a cyclone located downstream of the column.
The column was modified to incorporate five sampling points at equal distances of 0.095 m axially along the column at the locations shown as Levels 1–5 in
Figure 1. These were used for measurements of the desired parameters, including the temperature and SO
2 content of the gas phase inside the column. All values for temperature and inlet gas humidity were measured using a thermocouple and humidity probe (HygroPalm 23: HC2–IC102 probe supplied by Action Instruments South Africa (AISA) (Pty) Ltd., Johannesburg, South Africa), together with the in-built Buchi B-290 spray dryer thermocouples, the locations of which are shown in the figure. Within the column, the measurements were carried out using an amended micro-separator device as designed by Kievet [
33]. An SO
2 analyser (Testo 340 analyser supplied by Testo South Africa (Pty) Ltd., Johannesburg, South Africa) was used to intermittently measure the concentration of the SO
2. All runs were performed in triplicate after obtaining steady temperature and SO
2 concentration values. The mean values of the measured variables are then reported.
Further experiments were conducted. Selected parameters were varied to determine their effects on SO
2-removal efficiency. These parameters included the inlet flue-gas temperature and the Ca/S ratio at an L/G ratio of 0.024. The ranges of the investigated parameters were selected based on operational parameters in industrial plants as well as previous experimental investigations on SDSCR [
13,
14]. Here, for the parameter ranges, the rated capacities of the laboratory equipment used were also taken into account. The associated SO
2-removal efficiency and temperature measurements were conducted at the axial locations shown in
Figure 1.
Table 1 details the experimental conditions for the seven different case studies undertaken.
4. Numerical Solution Approach
The numerical solution was implemented in STARCCM+
® (v.16.02.008) where 2,468,780 volumetrically controlled 3D polyhedral mesh cells with eight prism layers were generated. A multicomponent ideal and compressible gas was used to model the artificial flue gas, wherein SO
2 was introduced as a passive scalar in the continuous phase and another passive scalar introduced in the dispersed phase. The model made use of the interaction of these passive scalars to allow for the passive scalar transfer from the Eulerian to the Lagrangian phase. Thereafter, the desulphurisation or SO
2-removal efficiency (
of the process was computed as per Equation (41).
For the investigation of select cases (
Table 1: Cases 3, 6 and 7), where the impact of the Ca/S ratio on the desulphurisation efficiency was investigated, the calcium hydroxide utilisation (
was computed from Equation (42) as follows:
A thermal conductivity of 0.74 W/mK for the scrubber’s borosilicate glass (as reported by Hanus and Langrish [
39]) and a heat transfer coefficient of 5 W/m
2K for natural convection [
40] were used to account for the heat loss to the environment. The droplet PSD was modelled by measuring the exit PSD and using the back-calculation method as described by Woo et al. [
41], through the Rosin–Rammler description, to determine the mean droplet size and spread parameter. The cone shape and angle were determined from the work of Poozesh et al. [
42]. A species mass source on a select volume of cells around the nozzle area was implemented to model the atomisation gas. Together with the described drag force acting on the droplets, the virtual mass and shear lift forces were also included. The Rohsenow correlation was also implemented to account for the stuck droplet heat and mass transfer. Submodels of the classical
D2-law and the mechanistic model were implemented using user code. The appended cyclone was also included as a submodel in order to account for the associated pressure drop across the equipment. The model simulated the case investigations given in
Table 1; it was also used to predict additional cases to investigate further sensitivities, such as the effect of the L/G ratio on the SO
2 removal rate or desulphurisation efficiency. Further details of the model boundary conditions used in the study are given in
Table 3.
An unsteady state solution of the single-phase flow of the gas was solved first until convergence and then the slurry droplets were introduced into the domain. Convergence was assessed by monitoring the residual values, the element count within the domain, the exit temperature, and the exit SO
2 mass fraction. Mesh independence studies as well as parcel independence studies were conducted to ascertain that the model solution was independent of these input variables. Three mesh sizes were investigated as part of the conventional grid independence test for this work. These are a course-sized grid of 537,429 cells corresponding to a 0.02 mm cell base size, a medium-sized grid of 2,468,780 cells corresponding to a 0.01 mm cell base size, and a fine grid of 3,178,420 cells corresponding to a 0.005 mm cell base size. The CFD results for selected key process parameters (the SO
2-removal efficiency and the temperature sampled axially along the column length) were used to determine the optimum grid. The results are shown in
Figure 4.
