
Co-Gasification of Plastic Waste Blended with Biomass: Process Modeling and Multi-Objective Optimization




Abstract
1. Introduction
2. Methodology
2.1. Feedstock
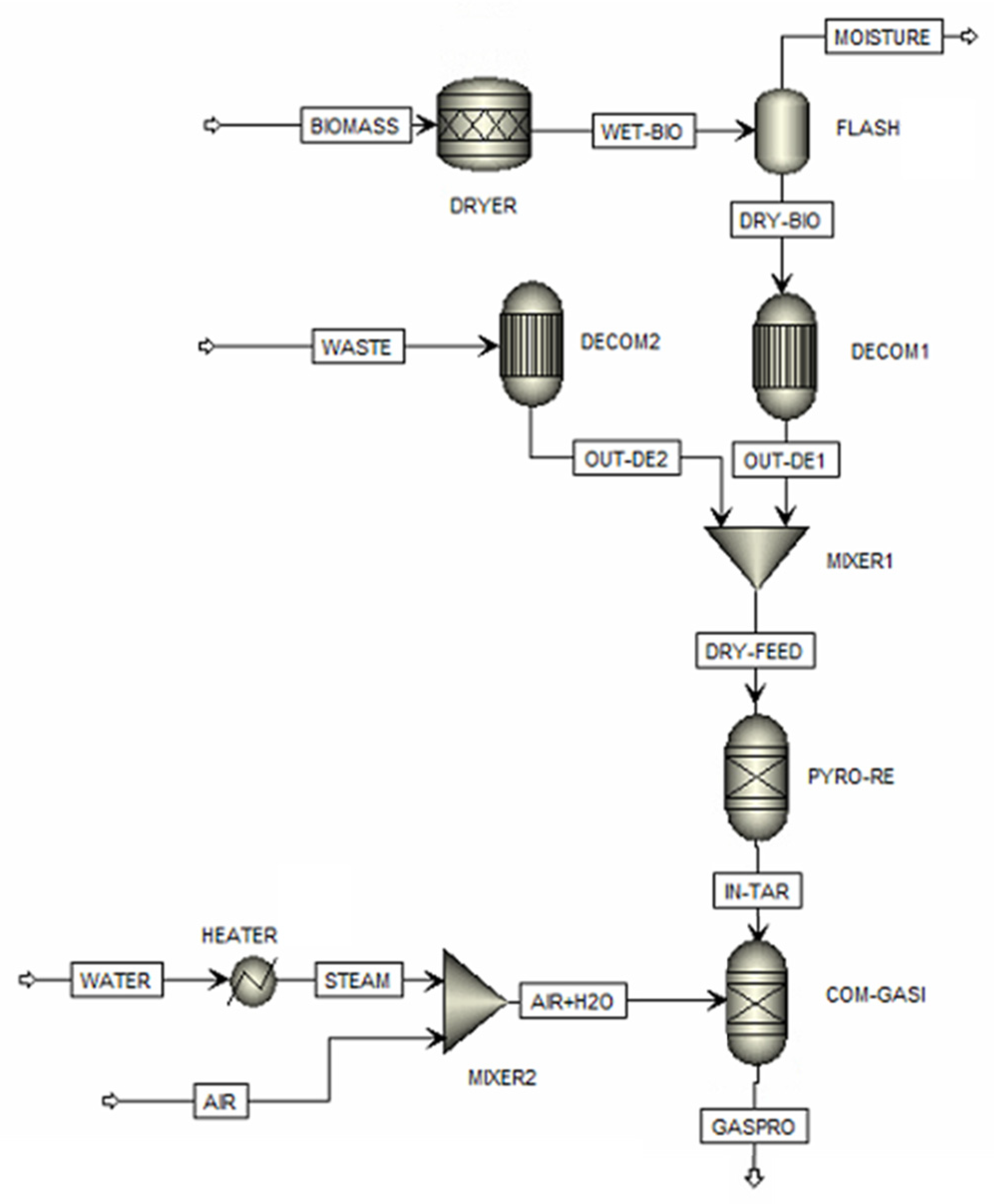
2.2. Process Modeling
- The total flow rate of feedstocks is 100 kg/h, with the gasifying agent (steam) supplied to the process at 250 °C.
- The simulation model operates under steady-state and isothermal conditions.
- All gases are treated as real gases, comprising carbon monoxide (CO), carbon dioxide (CO2), methane (CH4), hydrogen (H2), hydrogen sulfide (H2S), nitrogen (N2), and water (H2O).
