Abstract
Petroleum drilling sludge (PDS) is one of the most significant waste products generated during drilling activities worldwide. The disposal of this waste must be carried out using the most cost-effective methods available. The objective of this manuscript is to mathematically model the parameters of drying processes experimentally applied to PDS. For this purpose, this study employed two different artificial intelligence techniques: artificial neural networks (ANNs) and adaptive neuro-fuzzy inference systems (ANFISs). These methods were used to predict the parameters. In the calculations, the inputs included petroleum drilling mud with varying quantities (50 g, 100 g, and 150 g) and drying times, using a 120 W microwave drying power. The results indicated that the coefficient of determination (R2) and the root mean square error (RMSE) obtained during the test phase for ANFIS were 0.999965 and 0.005425, respectively, while for ANN, the R2 and RMSE were 0.999973 and 0.004774, respectively. Analysis of the evaluation results revealed that both methods provided predictions for moisture content that were closer to experimental values compared to drying rate values.
1. Introduction
The demand for fuel has experienced a concurrent increase with global population growth. This circumstance has resulted in a surge in activities related to the exploration and extraction of petroleum and natural gas. As a consequence of these activities, there has been a commensurate rise in the quantity and diversity of waste generated, along with associated environmental pollution problems. Within the petroleum industry, the utilization of various chemicals in the process of oil exploration gives rise to the formation of solid, liquid, and gaseous wastes. One of the most prominent among these waste types is cutting sludge (CS) [1].
Drilling sludge, also known as drilling fluid, serves the purpose of cleaning the borehole from cuttings generated during the drilling operation and fulfills other specialized functions. The formulation of drilling sludge involves the incorporation of a variety of organic, inorganic, and antibacterial chemical additives aimed at controlling its physical and chemical properties. As the drilling procedure advances, the cuttings are transported to the surface within the drilling sludge, thereby resulting in the generation of waste cutting sludge [2].
Waste drilling sludge is temporarily stored in the waste sludge pit. The drilling sludge stored in the sludge pit is then sent to the waste treatment facilities. In oil fields, conventional drilling sludge techniques are employed during the exploration and extraction of oil using suitable methods [3].
The drying process is grounded in the principle that moisture within the product is eliminated through gradual evaporation [4]. Drying stands as an effective means of reducing both the mass of sludge and the associated management costs. Given that drying represents a notably energy-intensive operation, the selection of an energy-efficient method holds significant importance [1,2,5]. In this context, a microwave dryer was chosen for this purpose. It is widely utilized as a heat source in microwave-assisted drying, an alternative technique acclaimed for its rapid heating capabilities. In recent years, it has gained considerable popularity within the microwave drying industry. Microwave drying distinguishes itself from traditional drying methods through its advantages, which include more uniform drying of the product, enhanced energy efficiency, and faster drying rates [4,6,7].
Machine learning methods are now successfully utilized across all scientific disciplines for modeling existing data and forecasting future outcomes. A wide range of machine learning techniques is available [8,9].
Artificial intelligence techniques such as ANN and ANFIS are particularly well suited for forecasting ideal scenarios due to their ability to operate without the need for assumptions or simplifications [10,11,12].
Within the realm of drying technologies, ANNs find versatile applications, including modeling drying kinetics, optimizing dryer designs, implementing process control, and managing energy consumption [13]. Modeling and optimization represent the pivotal stages in the drying process, significantly contributing to enhanced drying efficiency and the preservation of product quality characteristics [14].
The application of a trained ANN facilitates the precise estimation of a new drying curve within a matter of seconds, thereby eliminating the necessity for time-consuming experiments. Moisture content stands as one of the foremost parameters in research related to drying procedures, defining the quantity of water or steam present in a material based on its moisture content [15].
Neural networks and fuzzy logic technologies are two complementary approaches. Neural networks excel at learning from data, but they often pose challenges in comprehending the acquired information due to their complex nature. In contrast, fuzzy systems employ linguistic terms and if–then rules, making them more interpretable, yet they lack learning algorithms [16]. Artificial intelligence techniques such as ANN and ANFIS are highly efficient for predicting optimal conditions because they operate without the need for imposing assumptions or simplifications [12].
As the process of drying is inherently complex, numerous approaches have been developed to model drying rates and product moisture content under various drying conditions. ANN models have yielded successful outcomes in fields such as classification, clustering, data processing, and prediction, addressing challenges that traditional methods and computer programs relying on linear logic struggle to tackle. In the context of drying studies, different researchers have applied both ANN and ANFIS. For instance, Kaveh et al. [17], Yüzgeç and Türker [18], Meerasri and Sothornvit [19], and Kaveh et al. [20] employed ANN and ANFIS modeling techniques to characterize the drying kinetics of garlic, Baker’s yeast, pineapple, and green peas, respectively. Ozel and Topsakal [21], Başar and Akdemir [22], and Gökçe and Sonugür [23] utilized these methods in conjunction with drying to investigate thermal conductivity coefficients of construction materials, the relationship between brick porosity and weight loss, and productivity analysis in natural stone processing, respectively.