From the results in
Figure 4, there is no significant change in both the predicted SO
2-removal efficiency and temperature moving from the medium grid to the finer grid and, therefore, the medium-grid resolution was selected as the base for this study, noting the computational complexity that comes with running at the finer mesh size. Furthermore, the model accuracy and optimal grid resolution were judged through comparing the root mean square error (RMSE—defined in Equation (43)) obtained by comparing the measured values to the model-predicted results for the two key parameters. The values obtained for the RMSE for the SO
2-removal efficiency and temperature were 5.7 and 4.1, respectively, for the medium grid, and 4.9 and 3.2, respectively, for the fine grid, thus showing good fit with measured data.
The pressure-velocity coupling was solved using the segregated flow solver. The AMG linear solver with Gauss–Seidel relaxation scheme was used for the segregated flow, species and energy solver with a first-order upwind convection scheme.
6. Conclusions
In this study, a comprehensive model for the desulphurisation process in a spray dry scrubber was developed. SO2 absorption was investigated, taking into account the sorbent slurry pH, which determined the relevant mass transfer mechanism for the absorption process. Under conditions of high pH (>12), the rate-controlling mechanism is governed by the transfer of SO2 from the bulk gas to the droplet interface, where all the absorbed SO2 reacts instantaneously with the calcium to form the calcium sulphite product. The resultant absorption equations were incorporated in the overall CFD model as submodels using passive scalars in STARCCM+. The developed comprehensive model was validated by comparing the model-predicted data with experimentally measured values and the RMSE was used as a measure of the goodness-of-fit.