- The simulation is based on a stoichiometric approach and operates at atmospheric pressure (~1 bar).
- Tar formation and other heavy hydrocarbons are not considered.
- Ash and carbon solids are assumed to be char.
- No heat or pressure losses occur in the reactor.
2.3. Response Surface Methodology
2.4. Sensitivity Analysis
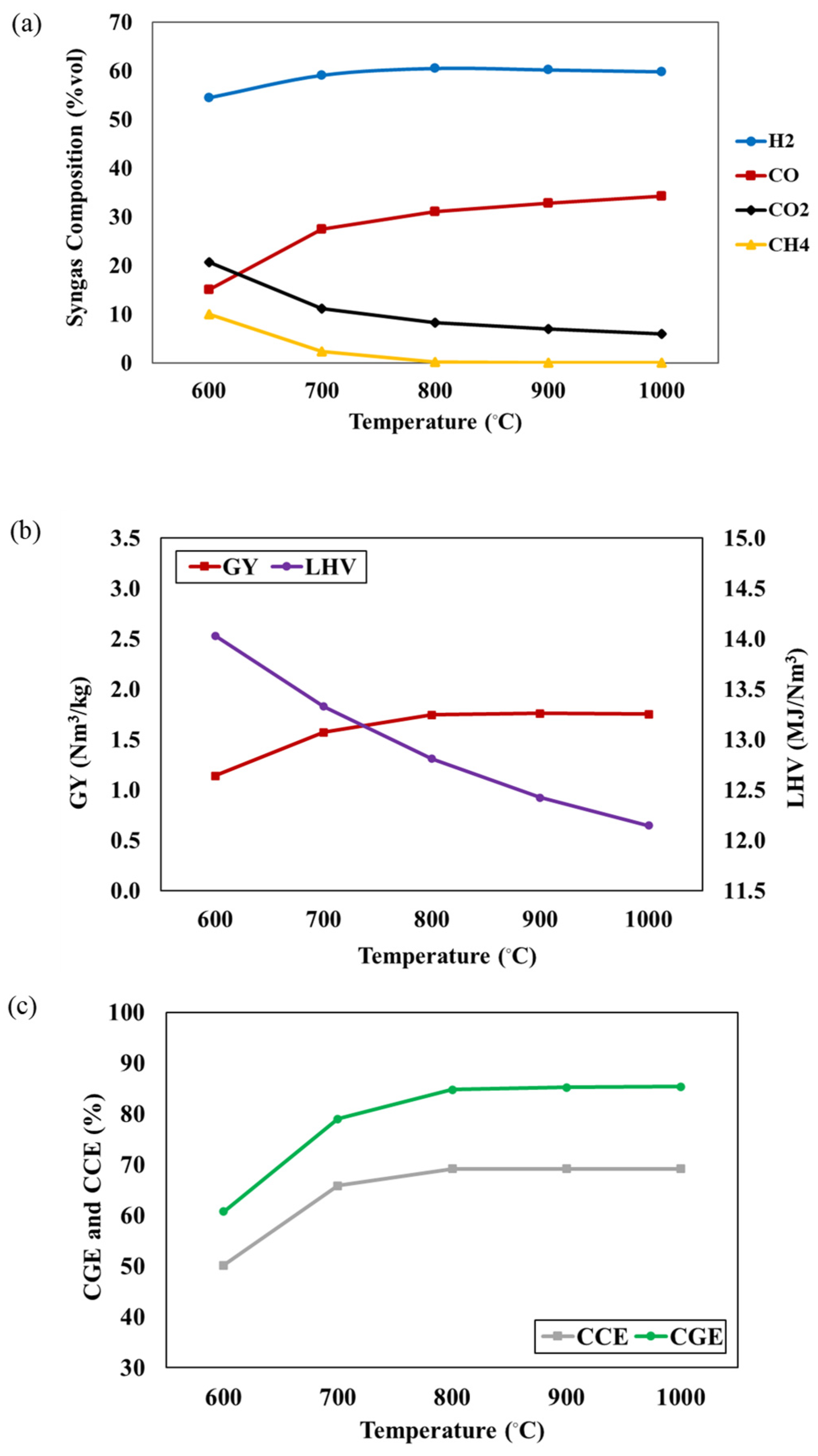
2.4.1. Effect of Gasifier Temperature
2.4.2. Effect of Steam-to-Feed Ratio
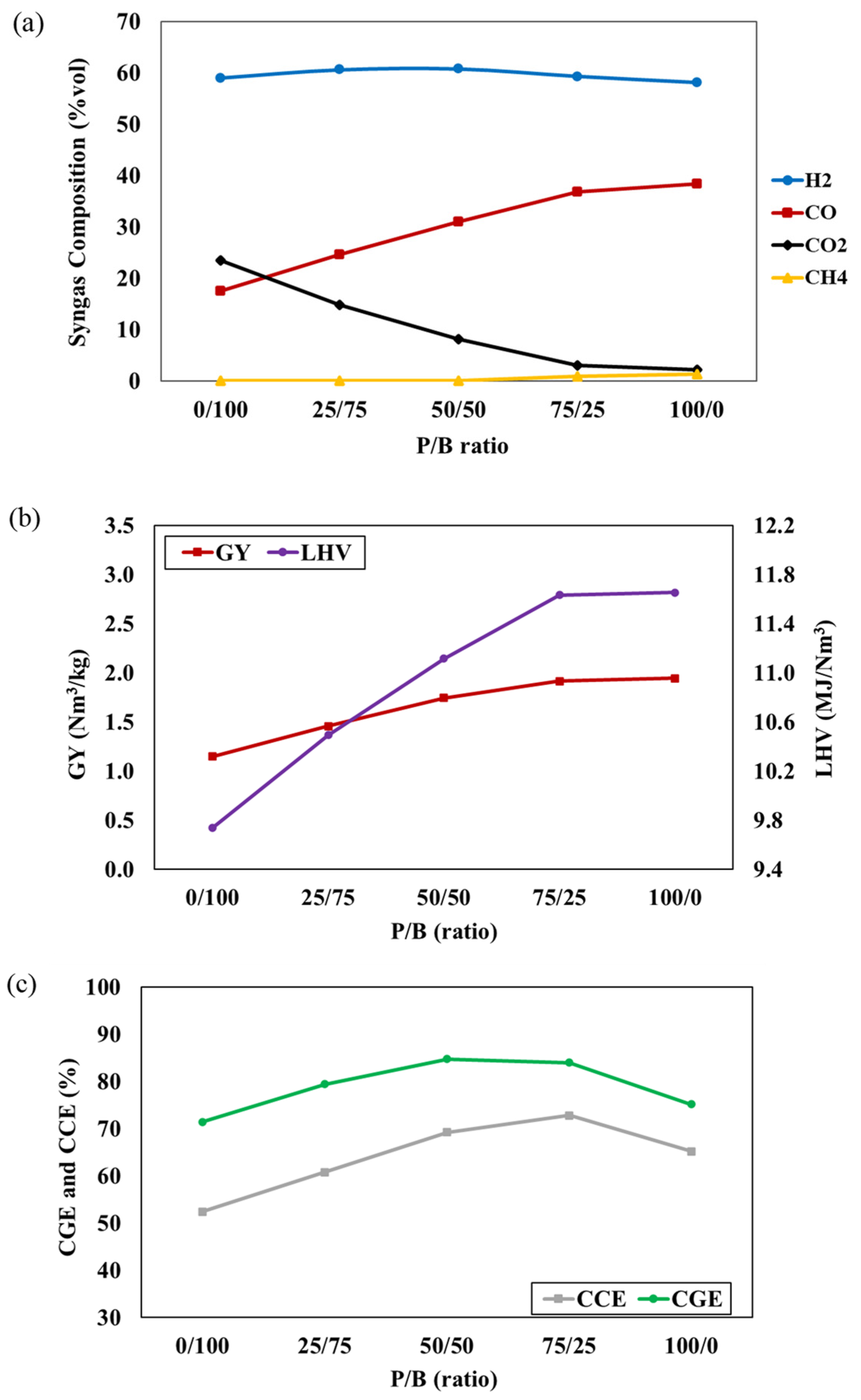
2.4.3. Effect of Blending Weight Ratio
3. Results and Discussion
3.1. Model Validation
3.2. Process Optimization
| CGE (%) = | −128.9 + 0.3415A+ 107.1B − 0.328C − 0.000186A2 − 33.37B2 − 0.00684C2 − 0.0407AB + 0.000905AC | (6) |
| CCE (%) = | −9.3 + 0.2318A + 89.53B − 0.235C − 0.000118A2 − 31.55B2 − 0.00725C2 − 0.02986AB + 0.000778AC + 0.4590BC | (7) |
3.3. Response Surface
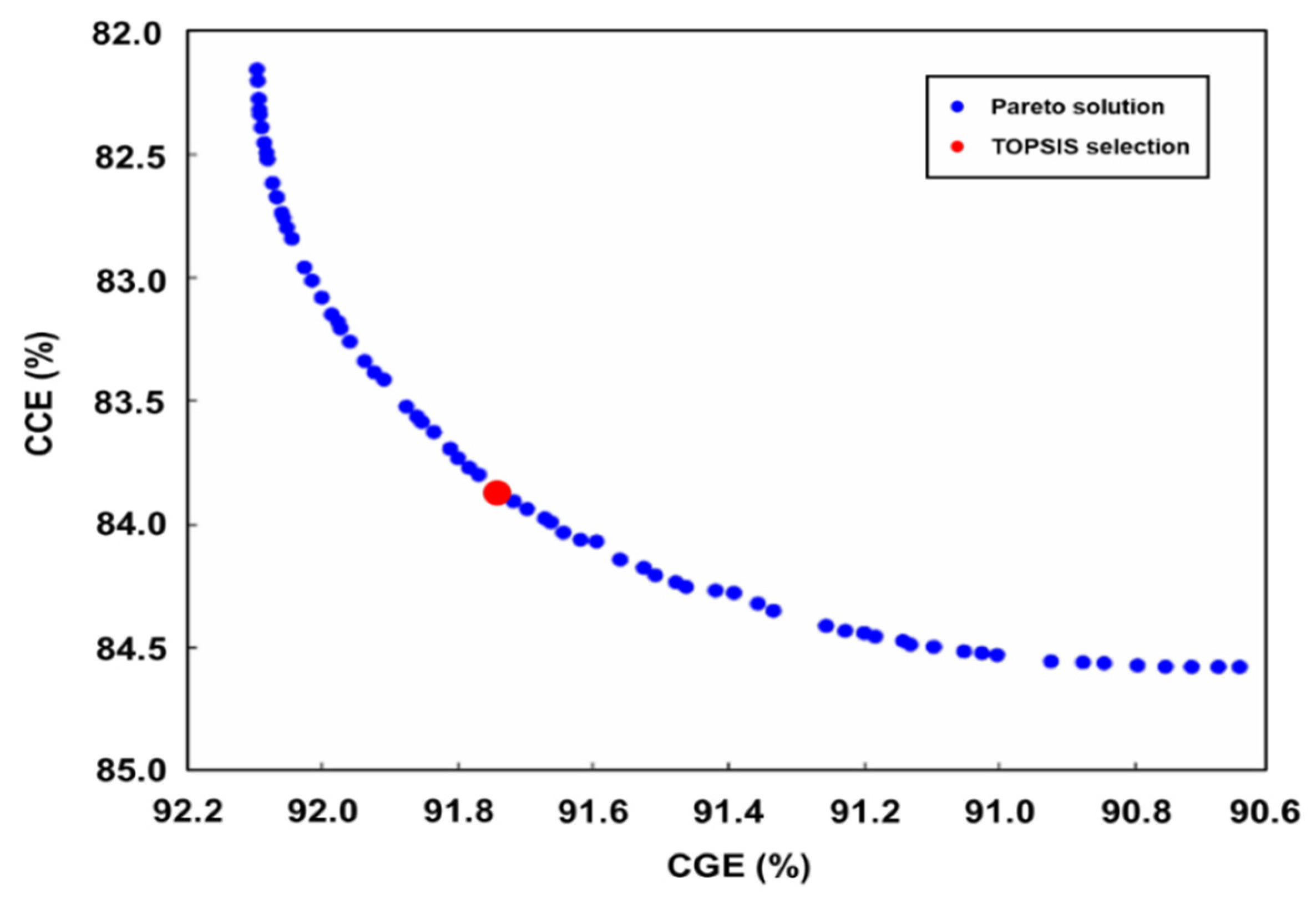