Numerous studies have been conducted on sludge drying. However, due to the difficulty of obtaining PDS, there are very few studies on its drying process. Wang et al. [24] utilized a deep learning algorithm, specifically the Long Short-Term Memory Recurrent Neural Network (RNN-LSTM) architecture, in drilling operations to make predictions based on historical time series data. Wang et al. [25] explored the application of transformer models for real-time drilling data prediction. Çelik et al. (2019) demonstrated that microwave drying is more effective than conventional methods in terms of drying time and energy consumption by drying drilling mud in both microwave and convectional dryers [2]. In a laboratory-scale study, Tınmaz Köse (2019) investigated the drying of drilling wastes containing water-based drilling fluids using microwave and conveyor belt drying processes [26]. The results of the study indicated that the microwave dryer is advantageous for drying thin film layers in terms of time and energy consumption, while the conveyor drying system is more suitable for bulk drying [26]. The drying behavior of municipal sewage sludge was investigated using backpropagation (BP) and General Regression Neural Network (GRNN) models by Huang and Chen [27]. They obtained experimental data using a conventional setup. At the conclusion of their study, they demonstrated that the BP model was more reliable. Salgado and Silva [28] showed that ANNs are effective in predicting the drying curves of sewage sludge. Buluş (2024) predicted the microwave drying of prina and hazelnut shells using ANN and ANFIS models [29].
The primary aim of this research is to develop a mathematical model of the drying process by utilizing experimental data obtained from the drying of drilling mud. Simulations based on the developed mathematical models assist researchers in determining the optimal conditions for drying while serving as a valuable tool for efficiently utilizing time and energy during trials. In this study, the objective is to model the predictions of drying parameters, specifically MR and DR, using models created through ANN and ANFIS without physically conducting experimental conditions.
2. Materials and Methods
In this research, PDS was sourced from drilling activities conducted by Turkish Petroleum in the Thrace Region, involving oil and natural gas extraction. The initial moisture content of the specimen was determined in accordance with the ASTM 3173 standard [10], employing 10 g of raw material subjected to drying in an oven at 105 °C for a duration of 24 h. PDS samples with a moisture content of 45% were subsequently stored at a temperature of 4 °C. Prior to their utilization in experimental investigations, triplicate samples weighing 50 ± 0.5 g, 100 ± 0.5 g, and 150 ± 0.5 g were equilibrated to room temperature. These samples were then placed within a glass container with a diameter of 150 mm and a height of 5 mm, and subjected to microwave drying at 120 W, as illustrated in Figure 1 [2].
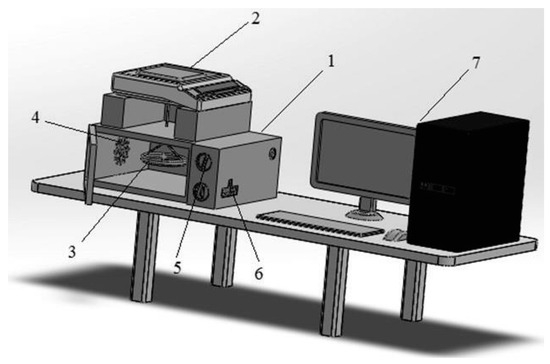
Figure 1.
Experimental setup (1. microwave dryer, 2. precision scale, 3. product plate, 4. ventilation holes, 5. power (on/off), 6. magnetron, 7. computer).
2.1. Moisture Ratio and Drying Rate
The following equations were employed to calculate the dimensionless moisture ratio (Equation (3)), the moisture content of PDS (dry basis) (Equation (2)), and the moisture content of PDS (wet basis) (Equation (1)).
where mwb is the moisture content on a wet basis, mdb is the moisture content on a dry basis, mw is the wet mass of the product (g), and ms is the dry mass of the product (g). MR is the dimensionless moisture content, m is the moisture content of the product at a given time (g.water/g.solid matter), me is the equilibrium moisture content, and mo is the initial moisture content.
For extended drying periods, me values are significantly smaller compared to m or mo. In the case of microwave drying, me is assumed to be zero and simplified as m/mo [17].
The drying rate represents the rate at which the moisture content of a dried product changes over time. Equation (4) is utilized to calculate the drying rate [30].
In this context, DR represents the drying rate (g.water/g.dry matter.min), where ‘mt’ signifies the moisture content at time ‘t’, and ‘mt+Δt’ denotes the moisture content on a dry basis at time ‘Δt’.
2.2. ANN Modeling
In this research, MATLAB R2016b software was employed for the creation and evaluation of ANN models. Given that a single hidden layer (HL) is typically sufficient for solving many complex problems, a multilayer ANN architecture comprising an input layer (IL), an HL, and an output layer (OL) was chosen for constructing the ANN models. Although some studies [31] offer suggestions for determining the number of neurons in the HL of an ANN, no generalized rule has been established. Two similar ANN models were developed to predict MR and DR separately. In this study, a model with 25 neurons in the HL was used to perform the prediction process. Another important factor affecting ANN performance is the selection of transfer functions. As shown in Figure 2, the functions used in the HL and OL are, respectively, the tangent sigmoid and linear functions [32].
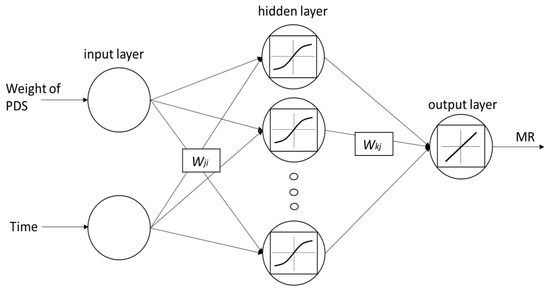
Figure 2.