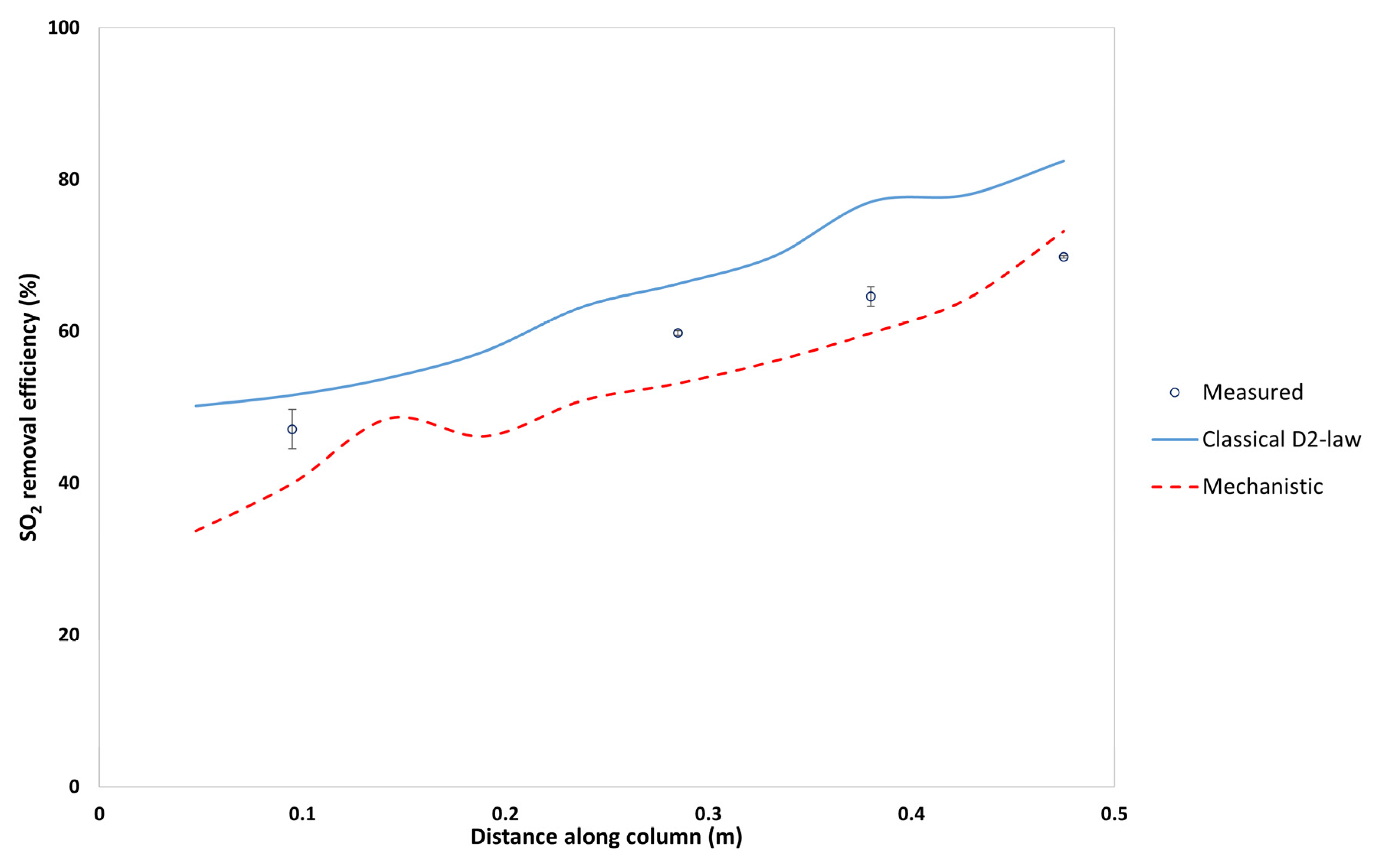
The classical D2-law model and mechanistic drying model were compared. Results indicated over-prediction of SO2-removal efficiency of the classical D2-law model compared to the mechanistic model. Such over-prediction was deemed to be a result of the classical D2-law model failing to take into account the mass transfer hindrance of the slurry solids on the SO2 mass transfer. The mechanistic model, which had previously been proven to be the best drying model, gave a better representation of the complete process incorporating SO2 absorption.
This work has highlighted the need for evaluating the applicability of the different drying models prior to their use in a comprehensive modelling framework for the spray dry scrubbing process. This is because the resultant SO2-removal efficiency is largely influenced by particle moisture, which in turn is a product of the drying process, and can only be accurately determined by considering the solids hindrance to mass transfer inside the droplet.
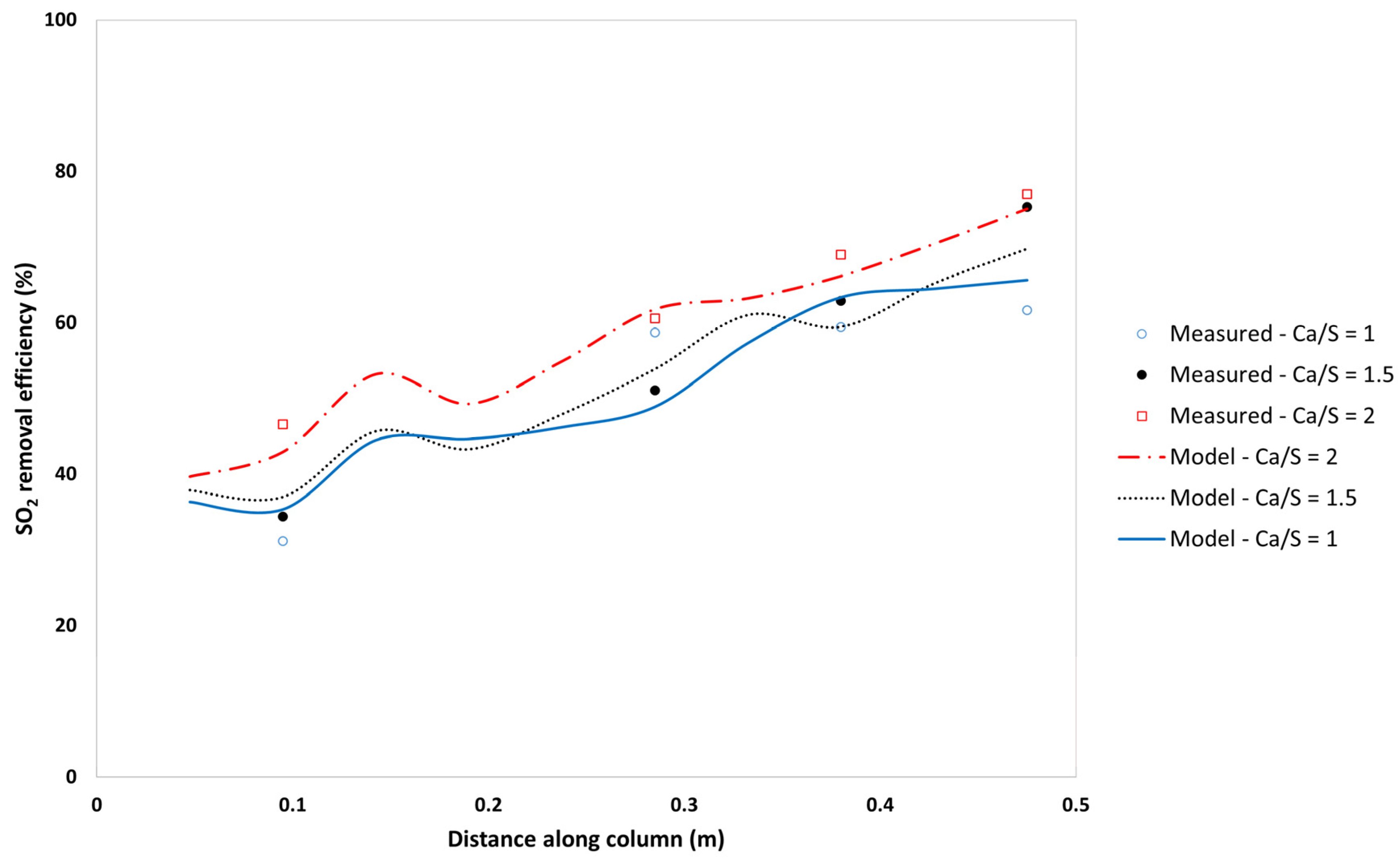
Furthermore, sensitivity analysis on key process variables was carried out and their resultant effects on SO2-removal efficiency were determined. Parameters that resulted in an increase in SO2-removal efficiency included the following: reducing the inlet flue-gas temperature, increasing the Ca/S ratio, and increasing the L/G ratio. Increasing the latter ratio had the effect of increasing the particle moisture content, which in turn increased the SO2 absorption rate, resulting in high efficiencies. A high particle moisture content was noted to