3.4. Muti-Objective Optimization
- (1)
- Construct the normalized decision matrix:
- (2)
- Construct the weighted normalized decision matrix:
- (3)
- Determine the ideal (I+) and negative-ideal (I−) solutions:
4. Conclusion and Recommendations
4.1. Conclusions
4.2. Recommendations
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| BBD | Box–Behnken design |
| CCE | Carbon conversion efficiency (%) |
| CGE | Cold-gas efficiency (%) |
| GA | Genetic algorithm |
| GY | Syngas yield (Nm3/kg) |
| LHV | Lower heating value (MJ/kg) |
| P/B | Plastic to biomass ratio |
| RMSE | Root mean square error |
| RSM | Response surface methodology |
| S/F | Steam-to-feed ratio |
| TOPSIS | Technique for Order of Preference by Similarity to Ideal Solution |
References
- Batel, S.; Rudolph, D. A Critical Approach to the Social Acceptance of Renewable Energy Infrastructures: Going beyond Green Growth and Sustainability; Springer International Publishing: Berlin/Heidelberg, Germany, 2021. [Google Scholar] [CrossRef]
- Holechek, J.L.; Geli, H.M.E.; Sawalhah, M.N.; Valdez, R. A Global Assessment: Can Renewable Energy Replace Fossil Fuels by 2050. Sustainability 2022, 14, 4792. [Google Scholar] [CrossRef]
- Ali, A.M.; Shahbaz, M.; Inayat, M.; Shahzad, K.; Al-Zahrani, A.A.; Mahpudz, A.B. Conversion of municipals waste into syngas and methanol via steam gasification using CaO as sorbent: An Aspen Plus modelling. Fuel 2023, 349, 128640. [Google Scholar] [CrossRef]
- The ASEAN Circular Economy Stakeholder Platform. Plastic Material Flow and Value Chain Analysis; Chulalongkorn University: Bangkok, Thailand, 2023; Available online: https://ce.acsdsd.org/knowledge/plastic-material-flow-and-value-chain-analysis-thailand/ (accessed on 3 July 2024).