Illustration of ANN architecture for MR used in this study.
Figure 2 shows the two inputs, drying time and weight of PDS, which are also crucial for experimental measurements in PDS drying. The single-layer HL, comprising 25 neurons, passes the values it generates to the OL for the estimation of MR, which is the output value. With these two designed ANN models, two output predictions were derived from two inputs separately.
Thanks to certain learning rules, neuron weights are updated in each training iteration in the ANN model. Each neuron receives an activation signal, and this activation signal is generally given as a weighted sum and comes from the IL. The entry of the activation signal into neurons is shown in Figure 2. In Equation (5), the formula ‘w’, which represents the weighted sum, also known as the activation function, is given [33].
The connections formed by the neurons of the HL to the neurons in the IL are managed by weights, and in Equation (5), the symbol ‘wij’ is used to express these weights. The ‘bj’ symbol in Equation (5) is the bias value for each HL neuron. The symbols ‘i’ and ‘j’ indicate the order of the neurons in the IL and HL.
The sum (hj) obtained by using the ‘wij’ weight and ‘bj’ bias value is calculated as ‘Hj’, which is the output neuron value. The tangent sigmoid function chosen as the HL activation function in the ANN model created in this manuscript is given in Equation (6).
Using the information from the neurons in the HL, output neuron values are calculated using the formula in Equation (7).
In this context, ‘wkj’ signifies the weight parameter connecting neurons in the HL to those in the OL, while ‘bk’ represents the biases associated with the output neurons.
One of the most notable attributes of artificial neural networks lies in their capacity for learning. Learning, in this context, pertains to the process of determining appropriate link weights that enable the network to exhibit effective behavior when presented with a set of input samples. The weights governing the connections among the neural units within the ANN encode crucial information. The procedure employed to acquire these weights is referred to as training the network [34]. Numerous algorithms are available for this training process.
It is important to note that different learning algorithms may yield varying predictive performance outcomes due to the unique characteristics of the dataset under consideration. In the present study, the ‘Levenberg–Marquardt’ algorithm, often cited in the literature, was chosen for utilization. Within the scope of this investigation, the ANN was designed to predict moisture content and drying rate while taking drying time and weight as input parameters. During each iteration of the ANN training process, 70% of the total drying trial data (79 data points) were allocated for training, 15% (16 data points) were allocated for validation, and the remaining 15% (16 data points) were randomly selected to serve as test data, thus assessing the predictive performance of the model. After creating the ANN model, the aim was to find the outputs by giving 28 input data obtained experimentally to the model. These 28 data are data that the model has never used during the training phase and are given to the model for the first time.
2.3. ANFIS Modeling
ANFIS represents a hybrid intelligent system that belongs to a category of integrated intelligent systems. ANFIS combines the transparency of a fuzzy inference system with the learning capabilities of a neural network, as illustrated in Figure 3. Its architecture consists of five layers, encompassing both input and OLs, a multilayer neural network, and a backpropagation algorithm grounded in the Sugeno fuzzy model, as per the theoretical foundation [9,30].
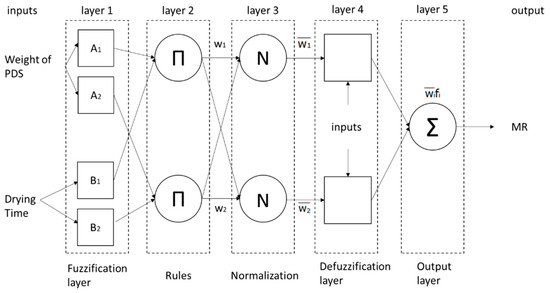
Figure 3.
ANFIS model structure.
ANFIS models consist of five layers. In this manuscript, these five layers are fed with 2 inputs and give 1 output. This created ANFIS model is shown in Figure 3. The five layers are, respectively, as follows.
Fuzzification layer (layer 1): The process of fuzzification of the inputs of the model occurs in this layer. The functions used for fuzzification are called membership functions. The task of membership functions is to determine changes in membership values. These functions are given in Equations (8) and (9).
O1,i = µAi (x), i = 1, 2
O1,i = µBi-2 (x), i = 3, 4
Membership function degrees of fuzzy sets Ai and Bi created for two inputs are shown as µAi and µBi-2 [35].
Rule layer (layer 2): The rules created in the Takagi–Sugeno fuzzy system are displayed with each node in this layer. Multiplying the membership degrees from the fuzzification layer gives the outputs of the rule nodes (Equation (10)).
I = 1, …, 4
The firing strength for each rule is represented by wi [35].
Normalization layer (layer 3): The normalized firing powers are the outputs of this layer and are formulated in Equation (11).
represents the normalized firing strength.
Defuzzification layer (layer 4): The process of converting the fuzzy values obtained with layer 3 into precise values is carried out in this layer. In addition, the contribution of the nodes to the model output is also determined (Equation (12)).
pi, qi, and ri constitute the parameter set of this node [36].
Output layer (layer 5): By summing the node output values obtained at the end of the fourth layer, the single node output value of the ANFIS model is obtained (Equation (13)).