be undesirable, however, due to problems with particulate handling systems, including downstream pneumatic conveying. A compromise must, therefore, be made between increasing SO2-removal efficiency at the risk of downstream operating equipment challenges as well as scrubber fouling. Sorbent utilisation, which is a measure of how effective the added sorbent is in removing SO2 in flue gas, was also determined. There was an inverse relationship between it and an increased Ca/S ratio. An increase in the efficiency resulted in a decrease in the sorbent utilisation, which, in practice, can be mitigated by recycling the used sorbent.
In conclusion, our studies have led to the development of a comprehensive model for the spray dry scrubbing process. Insight has been obtained into the complex chemical and physical processes inside the spray dry scrubber—information that the authors believe will subsequently be invaluable in optimizing both new and existing spray dry scrubbing systems. Potential further work from the study includes conducting a techno-economic assessment between semi-dry FGD as conducted in this work and wet FGD for a case where both technologies are applicable and water availability is not a concern. This stems from the fact that wet FGD is the limiting case for increasing the L/G ratio in semi-dry FGD. The authors also recommend proceeding with the study and evaluating other drying models beyond the two models investigated in this work, in predicting the SO2-removal efficiency in SDSs. These may include lumped-parameter models and even internal diffusion-based models, taking into consideration the increased computational cost associated with the more complex models.

 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}