- Aentung, T.; Wu, W.; Patcharavorachot, Y. Process design and muti-objective optimization of solid waste/biomass co-gasification considering tar formation. J. Taiwan Inst. Chem. Eng. 2024, 164, 105688. [Google Scholar] [CrossRef]
- Li, X.; He, J.; Liu, M.; Bai, J.; Bai, Z.; Li, W. Interaction between Coal and Biomass during Co-Gasification: A Perspective Based on the Separation of Blended Char. Processes 2022, 10, 286. [Google Scholar] [CrossRef]
- Salisu, J.; Gao, N.; Quan, C. Techno-economic Assessment of Co-gasification of Rice Husk and Plastic Waste as an Off-grid Power Source for Small Scale Rice Milling—An Aspen Plus Model. J. Anal. Appl. Pyrolysis 2021, 158, 105157. [Google Scholar] [CrossRef]
- Jusakulvijit, P.; Bezama, A.; Thrän, D. The Availability and Assessment of Potential Agricultural Residues for the Regional Development of Second-Generation Bioethanol in Thailand. Waste Biomass Valorization 2021, 12, 6091–6118. [Google Scholar] [CrossRef]
- Ajorloo, M.; Ghodrat, M.; Scott, J.; Strezov, V. Modelling and statistical analysis of plastic biomass mixture co-gasification. Energy 2022, 256, 124638. [Google Scholar] [CrossRef]
- Burra, K.G.; Gupta, A.K. Synergistic effects in steam gasification of combined biomass and plastic waste mixtures. Appl. Energy 2018, 211, 230–236. [Google Scholar] [CrossRef]
- Bezerra, M.A.; Santelli, R.E.; Oliveira, E.P.; Villar, L.S.; Escaleira, L.A. Response surface methodology (RSM) as a tool for optimization in analytical chemistry. Talanta 2008, 76, 965–977. [Google Scholar] [CrossRef]
- Pati, S.; De, S.; Chowdhury, R. Process modelling and thermodynamic performance optimization of mixed Indian lignocellulosic waste co-gasification. Int. J. Energy Res. 2021, 45, 17175–17188. [Google Scholar] [CrossRef]
- Abikak, Y.; Bakhshyan, A.; Dyussenova, S.; Gladyshev, S.; Kassymzhanova, A. Optimization of Hydrochemical Leaching Process of Kaolinite Fraction of Bauxite with Response Surface Methodology. Processes 2024, 12, 1440. [Google Scholar] [CrossRef]
- He, X.; Wang, C.H.; Shoemaker, C.A. Multi-objective optimization of an integrated biomass waste fixed-bed gasification system for power and biochar co-production. Comput. Chem. Eng. 2021, 154, 107457. [Google Scholar] [CrossRef]
- Gao, Z.; Miao, J.; Zhao, J.; Mesri, M. Comprehensive economic analysis and multi-objective optimization of an integrated gasification power generation cycle. Process Saf. Environ. Prot. 2021, 155, 61–79. [Google Scholar] [CrossRef]
- De Pinho, J.M.; Leiroz, A. Detailed One-Dimensional Analysis of Sugarcane Bagasse Gasification Process in Bubbling Fluidized Beds. 14th Brazilian Congress of Thermal Sciences and Engineering, Rio de Janeiro, 2012. Available online: https://www.researchgate.net/publication/281107852 (accessed on 20 July 2024).