The ANFIS model is structured into five distinct layers, following the framework outlined by Tao et al. [37] and Taşova et al. [38]. In the first layer, input parameters, specifically drying time and weight of PDS, are introduced. These input values traverse this layer, undergoing a membership function to ascertain their respective membership degrees. Following that, in the second layer, the inputs undergo multiplication and are directed toward a node. The third layer is dedicated to normalizing the membership degree values, scaling them proportionally to the total membership degree values. The fourth layer utilizes the Sugeno model for making inferences. Ultimately, in the fifth layer, the ANFIS model generates overall output values. Consequently, to predict both MR and DR, two distinct ANFIS models were created. These models underwent training and testing using identical datasets, with a total of 9 rules formulated to govern their behavior.
2.4. Methods Employed in Statistical Analysis
The convergence of the predicted values produced by the models created in this manuscript to the experimentally obtained values was examined with several statistical methods. These chosen methods were the coefficient of determination (R2), root mean square error (RMSE), and mean absolute percentage error (MAPE), which are also included in many studies. These methods are common methods used to perform regression analysis of models. The fact that the R2 value is the highest, the RMSE value is the lowest, and the MAPE value is below 10% shows that the performances of ANFIS and ANN models are among the best performances [4,31].
After examining the convergence of prediction and experimental results with these methods for MR and DR, the obtained values were examined by analysis of variance (one-way ANOVA) depending on the microwave power level. The Least Significant Difference (LSD) test was used to determine whether the differences between the obtained values were meaningful.
3. Results and Discussion
3.1. Performance and Prediction Using ANFIS and ANN
The drying data were utilized to train the ANN model developed in the MATLAB program. In this model, a single HL neural network sensor model with two inputs and one output value was constructed for predicting the moisture rate and drying rate separately. The drying time and weight of PDS values were used as input data for the network, while moisture and drying rate were obtained as output data.
In this research, an ANN model was applied to estimate the drying parameters of PDS without the need for experimentation. It can be successfully used to create drying curves and effectively estimate different PDS values at varying weights.
Figure 4 shows the change in moisture content of PDS over time using three different weights. As the drying power increases, the drying time decreases. This reduction is due to the higher vapor pressure generated by the increased power, which accelerates moisture migration. The moisture content of PDS decreases over time. The decrease in moisture content indicates that diffusion is effective in internal mass transfer, which is consistent with similar results observed in the drying of drilling sludge and zucchini [1,31].
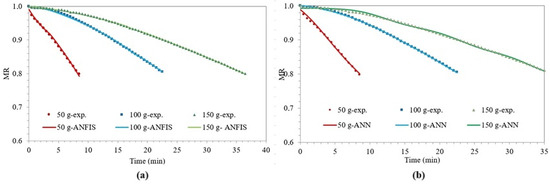
Figure 4.
Comparison of experimental and predicted moisture contents: (a) ANFIS, (b) ANN.
Figure 4 also shows the moisture content predictions obtained from the ANFIS and ANN models. The results demonstrate that these models are highly effective in predicting moisture content under all experimental conditions of the drying system.
In microwave heating, mass transfer within the product occurs more rapidly due to volumetric heating at higher powers, generating increased heat. As illustrated in Figure 5, both moisture content and drying rate exhibited a decrease with prolonged drying time. It was observed that the drying rate demonstrated an augmentation corresponding to the escalation in microwave power, as reported by Alibaş [39]. At the beginning of the drying process, the drying rate is high, but it slows down in the later stages.
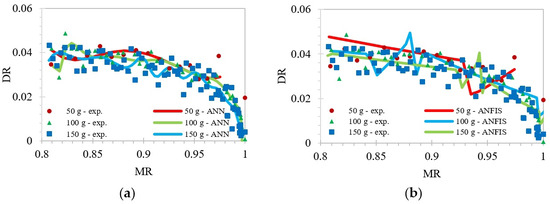
Figure 5.
Variation in drying rate with moisture content: (a) ANN, (b) ANFIS.
The initial moisture content of the PDS according to the wet base was set at 45%, with the final moisture content being 25%. As shown in Figure 5, the drying rates vary within the ranges of 0.0194–0.0345 for 50 g, 0.0007–0.0418 for 100 g, and 0.0024–0.0433 for 150 g.
To develop the ANN model and assess its accuracy against the experimental data, it was planned that the total of 139 experimental data points would be divided into two groups, 80% and 20%. The model was trained, validated, and tested using 80% of the data, while the remaining 20% was excluded from these stages. After training the model, the 20% of the data was presented to the model, and the results were evaluated.
While designing the ANN architecture, different numbers of neurons were tested using data obtained from PDS drying. It was observed that using 25 neurons in the HL provided superior results for predicting both the drying rate and moisture content. The predicted results closely matched the experimental data. In particular, the MR values showed good agreement with the predictions made by the ANN and ANFIS models. In the literature, Kırbaş et al. have reported the suitability of the ANN model for MR predictions [40].
Out of the 111 available experimental data points utilized for model creation, 70% were allocated for training, 15% for testing, and another 15% for validation purposes. These datasets were randomly distributed to form distinct training, validation, and test sets. For the construction of the artificial neural network model, two inputs—time and weight of PDS—were chosen, while moisture rate and drying rate were designated as outputs separately.
The ANN model studied in this study has a single HL with a tangent sigmoid (tansig) activation function. This model uses a linear function (purelin) as a transfer function in the OL. The learning algorithm applied was the Levenberg–Marquardt algorithm (trainlm). Figure 6 shows the performance of the ANN.
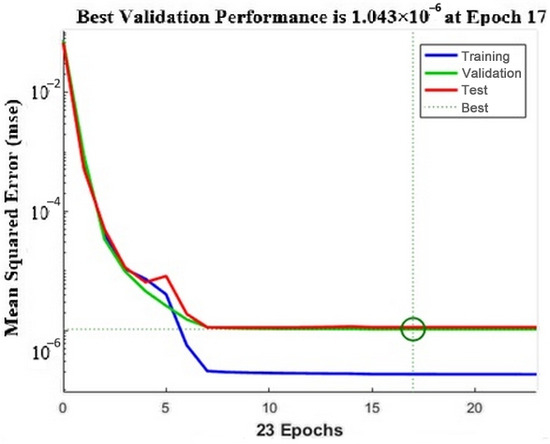
Figure 6.
ANN performance validation plot.
The reliability of the training process was assessed by examining the validation performance plot depicted in Figure 6, illustrating the fluctuation of the mean square error concerning the number of epochs for the optimal system. The training network exhibited the lowest validation mean square error (MSE) of approximately 0.000001043 at the 17th epoch iteration. The negligible MSE suggests that the training network did not encounter any overfitting issues. Had the test curve shown a significant increase before the validation curve, it might have indicated potential overfitting. After the training process of the established ANN model was completed, the regression curves shown in Figure 7 were obtained. During the training process, the data were divided into three subsets: training, validation, and testing. The regression curves correspond to these three subsets and also include the combined subset. The correlation coefficients calculated for these curves were 0.99998 for the training subset, 0.99992 for the testing subset, 0.99979 for the validation subset, and 0.99994 for the combined subsets. Additionally, the mean squared error during training was less than 0.0005. The correlation coefficients being close to one indicates a high level of model suitability. Consequently, the ANN output network effectively describes the calculation of moisture rate and drying rate. The comprehensive ANN-predicted moisture rate and drying rate for each experimental run are available in the supplementary data, with a comparison to the experimental dataset provided in Table 1. The ANN’s notable correlation and predictive accuracy can be attributed to its recognized capability in approximating system non-linearity [14].
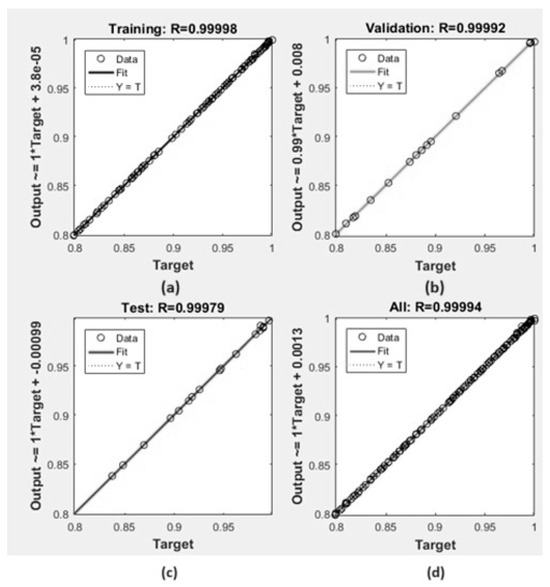
Figure 7.
ANN correlation plots for (a) training, (b) validation, (c) testing, and (d) overall network processes.

Table 1.
Regression analysis values of training and testing datasets.
ANFIS models created to estimate the DR and MR values of PDS took varying weights and time values as inputs. Membership functions and fuzzy inference rules are two important components of ANFIS models created in the Takagi–Sugeno architecture. Membership functions are the components that map each point within the input values to a membership value (degree of membership) between [0–1]. Output values are defined by a series of if–then rules, and this set of rules is called fuzzy inference rules.
In this study, 139 data points obtained from experimental data were used. Of these, 111 (80%) were used for training and 28 (20%) were used for testing.
Experimental data obtained by carrying out the PDS drying process in a laboratory environment were uploaded for the training and prediction of the ANFIS model. Figure 8a,b for the two ANFIS models were created, respectively. They offer a graphical representation of the loaded training and test datasets. A total of 500 epochs were set to train models with two inputs and one output. The error values occurring at each step of 500 epochs are shown graphically in Figure 9. It was determined that the fuzzy network prediction values obtained after the training process were close to the experimental data.
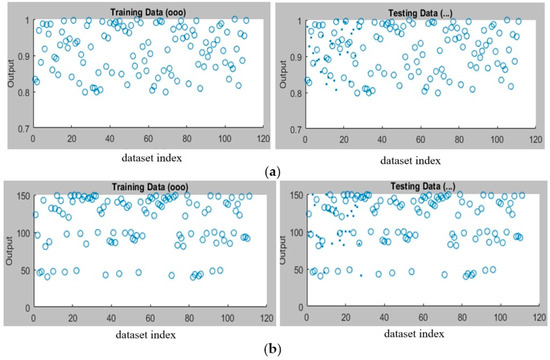
Figure 8.
ANFIS distribution of training and test data of the adsorption process: (a) for MR, (b) for DR.