- Islam, M.N.; Beg, M.R.A. Fixed Bed Pyrolysis of Waste Plastic for Alternative Fuel Production. J. Energy Environ. 2004, 3, 69–80. Available online: https://www.researchgate.net/publication/242411263 (accessed on 20 July 2024).
- Hasan, M.M.; Rasul, M.G.; Jahirul, M.I.; Sattar, M.A. An Aspen plus process simulation model for exploring the feasibility and profitability of pyrolysis process for plastic waste management. J. Environ. Manag. 2024, 355, 120557. [Google Scholar] [CrossRef] [PubMed]
- Xiong, S.; He, J.; Yang, Z.; Guo, M.; Yan, Y.; Ran, J. Thermodynamic analysis of CaO enhanced steam gasification process of food waste with high moisture and low moisture. Energy 2020, 194, 116831. [Google Scholar] [CrossRef]
- Singh, D.K.; Tirkey, J.V. Modeling and multi-objective optimization of variable air gasification performance parameters using Syzygium cumini biomass by integrating ASPEN Plus with Response surface methodology (RSM). Int. J. Hydrogen Energy 2021, 46, 18816–18831. [Google Scholar] [CrossRef]
- Lopez, G.; Erkiaga, A.; Amutio, M.; Bilbao, J.; Olazar, M. Effect of polyethylene co-feeding in the steam gasification of biomass in a conical spouted bed reactor. Fuel 2015, 153, 393–401. [Google Scholar] [CrossRef]
- Nguyen, N.M.; Alobaid, F.; May, J.; Peters, J.; Epple, B. Experimental study on steam gasification of torrefied woodchips in a bubbling fluidized bed reactor. Energy 2020, 202, 117744. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments Ninth Edition; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2017. [Google Scholar]
- Khan, M.M.; Xu, S.; Wang, C. Catalytic gasification of coal in a decoupled dual loop gasification system over alkali-feldspar. J. Energy Inst. 2021, 98, 77–84. [Google Scholar] [CrossRef]
- Song, W.; Deng, C.; Guo, S. Effect of Steam on the Tar Reforming during Circulating Fluidized Bed Char Gasification. ACS Omega 2021, 6, 11192–11198. [Google Scholar] [CrossRef] [PubMed]
- Pio, D.T.; Gomes, H.G.M.F.; Tarelho, L.A.C.; Vilas-Boas, A.C.M.; Matos, M.A.A.; Lemos, F.M.S. Superheated steam injection as primary measure to improve producer gas quality from biomass air gasification in an autothermal pilot-scale gasifier. Renew. Energy 2022, 181, 1223–1236. [Google Scholar] [CrossRef]
- Salisu, J.; Gao, N.; Quan, C.; Yanik, J.; Artioli, N. Co-gasification of rice husk and plastic in the presence of CaO using a novel ANN model-incorporated Aspen plus simulation. J. Energy Inst. 2023, 108, 101239. [Google Scholar] [CrossRef]
- Ma, C.; Zhou, Y.; Wang, J.; Li, X. Numerical study on solar spouted bed reactor for conversion of biomass into hydrogen-rich gas by steam gasification. Int. J. Hydrogen Energy 2020, 45, 33136–33150. [Google Scholar] [CrossRef]
- Inayat, M.; Sulaiman, S.A.; Kurnia, J.C.; Shahbaz, M. Effect of various blended fuels on syngas quality and performance in catalytic co-gasification: A review. Renew. Sustain. Energy Rev. 2019, 105, 252–267. [Google Scholar] [CrossRef]
- Galvagno, A.; Prestipino, M.; Chiodo, V.; Maisano, S.; Brusca, S.; Lanzafame, R. Biomass blend effect on energy production in a co-gasification-CHP system. In AIP Conference Proceedings; American Institute of Physics Inc.: College Park, MD, USA, 2019. [Google Scholar] [CrossRef]