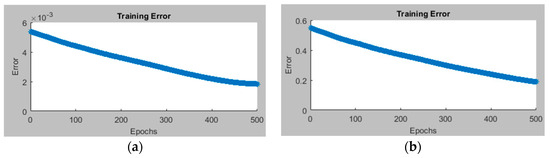
Figure 9.
(a) MR and (b) DR prediction error values for 500 epochs.
ANFIS rules were generated through the training of the models. Specifically, Figure 10a presents the rules created for predicting the MR parameter, and Figure 10b shows the rules for predicting the DR parameter. Figure 10 highlights the modeling efficiency by demonstrating the point-to-point prediction of experimental data by the ANFIS optimal architecture. A total of nine rules were derived during the training process. It was analyzed that the ANFIS model provided better results than the ANN model for DR prediction, while the ANN model performed better for MR prediction. Similar results were reported by Buluş et al. [31] and Vaquiro et al. [41]. Additionally, Buluş et al. [31] also noted that drying parameters were well predicted using artificial neural networks.
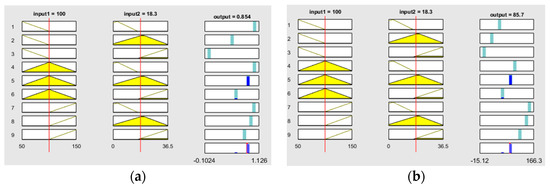
Figure 10.
ANFIS rules for (a) MR and (b) DR.
Considering the results produced by the models, it was observed that the value of R2 ranged from 0.999965 to 0.999999. This indicates that the ANN and ANFIS models exhibit a high level of correlation. Additionally, MAPE values for both models are found to be reasonable and acceptable, as shown in Table 1.
One of the issues encountered with ANN models is overfitting. In this study, to check for overfitting, a portion of the data (20%) was set aside and not used in the training, testing, or validation stages of the model. These data were experimentally obtained and are valid. The model’s predictions were made using this 20% subset, and the resulting MAPE, RMSE, and R2 values were calculated. The values were consistent with the experimentally obtained values, indicating that no issues such as overfitting were observed in the ANN model.
Statistical evaluations of the differences between the mean values were performed using the LSD test. As a result, it was found that the differences between DR values were significant at the 1% level. However, as shown in Table 2, the differences for MR were not statistically significant.
Table 2.
Mean values and significance groups for experimental and modeling sets.
The proximity of the values produced by the models is shown in Table 2. Statistical analysis using the F-test indicates that the mean values labeled with the same letter are not significantly different from each other.
3.2. Sensitivity Analysis
After the training of the network was completed with the determined network parameters, the error values of the model were calculated with the formula below, using the prediction results of the network model (Equation (14)).
where yi is the experimental result and
is the predicted value.
The significance of input variables can be evaluated by removing them from the network input, retraining the model, and measuring the resulting change in network error (Errori). Thus, the basic measure of network sensitivity is the quotient W, which is calculated by dividing the error obtained with one variable removed (Errori) by the error obtained with all variables included (Error) (Equation (15)).
Accordingly, the W value was calculated by neglecting each input parameter, time and PDS weight, individually, and the results are presented in Table 3. The larger the W value calculated by neglecting a particular input parameter, the greater the influence of that input on the output value [42].
Table 3.
The results of the sensitivity analysis of the neural network model calculating the MR.
Considering the W values presented in Table 3, it is evident that in MR predictions using ANNs, the time variable has a more significant impact on generating the MR output.
4. Conclusions
In this study, the applicability of ANFIS and ANN models for predicting the moisture content and drying rate of oil drilling mud was investigated. Petroleum drilling sludge in varying amounts (50 g, 100 g, and 150 g) and with varying drying times was given as inputs at a microwave drying power of 120 W. The results showed that the R2 and RMSE obtained for ANFIS during the testing phase were 0.999965 and 0.005425, respectively, while for ANN the R2 and RMSE were 0.999973 and 0.004774, respectively. In light of this information, it is understood that the ANN and ANFIS models are applicable for predicting the moisture level parameter. However, with respect to the drying rate parameter, the models did not produce results as close to the actual values as those for the moisture level. Furthermore, the methodology can be extended to create prediction models for diverse products and microwave power levels. The collection of data from products with extended drying periods can contribute to obtaining more comprehensive datasets, and employing different computational intelligence methods may lead to the development of more effective predictive models.
Funding
This research received no specific grant from any funding agency in the public commercial or not-for-profit sectors.
Data Availability Statement
The original contributions presented in this study are included in this article; further inquiries can be directed to the corresponding author.
Acknowledgments
The author sincerely thanks Kurt Mühendislik Makine San. ve Dah. Tic. Ltd. Şti for their valuable contributions during the experimental phase of this study.
Conflicts of Interest
The author declares no conflicts of interest.
References
- Tınmaz Köse, E.; Çelen, S.; Özden Çelik, S. Conventional and microwave drying of hydrocarbon cutting sludge. Environ. Prog. Sustain. 2019, 38, 13104. [Google Scholar] [CrossRef]
- Çelik, S.O.; Tinmaz Köse, E.; Çelen, S.; Akin, G.; Akyildiz, A. Drying of drilling sludge: Conventional and microwave drying. Hittite J. Sci. Eng. 2019, 6, 119–122. [Google Scholar] [CrossRef]
- Bilen Özyürek, S. Investigation of Petroleum Biodegradation by Microorganisms Isolated from Crude Oil, Drilling Fluids and Mud Pit. Ph.D. Thesis, Hacettepe University, Ankara, Turkey, 2016; 125p. [Google Scholar]
- Çelen, S.; Arda, S.O.; Karataser, M.A. Modeling of drying behavior using microwave conveyor dryer assisted solar energy. El-Cezerî J. Sci. Eng. 2018, 5, 267–271. [Google Scholar]
- Chen, Z.; Afzal, M.T.; Salema, A.A. Microwave drying of wastewater sewage sludge. J. Clean Energy Technol. 2014, 2, 282–286. [Google Scholar] [CrossRef]
- Çelen, S.; Karataser, M.A. Investigation of the performance of a hybrid dryer designed for the food industry. Foods 2019, 8, 81. [Google Scholar] [CrossRef] [PubMed]
- Haghi, A.K.; Amanifard, N. Analysis of heat and mass transfer during microwave drying of food products. Braz. J. Chem. Eng. 2008, 25, 491–501. [Google Scholar] [CrossRef]
- Kacar, İ.; Korkmaz, C. Prediction of agricultural drying using multi-layer perceptron network, long short-term memory network and regression methods. Gümüşhane Univ. J. Sci. Technol. 2022, 12, 1188–1206. [Google Scholar] [CrossRef]
- Pusat, S.; Akkoyunlu, M.T.; Pekel, E.; Akkoyunlu, M.C.; Özkan, C.; Kara, S.S. Estimation of coal moisture content in convective drying process using ANFIS. Fuel Process. Technol. 2016, 147, 12–17. [Google Scholar] [CrossRef]
- ASTM. Annual Book of ASTM Standards; American Society for Testing of Materials: West Conshohocken, PA, USA, 1983; p. 19103. [Google Scholar]
- Çelen, S.; Haksever, A.; Moralar, A. The effect of microwave energy to the drying of apple (Gala) slices. Karaelmas Sci. Eng. J. 2017, 7, 228–236. [Google Scholar]
- Mousavifard, S.M.; Attar, M.M.; Ghanbari, A.; Dadgar, M. Application of artificial neural network and adaptive neuro-fuzzy inference system to investigate corrosion rate of zirconium-based nano-ceramic layer on galvanized steel in 3.5% NaCl solution. J. Alloys Compd. 2015, 639, 315–324. [Google Scholar] [CrossRef]
- Yıldız, A.K.; Polatci, H.; Uçun, H. Drying of the banana (Musa cavendishii) fruit and modeling the kinetics of drying with artificial neural networks under different drying conditions. J. Agric. Mach. Sci. 2015, 11, 173–178. [Google Scholar]
- Onu, C.E.; Nwabanne, J.T.; Ohale, P.E.; Asadu, C.O. Comparative analysis of RSM, ANN and ANFIS and the mechanistic modeling in eriochrome black-T dye adsorption using modified clay. S. Afr. J. Chem. Eng. 2021, 36, 24–42. [Google Scholar] [CrossRef]
- Fabani, M.P.; Capossio, J.P.; Roman, M.C.; Zhu, W.; Rodriguez, R.; Mazza, G. Producing non-traditional flour from watermelon rind pomace: Artificial neural network (ANN) modeling of the drying process. J. Environ. Manag. 2021, 281, 111915. [Google Scholar] [CrossRef] [PubMed]
- Doğan, O. Using adaptive neural-fuzzy inference systems (ANFIS) for demand forecasting and an application. Deu Feas J. 2016, 31, 257–288. [Google Scholar]
- Kaveh, M.; Abbaspour-Gilandeh, Y.; Chen, G. Drying kinetic, quality, energy and exergy performance of hot air rotary drum drying of green peas using adaptive neuro-fuzzy inference system. Food Bioprod. Process. 2020, 124, 168–183. [Google Scholar] [CrossRef]
- Yüzgeç, U.; Türker, M. Comparison of different modeling concepts for drying process of Baker’s Yeast. In Proceedings of the International Symposium on Advanced Control of Chemical Processess, Istanbul, Turkey, 12–15 July 2009. [Google Scholar]
- Meerasri, J.; Sothornvit, R. Artificial neural networks (ANNs) and multiple linear regression (MLR) for prediction of moisture content for coated pineapple cubes. Case Stud. Therm. Eng. 2022, 33, 101942. [Google Scholar] [CrossRef]
- Kaveh, M.; Sharabiani, V.R.; Chayjan, R.A.; Taghinezhad, E.; Abbaspour-Gilandeh, Y.; Golpour, I. ANFIS and ANNs model for prediction of moisture diffusivity and specific energy consumption potato, garlic and cantaloupe drying under convective hot air dryer. Inf. Process. Agric. 2018, 5, 372–387. [Google Scholar] [CrossRef]
- Ozel, C.; Topsakal, A. Comparison between ANFIS and ANN for estimation of the thermal conductivity coefficients of construction materials. Sci. Iran. 2015, 22, 2001–2011. [Google Scholar]
- Başar, M.E.; Akdemir, B. Adaptive neural fuzzy inference system (ANFIS) to determine possible relation between bricks porosity and weight losing. Sci. Res. Essay 2011, 6, 2480–2486. [Google Scholar]