- Yuan, P.; Hu, X.; Li, Y.; Guo, T.; Ma, J.; Guo, Q. Multi-scale experimental and autothermal simulation of bituminous coal and corn straw chemical looping co-gasification for cleaner production of syngas. J. Clean. Prod. 2024, 434, 140166. [Google Scholar] [CrossRef]
- Chen, Y.D.; Chen, W.Q.; Huang, B.; Huang, M.J. Process optimization of K2C2O4-activated carbon from kenaf core using Box-Behnken design. Chem. Eng. Res. Des. 2013, 91, 1783–1789. [Google Scholar] [CrossRef]
- Glyk, A.; Solle, D.; Scheper, T.; Beutel, S. Optimization of PEG-salt aqueous two-phase systems by design of experiments. Chemom. Intell. Lab. Syst. 2015, 149, 12–21. [Google Scholar] [CrossRef]
- Lou, H.; Li, W.; Li, C.; Wang, X. Systematic investigation on parameters of solution blown micro/nanofibers using response surface methodology based on box-Behnken design. J. Appl. Polym. Sci. 2013, 130, 1383–1391. [Google Scholar] [CrossRef]
- Wilcox, R.R. Applying Contemporary Statistical Techniques; Elsevier: Amsterdam, The Netherlands, 2003. [Google Scholar]
- Shehzad, A.; Bashir, M.J.K.; Horttanainen, M.; Manttari, M.; Havukainen, J.; Abbas, G. Modeling and comparative assessment of bubbling fluidized bed gasification system for syngas production—A gateway for a cleaner future in Pakistan. Environ. Technol. 2018, 39, 1841–1850. [Google Scholar] [CrossRef]
- Inayat, M.; Sulaiman, S.A.; Sanaullah, K. Effect of blending ratio on co-gasification performance of tropical plant-based biomass. In IET Conference Publications; Institution of Engineering and Technology: Stevenage, UK, 2016. [Google Scholar] [CrossRef]
- Xiao, X.; Wang, X.; Zheng, Z.; Qin, W.; Zhou, Y. Catalytic coal gasification process simulation with alkaline organicwastewater in a fluidized bed reactor using aspen plus. Energies 2019, 12, 1367. [Google Scholar] [CrossRef]
- Méndez, M.; Frutos, M.; Miguel, F.; Aguasca-Colomo, R. Topsis decision on approximate pareto fronts by using evolutionary algorithms: Application to an engineering design problem. Mathematics 2020, 8, 2072. [Google Scholar] [CrossRef]
- Erdem, K.; Han, D.G.; Midilli, A. A parametric study on hydrogen production by fluidized bed co-gasification of biomass and waste plastics. Int. J. Hydrogen Energy 2024, 52, 1434–1444. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristics | Sugarcane Bagasse [16] | Mixed Plastic [17] |
|---|---|---|
| Proximate analysis (%wt, dry basis) | ||
| Moisture content | 4.26 | 0.41 |
| Volatile matter | 11.52 | 0.28 |
| Fixed carbon | 81.46 | 97.28 |
| Ash content | 7.02 | 2.44 |
| Ultimate analysis (%wt, dry basis) | ||
| Carbon | 47.63 | 83.93 |
| Hydrogen | 6.16 | 12.84 |
| Oxygen * | 38.46 | 0.79 |
| Nitrogen | 0.42 | 0.00 |
| Sulfur | 0.31 | 0.00 |
| LHV [MJ/kg] | 16.35 | 30.28 |
| Unit Name | Unit Module | Operating Conditions | |
|---|---|---|---|
| Temperature [°C] | Pressure [bar] | ||
| DRYER | RSTOIC | 150 | 1 |
| FLASH | FLASH | 150 | 1 |
| DECOMP1 | RYIELD | 500 | 1 |
| DECOMP2 | RYIELD | 500 | 1 |
| MIXER1 | MIXER | - | 1 |
| PYRO-RE | RGIBBS | 700 | 1 |
| HEATER | HEATER | 250 | 1 |
| MIXER2 | MIXER | - | 1 |
| GASIFIER | RGIBBS | 600–1000 | 1 |
| Reaction | ∆H [kJ/mol] | ||
|---|---|---|---|
| Partial oxidation | C + 0.5O2 → CO | −110 | (R1) |
| Combustion | H2 + 0.5O2 → H2O | −242 | (R2) |
| C + O2 → CO2 | −393 | (R3) | |
| Boudouard | C + CO2 → 2CO | +172 | (R4) |
| Water gas | C + H2O → CO + H2 | +131 | (R5) |