- Gökçe, B.; Sonugür, G. Productivity analysis in processed natural stones production process by neural networks and ANFIS methods. AKU J. Sci. Eng. 2016, 16, 174–185. [Google Scholar] [CrossRef][Green Version]
- Wang, J.; Ozbayoglu, E.; Baldino, S.; Liu, Y.; Zheng, D. Time Series Data Analysis with Recurrent Neural Network for Early Kick Detection. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 1–4 May 2023. [Google Scholar]
- Wang, J.; Sajeev, S.K.; Ozbayoglu, E.; Baldino, S.; Liu, Y.; Jing, H. Reducing NPT Using a Novel Approach to Real-Time Drilling Data Analysis. In Proceedings of the SPE Annual Technical Conference and Exhibition, San Antonio, TX, USA, 16–18 October 2023. [Google Scholar]
- Tınmaz Köse, E. Drying of drill cuttings: Emphasis on energy consumption and thermal analysis. Processes 2019, 7, 145. [Google Scholar] [CrossRef]
- Huang, Y.W.; Chen, M.Q. Artificial neural network modeling of thin layer drying behavior of municipal sewage sludge. Measurement 2015, 73, 640–648. [Google Scholar] [CrossRef]
- Salgado, M.A.H.; Silva, F.J.N. Modeling of paper mill sewage sludge drying using artificial neural networks: Reduction of the training database through Taguchi’s method. Dry. Technol. 2017, 35, 534–544. [Google Scholar] [CrossRef]
- Buluş, H.N. Adaptive Neuro-Fuzzy Inference System and Artificial Neural Network Models for Predicting Time-Dependent Moisture Levels in Hazelnut Shells (Corylus avellana L.) and Prina (Oleae europaeae L.). Processes 2024, 12, 1703. [Google Scholar] [CrossRef]
- Ojediran, J.O.; Okonkwo, C.E.; Adeyi, A.J.; Adeyi, O.; Olaniran, A.F.; George, N.E.; Olayanju, A.T. Drying characteristics of yam slices (Dioscorea rotundata) in a convective hot air dryer: Application of ANFIS in the prediction of drying kinetics. Heliyon 2020, 6, e03555. [Google Scholar] [CrossRef]
- Buluş, H.N.; Moralar, A.; Çelen, S. Modeling the moisture content and drying rate of zucchini (Cucurbita pepo L.) in a solar hybrid dryer using ANN and ANFIS methods. Philipp. Agric. Sci. 2023, 106, 293–305. [Google Scholar] [CrossRef]
- Lertworasirikul, S.; Tipsuwan, Y. Moisture content and water activity prediction of semi-finished cassava crackers from drying process with artificial neural network. J. Food Eng. 2008, 84, 65–74. [Google Scholar] [CrossRef]
- Madic, M.; Marinkovic, V.; Radovanovic, M. Mathematical modeling and optimization of surface roughness in turning of polyamide based on artificial neural network. Mechanika 2012, 18, 574–581. [Google Scholar] [CrossRef][Green Version]
- Ataseven, B. Forecasting by using artificial neural networks. Öneri Derg. 2013, 10, 101–115. [Google Scholar]
- Imran, M.; Alsuhaibani, S.A. Alsuhaibani, S.A. A neuro-fuzzy inference model for diabetic retinopathy classification. In Intelligent Data Analysis for Biomedical Applications: Challenges and Solutions; Academic Press: Cambridge, MA, USA, 2019; pp. 147–172. [Google Scholar]
- Majumdar, A. Adaptive neuro-fuzzy systems in yarn modelling. In Soft Computing in Textile Engineering; Woodhead Publishing: Sawston, UK, 2010; pp. 159–177. [Google Scholar]
- Tao, Y.; Li, Y.; Zhou, R.; Chu, D.T.; Su, L.; Han, Y.; Zhou, J. Neuro-fuzzy modeling to predict physicochemical and microbiological parameters of partially dried cherry tomato during storage: Effects on water activity, temperature and storage time. J. Food Sci. Technol. 2016, 53, 3685–3694. [Google Scholar] [CrossRef][Green Version]
- Tasova, M.; Erdogan, M.; Basakin, E.E. Determination of drying machine potential by different estimation methods. Yuz. Yil Univ. J. Inst. Nat. Appl. Sci. 2020, 25, 49–55. [Google Scholar]
- Alibaş, İ. Drying of thin layer mango slices with microwave technique. Anadolu J. Agric. Sci. 2015, 30, 99–109. [Google Scholar] [CrossRef]
- Kırbaş, İ.; Tuncer, A.D.; Şirin, C.; Usta, H. Modeling and developing a smart interface for various drying methods of pomelo fruit (Citrus maxima) peel using machine learning approaches. Comput. Electron. Agric. 2019, 165, 104928. [Google Scholar] [CrossRef]
- Vaquiro, H.A.; Bon, J.; Diez, J.L. Fuzzy logic application to drying kinetics modeling. In Proceedings of the 17th IFAC World Congress, COEX, Seoul, Republic of Korea, 6–11 July 2008; pp. 2206–2211. [Google Scholar]
- Mrzygłód, B.; Hawryluk, M.; Janik, M.; Olejarczyk-Wożeńska, I. Sensitivity analysis of the artificial neural networks in a system for durability prediction of forging tools to forgings made of C45 steel. J. Adv. Manuf. Technol. 2020, 109, 1385–1395. [Google Scholar] [CrossRef]










Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).