| Methanation | C + 2H2 → CH4 | −75 | (R6) |
| Water gas shift | CO + H2O ↔ CO2 + H2 | −41 | (R7) |
| Steam methane reforming | CH4 + H2O ↔ CO + 3H2 | +206 | (R8) |
| Formation of H2S | H2 + S → H2S | −20.2 | (R9) |
| Characteristics | Lopez et al. [21] | Nguyen et al. [22] | |
|---|---|---|---|
| Pinewood Waste | HDPE | Woodchips | |
| Proximate analysis (%wt, dry basis) | |||
| Moisture content | 9.40 | 0.00 | 5.28 |
| Volatile matter | 18.43 | 0.30 | 24.09 |
| Fixed carbon | 81.02 | 99.70 | 74.69 |
| Ash content | 0.55 | 0.00 | 1.21 |
| Ultimate analysis (%wt, dry basis) | |||
| Carbon | 49.06 | 85.71 | 54.46 |
| Hydrogen | 6.03 | 14.29 | 5.99 |
| Oxygen | 44.32 | 0.00 | 38.09 |
| Nitrogen | 0.04 | 0.00 | 0.24 |
| Sulphur | 0.00 | 0.00 | 0.00 |
| Factor | Variable | Level | ||
|---|---|---|---|---|
| −1 | 0 | 1 | ||
| A | T [°C] | 600 | 800 | 1000 |
| B | S/F | 0.5 | 1 | 1.5 |
| C | P/B | 25 | 50 | 75 |
| Syngas Composition | Syngas Product [%vol. dry] | |||
|---|---|---|---|---|
| Lopez et al. [21] | This Study | Nguyen et al. [22] | This Study | |
| H2 | 57.0 | 61.0 | 48.0 | 53.6 |
| CO | 28.0 | 27.6 | 25.0 | 28.2 |
| CO2 | 8.0 | 7.3 | 22.0 | 17.1 |
| CH4 | 7.0 | 4.1 | 5.0 | 1.1 |
| RMSE a (%) | 2.51 | 4.48 | ||
| Source | CGE | CCE | ||
|---|---|---|---|---|
| F-Value | p-Value | F-Value | p-Value | |
| Model | 59.38 | 0.000 | 120.28 | 0.000 |
| A-T | 163.34 | 0.000 | 339.81 | 0.000 |
| B-S/F | 228.22 | 0.000 | 497.05 | 0.000 |
| C-P/B | 0.43 | 0.542 | 27.92 | 0.003 |
| A2 | 43.10 | 0.001 | 31.25 | 0.003 |
| B2 | 54.43 | 0.001 | 87.85 | 0.000 |
| C2 | 14.30 | 0.013 | 29.02 | 0.003 |
| AB | 14.04 | 0.013 | 13.64 | 0.014 |
| AC | 17.34 | 0.009 | 23.16 | 0.005 |
| BC | 12.61 | 0.016 | 50.36 | 0.001 |
| R2 | 99.07% | 99.54% | ||
| R2 (Adjusted) | 97.40% | 98.71% | ||
| R2 (Predicted) | 85.17% | 92.64% | ||
| Optimal Result | GA with TOPSIS | Aspen Plus | Error |
|---|---|---|---|
| CGE (%) | 91.78 | 92.58 | 0.800 |
| CCE (%) | 83.77 | 85.97 | 2.200 |
| Authors | Feedstocks | Operating Condition | Key Findings |
|---|---|---|---|
| A. Shehzad et al. [36] | MSW | T = 500–900 °C ER = 0.2–0.7 Moisture content = 0–56% | CGE = 32–95% CCE = 45–98% |
| M. Inayat et al. [37] | OPF and CS | T = 600 °C Air flow rate = 380 L/min Blending ratio = 0–100% | CGE = 58–70% CCE = 90–98% |
| X. Xiao et al. [38] | Coal | T = 550–900 °C Steam/coal = 0–5 ER = 0–1 | CGE = 35–84% CCE = 45–85% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aentung, T.; Patcharavorachot, Y.; Wu, W. Co-Gasification of Plastic Waste Blended with Biomass: Process Modeling and Multi-Objective Optimization. Processes 2024, 12, 1906. https://doi.org/10.3390/pr12091906
Aentung T, Patcharavorachot Y, Wu W. Co-Gasification of Plastic Waste Blended with Biomass: Process Modeling and Multi-Objective Optimization. Processes. 2024; 12(9):1906. https://doi.org/10.3390/pr12091906
Chicago/Turabian StyleAentung, Tanawat, Yaneeporn Patcharavorachot, and Wei Wu. 2024. "Co-Gasification of Plastic Waste Blended with Biomass: Process Modeling and Multi-Objective Optimization" Processes 12, no. 9: 1906. https://doi.org/10.3390/pr12091906
APA StyleAentung, T., Patcharavorachot, Y., & Wu, W. (2024). Co-Gasification of Plastic Waste Blended with Biomass: Process Modeling and Multi-Objective Optimization. Processes, 12(9), 1906. https://doi.org/10.3390/pr12091906